Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Барановский Александр Александрович, Гайдаленок Геннадий Михайлович, Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Горлач Александр Григорьевич, Зайцев Валентин Алексеевич
Текст
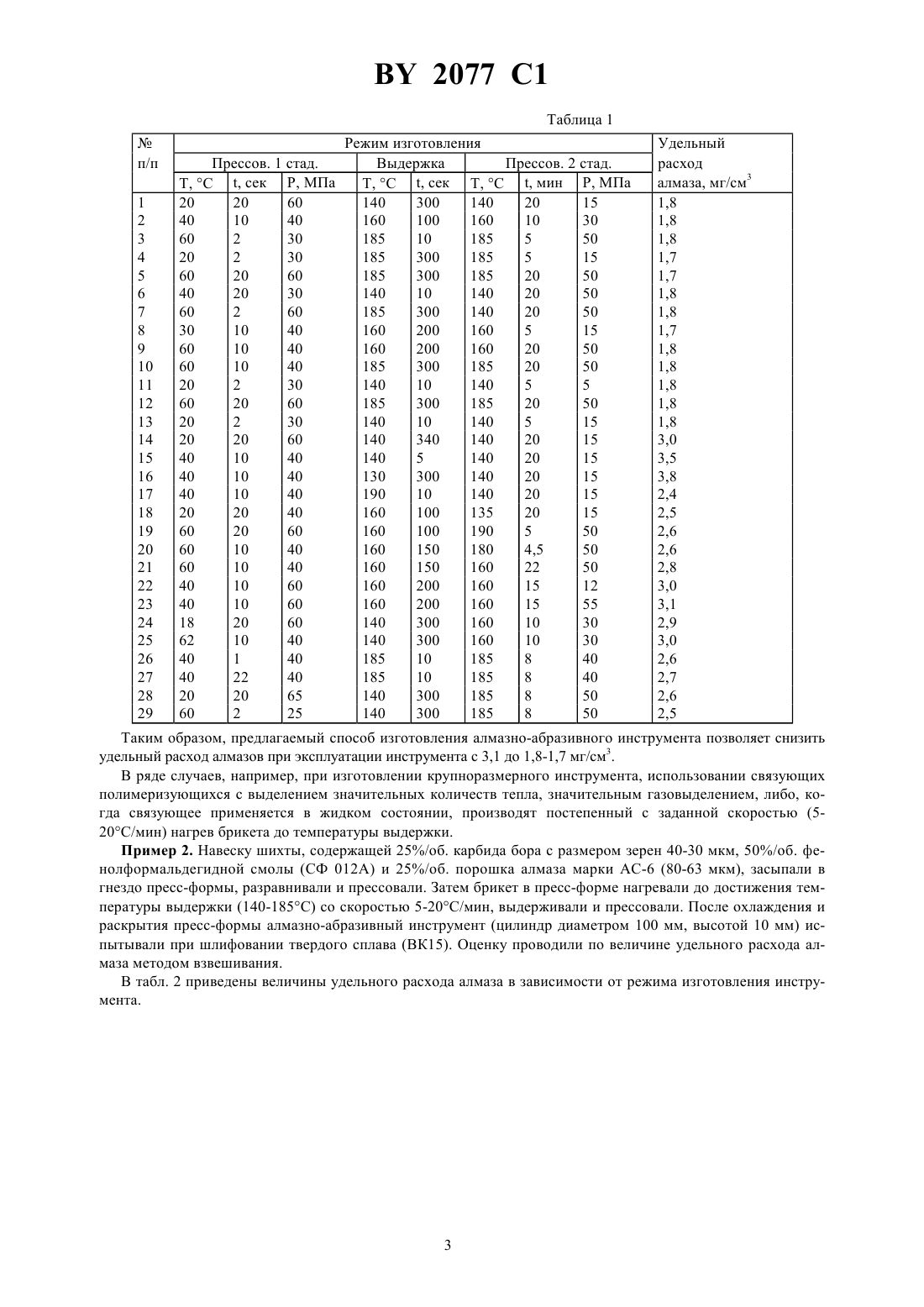
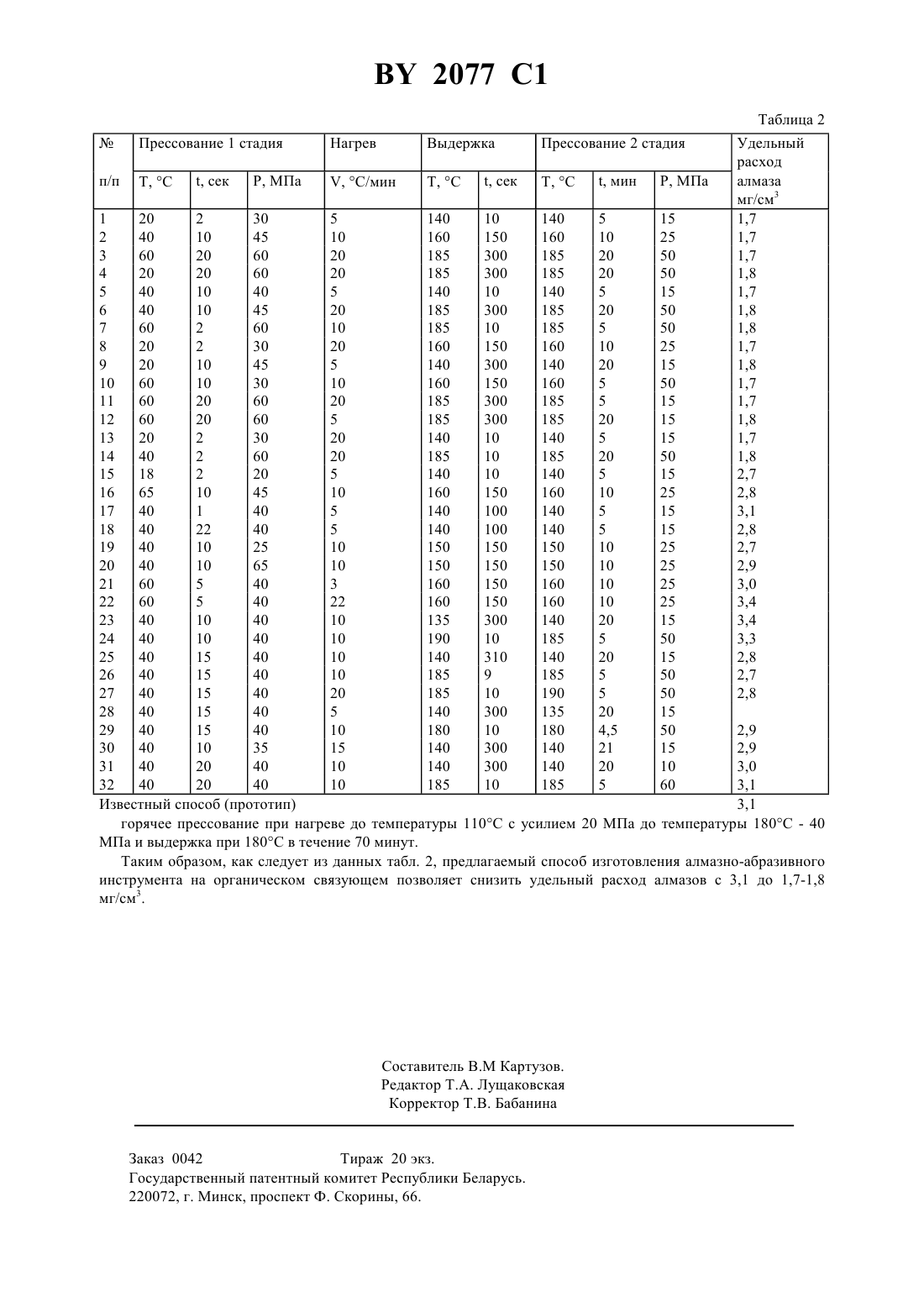
24 18/00 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА НА ОРГАНИЧЕСКОМ СВЯЗУЮЩЕМ(57) 1. Способ изготовления алмазно-абразивного инструмента на органическом связующем, включающий приготовление алмазно-абразивной шихты, засыпку ее в пресс-форму и последующие двухстадийное прессование и выдержку под давлением, отличающийся тем, что прессование на первой стадии ведут при температуре 2060 С и давлении 30-60 МПа в течение 2-20 с, затем полученный брикет выдерживают при температуре 140185 С в течение 10-300 с и производят вторую стадию прессования при температуре выдержки и давлении 15-50 МПа в течение 5-20 мин. 2. Способ по п.1, отличающийся тем, что до температуры выдержки брикет нагревают со скоростью 520 С/мин.(56) 1. А.с. СССР 948646, МКИ В 24 3/26, 1982. 2. Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. Ю.М.Ковальчука.-М. Машиностроение, 1984.-С.213-214. Предлагаемое изобретение относится к области изготовления абразивных инструментов, в частности алмазно-абразивному на органическом связующем, и может быть использовано для получения инструмента,применяемого при шлифовании твердого сплава, керамики, стекла, заточке инструмента и т.д. Наиболее близким к предлагаемому является способ изготовления алмазно-абразивного инструмента на органическом связующем, заключающийся в приготовлении и засыпке алмазо-абразивной шихты в прессформу, сборке пресс-формы, двухстадийном прессовании при нагреве, причем до температуры 100-110 С давление прессования составляет 15-25 МПа, а затем до температуры 1805, 30-50 МПа, и выдержке под давлением при этой температуре в течение 20-40 минут (7 мин на 1 мм толщины) 2. Недостатком известного способа является невысокая прочность алмазно-абразивного инструмента и вызванное этим низкое алмазоудержание и высокий удельный расход алмазов при использовании инструмента. Это обусловлено тем, что в процессе полимеризации органического связующего (фенолформальдегидной смолы), который протекает при 110-170 С происходит выделение газов (паров воды, аммиака, формальдегида). В результате сплавления смолы при 90-110 С, особенно в условиях замкнутого объема при внешнем