Способ изготовления фасонного алмазно-абразивного круга
Номер патента: 8043
Опубликовано: 30.04.2006
Авторы: Дубовик Руслан Анатольевич, Баран Анатолий Александрович, Лашук Александр Михайлович
Текст
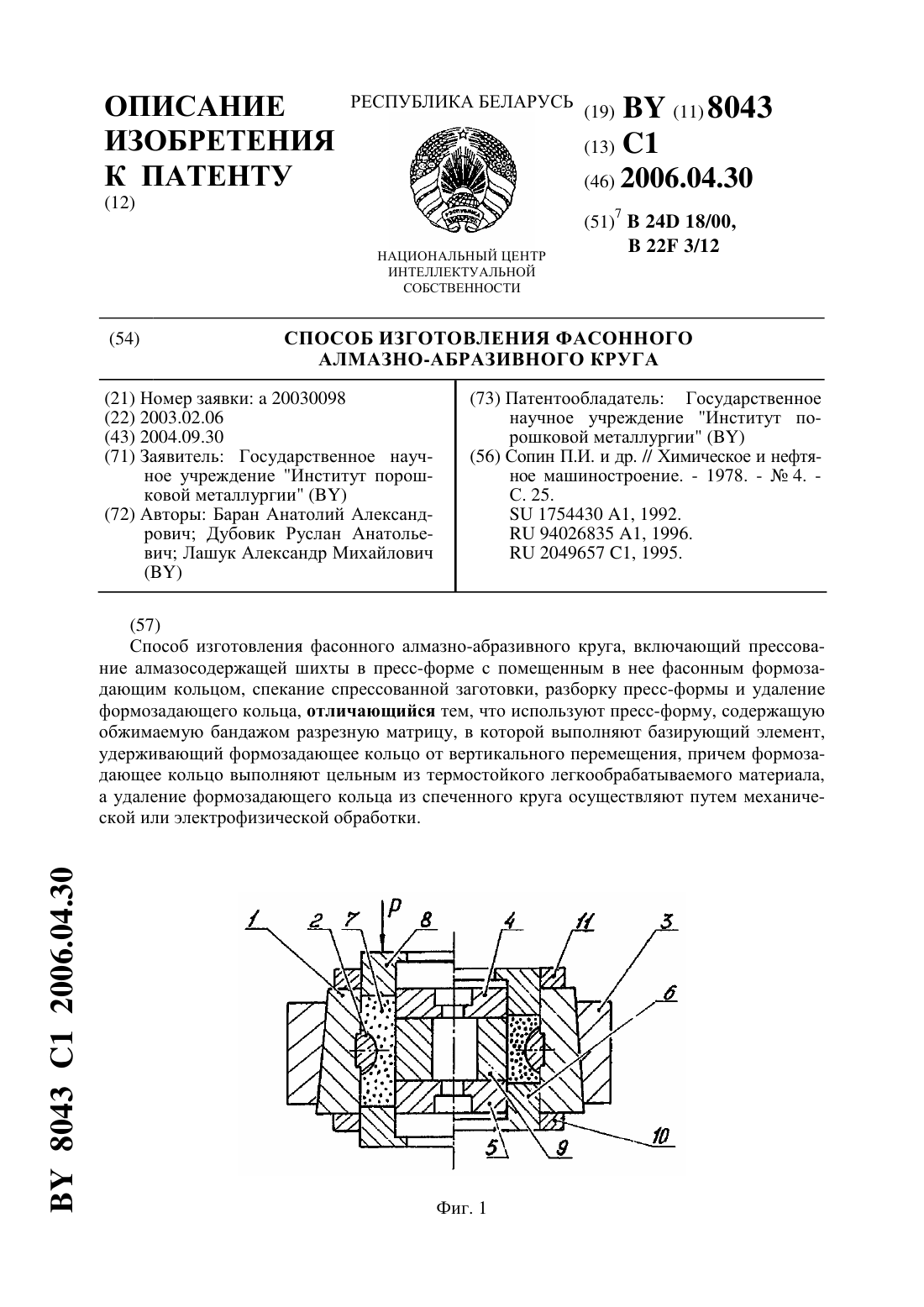
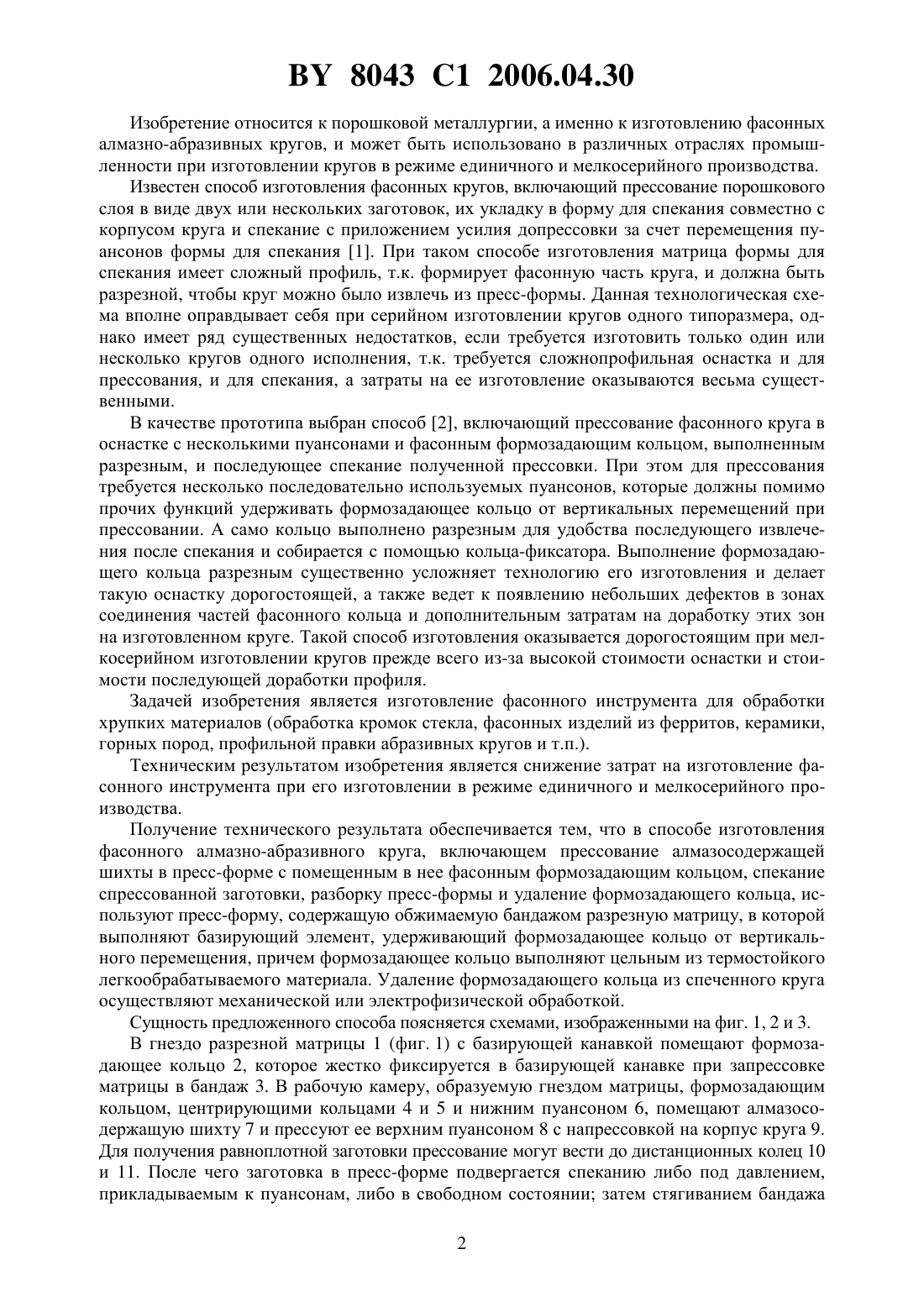
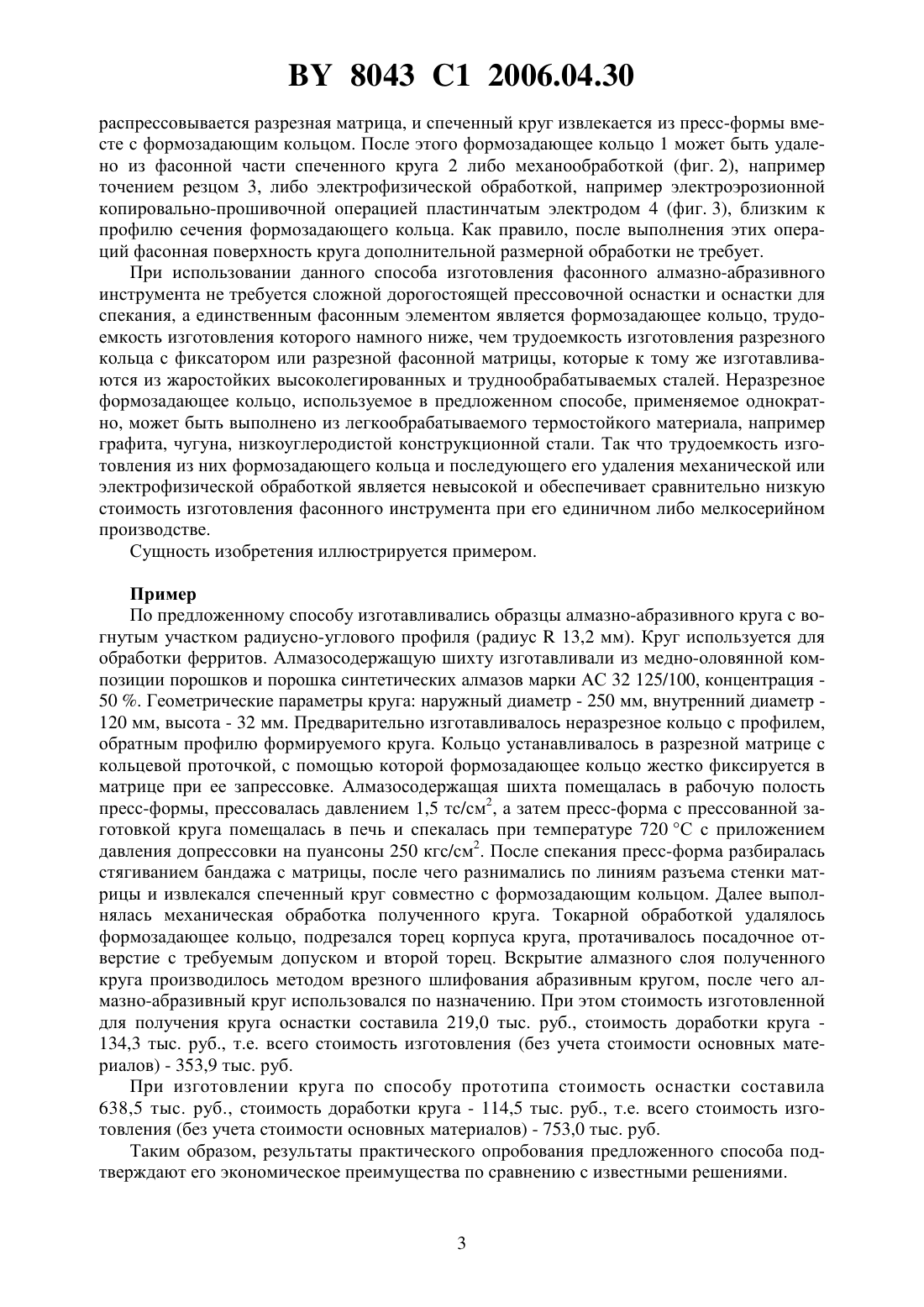
(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Баран Анатолий Александрович Дубовик Руслан Анатольевич Лашук Александр Михайлович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления фасонного алмазно-абразивного круга, включающий прессование алмазосодержащей шихты в пресс-форме с помещенным в нее фасонным формозадающим кольцом, спекание спрессованной заготовки, разборку пресс-формы и удаление формозадающего кольца, отличающийся тем, что используют пресс-форму, содержащую обжимаемую бандажом разрезную матрицу, в которой выполняют базирующий элемент,удерживающий формозадающее кольцо от вертикального перемещения, причем формозадающее кольцо выполняют цельным из термостойкого легкообрабатываемого материала,а удаление формозадающего кольца из спеченного круга осуществляют путем механической или электрофизической обработки. 8043 1 2006.04.30 Изобретение относится к порошковой металлургии, а именно к изготовлению фасонных алмазно-абразивных кругов, и может быть использовано в различных отраслях промышленности при изготовлении кругов в режиме единичного и мелкосерийного производства. Известен способ изготовления фасонных кругов, включающий прессование порошкового слоя в виде двух или нескольких заготовок, их укладку в форму для спекания совместно с корпусом круга и спекание с приложением усилия допрессовки за счет перемещения пуансонов формы для спекания 1. При таком способе изготовления матрица формы для спекания имеет сложный профиль, т.