Способ изготовления алмазосодержащего элемента для абразивного инструмента и абразивный инструмент
Текст
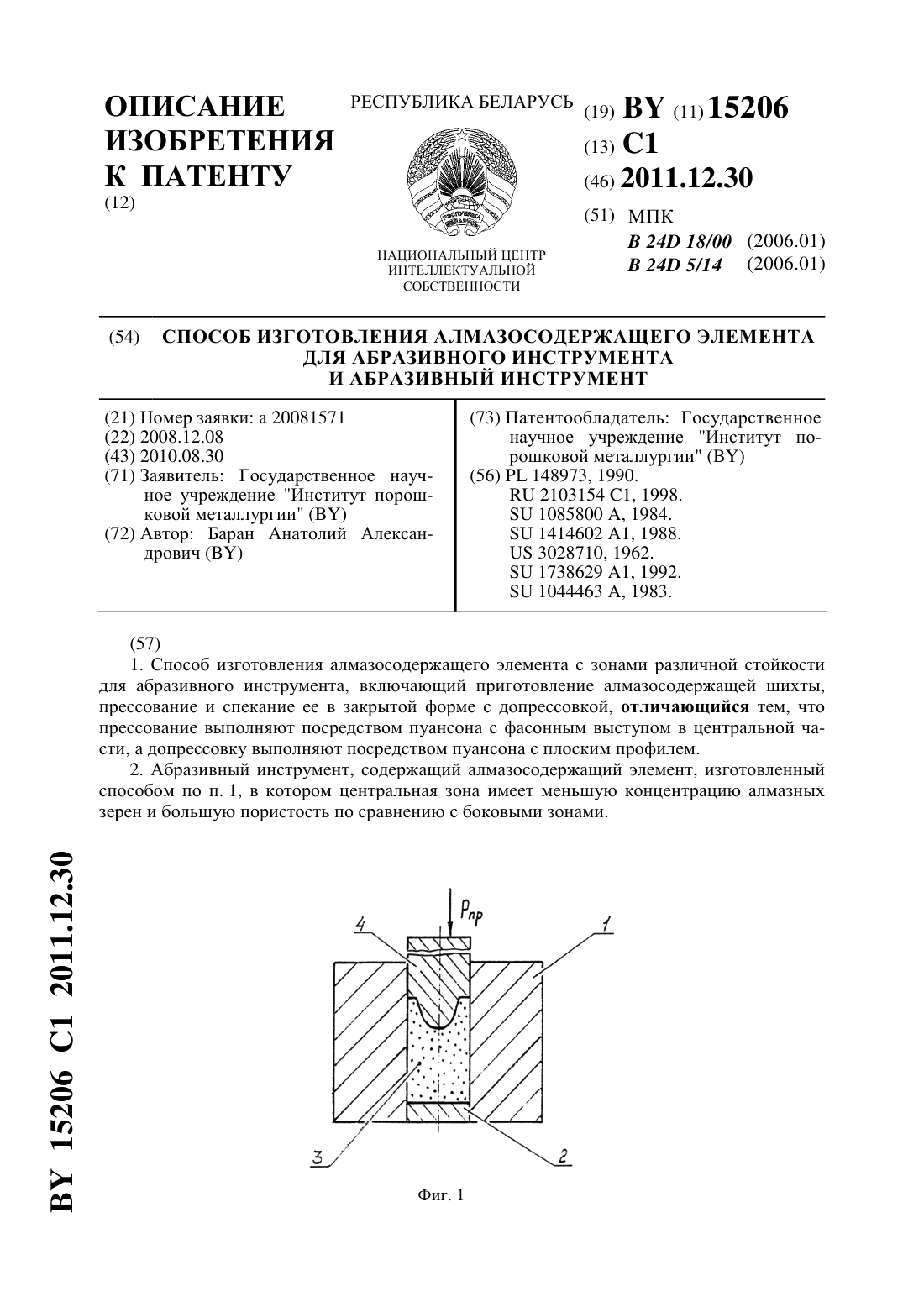
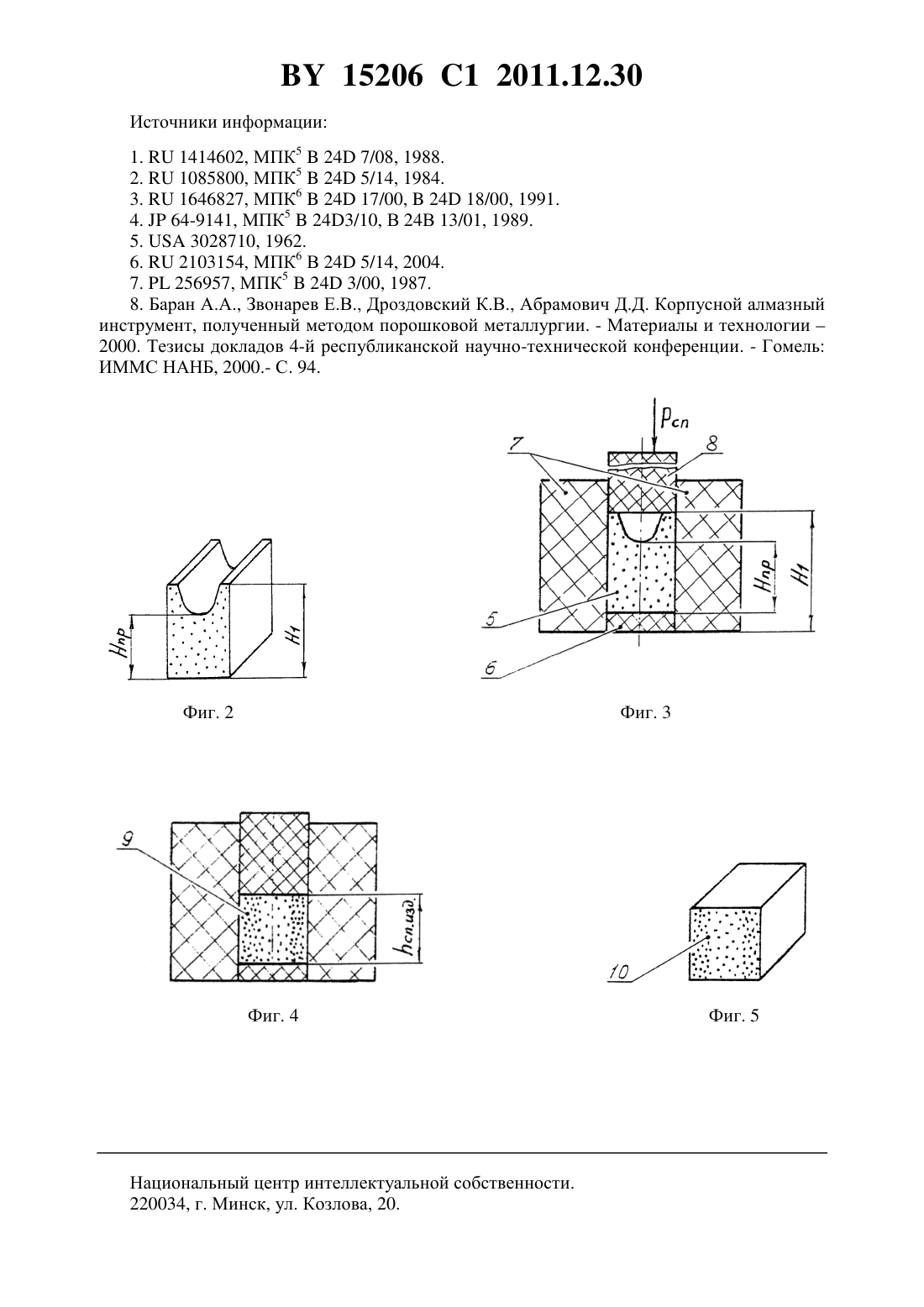
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО ЭЛЕМЕНТА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА И АБРАЗИВНЫЙ ИНСТРУМЕНТ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Автор Баран Анатолий Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ изготовления алмазосодержащего элемента с зонами различной стойкости для абразивного инструмента, включающий приготовление алмазосодержащей шихты,прессование и спекание ее в закрытой форме с допрессовкой, отличающийся тем, что прессование выполняют посредством пуансона с фасонным выступом в центральной части, а допрессовку выполняют посредством пуансона с плоским профилем. 2. Абразивный инструмент, содержащий алмазосодержащий элемент, изготовленный способом по п. 1, в котором центральная зона имеет меньшую концентрацию алмазных зерен и большую пористость по сравнению с боковыми зонами. 15206 1 2011.12.30 Изобретение относится к абразивным алмазным инструментам для резки твердых неметаллических материалов и может быть использовано преимущественно в отрезных сегментных кругах, полосовых (штрипсовых) пилах, кольцевых сверлах. Из уровня техники известны абразивные инструменты, алмазосодержащий слой которых выполняется с зонами различной стойкости 1, 2, 3, 4. Однако часть из них используется для решения иных технических задач и характеризуется более высокой стойкостью средней зоны 1, 2, 4 и быстрой истираемостью боковых поверхностей, что применительно к отрезному алмазному инструменту и кольцевым сверлам является существенным недостатком и делает неприемлемым использование таких конструкций для данного типажа инструмента. Предложено 5 решение задачи обеспечения более высокой производительности резания сегментным инструментом за счет выполнения средней зоны алмазных элементов с более низкой концентрацией алмазов, чем боковые зоны. Однако четкие границы этих зон и представленные технологические схемы их изготовления свидетельствуют о раздельном шихтоприготовлении и прессовании данных зон, что делает такую конструкцию абразивных элементов трудоемкой и нетехнологичной. Наиболее близким к предлагаемому техническим решением является абразивный инструмент, алмазосодержащий слой которого состоит из более стойких боковых участков и менее стойкого центрального участка, толщина которого составляет 0,10,35 от полной толщины алмазосодержащего слоя 6. При этом участки различной стойкости имеют четкие границы и выполняются методом порошковой металлургии либо с алмазами различной марки и фракции и/или с различными по составу связками слоев. Технологические приемы выполнения такого исполнения