Способ получения распыляемой мишени для осаждения тонких пленок
Номер патента: 10821
Опубликовано: 30.06.2008
Авторы: Ильющенко Александр Федорович, Гулай Анатолий Владимирович, Барай Сергей Георгиевич, Шевченок Александр Аркадьевич
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ РАСПЫЛЯЕМОЙ МИШЕНИ ДЛЯ ОСАЖДЕНИЯ ТОНКИХ ПЛЕНОК(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Барай Сергей Георгиевич Гулай Анатолий Владимирович Ильющенко Александр Федорович Шевченок Александр Аркадьевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ получения распыляемой мишени для осаждения тонких пленок, в частности мишени состава 23-2, включающий приготовление порошковой шихты, ее прессование и термическую обработку прессовки мишени, отличающийся тем, что при приготовлении шихты осуществляют механическую и химическую очистку поверхности отработанной мишени, проводят грубое измельчение мишени до получения порошка с размером частиц в 102-103 раз больше размера частиц порошка, получаемых после тонкого диспергирования, вводят в порошок поверхностно-активное вещество, осуществляют тонкое диспергирование порошка, рафинируют его и добавляют в полученный порошок 10-50 от массы получаемой шихты вновь синтезированного порошка состава отработанной мишени, после чего осуществляют ультразвуковое активирование полученной шихты и ее импульсное прессование взрывом со скоростью детонации от 1103 до 2103 м/с, а термическую обработку осуществляют при температуре ниже точки рекристаллизации материала спрессованной мишени. 2. Способ по п. 1, отличающийся тем, что при получении мишени состава 23-2 относительное содержание 2 во вновь синтезированном порошке определяют в соответствии с выражениями( - ) /,(/)(/),(1-) /(1-)/ ,причем отношение / составляет от 1,1 до 2,0,где , ,- относительное содержание 2, соответственно, в получаемой шихте,вновь синтезированном порошке и в порошке из отработанной мишени, ,- масса, соответственно, получаемой шихты, вновь синтезированного порошка и порошка из отработанной мишени. 10821 1 2008.06.30 3. Способ по п. 1, отличающийся тем, что при получении мишени состава 23-2 массу вносимого в шихту вновь синтезированного порошка определяют в соответствии с выражениями(-) /(-),(1,11-0,11)(2,0-),. 4. Способ по п. 1, отличающийся тем, что массу вносимого в шихту вновь синтезированного порошка определяют в соответствии с выражениями(-) / (-),(1,11-0,11)(2,0-),. Настоящее изобретение относится к порошковой металлургии, а также к технологии микросистем и может быть использовано при разработке технологических процессов получения материалов для изготовления микроэлектронных приборов и микроэлектромеханических систем, в частности при создании технологии формирования распыляемых мишеней для осаждения тонких пленок. Для осаждения тонких пленок окислов индия - окислов олова (23-2) наиболее часто используют методы распыления мишеней, содержащих те же ингредиенты, что и получаемые пленки. (Здесь принимается форма записи состава распыляемых мишеней и получаемых тонких пленок в виде 23-2, которая понимается как 23-2, где 1, причем , подразумеваемое как 1 - , в этой формуле для краткости записи опускается). Чаще всего используется смесь 23-0,12, включающая 90 мас.23 и 10 мас.2. Известен способ получения распыляемых мишеней путем формирования их вакуумным литьем из 82 ат.и 18 ат.чистотой 99,9991. Цилиндрические мишени диаметром 3,5 см и длиной 30,5 см формируют на охлаждаемой трубе диаметром 2,35 см из нержавеющей стали. Недостатком использования данного способа является то, что состав мишени (чистые металлы) не соответствует составу получаемой пленки (окислы металлов) и для формирования в пленках фазы 23-2 требуется проведение дополнительных прецизионных технологических операций. Известен способ получения распыляемых мишеней, в соответствии с которым осуществляют горячее прессование мишени диаметром 5 дюймов из смеси порошков 23 и 9 мол.2 2. Однако использование данного метода получения мишеней 23-2 имеет определенные недостатки. Метод горячего прессования является энергоемким, дорогостоящим процессом, требует уникального оборудования и специальной дефицитной дорогостоящей оснастки, имеет ограничения по форме и размерам получаемых изделий. Кроме того, в процессе такого вида обработки часто наблюдается нарушение стехиометрии в условиях воздействия высоких температур в реакционной камере. Наиболее близким по технической сущности к заявляемому способу является получение мишеней из порошков 23 квалификации ос.ч. и 2 квалификации ч.д.а. путем введения диоксида олова в оксид индия в количестве от 1 до 50 мол.и прессования образцов с размерами 5520 мм 3 при 400 С и давлении 0,5 ГПа на воздухе 3 (прототип). Недостаток известного способа получения мишеней заключается в том, что он не содержит специальных технологических операций по переработке материала отработанных изделий и использованию его для формирования новых образцов, пригодных к применению в технологии осаждения тонких пленок. Более того, наряду с указанными выше недостатками горячего прессования получение мишеней из порошков 23-2 по известному способу ограничивается тем, что формируемые образцы имеют высокую пористость, что обусловлено относительно большими значениями размеров кристаллитов и пор в объеме 2 10821 1 2008.06.30 спрессованного материала. В указанных режимах невозможно достижение достаточно высокой механической прочности формируемых образцов, особенно мишеней большого диаметра, для применения в современном