Пресс-форма для изготовления алмазоабразивного инструмента
Текст
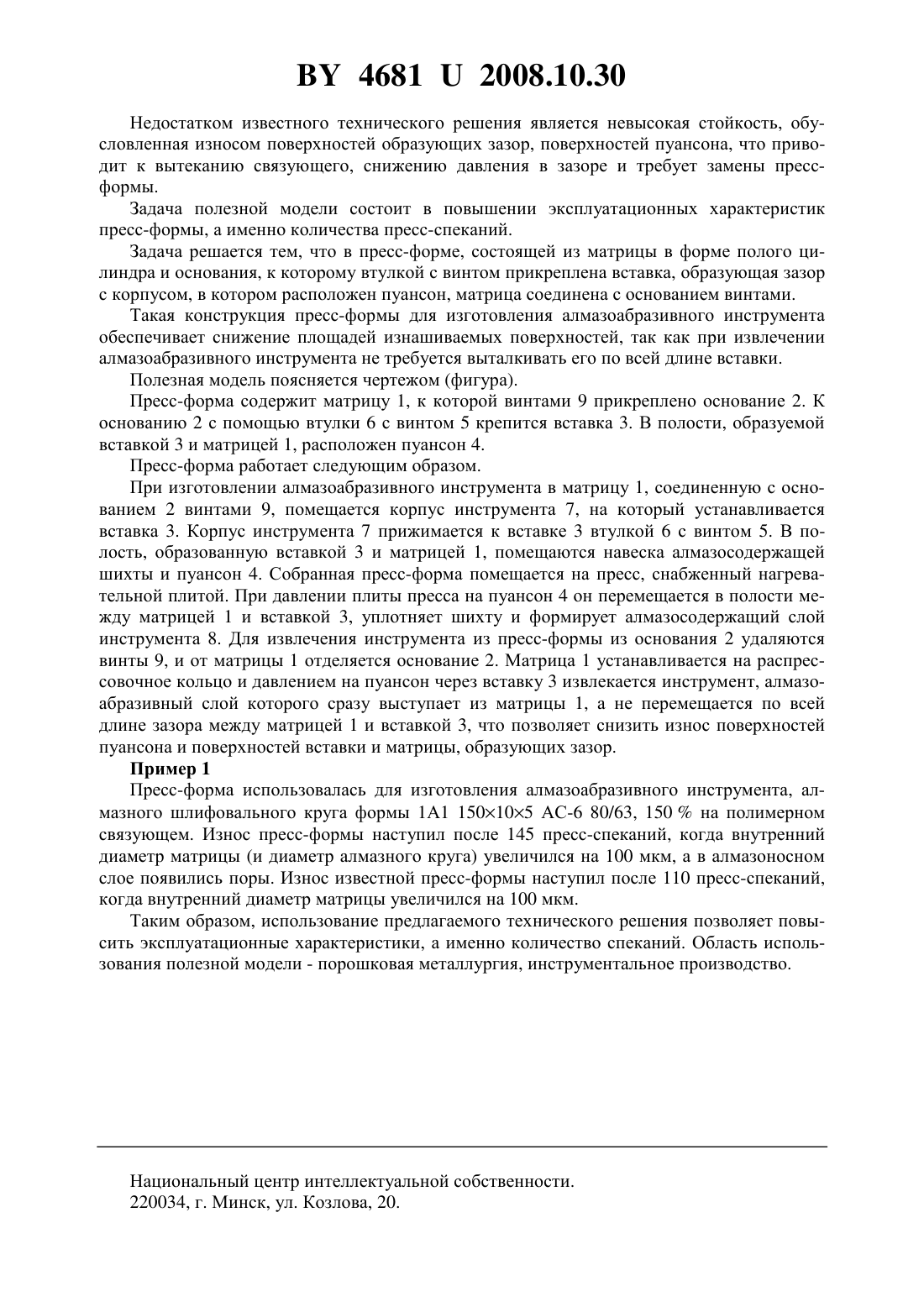
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗОАБРАЗИВНОГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Кузей Анатолий Михайлович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Пресс-форма для изготовления алмазоабразивного инструмента, включающая матрицу в форме полого цилиндра и основание, к которому втулкой с винтом прикреплена вставка,образующая зазор с матрицей, в котором расположен пуансон, отличающаяся тем, что матрица соединена с основанием винтами.(56) 1. Захаренко И.П. Алмазные инструменты и процессы обработки. - Киев Наукова думка, 1980. - 213 с. 2. Пресс-формы для алмазоабразивного инструмента / Под ред. П.Т. Шульмана. - Киев Наукова думка, 1967. - 92 с. Предполагаемое техническое решение относится к области порошковой металлургии,а именно к получению алмазосодержащих композиционных материалов. Известна пресс-форма, состоящая из матрицы в форме сплошного цилиндра с полостью на торцевой поверхности, в которой расположен пуансон 1. Недостатком известной конструкции является повышенный расход металла, обусловленный необходимостью использовать полость с высотой большей, чем высота инструмента (алмазоабразивного слоя). Наиболее близкой к предлагаемому техническому решению является пресс-форма, состоящая из матрицы в форме полого цилиндра с дном, на котором установлено основание,к которому втулкой с винтом прикреплена вставка, образующая полость с матрицей, в которой расположен пуансон 2. 46812008.10.30 Недостатком известного технического решения является невысокая стойкость, обусловленная износом поверхностей образующих зазор, поверхностей пуансона, что приводит к вытеканию связующего, снижению давления в зазоре и требует замены прессформы. Задача полезной модели состоит в повышении эксплуатационных характеристик