элементов абразивных, как и по решению 5, являются трудоемкими или требуют дорогостоящего оборудования и оснастки. Кроме того,предложенное в 6 исполнение абразивных элементов является очень сложным для реализации применительно к абразивным элементам малой толщины (менее 4 мм), что практически исключает использование данного исполнения абразивных элементов для отрезных кругов диаметром менее 500 мм. Выполнить конструктивное исполнение абразивных элементов по способу 5, как и по способу 6, можно только раздельным прессованием каждого слоя и их послойной укладкой в оснастку для спекания и формированием единого элемента за счет припекания слоев при выполнении операции спекания, проводимой с дополнительной деформацией(доуплотнением) слоев, как представлено в 5. Аналогичный способ изготовления круга со слоями различной износостойкости, представленный в 2, также включает раздельное приготовление шихты центрального и боковых участков, первоначальное прессование центрального участка и последующую напрессовку боковых участков, что делает технологию изготовления весьма трудоемкой. Известный способ изготовления подобных абразивных элементов 7, где прессуют две половины элемента и затем выполняют их склеивание, также является весьма трудоемким и, соответственно, дорогим. Таким образом, все представленные выше варианты изготовления являются существенно дороже, чем представленный, в частности, в 8 вариант изготовления абразивных элементов обычного (анизотропного) исполнения, который является наиболее близким по технической сущности к предлагаемому способу изготовления элементов алмазных с зонами различной стойкости. Алмазосодержащий слой, не разделенный на зоны, прессуется из единой засыпки шихты в пресс-форме типового исполнения (пуансонами без какихлибо дополнительных геометрических элементов профиля), в результате чего получают относительно равномерную пропрессовку всей алмазосодержащей порошковой массы. Окончательные свойства данной массы формируются при ее спекании под давлением в закрытой форме. Простота этой технологической схемы и ее большая экономичность по сравнению со схемами 2, 5, 7 очевидны, однако ее главным недостатком является отсутствие различий 2 15206 1 2011.12.30 в стойкости по поперечному сечению элемента, т.е. без предлагаемой заявителем доработки этой схемы не достигается эффект повышения производительности резания, свойственный всем приведенным выше решениям. Задачей изобретения является снижение стоимости изготовления в режиме мелкосерийного производства высокопроизводительного абразивного инструмента с зонами различной стойкости и расширение технологических возможностей его изготовления для типоразмеров инструмента с малой толщиной абразивных элементов. Поставленная задача решается тем, что в способе изготовления