автоматизированном оборудовании получения тонких пленок. Более того, значительное количество адсорбированных газов из окружающей среды в порах прессуемого материала и последующее их выделение в процессе распыления мишени в вакууме приводит к дестабилизации характеристик технологического процесса и параметров получаемых тонких пленок. Задачей настоящего изобретения является увеличение плотности, механической прочности, срока службы порошковых мишеней, соблюдение стехиометрии и повышение качества тонких пленок, получаемых при распылении данных мишеней. Поставленная задача достигается тем, что при приготовлении шихты осуществляют механическую и химическую очистку поверхности отработанной мишени, проводят грубое измельчение мишени до получения порошка с размером частиц в 102-103 раз больше размера частиц порошка, получаемых после тонкого диспергирования, вводят в порошок поверхностно-активное вещество, осуществляют тонкое диспергирование порошка, рафинируют его и добавляют в полученный порошок 10-50 от массы получаемой шихты вновь синтезированного порошка отработанной мишени, после чего осуществляют ультразвуковое активирование полученной шихты и ее импульсное прессование взрывом со скоростью детонации от 1103 до 2103 м/с, а термическую обработку осуществляют при температуре ниже точки рекристаллизации материала спрессованной мишени. При получении мишени состава 23-2 относительное содержание 2 во вновь синтезированном порошке определяют в соответствии с выражениями( - )/,(/)(/),(1-)/(1-)(/),причем отношение / составляет от 1,1 до 2,0,где , ,- относительное содержание 2, соответственно, в получаемой шихте,вновь синтезированном порошке и в порошке из отработанной мишени, ,- масса, соответственно, получаемой шихты, вновь синтезированного порошка и порошка из отработанной мишени. При получении мишени состава 23-2 массу вносимого в шихту вновь синтезированного порошка определяют в соответствии с выражениями(-)/(-),(1,11 - 0,11)(2,0 -),. Массу вносимого в шихту вновь синтезированного порошка также определяют в соответствии с выражениями(-)/(-),(1,11 - 0,11)(2,0-),. Сущность заявляемого способа заключается в том, что он содержит последовательность технологических операций, позволяющих перерабатывать материал отработанных мишеней и повторно использовать его для формирования качественных образцов, пригодных к применению в технологии микроэлектроники. Технологический цикл формирования мишеней из вторичного порошка, то есть порошка, полученного при дезинтегрировании использованных мишеней, включает следующие технологические операции механическую и химическую очистку поверхности отработанной мишени дробление материала отработанной мишени до получения гранул с размерами не более 102-103 размеров частиц шихты, из которой формируется новая мишень введение поверхностно-активных веществ 3 10821 1 2008.06.30 измельчение гранул до достижения дисперсности порошка, необходимой для получения мишени заданной плотности сепарирование (отсеивание порошка определенного гранулометрического состава) и рафинирование (окончательное удаление загрязнений) вторичного порошка получение шихты для прессования мишеней путем введения во вторичный порошок вновь синтезированного порошка с теми же ингредиентами в количестве 10-50 массы шихты ультразвуковое активирование шихты импульсное прессование мишени взрывом в интервале скоростей детонации (1-2)103 м/с термическую обработку полученной мишени при температуре ниже точки рекристаллизации спрессованного материала. Механическую очистку поверхности отработанной мишени, например, от остатков припоя, с помощью которого она крепится к мишенедержателю при распылении, а также от других макрозагрязнений, производят с использованием абразивного материала. Затем выполняют химическую очистку мишени погружением в раствор соляной кислоты при температуре 35-45 С. Для получения мишени 23-2 с плотностью более 95-96 от теоретической, равной 7,15 г/см 3, необходимо, чтобы размеры частиц прессуемого порошка составляли 350 нм. В связи с этим первоначально производят механическое дробление отработанной мишени на гранулы с размерами (0,3-1,0) мм, что в 102-103 раз больше размеров частиц шихты. Механическое дробление отработанной мишени выполняют с помощью гидравлического пресса или на конусно-инерционной дробилке. Затем вводят поверхностно-активные вещества и производят измельчение гранул до требуемых размеров частиц шихты ( 350 нм) с использованием планетарной шаровой мельницы. (В случае применения вихревой струйной мельницы операция измельчения гранул до требуемых размеров шихты производится всухую, без введения поверхностно-активных веществ). Необходимость использования указанных операций для измельчения материала отработанной мишени обусловлена различными физическими механизмами грубого (до размеров гранул порядка 0,3-1,0 мм) и тонкого (до 0,03-0,3 мкм) измельчения. При грубом измельчении используется метод нагружения, при котором происходит комбинирование раздавливания и удара, а при тонком помоле - комбинирование истирания и удара. Кроме того, степень измельчения (соотношение средних размеров частиц порошка до и после измельчения), которую обеспечивают вихревые или шаровые мельницы, применяемые для тонкого помола, не превышает 103. Следовательно, для получения порошка со средними размерами частиц 0,5 мкм необходимо осуществлять грубое измельчение до средних размеров гранул 0,5 мм. Введение поверхностно-активных веществ при проведении тонкого помола обусловлено следующими причинами адсорбционным понижением прочности частиц порошка(эффектом П.