пресс-формы, а именно количества пресс-спеканий. Задача решается тем, что в пресс-форме, состоящей из матрицы в форме полого цилиндра и основания, к которому втулкой с винтом прикреплена вставка, образующая зазор с корпусом, в котором расположен пуансон, матрица соединена с основанием винтами. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение площадей изнашиваемых поверхностей, так как при извлечении алмазоабразивного инструмента не требуется выталкивать его по всей длине вставки. Полезная модель поясняется чертежом (фигура). Пресс-форма содержит матрицу 1, к которой винтами 9 прикреплено основание 2. К основанию 2 с помощью втулки 6 с винтом 5 крепится вставка 3. В полости, образуемой вставкой 3 и матрицей 1, расположен пуансон 4. Пресс-форма работает следующим образом. При изготовлении алмазоабразивного инструмента в матрицу 1, соединенную с основанием 2 винтами 9, помещается корпус инструмента 7, на который устанавливается вставка 3. Корпус инструмента 7 прижимается к вставке 3 втулкой 6 с винтом 5. В полость, образованную вставкой 3 и матрицей 1, помещаются навеска алмазосодержащей шихты и пуансон 4. Собранная пресс-форма помещается на пресс, снабженный нагревательной плитой. При давлении плиты пресса на пуансон 4 он перемещается в полости между матрицей 1 и вставкой 3, уплотняет шихту и формирует алмазосодержащий слой инструмента 8. Для извлечения инструмента из пресс-формы из основания 2 удаляются винты 9, и от матрицы 1 отделяется основание 2. Матрица 1 устанавливается на распрессовочное кольцо и давлением на пуансон через вставку 3 извлекается инструмент, алмазоабразивный слой которого сразу выступает из матрицы 1, а не перемещается по всей длине зазора между матрицей 1 и вставкой 3, что позволяет снизить износ поверхностей пуансона и поверхностей вставки и матрицы, образующих зазор. Пример 1 Пресс-форма использовалась для