алмазосодержащего элемента с зонами различной стойкости для абразивного инструмента, включающем приготовление алмазосодержащей шихты, прессование и спекание ее в закрытой форме с допрессовкой, прессование выполняют посредством пуансона с фасонным выступом в центральной части, а допрессовку выполняют посредством пуансона с плоским профилем. Поставленная задача также решается тем, что в абразивном инструменте, содержащем алмазосодержащий элемент, изготовленный предлагаемым способом, центральная зона имеет меньшую концентрацию алмазных зерен и большую пористость по сравнению с боковыми зонами. Изменение стойкости центральной зоны абразивного элемента за счет ее более высокой пористости и меньшей концентрации алмазов, обеспечиваемых за счет особенностей операций прессования и спекания, позволяет весь элемент изготавливать из алмазосодержащей шихты единого состава, что существенно удешевляет процесс изготовления элементов по сравнению с известными вариантами послойного его изготовления, создавая при этом требуемый технический эффект - более легкую истираемость центральной зоны,испытывающей в процессе резания существенно меньшие силовые и тепловые нагрузки,чем боковые зоны абразивного элемента. Последние при предложенном способе изготовления имеют низкую пористость связки и более высокую концентрацию алмазов по сравнению с недоуплотненной центральной зоной, имеющей соответственно большую пористость и меньшую концентрацию алмазных зерен, при этом переход от минимальной пористости по краям элемента к максимальной в среднем сечении происходит не ступенчато, а более плавно, что в большей степени соответствует реальному распределению нагрузки на алмазосодержащий элемент по его толщине в процессе резания и способствует его более равномерному износу при обеспечении высокой производительности резания и стойкости инструмента. Сущность предложенного исполнения абразивного инструмента и способа его изготовления отражена в представленных на фиг. 1, 2 и 3, 4, 5 схемах процессов прессования и спекания. Согласно предложенному решению, в гнездо матрицы 1 на пуансон 2 засыпается алмазосодержащая шихта 3 и прессуется верхним пуансоном 4, имеющим в центральной части продольный фасонный выступ (угловой, радиусный и т.д.), что является существенным. Именно за счет данного выступа формируется прессованная заготовка(фиг. 2) с высотой в средней части пр. и высотой по краю 1. При этом 1 пр., а формируемая прессованная заготовка имеет вид, представленный на фиг. 2. Высоты пр. и 1 желательно выбирать такими, чтобы пористость прессованной заготовки была не менее желаемой пористости центральной зоны готового спеченного абразивного элемента. При выполнении спекания (фиг. 3) алмазосодержащая прессованная заготовка 5 с фасонной поверхностью помещается на нижний пуансон 6, установленный в многоместной форме для спекания между ограничивающими боковой размер пластинами 7. Верхний пуансон 8, имеющий плоский профиль либо приближенный к нему, перемещается вниз под прилагаемым при спекании усилием допрессовки Рсп. до высотного размера сп.