А.Ребиндера) химическим взаимодействием с измельчаемым веществом расклинивающим действием пленок жидкости в трещинах частиц, а также дезагрегацией частиц, устраняющей их адгезию. Эффект П.А.Ребиндера заключается в адсорбции поверхностно-активных веществ на поверхности частиц порошка, что вызывает уменьшение поверхностной энергии и повышение эффективности диспергирования. Кроме того, проникая в трещины частиц порошка, жидкость создает большое капиллярное давление, что способствует измельчению. Жидкость также уменьшает трение как между размольными шарами, так и между частицами измельчаемого материала, благодаря чему интенсифицируется их перемещение относительно друг друга. Применение поверхностно-активных веществ облегчает диспергирование по следующему механизму. Работа измельчения прямо пропорциональна изменению поверхности частиц порошкаи поверхностной энергииА. Использование поверхностноактивных веществ снижает величинуза счет адсорбции жидкости поверхностью твердых частиц, что приводит к повышению тонкости помола. В качестве поверхностно-активных 4 10821 1 2008.06.30 веществ используют, например, ацетон, гексан, другие углеводороды. Количество вводимых поверхностно-активных веществ выбирают в пределах (0,15-0,25) л/кг размольных шаров. Следующей технологической операцией является рафинирование вторичного порошка, т.е. окончательное удаление загрязнений, которые попадают на материал мишени в процессе ее хранения или адсорбируются материалом при распылении в реакционной камере и не удаляются механическим и химическим путем перед дроблением мишени. Данная технологическая операция выполняется с использованием раствора соляной кислоты. Очистка порошка от загрязнений приводит к уменьшению содержания нежелательных примесей в получаемых тонких пленках. Затем в полученный вторичный порошок вводят вновь синтезированный порошок с теми же ингредиентами в количестве 10-50 массы шихты для прессования мишени. Добавление свежего порошка во вторичный позволяет довести параметры материала шихты практически до уровня параметров первичного материала, а также получить качество последующих технологических операций на том же уровне, что и при использовании только первичного порошка. После этого производят активирование шихты путем ее обработки в ультразвуковой ванне в дистиллированной воде или этиловом спирте с последующей сушкой в сушильном шкафу. Затем выполняют импульсное прессование мишени взрывом в интервале скоростей детонации (1-2)103 м/с. Указанный диапазон скоростей детонации выбирают из следующих соображений. При скоростях детонации, меньших 1103 м/с (что требует, например,при получении мишеней диаметром 931 мм, толщиной 30,5 мм и массой 400 г применения 1 кг аммонита 6 ЖВ), материал прессовки мишени получается крупнозернистый, рыхлый, мишени требуют длительного отжига. Механическая прочность мишеней недостаточно высокая, они быстро разрушаются в процессе распыления при получении тонких пленок. Более того, развитая поверхность материала мишени способствует поглощению газов из окружающей среды, последующему выделению их в объеме реакционной камеры и нарушению тем самым состава газовой среды в процессе получения тонких пленок. Выбор скоростей детонации больших 2 м/с (более 5 кг аммонита 6 ЖВ при прессовании мишеней с указанными параметрами) нецелесообразен, так как чрезмерно большое импульсное механическое нагружение прессуемого материала, а затем резкое снижение нагрузки и релаксация механических напряжений приводят к тому, что в объеме материала мишени образуются микротрещины, развитие которых в процессе отжига и распыления приводит к разрушению мишени. При формировании мишеней в оптимальном диапазоне скоростей детонации (1-2) м/с спрессованный материал имеет мелкокристаллическую плотноупакованную структуру,для получения высококачественных тонких пленок не требуется интенсивный, длительный отжиг мишеней. Мишени, полученные при прессовании взрывом в указанном диапазоне скоростей детонации, слабо адсорбируют газы, что способствует стабилизации газовой среды в процессе осаждения тонких пленок и, следовательно, повышению качества технологического процесса. Выбор температуры термообработки мишени ниже точки рекристаллизации спрессованного материала обусловлен следующими причинами. В процессе рекристаллизации происходит объединение мелких частиц порошка в объеме мишени в более крупные конгломераты, наблюдается интенсивный рост зерен, что сопровождается увеличением размеров пор и приводит к снижению механической прочности получаемой мишени. Учитывая,что рекристаллизация материала 23-2 начинается при температуре 1400-1450 С,термообработку получаемых мишеней производят при температуре не выше 1400 С, например при 1350-1380 С. При получении мишеней состава 23-2 выбор содержания ингредиентов во вновь синтезированном порошкеосуществляют в зависимости от их содержания в порошке из отработанной мишенив соответствии с выражениями 5(1)( - )/,,где , ,- относительное содержание 2, соответственно, в получаемой шихте,вновь синтезированном порошке и в порошке из отработанной мишени , ,- масса,соответственно, получаемой шихты, вновь синтезированного порошка и порошка из отработанной мишени. Посколькуи 0, в выражении (1) должно выполняться условие-0,что накладывает следующее ограничение на выбор содержания ингредиентов в шихте Здесь условие (/)(1,1-2,0) определяется требованием, чтобы количество вновь