изготовления алмазоабразивного инструмента, алмазного шлифовального круга формы 1 А 1 150105 АС-6 80/63, 150 на полимерном связующем. Износ пресс-формы наступил после 145 пресс-спеканий, когда внутренний диаметр матрицы (и диаметр алмазного круга) увеличился на 100 мкм, а в алмазоносном слое появились поры. Износ известной пресс-формы наступил после 110 пресс-спеканий,когда внутренний диаметр матрицы увеличился на 100 мкм. Таким образом, использование предлагаемого технического решения позволяет повысить эксплуатационные характеристики, а именно количество спеканий. Область использования полезной модели - порошковая металлургия, инструментальное производство. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 2
МПК / Метки
МПК: B24D 18/00, B24D 3/04
Метки: инструмента, алмазоабразивного, изготовления, пресс-форма
Код ссылки
<a href="https://by.patents.su/2-u4681-press-forma-dlya-izgotovleniya-almazoabrazivnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Пресс-форма для изготовления алмазоабразивного инструмента</a>
Пресс-форма для изготовления из полимерных материалов изделий с отверстиями
Номер патента: U 4149
Опубликовано: 28.02.2008
Авторы: Пушница Анатолий Анатольевич, Ставров Василий Петрович, Кошикевич Евгений Михайлович, Калинка Анна Николаевна
МПК: B29C 43/00
Метки: изделий, пресс-форма, полимерных, материалов, изготовления, отверстиями
Текст:
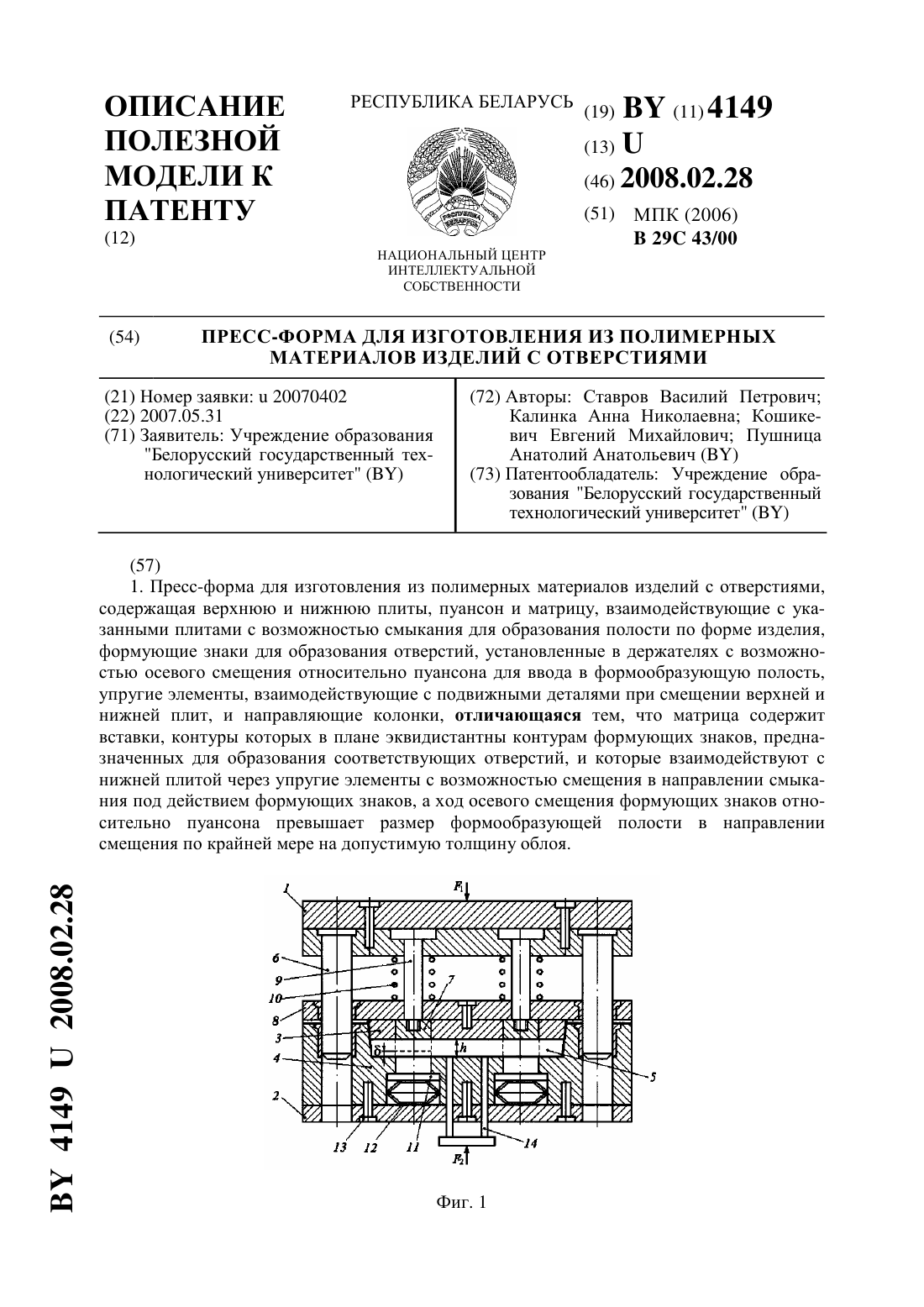
...крайнем положении планка связывает пуансон со знаками, а во втором - не препятствует скольжению держателей относительно пуансона, при этом планки связаны с механизмами перемещения из первого крайнего положения во второе в положении пуансона, соответствующем замкнутой формообразующей полости. Для перемещения затворов пресс-форма снабжена кривошипом, установленным с возможностью перемещения в плоскости, параллельной оси колонок и проходящей...