к. формирует фасонную часть круга, и должна быть разрезной, чтобы круг можно было извлечь из пресс-формы. Данная технологическая схема вполне оправдывает себя при серийном изготовлении кругов одного типоразмера, однако имеет ряд существенных недостатков, если требуется изготовить только один или несколько кругов одного исполнения, т.к. требуется сложнопрофильная оснастка и для прессования, и для спекания, а затраты на ее изготовление оказываются весьма существенными. В качестве прототипа выбран способ 2, включающий прессование фасонного круга в оснастке с несколькими пуансонами и фасонным формозадающим кольцом, выполненным разрезным, и последующее спекание полученной прессовки. При этом для прессования требуется несколько последовательно используемых пуансонов, которые должны помимо прочих функций удерживать формозадающее кольцо от вертикальных перемещений при прессовании. А само кольцо выполнено разрезным для удобства последующего извлечения после спекания и собирается с помощью кольца-фиксатора. Выполнение формозадающего кольца разрезным существенно усложняет технологию его изготовления и делает такую оснастку дорогостоящей, а также ведет к появлению небольших дефектов в зонах соединения частей фасонного кольца и дополнительным затратам на доработку этих зон на изготовленном круге. Такой способ изготовления оказывается дорогостоящим при мелкосерийном изготовлении кругов прежде всего из-за высокой стоимости оснастки и стоимости последующей доработки профиля. Задачей изобретения является изготовление фасонного инструмента для обработки хрупких материалов (обработка кромок стекла, фасонных изделий из ферритов, керамики,горных пород, профильной правки абразивных кругов и т.