синтезированного порошка в получаемой шихте было равно 10-50 по массе(0,1-0,5) или(0,5-0,9). Кроме того, условие 1 приводит к тому, что выбор содержания ингредиентов в шихте ограничивается выражением При получении мишеней состава 23-2 можно выбирать количество вносимого в шихту вновь синтезированного порошкав зависимости от содержания ингредиентов в порошке из отработанной мишени(с учетом требующегося количества шихты ) в соответствии с выражениями(-)/(-),-. В данном случае следует учесть, что(0,1-0,5), что требует выполнения Проверка этого условия при 1,1 -0,112,0 -показала, что оно выполняется в случае. Исходя из того, что 0,, ограничения на выборнакладывают также условия-0 и-0. В итоге дополнительно к (6) имеем выражение,которое совместно с (5) и (6) является правилом выбора количества вносимого в шихту вновь синтезированного порошка. При определении количества вносимого в шихту вновь синтезированного порошкас учетом имеющегося количества порошка из отработанной мишенииспользуется также выражение(-)/(-). В данном случае для учета условия(0,1-0,5) сохраняется выражение (6). Учет условия 0 приводит к выражению (7), которое совместно с (8) и (6) также является правилом выбора количества вносимого в шихту вновь синтезированного порошка. Достоинство разработанного способа формирования мишеней заключается в том, что он включает в себя такую совокупность технологических операций, которая позволяет получать распыляемые мишени, на 50-90(по массе) состоящие из порошка уже отработанных изделий. Это приводит к значительной экономии дорогостоящих материалов и,соответственно, к снижению затрат на производство микроэлектронных приборов, содержащих тонкие пленки 23-2. Более того, мишени, получаемые по предлагаемому способу, имеют физические параметры и характеристики, близкие к аналогичным характеристикам мишеней, формируемых полностью из свежего порошка. В свою очередь, использование мишеней, формируемых в соответствии с разработанной последовательностью операций, позволяет получать при их распылении высококачественные тонкие пленки. 6 10821 1 2008.06.30 Еще одно из достоинств разработанного способа заключается в повышении относительной плотности получаемых мишеней (более 95-96 ), уменьшении пористости (менее 4-5 ), повышении однородности мишеней, воспроизводимости и повторяемости параметров тонких пленок, осаждаемых при распылении мишеней. Дело в том, что достижение достаточно высокой плотности материала мишени обеспечивает малую адсорбционную способность материала и невысокую степень насыщения его газами из окружающей среды. Это положительно сказывается на процессе получения тонких пленок, так как в данном случае в реакционной камере из мишени выделяется небольшое количество адсорбированных газов и оно не приводит к значительному изменению состава газовой среды. Высокая плотность спрессованного материала и его однородность приводят к увеличению механической прочности получаемых мишеней и их срока службы. В связи с этим разработанный способ, в отличие от способа-прототипа, может быть использован при получении мишеней относительно большой площади и объема, что особенно важно в условиях изготовления микроэлектронных изделий на сверхбольших полупроводниковых подложках и при применении высокопроизводительного автоматизированного оборудования для нанесения тонких пленок. Пример реализации разработанного способа. Получали мишени диаметром 92 120 150 мм и толщиной 3,5-5 мм для распыления с помощью ВЧ-магнетрона. При этом использовали порошок 23-2 из отработанных мишеней и вновь синтезированный порошок для формирования образцов состава 23-0,12 (табл. 1). Таблица 1 Порошок Вновь синтезированный порошок Получаемая шихта из отработанных мишеней Состав,Состав, Масса, г (в соотношении Состав,Масса, г Масса, г с массой шихты, ) значениезначениезначение 0,06 230 0,20 90 (28) 0,1 320 0,07 110 0,13 100 (48) 0,1 210 0,08 80 0,13 50 (38) 0,1 130 420 240 (36) 0,1 660 Необходимое количество и состав вновь синтезированного порошка для получения требуемого состава шихты рассчитывали с использованием выражений, представленных в формуле изобретения и подробно охарактеризованных в тексте описания. Получали мишени по следующей методике. Поскольку поверхность отработанных мишеней загрязнена примесями, для изготовления дисперсного материала заданной чистоты предварительно производилась очистка поверхности мишеней механическим способом с использованием абразивного материала. Затем химическое удаление загрязнений с поверхности отработанных мишеней проводили в 20 -ном растворе соляной кислоты при температуре 35-40 С с последующей трехкратной промывкой в дистиллированной воде. Дезинтеграция очищенных мишеней осуществлялась в два этапа. Грубое измельчение проводилось на гидравлическом прессе Д 2238 при усилии 100-120 тонн и конусно-инерционной дробилке МКИ-100 до среднего размер гранул 0,5 мм. Окончательное (тонкое) диспергирование до размера частиц 350 нм осуществляли как в струйной вихревой мельнице -3 в течение 5 мин, так и в планетарной шаровой мельнице с халцедоновыми размольными шарами в течение 2 часов. В качестве поверхностно-активного вещества в процессе тонкого помола в планетарной шаровой мельнице использовали гексан. Сепарирование порошка после тонкого помола выполняли в центрифуге Ц-105. Затем производили его рафинирование обработкой в 20 -ном растворе соляной кислоты при температуре 35-40 С с последующей трехкратной промывкой в дистиллированной воде. 7 10821 1 2008.06.30 Вновь синтезированный