Способ изготовления алмазного инструмента для правки шлифовальных кругов
Номер патента: 13413
Опубликовано: 30.08.2010
Авторы: Миронович Галина Александровна, Осипов Владимир Анатольевич, Стащенюк Михаил Георгиевич
Текст
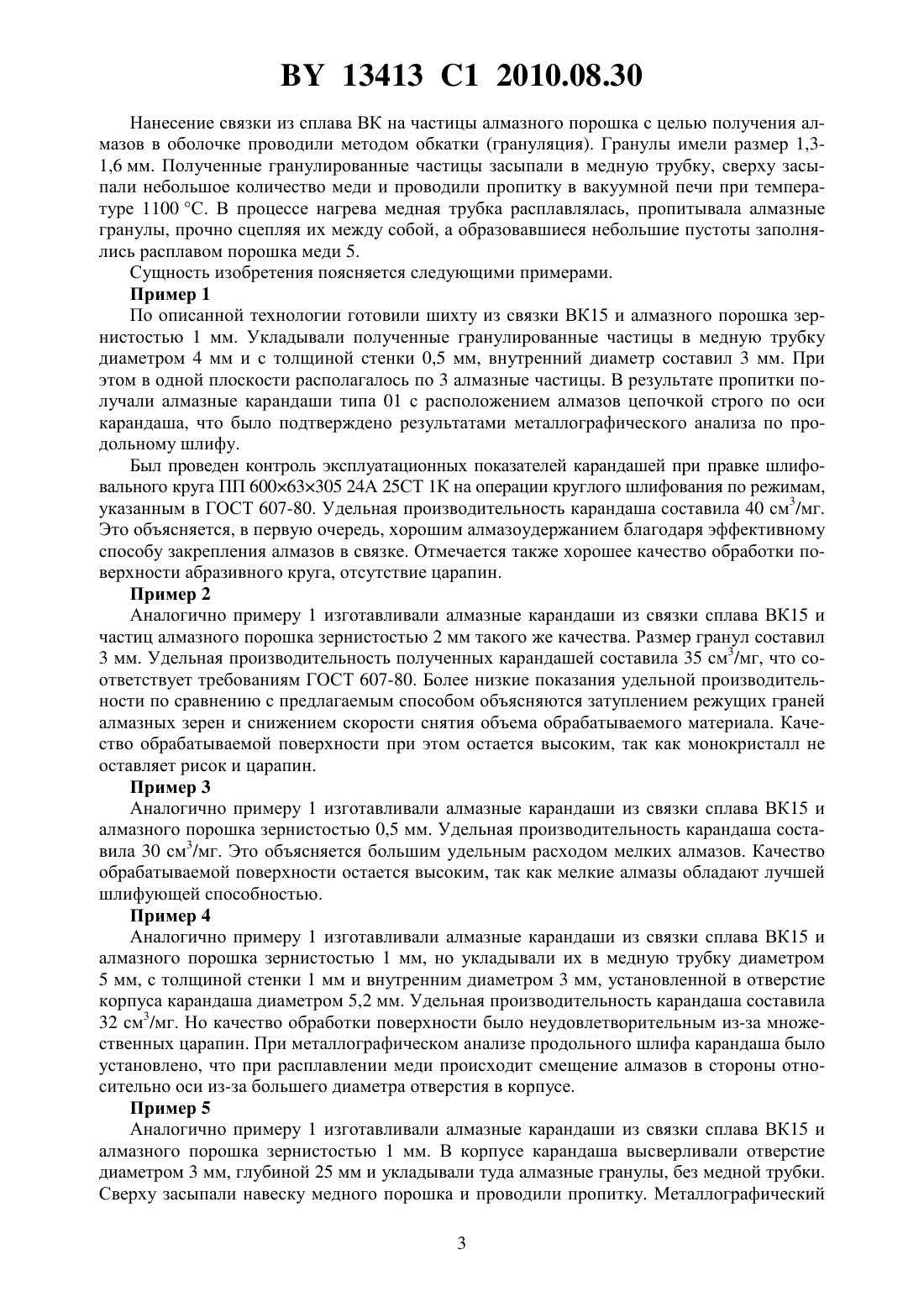
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Миронович Галина Александровна Осипов Владимир Анатольевич Стащенюк Михаил Георгиевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления алмазного инструмента для правки шлифовальных кругов, заключающийся в том, что на частицы алмазного порошка наносят слой связки из сплава ВК, частицы укладывают путем свободной насыпки в медную трубку диаметром 4 мм и с толщиной стенки не более 0,5 мм, трубку помещают в отверстие в корпусе инструмента и осуществляют пропитку медью. 13413 1 2010.08.30 Изобретение относится к области порошковой металлургии, в частности к способам изготовления алмазного инструмента для правки шлифовальных кругов, а именно алмазных карандашей с расположением алмазов вдоль оси карандаша (цепочкой). Известен способ изготовления правящих карандашей, основные этапы которого включают изготовление корпуса, приготовления шихты на основе твердого сплава типа ВК для рабочего элемента, формование шихты с укладкой алмазов пинцетом или вакуумным наконечником, пропитку медью или ее сплавами, соединение с корпусом 1. Основной недостаток данного способа - трудность расположения алмазов вдоль оси при изготовлении карандашей с укладкой алмазов цепочкой, так как из-за трения шихты о стенки формы происходит их смещение при прессовании. Кроме того, используются дефицитные и дорогие алмазы размером зерна 2-3 мм 2. В качестве прототипа выбран описанный в 4 способ изготовления алмазных карандашей, при котором рабочий элемент карандаша выполнен прессованием группы алмазных зерен размером 1 мм, расположенных в одной плоскости на максимально близком расстоянии друг от друга, и связки твердого сплава ВК и последующей пропиткой медью. При изготовлении карандашей данным способом используется ручная укладка алмазов и их совместное прессование со связкой ВК. Однако технологически трудоемко осуществить укладку мелких алмазов, тем более по группам. При их засыпке следующей порцией связки ВК происходит их смещение в стороны, а при прессовании, из-за трения о стенки формы, и относительно оси карандаша. Поэтому группа алмазных зерен (4 зерна 1 мм) не