п.). Техническим результатом изобретения является снижение затрат на изготовление фасонного инструмента при его изготовлении в режиме единичного и мелкосерийного производства. Получение технического результата обеспечивается тем, что в способе изготовления фасонного алмазно-абразивного круга, включающем прессование алмазосодержащей шихты в пресс-форме с помещенным в нее фасонным формозадающим кольцом, спекание спрессованной заготовки, разборку пресс-формы и удаление формозадающего кольца, используют пресс-форму, содержащую обжимаемую бандажом разрезную матрицу, в которой выполняют базирующий элемент, удерживающий формозадающее кольцо от вертикального перемещения, причем формозадающее кольцо выполняют цельным из термостойкого легкообрабатываемого материала. Удаление формозадающего кольца из спеченного круга осуществляют механической или электрофизической обработкой. Сущность предложенного способа поясняется схемами, изображенными на фиг. 1, 2 и 3. В гнездо разрезной матрицы 1 (фиг. 1) с базирующей канавкой помещают формозадающее кольцо 2, которое жестко фиксируется в базирующей канавке при запрессовке матрицы в бандаж 3. В рабочую камеру, образуемую гнездом матрицы, формозадающим кольцом, центрирующими кольцами 4 и 5 и нижним пуансоном 6, помещают алмазосодержащую шихту 7 и прессуют ее верхним пуансоном 8 с напрессовкой на корпус круга 9. Для получения равноплотной заготовки прессование могут вести до дистанционных колец 10 и 11. После чего заготовка в пресс-форме подвергается спеканию либо под давлением,прикладываемым к пуансонам, либо в свободном состоянии затем стягиванием бандажа 2 8043 1 2006.04.30 распрессовывается