давлении, часть газов остается в инструменте, образуя поры. При снятии внешнего давления и охлаждении пресс-формы часть газов остается в алмазно-абразивном инструменте, а часть проникает сквозь алмазноабразивный слой, формируя микропористую структуру алмазно-абразивного инструмента. Это снижает прочность алмазно-абразивного инструмента, уменьшает алмазоудержание и ведет к повышенному износу инструмента. Результатом является повышенный расход алмазов в процессе использования инструмента. 2077 1 Таким образом, решаемой задачей является снижение удельного расхода алмазов. Поставленная задача решается тем, что в способе изготовления алмазно-абразивного инструмента на органическом связующем,включающем приготовление и засыпку алмазно-абразивной шихты в пресс-форму, двухстадийное прессование с выдержкой под давлением, прессование ведут при 20-60 С в течение 2-20 секунд под давлением 30-60 МПа, затем полученный брикет выдерживают при 140-185 С в течение 10-300 секунд и прессуют под давлением 15-50 МПа в течение 5-20 минут, причем до температуры выдержки брикет нагревают со скоростью 520 С/мин. При изготовлении алмазно-абразивного инструмента на первой стадии прессования формируется плотный, прочный брикет со слегка оплавленной поверхностью, удобной для различных манипуляций. В процессе последующей выдержки при 140-180 С в брикете идет быстрая полимеризация связующего,образующиеся продукты реакции удаляются из брикета. Поэтому на второй стадии прессования процесс полимеризации приводит к образованию плотных беспористых пленок связующего обволакивающих частицы наполнителя и алмазов. В результате повышается прочность и плотность алмазно-абразивного инструмента,увеличивается алмазоудержание и снижается удельный расход алмаза в процессе эксплуатации инструмента. Снижение температуры прессования на первой стадии менее 20 С сопровождается осыпанием брикета,приводит к измельчению его массы и далее на второй стадии к росту пористости и удельного расхода алмаза. К аналогичному эффекту приводит и увеличение температуры прессования на первой стадии более 60 С из-за изменения массы брикета при выдавливании части связующего. Снижение давления прессования менее 30 МПа приводит к осыпанию брикета из-за низкой прочности и к росту удельного расхода алмазов из-за возрастания пористости на второй стадии прессования. Повышение давления прессования на первой стадии более 60 МПа сопровождается дроблением алмазного порошка и наполнителей, что