Пресс-форма для изготовления двухсторонних зубчатых ремней
Номер патента: 4789
Опубликовано: 30.12.2002
Авторы: Никончук Иван Николаевич, Скойбеда Анатолий Тихонович, Баханович Александр Геннадьевич, Косырев Игорь Арнольдович, Никончук Андрей Николаевич
МПК: B29C 33/02, B29C 35/02, B29D 29/08...
Метки: ремней, зубчатых, пресс-форма, двухсторонних, изготовления
Текст:
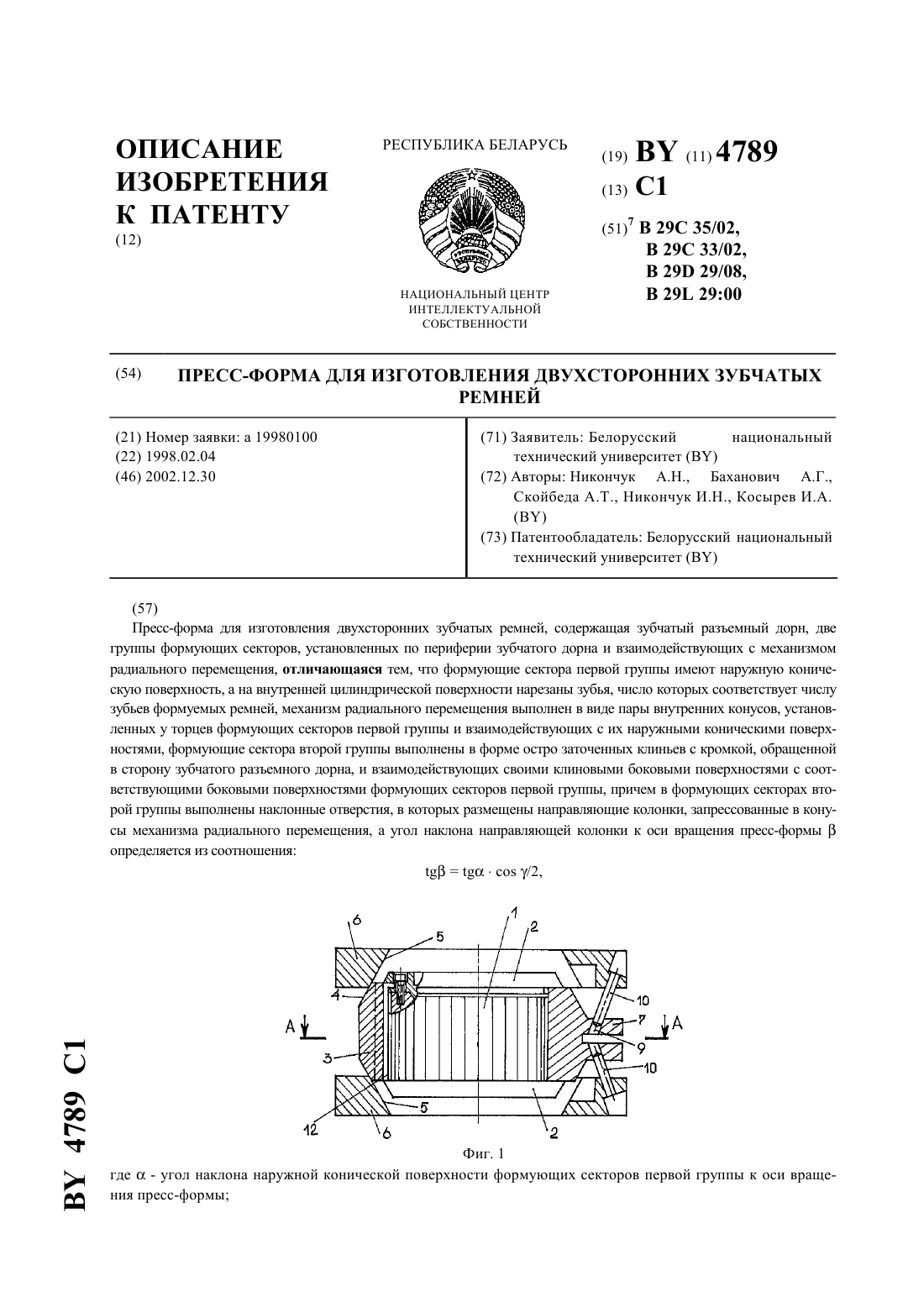
...зубчатых ремней, содержащей зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения, формующие сектора первой группы имеют наружную коническую поверхность, а на внутренней цилиндрической поверхности нарезаны зубья, число которых соответствует числу зубьев формуемых ремней, механизм радиального перемещения выполнен в виде пары...