может уже работать как единый алмазный элемент (1 алмазное зерно 3 мм по ГОСТ 607-80) и, следовательно, эффективность обработки шлифовальных кругов и качество обработки поверхности круга будут снижаться. Вызывает сомнение и тот факт, что для эффективной работы 4-х зерен алмаза как единого элемента достаточно максимально близкое их расположение друг к другу. Известно,что для эффективной работы алмазного зерна необходимо хорошее алмазоудержание его в связке, что обеспечивается либо химическим взаимодействием со связкой, либо хорошим механическим охватом зерна связкой (зачеканка) 3. А так как медь и ее сплавы химически с алмазом не взаимодействуют, то для надежного крепления алмазов при данном способе изготовления необходимо большее разобщение алмазных зерен для их надежной фиксации в связке. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении эффективности процесса шлифования абразивных кругов и улучшении качества поверхности обрабатываемого круга. Поставленная техническая задача достигается тем, что в известном способе, включающем нанесение на корпус карандаша связки из сплава ВК, укладку на него алмазов,прессование и пропитку медью, связку из сплава ВК наносят непосредственно на частицы алмазного порошка, частицы укладывают свободной насыпкой в медную трубку диаметром 4 мм и с толщиной стенки не более 0,5 мм, трубку помещают в отверстие в корпусе карандаша и осуществляют пропитку медью. Предлагаемый способ осуществляли следующим образом. Для пояснения сущности изобретения представлена схема алмазного карандаша, где 1 - стальной корпус, 2 - медная трубка, 3 - алмазные частицы, 4 - связка из сплава ВК,5 - медный порошок. Корпус инструмента 1 изготавливали из стали А 20 диаметром 10 мм и длиной 50 мм,высверливали в нем отверстие диаметром 4,2 мм, глубиной 25 мм, куда помещали медную трубку 2 (ГОСТ 617-90) диаметром 4 мм, с толщиной стенки 0,5 мм, длиной 20 мм. В качестве рабочего элемента использовали алмазные порошки 3 из природного сырья размером 1 мм, а в качестве связки 4 использовали порошок твердого сплава ВК 15. Для пропитки использовали порошок меди 5 марки ПМСН. 2 13413 1 2010.08.30 Нанесение связки из сплава ВК на частицы алмазного порошка с целью получения алмазов в оболочке проводили методом обкатки (грануляция). Гранулы имели размер 1,31,6 мм. Полученные гранулированные частицы засыпали в медную трубку, сверху засыпали