порошок добавляли в количествах, указанных в табл. 1. Масса добавляемого вновь синтезированного порошка находилась в пределах 10-50 массы шихты. Затем производили активирование полученной шихты в ультразвуковой ванне УЗУ-0,25 как в дистиллированной воде, так и в этиловом спирте. Сушку выполняли в сушильном шкафу типа СНВС, а также в термокамере типа СНОЛ при температуре 150-180 С. Формировали мишени методом импульсного прессования на воздухе с помощью взрыва бризантного взрывчатого вещества (аммонита 6 ЖВ) по плоской схеме нагружения в интервале скоростей детонации (1-2)103 м/с (табл. 2). Для сравнения с известными методами получения мишеней производили также прессование порошка традиционным статическим методом на аппарате высокого давления типа(давление 3-4 ГПа, температура 1300-1600 С, длительность процесса 1 мин), а также осуществляли гидродинамическое прессование в эластичных оболочках порохом в жидкой среде в интервале давлений 260-600 МПа. Таблица 2 Размеры мишени Диа- Толметр, щина,мм мм Метод получения мишени Статический(традиционный) Статический при высоком давлении и температуре Гидродинамический Импульсный Введение Темпе- ОтносиНаливновь ратура тельная чие синтезитермо- плотсвярованного обраность зуюпорошка,ботки, матещего малый размер мишеней наличие загрязнений СредНараПорисСредний ботка тость ний размер до матеразмер крисразруриала,пор,таллишения, мкм тов, мкм час 10821 1 2008.06.30 Термообработку полученных образцов осуществляли в воздушной среде в печах типав интервале температур 1350-1380 С в течение 1-5 часов. Плотность образцов контролировалась как по геометрическим параметрам, так и гидростатическим взвешиванием. Уровень чистоты и состав полученных материалов (содержание 2, то есть параметр ) контролировались микрорентгеноспектральным анализом на сканирующем электронном микроскопе -7 с анализатором 10000. Оценка пористости и размера кристаллитов проводилась на сканирующем микроскопепо фрактограммам изломов. Сравнительные исследования различных методов получения мишеней доказали преимущества предлагаемого способа перед традиционными способами формирования образцов. Так, традиционным способом с использованием статического прессования получить образцы с относительной плотностью более 68 не удается. С использованием органического и комплексного связующего можно повысить относительную плотность образцов до 70-75 . Однако даже после тщательного выжигания связующего из объема мишени часть этих посторонних веществ остается в порах материала, что приводит к выделению их в объеме реакционной камеры в процессе распыления и к введению их в состав получаемых тонких пленок, что снижает их электрофизические параметры. Статический метод прессования при высоких давлениях и температурах позволяет получать экспериментальные образцы плотностью до 95-97 . Однако применение данного дорогостоящего метода ограничено тем, что мишени при этом имеют большое количество трещин, что снижает их механическую прочность. Кроме того, мишени, получаемые по данному методу, имеют ограничения по размерам (диаметр не более 30 мм) и по уровню чистоты вследствие контакта прессуемого материала с токопроводящим нагревательным элементом из графита. Использование метода сканирующей электронной микроскопии позволило установить, что образцы мишеней, полученные указанными известными методами, имеют также другие недостатки. Для них характерен межкристаллитный излом, размер кристаллитов и пор имеет относительно большие значения - порядка 5-10 мкм. Характер излома свидетельствует о недостаточной силе связи между кристаллитами. Образцы, получаемые по разработанному способу, имеют высокоплотную структуру,размер кристаллитов не превышает 1-3 мкм. Крупных пор практически не наблюдается,редкие мелкие поры размером не более 300 нм равномерно распределены по объему материала. Излом часто происходит по телу кристаллитов, что говорит о большой прочности межкристаллитных связей. Относительная плотность мишеней лежит в пределах 95-96 ,т.е. пористость составляет 4-5 . Источники информации 1.,-// . . . . - . 13. -1. 1976. - . 117-121. 2., -- -// .. . - . 48. -8. - 1977. - . 3524-3531. 3. Соловьева А.Е., Жданов В.А. Особенности взаимодействия оксида индия с 2 // Неорганические материалы. - Т. 21. -6. - 1985. - С. 957-960 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B22F 3/08, H01L 21/00
Метки: способ, распыляемой, осаждения, мишени, тонких, получения, пленок
Код ссылки
<a href="https://by.patents.su/9-10821-sposob-polucheniya-raspylyaemojj-misheni-dlya-osazhdeniya-tonkih-plenok.html" rel="bookmark" title="База патентов Беларуси">Способ получения распыляемой мишени для осаждения тонких пленок</a>
Способ получения распыляемых мишеней для осаждения тонких пленок
Номер патента: 4682
Опубликовано: 30.09.2002
Авторы: Полынкова Елена Владимировна, Колешко Владимир Михайлович, Гулай Анатолий Владимирович, Шевченок Александр Аркадьевич
МПК: H01J 37/34, C23C 14/34, H01J 37/32...
Метки: получения, способ, тонких, пленок, распыляемых, осаждения, мишеней
Текст:
...кроме этого образуют соединения состава 23 и . Получение мишеней в соответствии с заявляемым способом осуществляется следующим образом. Из медного листа вырезают пластины необходимого размера, служащие теплоотводящим основанием для графитовой мишени (фиг. 1). Затем на пластины наносят гранулы из материала на основе меди (фиг. 2). Диаметр гранул может быть равен 0,2-0,8 мм, толщина слоя гранул 1 мм. Полученная композиция подвергается...