разрезная матрица, и спеченный круг извлекается из пресс-формы вместе с формозадающим кольцом. После этого формозадающее кольцо 1 может быть удалено из фасонной части спеченного круга 2 либо механообработкой (фиг. 2), например точением резцом 3, либо электрофизической обработкой, например электроэрозионной копировально-прошивочной операцией пластинчатым электродом 4 (фиг. 3), близким к профилю сечения формозадающего кольца. Как правило, после выполнения этих операций фасонная поверхность круга дополнительной размерной обработки не требует. При использовании данного способа изготовления фасонного алмазно-абразивного инструмента не требуется сложной дорогостоящей прессовочной оснастки и оснастки для спекания, а единственным фасонным элементом является формозадающее кольцо, трудоемкость изготовления которого намного ниже, чем трудоемкость изготовления разрезного кольца с фиксатором или разрезной фасонной матрицы, которые к тому же изготавливаются из жаростойких высоколегированных и труднообрабатываемых сталей. Неразрезное формозадающее кольцо, используемое в предложенном способе, применяемое однократно, может быть выполнено из легкообрабатываемого термостойкого материала, например графита, чугуна, низкоуглеродистой конструкционной стали. Так что трудоемкость изготовления из них формозадающего кольца и последующего его удаления механической или электрофизической обработкой является невысокой и обеспечивает сравнительно низкую стоимость изготовления фасонного инструмента при его единичном либо мелкосерийном производстве. Сущность изобретения иллюстрируется примером. Пример По предложенному способу изготавливались образцы алмазно-абразивного круга с вогнутым участком радиусно-углового