Пресс-форма для литья под давлением
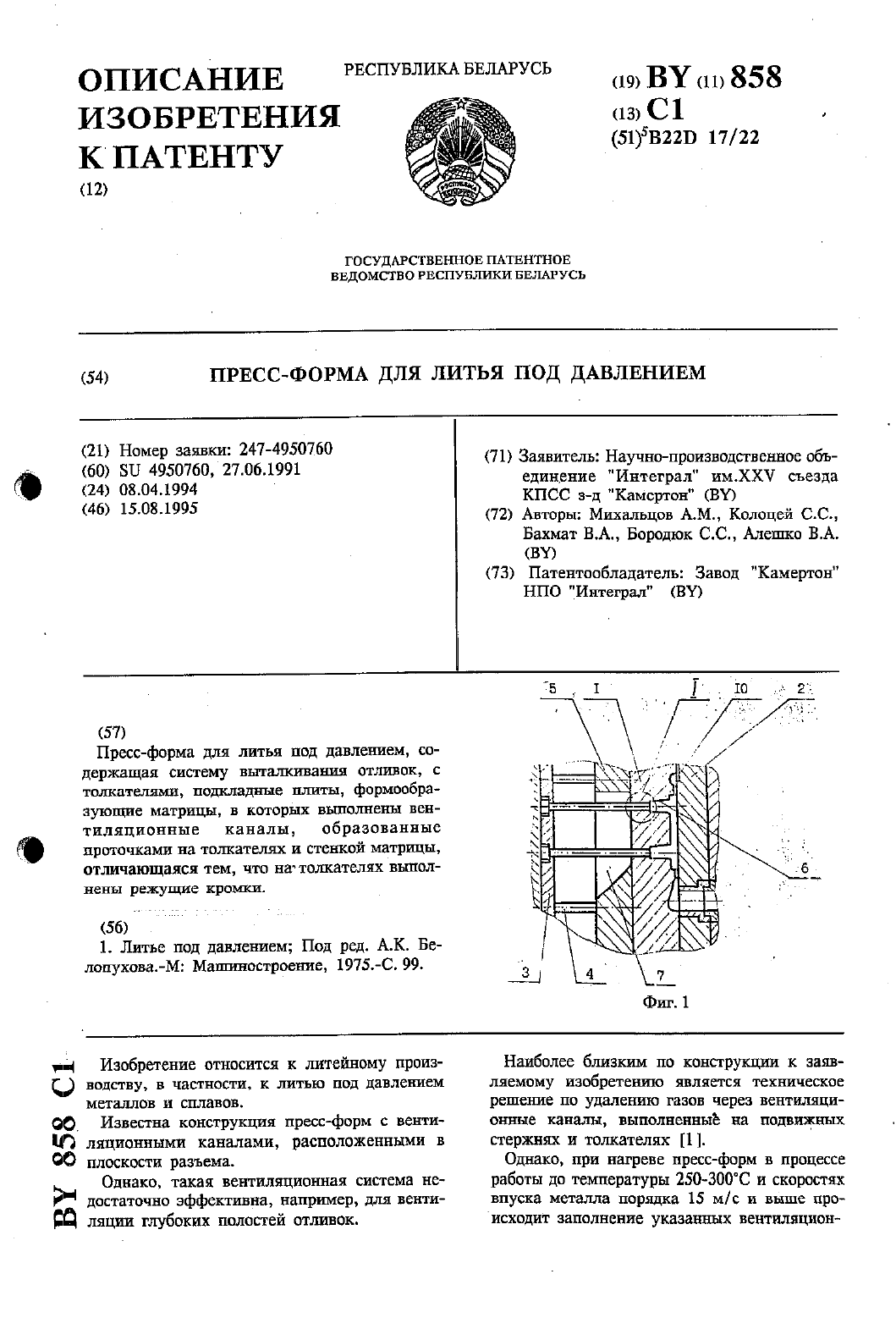
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Бахмат В. А., Бородюк С. С., Михальцов А. М., Алешко В. А., Колоцей С. С.