приводит к росту удельного расхода алмазов при эксплуатации такого инструмента. Снижение длительности прессования менее 2 секунд на первой стадии прессования приводит к повышенному расходу алмазов в процессе эксплуатации инструмента из-за повышения его пористости. Увеличение длительности прессования более 20 секунд сопровождается растрескиванием брикета, что в последующем цикле приводит к пористости алмазного инструмента и росту удельного расхода алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает пористость инструмента и снижает эксплуатационные характеристики. Снижение давления горячего прессования менее 15 МПа увеличивает пористость инструмента и удельный расход алмаза при эксплуатации инструмента. Увеличение давления горячего прессования (вторая стадия прессования) более 50 МПа сопровождается разрушением наполнителей, зерен алмаза и ухудшением эксплуатационных характеристик инструмента. Снижение длительности процесса горячего прессования менее 5 минут не обеспечивает полной полимеризации связующего, снижается прочность инструмента, алмазоудержание и в конечном итоге эксплуатационные характеристики инструмента. Повышение длительности горячего прессования более 20 минут сопровождается деструкцией связующего и вследствие этого снижаются эксплуатационные характеристики инструмента. Снижение скорости нагрева брикета менее чем 5 С/мин приводит к деструкции связующего,росту пористости инструмента и увеличению удельного расхода алмаза при эксплуатации инструмента. Повышение скорости нагрева более 20 С/мин ведет к неполной полимеризации связующего, снижению прочности инструмента и ухудшению эксплуатационных характеристик инструмента. Пример 1. Шихту, содержащую 25 (объемных) карбида бора фракции 40-30 мкм, 50/об. фенолформальдегидной смолы (СФП-012 А) и 25 алмазного порошка АС-6 фракции 80-63 мкм, получали смешиванием компонентов в барабане в течение 40 минут, степени заполнения 0,3-0,4. Затем навеску шихты засыпали в пресс-форму, разравнивали и прессовали. Полученный брикет переносили в горячую пресс-форму, выдерживали и прессовали. После раскрытия пресс-формы, извлечения и охлаждения инструмента (кольцо диаметром 150 мм, шириной 10 мм и толщиной 3 мм) его приклеивали к корпусу и оценивали его эксплуатационные характеристики (удельный расход алмазов) в зависимости от режимов изготовления. Оценку проводили по величине удельного расхода алмазов методом взвешивания при шлифовании твердого сплава ВК 15 в