изд., при котором достигается практически 100 плотность имевших в прессованной заготовке высоту 1 боковых зон спеченного алмазосодержащего элемента 9 (фиг. 4). Высотный же размер центральной зоны при спекании изменяет свою высоту пр. до высоты сп.изд.,т.е. уплотнение центральной зоны происходит в существенно меньших пределах, что 3 15206 1 2011.12.30 обеспечивает наличие большей пористости в центральной зоне 10 (фиг. 3) алмазосодержащего элемента. Помимо пористости предложенный метод изготовления элементов алмазосодержащих ведет и к сохранению низкой объемной концентрации алмазных зерен в центральной зоне относительно ее значения в боковых зонах, где идет увеличение концентрации алмазных зерен при уплотнении плоским пуансоном боковых зон, что также положительным образом сказывается на выравнивании износа по зонам алмазосодержащего элемента и росте производительности резания. Таким образом, в процессе резания обрабатываемых материалов (горные породы,строительные материалы, огнеупоры и т.д.) основную работу разрушения при резании выполняют боковые, более стойкие, зоны, имеющие низкую пористость связки и большее объемное содержание абразива, что обеспечивает надлежащую высокую стойкость инструмента. А выполненная разупрочненной за счет высокой пористости и меньшей концентрации абразива центральная зона не снижает производительность резания, как это наблюдается у анизотропного типового исполнения элементов абразивных, и позволяет сочетать высокую режущую способность инструмента с его высокой стойкостью при существенно более простом исполнении элементов и более дешевом способе их изготовления по сравнению с известными решениями. Пример. По предлагаемому решению изготавливались алмазосодержащие элементы типоразмера 2488 мм для оснащения круга алмазного отрезного сегментного диаметром 1200 мм. Из общей высоты элементов (8 мм) безалмазная подложка составляла 2 мм, а алмазосодержащая часть первоначально была спрессована в заготовку высотой 1, равной 8,2 мм, а центральная зона с -образным углублением имела высотный размер пр. 6,3 мм. При этом общая пористость прессованной заготовки составила около 28 . Масса алмазной составляющей равнялась 2 каратам в элементе. После выполнения спекания под давлением высотный размер элементов составил сп.