МПК: B22D 17/22
Метки: пресс-форма, литья, давлением
Текст:
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
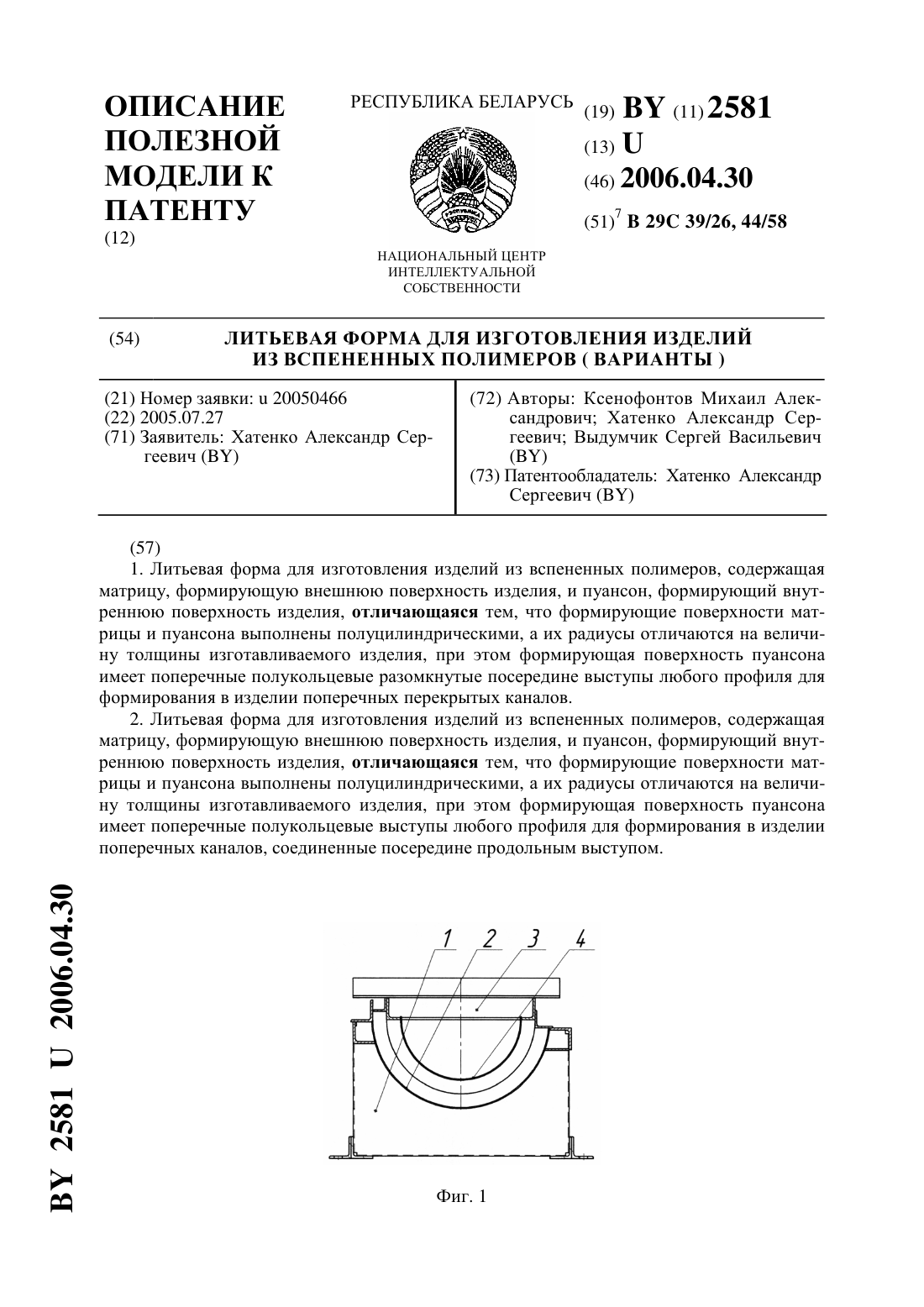
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Ксенофонтов Михаил Александрович, Выдумчик Сергей Васильевич, Хатенко Александр Сергеевич
МПК: B29C 39/26, B29C 44/58
Метки: форма, варианты, изготовления, литьевая, вспененных, полимеров, изделий
Текст:
...выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров...