соответствии с ГОСТ 16181-82. Ниже в табл. 1 приведены величины удельного расхода алмазов в зависимости от режимов изготовления инструмента. Известный способ (горячее прессование при нагреве до температуры 110 С - 20 МПа, до температуры 180 С - 40 МПа и выдержка при 180 С в течение 21 мин) - 3,1 мг/см 3. Таким образом, предлагаемый способ изготовления алмазно-абразивного инструмента позволяет снизить удельный расход алмазов при эксплуатации инструмента с 3,1 до 1,8-1,7 мг/см 3. В ряде случаев, например, при изготовлении крупноразмерного инструмента, использовании связующих полимеризующихся с выделением значительных количеств тепла, значительным газовыделением, либо, когда связующее применяется в жидком состоянии, производят постепенный с заданной скоростью (520 С/мин) нагрев брикета до температуры выдержки. Пример 2. Навеску шихты, содержащей 25/об. карбида бора с размером зерен 40-30 мкм, 50/об. фенолформальдегидной смолы (СФ 012 А) и 25/об. порошка алмаза марки АС-6 (80-63 мкм), засыпали в гнездо пресс-формы, разравнивали и прессовали. Затем брикет в пресс-форме нагревали до достижения температуры выдержки (140-185 С) со скоростью 5-20 С/мин, выдерживали и прессовали. После охлаждения и раскрытия пресс-формы алмазно-абразивный инструмент (цилиндр диаметром 100 мм, высотой 10 мм) испытывали при шлифовании твердого сплава (ВК 15). Оценку проводили по величине удельного расхода алмаза методом взвешивания. В табл. 2 приведены величины удельного расхода алмаза в зависимости от режима изготовления инструмента. Удельный расход алмаза мг/см 3 1,7 1,7 1,7 1,8 1,7 1,8 1,8 1,7 1,8 1,7 1,7 1,8 1,7 1,8 2,7 2,8 3,1 2,8 2,7 2,9 3,0 3,4 3,4 3,3 2,8 2,7 2,8 1 20 2 30 5 140 10 140 5 15 2 40 10 45 10 160 150 160 10 25 3 60 20 60 20 185 300 185 20 50 4 20 20 60 20 185 300 185 20 50 5 40 10 40 5 140 10 140 5 15 6 40 10 45 20 185 300 185 20 50 7 60 2 60 10 185 10 185 5 50 8 20 2 30 20 160 150 160 10 25 9 20 10 45 5 140 300 140 20 15 10 60 10 30 10 160 150 160 5 50 11 60 20 60 20 185 300 185 5 15 12 60 20 60 5 185 300 185 20 15 13 20 2 30 20 140 10 140 5 15 14 40 2 60 20 185 10 185 20 50 15 18 2 20 5 140 10 140 5 15 16 65 10 45 10 160 150 160 10 25 17 40 1 40 5 140 100 140 5 15 18 40 22 40 5 140 100 140 5 15 19 40 10 25 10 150 150 150 10 25 20 40 10 65 10 150 150 150 10 25 21 60 5 40 3 160 150 160 10 25 22 60 5 40 22 160 150 160 10 25 23 40 10 40 10 135 300 140 20 15 24 40 10 40 10 190 10 185 5 50 25 40 15 40 10 140 310 140 20 