профиля (радиус 13,2 мм). Круг используется для обработки ферритов. Алмазосодержащую шихту изготавливали из медно-оловянной композиции порошков и порошка синтетических алмазов марки АС 32 125/100, концентрация 50 . Геометрические параметры круга наружный диаметр - 250 мм, внутренний диаметр 120 мм, высота - 32 мм. Предварительно изготавливалось неразрезное кольцо с профилем,обратным профилю формируемого круга. Кольцо устанавливалось в разрезной матрице с кольцевой проточкой, с помощью которой формозадающее кольцо жестко фиксируется в матрице при ее запрессовке. Алмазосодержащая шихта помещалась в рабочую полость пресс-формы, прессовалась давлением 1,5 тс/см 2, а затем пресс-форма с прессованной заготовкой круга помещалась в печь и спекалась при температуре 720 С с приложением давления допрессовки на пуансоны 250 кгс/см 2. После спекания пресс-форма разбиралась стягиванием бандажа с матрицы, после чего разнимались по линиям разъема стенки матрицы и извлекался спеченный круг совместно с формозадающим кольцом. Далее выполнялась механическая обработка полученного круга. Токарной обработкой удалялось формозадающее кольцо, подрезался торец корпуса круга, протачивалось посадочное отверстие с требуемым допуском и второй торец. Вскрытие алмазного слоя полученного круга производилось методом врезного шлифования абразивным кругом, после чего алмазно-абразивный круг использовался по назначению. При этом стоимость изготовленной для получения круга оснастки составила 219,0 тыс. руб., стоимость доработки круга 134,3 тыс. руб., т.е. всего стоимость изготовления (без учета стоимости основных материалов) - 353,9 тыс. руб. При изготовлении круга по способу прототипа стоимость оснастки составила 638,5 тыс. руб., стоимость доработки круга - 114,5 тыс. руб., т.