небольшое количество меди и проводили пропитку в вакуумной печи при температуре 1100 С. В процессе нагрева медная трубка расплавлялась, пропитывала алмазные гранулы, прочно сцепляя их между собой, а образовавшиеся небольшие пустоты заполнялись расплавом порошка меди 5. Сущность изобретения поясняется следующими примерами. Пример 1 По описанной технологии готовили шихту из связки ВК 15 и алмазного порошка зернистостью 1 мм. Укладывали полученные гранулированные частицы в медную трубку диаметром 4 мм и с толщиной стенки 0,5 мм, внутренний диаметр составил 3 мм. При этом в одной плоскости располагалось по 3 алмазные частицы. В результате пропитки получали алмазные карандаши типа 01 с расположением алмазов цепочкой строго по оси карандаша, что было подтверждено результатами металлографического анализа по продольному шлифу. Был проведен контроль эксплуатационных показателей карандашей при правке шлифовального круга ПП 60063305 24 А 25 СТ 1 К на операции круглого шлифования по режимам,указанным в ГОСТ 607-80. Удельная производительность карандаша составила 40 см 3/мг. Это объясняется, в первую очередь, хорошим алмазоудержанием благодаря эффективному способу закрепления алмазов в связке. Отмечается также хорошее качество обработки поверхности абразивного круга, отсутствие царапин. Пример 2 Аналогично примеру 1 изготавливали алмазные карандаши из связки сплава ВК 15 и частиц алмазного порошка зернистостью 2 мм такого же качества. Размер гранул составил 3 мм. Удельная производительность полученных карандашей составила 35 см 3/мг, что соответствует требованиям ГОСТ 607-80. Более низкие показания удельной производительности по сравнению с предлагаемым способом объясняются затуплением режущих граней алмазных зерен и снижением скорости снятия объема обрабатываемого материала. Качество обрабатываемой поверхности при этом остается высоким, так как монокристалл не оставляет рисок и царапин. Пример 3 Аналогично примеру 1 изготавливали алмазные карандаши из связки сплава ВК 15 и алмазного порошка зернистостью 0,5 мм. Удельная производительность карандаша составила 30 см 3/мг. Это объясняется большим удельным расходом мелких алмазов. Качество обрабатываемой поверхности остается высоким, так как мелкие алмазы обладают лучшей шлифующей способностью. Пример 4 Аналогично примеру 1 изготавливали алмазные карандаши из связки сплава ВК 15 и алмазного порошка зернистостью 