Способ получения халькопиритных CuInSe2, Сu (In, Ga) Se2 или CuGaSe2 тонких пленок
Номер патента: 5894
Опубликовано: 30.03.2004
Авторы: Гременок Валерий Феликсович, Залесский Валерий Борисович, Курдесов Федор Васильевич, Ковалевский Вячеслав Иосифович
МПК: H01L 31/18
Метки: получения, или, cugase2, способ, халькопиритных, пленок, тонких, cuinse2
Текст:
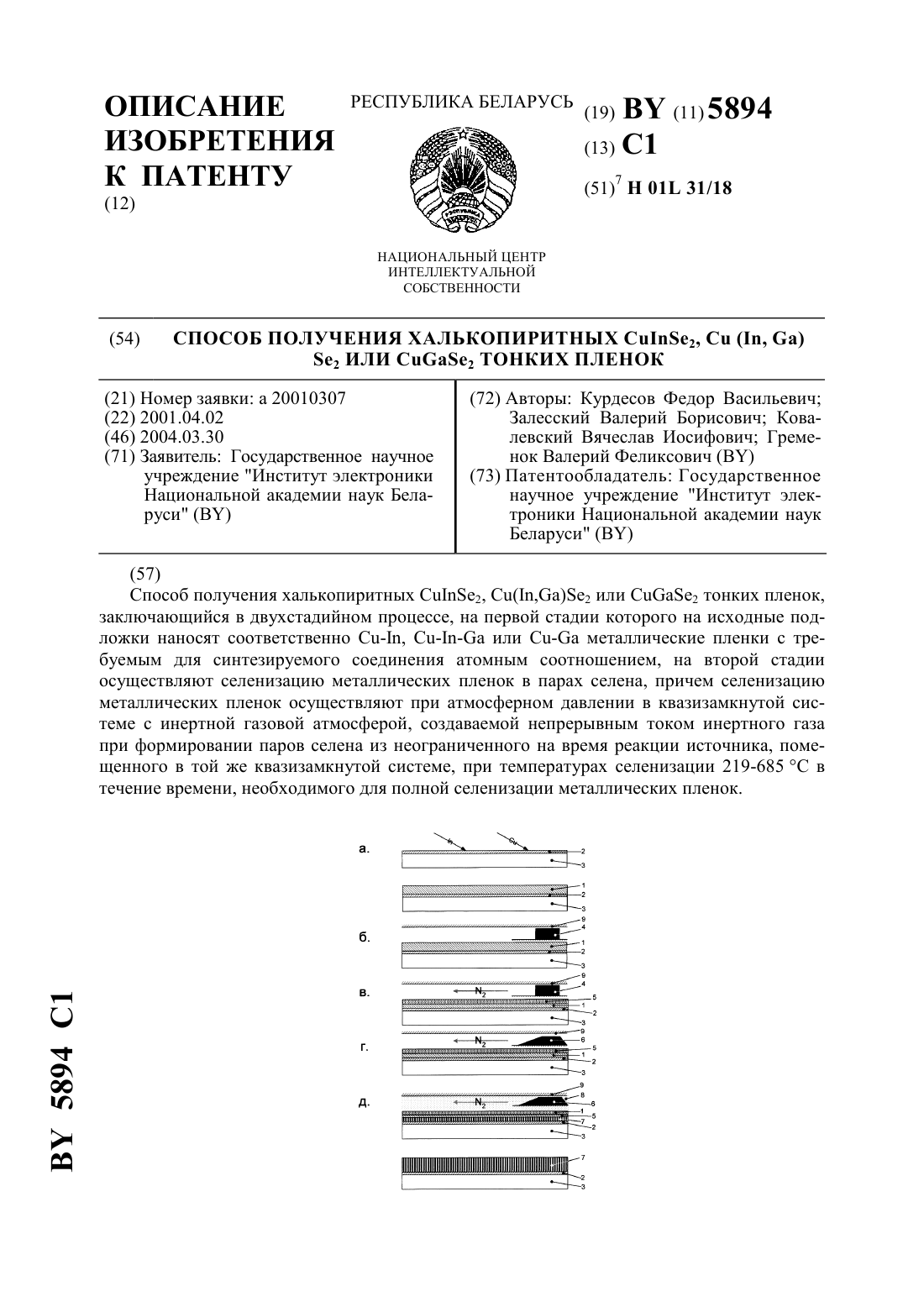
...процессе,на первой стадии которого на исходную подложку различными методами вакуумного напыления (термическим, ионно-плазменным и т.п.) наносятся -, или - металлические пленки с требуемым для синтезируемого соединения атомным соотношением, на второй стадии осуществляется отжиг металлических пленок в парах селена (селенизация),отличающийся тем, что селенизация металлических пленок осуществляется при атмосферном давлении в квазизамкнутой...