е. всего стоимость изготовления (без учета стоимости основных материалов) - 753,0 тыс. руб. Таким образом, результаты практического опробования предложенного способа подтверждают его экономическое преимущества по сравнению с известными решениями. 8043 1 2006.04.30 Источники информации 1. Заявкаа 20030098 от 06.02.2003. Способ изготовления алмазно-абразивного фасонного круга. - Опубл. 2001 // Бюл.4. 2. Технология прессования фасонных правящих роликов / П.И. Сопин, В.В. Кудряшов,А.Н. Филин // Химическое и нефтяное машиностроение. -1978. -4. - . 25 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 18/00, B22F 3/12
Метки: круга, способ, алмазно-абразивного, фасонного, изготовления
Код ссылки
<a href="https://by.patents.su/4-8043-sposob-izgotovleniya-fasonnogo-almazno-abrazivnogo-kruga.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления фасонного алмазно-абразивного круга</a>
Способ изготовления абразивного круга
Номер патента: 3437
Опубликовано: 30.06.2000
Авторы: Сенченко Александр Михайлович, Баран Анатолий Александрович, Звонарев Евгений Владимирович
МПК: B24D 18/00, B22F 7/08
Метки: абразивного, круга, способ, изготовления
Текст:
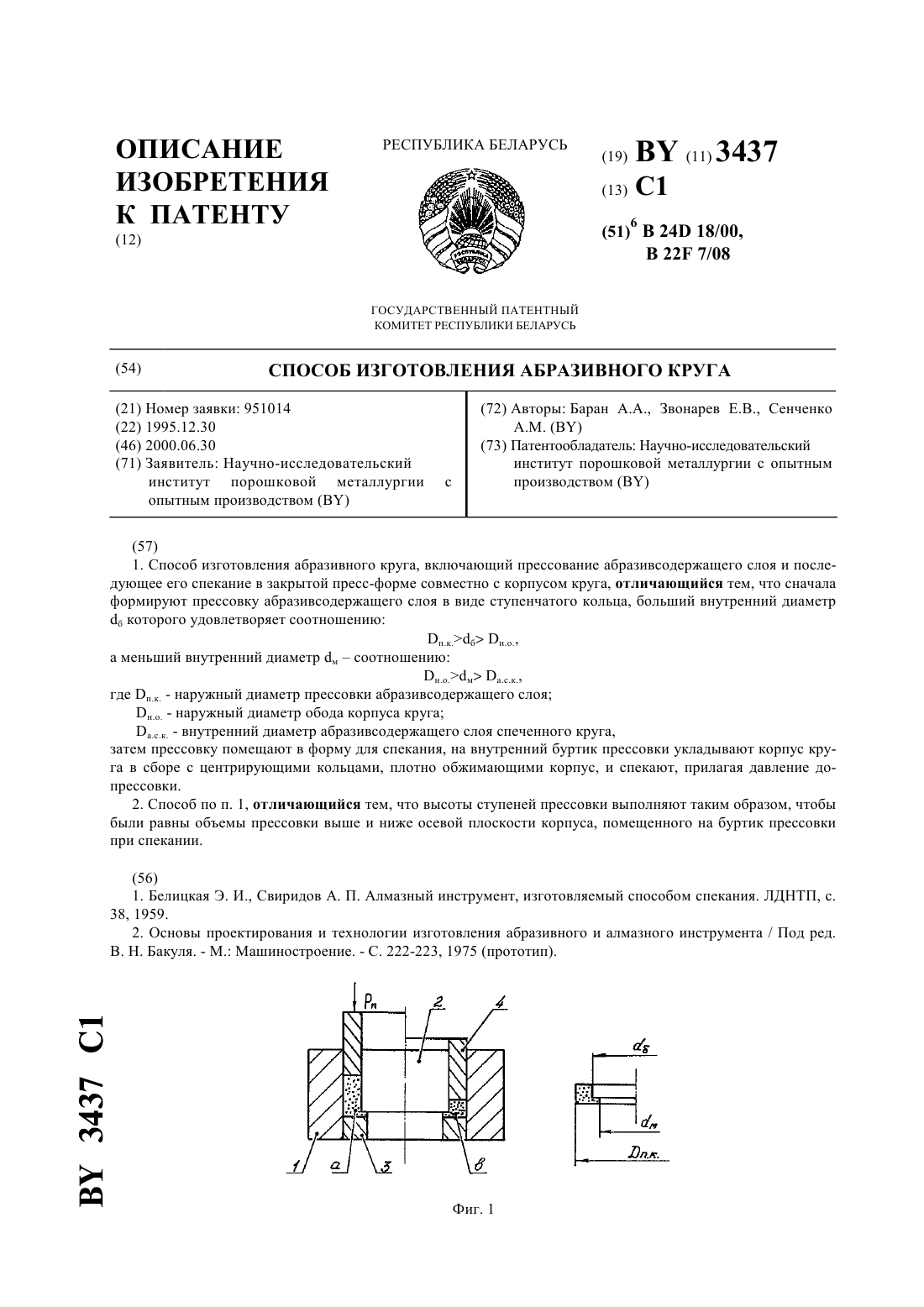
...диаметр б которого удовлетворяет соотношению п.к. б н.о.,а меньший внутренний диметр м - соотношению н.о.ма. с. к.,где н.к. - наружный диаметр прессовки абразивсодержащего слоя н.о. - наружный диаметр обода корпуса круга а.с.к. - внутренний диаметр абразивсодержащего слоя спеченного круга. После чего прессовку помещают в форму для спекания, на внутренний буртик прессовки укладывают корпус круга в сборе с центрирующими кольцами, плотно...