15 26 40 15 40 10 185 9 185 5 50 27 40 15 40 20 185 10 190 5 50 28 40 15 40 5 140 300 135 20 15 29 40 15 40 10 180 10 180 4,5 50 2,9 30 40 10 35 15 140 300 140 21 15 2,9 31 40 20 40 10 140 300 140 20 10 3,0 32 40 20 40 10 185 10 185 5 60 3,1 Известный способ (прототип) 3,1 горячее прессование при нагреве до температуры 110 С с усилием 20 МПа до температуры 180 С - 40 МПа и выдержка при 180 С в течение 70 минут. Таким образом, как следует из данных табл. 2, предлагаемый способ изготовления алмазно-абразивного инструмента на органическом связующем позволяет снизить удельный расход алмазов с 3,1 до 1,7-1,8 мг/см 3. Заказ 0042 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B24D 3/28, B24D 18/00
Метки: алмазно-образивного, органическом, инструмента, связующем, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-2077-sposob-izgotovleniya-almazno-obrazivnogo-instrumenta-na-organicheskom-svyazuyushhem.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазно-образивного инструмента на органическом связующем</a>
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: изготовления, алмазного, способ, инструмента
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: способ, изготовления, инструмента, алмазного
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Филонов И. П., Минец В. В., Амозов С. В., Мастюгин Л. И.
МПК: B24D 18/00
Метки: способ, инструмента, абразивного, изготовления
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B22F 1/00, B24D 18/00, B24D 3/20...
Метки: алмазного, способ, изготовления, инструмента
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Масса для изготовления абразивного инструмента
Номер патента: 446
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Якимахо А. П., Мастюгин Л. И.
МПК: B24D 3/34
Метки: абразивного, масса, инструмента, изготовления
Текст:
...веществом по отношению к обрабатьшаемой поверхностнд снижает усилие резания, сокращает износ абразивныш зерен. 30 В результате введения в массу фосфата аммония повышается износостойкость инструмента. Порообразователь может использоваться в виде кристал лов или гранул размером 0015 мм.Гранулированный полиэтилен используется в качестве антифрикционного материалаего может заменить фторопласт, полистирол и дРУгие полимеры. Эпонсидная...
Предыдущий патент: Способ получения углеродного сорбента
Следующий патент: Электронагреватель текучих токопроводящих сред
Случайный патент: Установка для мойки тележек грузовых вагонов