1 мм, но укладывали их в медную трубку диаметром 5 мм, с толщиной стенки 1 мм и внутренним диаметром 3 мм, установленной в отверстие корпуса карандаша диаметром 5,2 мм. Удельная производительность карандаша составила 32 см 3/мг. Но качество обработки поверхности было неудовлетворительным из-за множественных царапин. При металлографическом анализе продольного шлифа карандаша было установлено, что при расплавлении меди происходит смещение алмазов в стороны относительно оси из-за большего диаметра отверстия в корпусе. Пример 5 Аналогично примеру 1 изготавливали алмазные карандаши из связки сплава ВК 15 и алмазного порошка зернистостью 1 мм. В корпусе карандаша высверливали отверстие диаметром 3 мм, глубиной 25 мм и укладывали туда алмазные гранулы, без медной трубки. Сверху засыпали навеску медного порошка и проводили пропитку. Металлографический 3 13413 1 2010.08.30 анализ продольного шлифа показал, что пропитка в такое узкое отверстие прошла на глубину не более 30 . Из-за неполной пропитки алмазов на требуемую рабочую глубину карандаша такой способ изготовления неприемлем. Пример 6 Изготавливали алмазные карандаши по способу-прототипу из связки сплава ВК 15 и алмазного порошка зернистостью 1 мм. Удельная производительность карандаша составила 34 см 3/мг. Более низкие значения удельной производительности по сравнению с предлагаемым способом объясняются пониженным алмазоудержанием связки прототипа,что приводит к увеличению удельного расхода алмазов. Качество обработки поверхности также было неудовлетворительным из-за множественных царапин после выпадения отдельных зерен, что удлиняет процесс правки. Таким образом, предлагаемый способ позволяет получать алмазные карандаши типа 01 повышенной эффективности из недорогого алмазного сырья с хорошим алмазоудержанием. Изобретение позволяет уменьшить трудоемкость и длительность изготовления карандашей, уменьшить расход дорогих материалов типа твердого сплава ВК, порошка меди, получать хорошее качество обрабатываемой поверхности. Источники информации 1. Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. В.Н.Бакуля. - М. Просвещение, 1975. - С. 255-256, 268-270. 2. ГОСТ 607-80. Карандаши алмазные для правки шлифовальных кругов. 3. Захаренко И.П. Алмазные инструменты и процессы обработки. - Киев Техника,1980. - С. 31-33. 4.2334609, МПК 24 53/12, 2006 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 18/00