Способ изготовления алмазно-абразивного инструмента на карбидосодержащих металлических связках
Номер патента: 6535
Опубликовано: 30.09.2004
Авторы: Баран Анатолий Александрович, Талако Татьяна Леонидовна, Звонарев Евгений Владимирович, Беляев Андрей Васильевич
МПК: B24D 3/08
Метки: инструмента, металлических, алмазно-абразивного, способ, связках, карбидосодержащих, изготовления
Текст:
...композиционных связок, включающих легкоплавкие элементы, что достигается существенным уменьшением площади контакта износостойкое соединение - расплав на основе легкоплавких элементов, заменяя его контактом с металлическим элементом либо сплавом, обладающим хорошей растворимостью с легкоплавкими элементами и их расплавами либо способностью образовывать химические либо интерметаллические соединения. В свою очередь металлические элементы...
Металлическая связка для алмазно-абразивного инструмента
Номер патента: 5936
Опубликовано: 30.03.2004
Авторы: Зайцев Валентин Алексеевич, Кузей Анатолий Михайлович, Горлач Александр Григорьевич, Кузнецов Владимир Витальевич
МПК: B24D 3/06
Метки: алмазно-абразивного, металлическая, связка, инструмента
Текст:
...97-99 сульфид молибдена 0,5-2 двуокись кремния 0,5-1,и в алюминиевом сплаве, мас.медь 3-7 цинк 2-8 олово 1-5 алюминий остальное.(Кизиков Э.Д. и др. Алмазно-металлические композиции, Киев, Техника, 1988. с. 30.) Недостатками известной связки являются низкие прочностные характеристики связки,слабое алмазоудержание, что приводит к низкой производительности при обработке стекла, стали, твердых сплавов, сверхтвердых материалов. Таким образом,...
Способ изготовления фасонного правящего ролика
Номер патента: 7303
Опубликовано: 30.09.2005
Авторы: Дьячкова Лариса Николаевна, Звонарев Евгений Владимирович
МПК: B24D 3/00, B24B 53/14
Метки: фасонного, способ, правящего, ролика, изготовления
Текст:
...2005.09.30 Задача, которую решает предлагаемое изобретение, заключается в увеличении долговечности алмазного инструмента и снижении длительности процесса его изготовления и стоимости. Поставленная задача достигается тем, что в известном способе изготовления фасонного правящего ролика, включающем нанесение алмазного слоя и его закрепление на корпусе инструмента, имеющего форму ролика, для нанесения алмазного слоя используют алмазные зерна...