Способ создания конфигурации тонких пленок высокотемпературных сверхпроводников
Номер патента: 5926
Опубликовано: 30.03.2004
Авторы: Лыньков Леонид Михайлович, Петров Николай Петрович, Болдышева Ирина Петровна
МПК: H01L 39/24, H01L 39/22
Метки: высокотемпературных, создания, пленок, тонких, способ, сверхпроводников, конфигурации
Текст:
...(380-390 кг силы/см 2) водорода в течение 0,5 ч при (300-350 С), а также то, что в качестве тугоплавкого металла используетсяс примесью(0,8-0,85 вес.). Сущность данного изобретения заключается в том, что термообработка в паро-водородной среде приводит к образованию гидридов тугоплавкого металла, изменению структуры пленки и нарушению целостности слоя. Это способствует более полному удалению окисленного слоя тугоплавкого металла и дает...
Способ определения оптических параметров тонких пленок и устройство для его осуществления
Номер патента: 8787
Опубликовано: 30.12.2006
Авторы: Пехтерев Александр Владимирович, Примак Игорь Ульянович, Хомченко Александр Васильевич, Костюченко Дмитрий Николаевич, Глазунов Евгений Валерьевич, Сотский Борис Александрович, Романенко Алексей Андреевич, Лебединский Юрий Анатольевич
МПК: G01B 11/06, G01N 21/55, G01N 21/01...
Метки: оптических, параметров, осуществления, определения, устройство, пленок, тонких, способ
Текст:
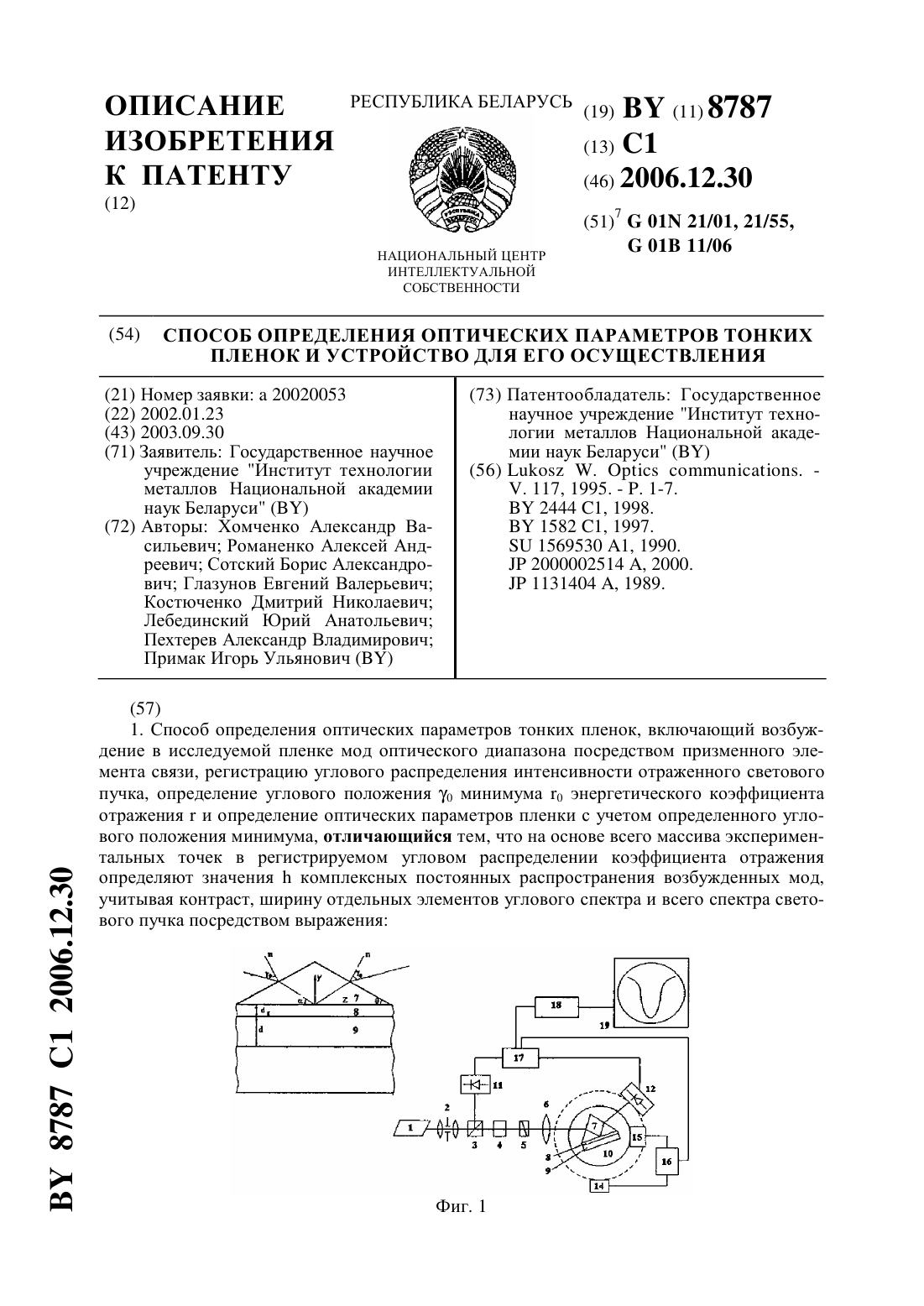
...пр. Откуда находят показатель преломления п и коэффициент поглощения 1 пленки (п п 11), при этом бп / п 0,02, б 1/1 0,0113.Недостатком известного устройства является то, что измерения связаны с проведением дополнительных измерений на различных призмах. Нахождение угла уо при определенной величине зазора между призмой и пленкой (1 также вызывает затруднения, т.к. необходимо вести сканирование по углу у и в то же время измерять...