Метки: инструмента, шлифовальных, алмазного, изготовления, правки, способ, кругов
Код ссылки
<a href="https://by.patents.su/4-13413-sposob-izgotovleniya-almaznogo-instrumenta-dlya-pravki-shlifovalnyh-krugov.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного инструмента для правки шлифовальных кругов</a>
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 18/00, B24D 3/06
Метки: способ, изготовления, инструмента, алмазного
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Способ изготовления алмазного инструмента повышенной износостойкости
Номер патента: 7769
Опубликовано: 28.02.2006
Автор: Миронович Галина Александровна
Метки: алмазного, износостойкости, инструмента, изготовления, повышенной, способ
Текст:
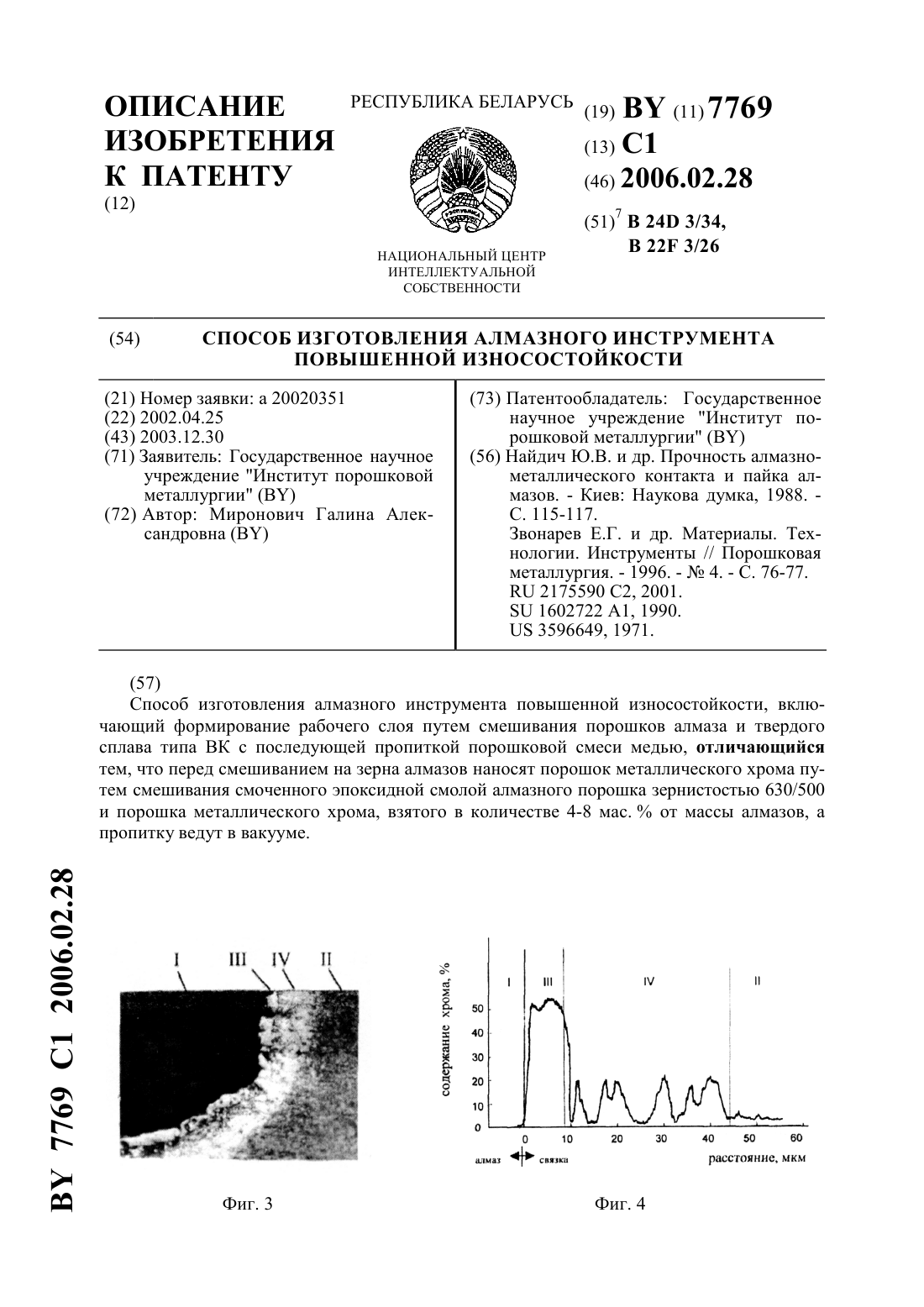
...инструмента соответственно по способу-прототипу и предлагаемому способу фиг. 2 и фиг. 4 отражают изменение содержание хрома в структуре этих материалов. Опытным путем установлено, что при изготовлении инструмента предлагаемым способом вокруг алмаза (, фиг. 3, фиг. 4) образуется слой толщиной 6-8 мкмс микротвердостью 2000 кг/мм 2, близкой к микротвердости карбида хрома, и переходная зона толщиной 35 мкм , что невозможно достичь ни при...
Металлическая связка для изготовления алмазного инструмента
Номер патента: 5248
Опубликовано: 30.06.2003
Авторы: Осипов Владимир Анатольевич, Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 3/06
Метки: изготовления, металлическая, связка, алмазного, инструмента
Текст:
...установлено, что введение в состав металлической связки фосфорнокислого двухзамещенного аммония (4)24 приводит к повышению жидкотекучести пропитывающего материала и его смачиваемости по отношению к неспеченному твердому сплаву ВК и алмазу, позволяя пропитывающему материалу затекать в мельчайшие поры и тем самым повышать плотность и прочность алмазоносного слоя, сцепляемость связки с алмазом и, как следствие, повышать износостойкость...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: алмазного, способ, инструмента, изготовления
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B24D 18/00, B22F 1/00, B24D 3/20...
Метки: алмазного, изготовления, инструмента, способ
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Предыдущий патент: Серый антифрикционный чугун
Следующий патент: Способ модификации доломитового щебня
Случайный патент: Преобразователь напряжения