Способ изготовления алмазного отрезного сегментного круга
Номер патента: 7511
Опубликовано: 30.12.2005
Авторы: Баран Анатолий Александрович, Звонарев Евгений Владимирович
МПК: B24D 5/12
Метки: сегментного, отрезного, изготовления, круга, алмазного, способ
Текст:
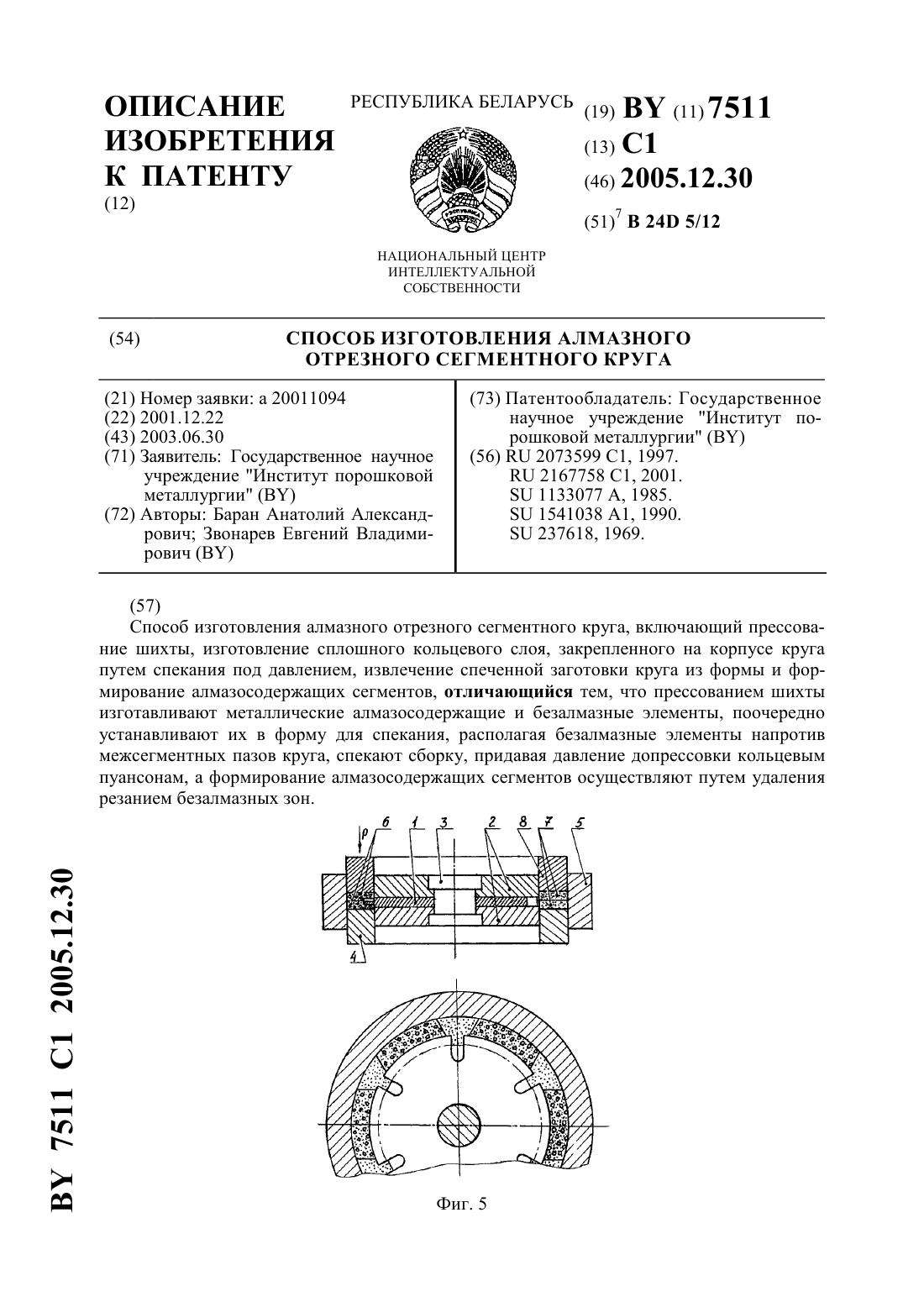
...представляющих собой прессовки разделенных продольной плоскостью сегментов круга, и безалмазных элементов. Затем оба типа элементов устанавливают поочередно в форму для спекания, располагая безалмазные элементы напротив межсегментных пазов корпуса круга, полученную сборку спекают, придавая давление допрессовки кольцевым пуансонам. После извлечения спеченной заготовки круга из формы формирование алмазосодержащих сегментов осуществляют...
Предыдущий патент: Оптический микросканер
Следующий патент: Устройство для обработки деталей пластическим деформированием
Случайный патент: Способ получения непрерывных покрытий из металлических порошковых материалов