Способ изготовления изделий из древесных пресс-масс
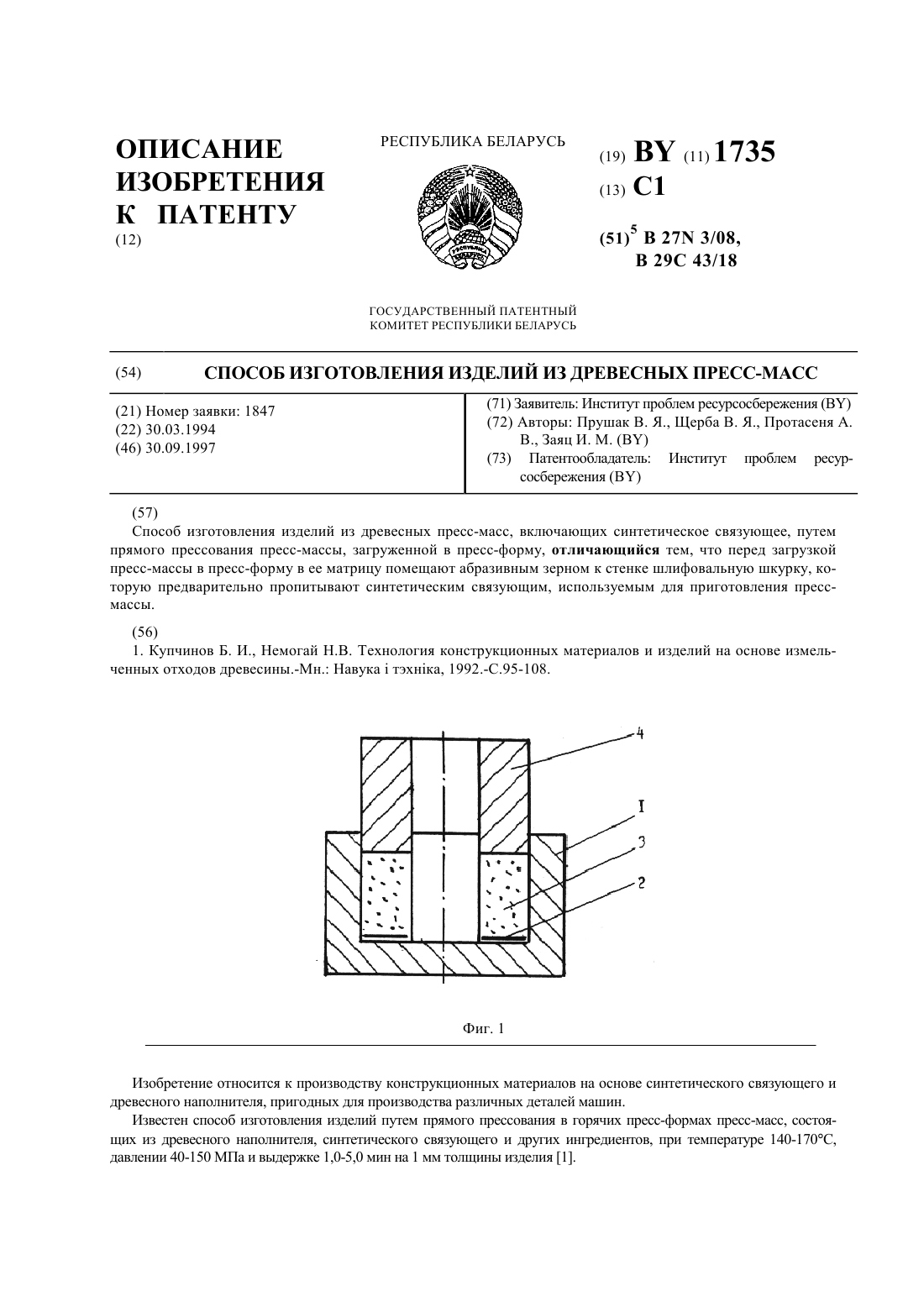
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Щерба Владимир Яковлевич, Протасеня Александр Владимирович, Прушак Виктор Яковлевич, Заяц Ирина Михайловна
МПК: B27N 3/08, B29C 43/18
Метки: древесных, пресс-масс, изготовления, способ, изделий
Текст:
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Предыдущий патент: Маска для ингаляционного наркоза мелким подопытным животным
Следующий патент: Устройство управления роботизированным пожарным комплексом
Случайный патент: Износостойкий чугун