изд. 88,1 мм пористость их боковых зон составляла 13 , а центральной зоны 1424(большее значение по центральной оси элемента). Алмазная составляющая также была распределена неравномерно - концентрация алмазов 4446 в боковых зонах и 3135 в центральной зоне. Трудоемкость изготовления комплекта элементов составила 4,6 часа первоначальные затраты на прессовочную оснастку - 2,8 млн. руб. Полученные из той же алмазно-металлической композиции при тех же режимах изготовления алмазосодержащие элементы стандартного исполнения имели также высотный размер 88,1 мм, пористость 14 и концентрацию алмазов 40 остаточная пористость и алмазные зерна были распределены по сечению равномерно. Были также изготовлены по способу прототипа элементы алмазосодержащие с тем же химсоставом связки боковых зон с той же концентрацией алмазов (40 ). Центральная зона выполнялась из связки с более низкими (на 3060 ) физико-механическими характеристиками и более низкой концентрацией алмазов (32 ). При этом трудоемкость изготовления комплекта элементов абразивных составила 7,2 часа, а первоначальные затраты на прессовочную оснастку - 4,1 млн.руб. Эксплуатационные характеристики инструмента с элементами стандартного исполнения при резании гранита оказались ниже характеристик двух других исполнений производительность резания 192 см 2/мин удельный расход алмазов 2,7 карат/м 2. Характеристики инструмента с элементами алмазосодержащими по предложенному решению и решению прототипа оказались приблизительно одинаковыми производительность 256268 см 2/мин и удельный расход 2,32,4 карат/м 2. Однако существенно меньшая трудоемкость изготовления элементов алмазосодержащих по предложенному решению (в 1,6 раза) при более низких первоначальных затратах на прессовочную оснастку подтверждает преимущества предложенного технического решения по сравнению с известными решениями. 15206 1 2011.12.30 Источники информации 1.1414602, МПК 524 7/08, 1988. 2.1085800, МПК 524 5/14, 1984. 3.1646827, МПК 624 17/00,24 18/00, 1991. 4.64-9141, МПК 5243/10, В 24 В 13/01, 1989. 5.3028710, 1962. 6.2103154, МПК 6 В 24 5/14, 2004. 7.256957, МПК 524 3/00, 1987. 8. Баран А.А., Звонарев Е.В., Дроздовский К.В., Абрамович Д.Д. Корпусной алмазный инструмент, полученный методом порошковой металлургии. - Материалы и технологии 2000. Тезисы докладов 4-й республиканской научно-технической конференции. - Гомель ИММС НАНБ, 2000.- С. 94. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24D 5/14, B24D 18/00
Метки: абразивного, элемента, абразивный, инструмент, способ, инструмента, алмазосодержащего, изготовления
Код ссылки
<a href="https://by.patents.su/5-15206-sposob-izgotovleniya-almazosoderzhashhego-elementa-dlya-abrazivnogo-instrumenta-i-abrazivnyjj-instrument.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазосодержащего элемента для абразивного инструмента и абразивный инструмент</a>
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Филонов И. П., Якимахо А. П., Минец В. В., Амозов С. В., Мастюгин Л. И.