Устройство для нанесения тонких пленок
Номер патента: 6131
Опубликовано: 30.06.2004
Авторы: Кузмицкий Антон Михайлович, Авраменко Владимир Борисович, Минько Леонид Яковлевич
МПК: H05H 1/00
Метки: тонких, пленок, устройство, нанесения
Текст:
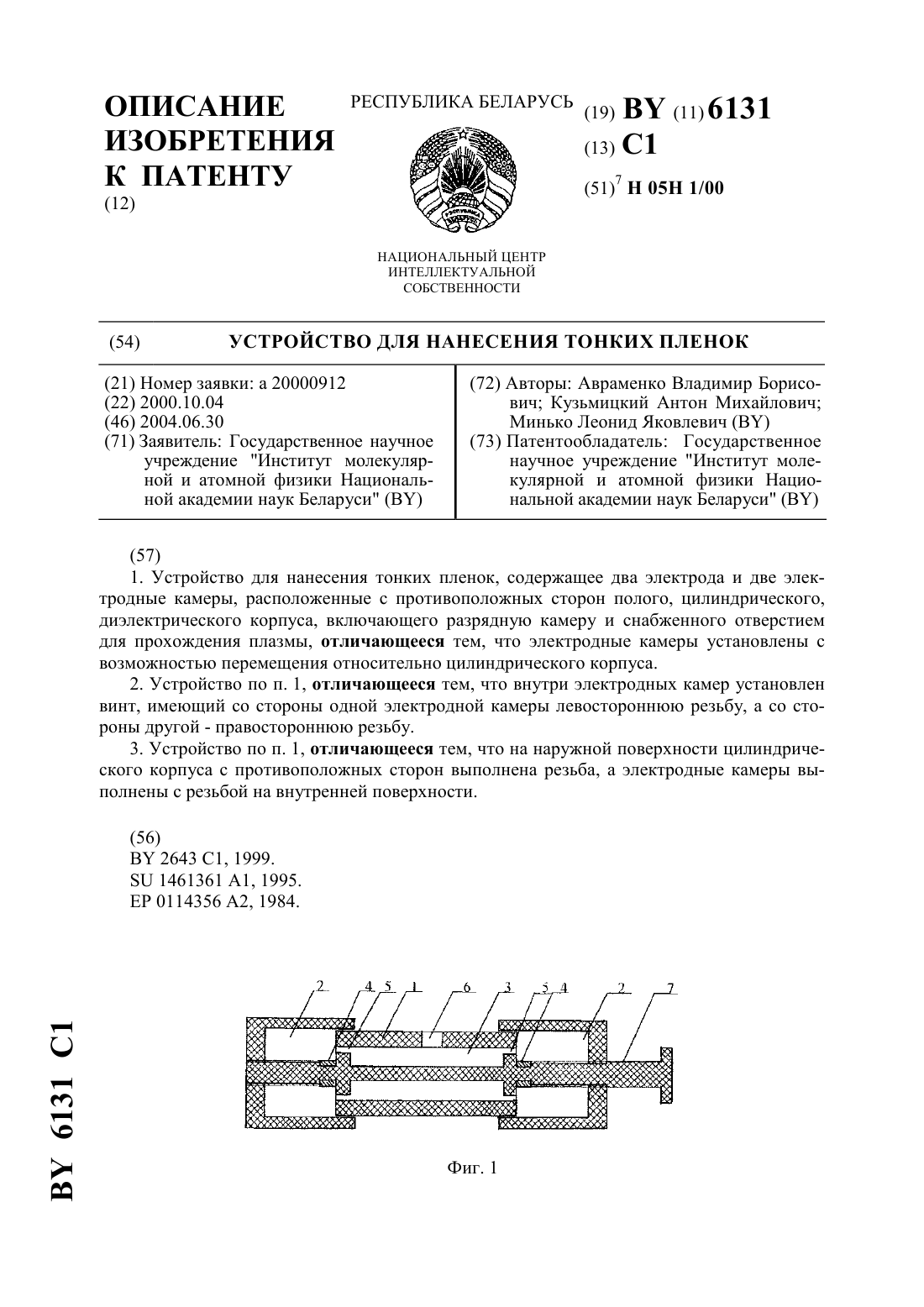
...камерах. Сущность изобретения поясняется чертежом, где представлен общий вид предлагаемого устройства (фиг. 1). Устройство содержит полый цилиндрический корпус 1, электродные камеры 2, разрядную камеру 3, два электрода 4, расположенные с противоположных сторон цилиндри 2 6131 1 ческого корпуса 1, канал для прохождения разряда 5 и отверстие в боковой поверхности для прохождения плазмы 6, регулятор объема электродных камер 7. Устройство...
Предыдущий патент: Устройство для репозиции и фиксации переломов пяточной кости
Следующий патент: Способ приготовления среды для разбавления спермы хряка-производителя
Случайный патент: Офтальмический фармацевтический продукт и способ получения стабилизированного офтальмического фармацевтического продукта