МПК: B24D 18/00
Метки: инструмента, изготовления, абразивного, способ
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Абразивный инструмент на стеклокерамической связке и способ его изготовления
Номер патента: 8850
Опубликовано: 28.02.2007
Авторы: Судник Лариса Владимировна, Жук Елена Владимировна
Метки: абразивный, инструмент, стеклокерамической, способ, изготовления, связке
Текст:
...металлов. входящих в стеклокерамическую связку толщиной 0 .1 -0 .5 диаметра абразивного зернаИзобретение направлено на создание абразивного инструмента с абразивными зернами. имеющими адгезионно-активные слои оксидов заданной толщины. нанесение которых реализовано посредством достаточно простой технологии с использованием несложного аппаратурного оснащенияТехнический результат. достигаемый изобретением. заключается в улучшении качества...
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Медведев В. Б., Якимахо А. П., Мороз В. В., Мастюгин Л. И.
МПК: B24D 3/34
Метки: абразивного, инструмента, изготовления, масса, шлифовального
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Способ изготовления алмазо-абразивного инструмента с органическим связующим
Номер патента: 4639
Опубликовано: 30.09.2002
Авторы: Зайцев Валентин Алексеевич, Кузнецов Владимир Витальевич, Моисеенко Петр Васильевич, Горлач Александр Григорьевич, Кузей Анатолий Михайлович
МПК: B24D 3/28
Метки: инструмента, связующим, органическим, способ, изготовления, алмазо-абразивного
Текст:
...материала. При дальнейшем нагреве (115-145 С) связующего (например, формальдегидной смолы СФП - 012 А) происходит ее расплавление, полимеризация, сопровождающаяся газовыделением. Так как зазоры пресс-формы не заполнены пленкой связующего (как в способе, прототипе), газообразные продукты полимеризации, остатки воды (растворителя) конденсируются в пузыри, из которых удаляется через зазоры пресс-формы. Этому способствует остаточная пористость...
Масса для изготовления абразивного инструмента
Номер патента: 6753
Опубликовано: 30.12.2004
Авторы: Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна, Мельниченко Игорь Михайлович, Близнец Михаил Михайлович
МПК: C09K 3/14, B24D 3/14, C04B 35/10...
Метки: масса, изготовления, абразивного, инструмента
Текст:
...бой листового строительного стекла следующего состава, мас.состав- 68,0 2 14,0 2 12,04,02,0 23 состав- 72,6 2 13,7 2 8,03,72,0(2323).качестве гончарной глины были использованы глины следующего состава, мас.состав- 61,05 2 13,74 23 6,37 23 3,293,621,98 (22) 9,95 прочих примесей состав- 49,00 2 24,60 23 2,32 23 1,461,05 2 1,413,913,72 2 0,15 2 0,23 3 7,15 прочих примесей. Введение гончарной глины выше оптимальной концентрации увеличивает...
Предыдущий патент: Бессвинцовый припой для пайки печатных плат
Следующий патент: Солнечный термоэлектрический холодильник
Случайный патент: Тепловая труба