Способ регулирования времени жизни неосновных носителей заряда в мощных высоковольтных быстродействующих полупроводниковых приборах, изготавливаемых на базе ядернолегированного кремния
Номер патента: 10595
Опубликовано: 30.04.2008
Авторы: Жданович Николай Евгеньевич, Марченко Игорь Георгиевич, Коршунов Федор Павлович
Текст
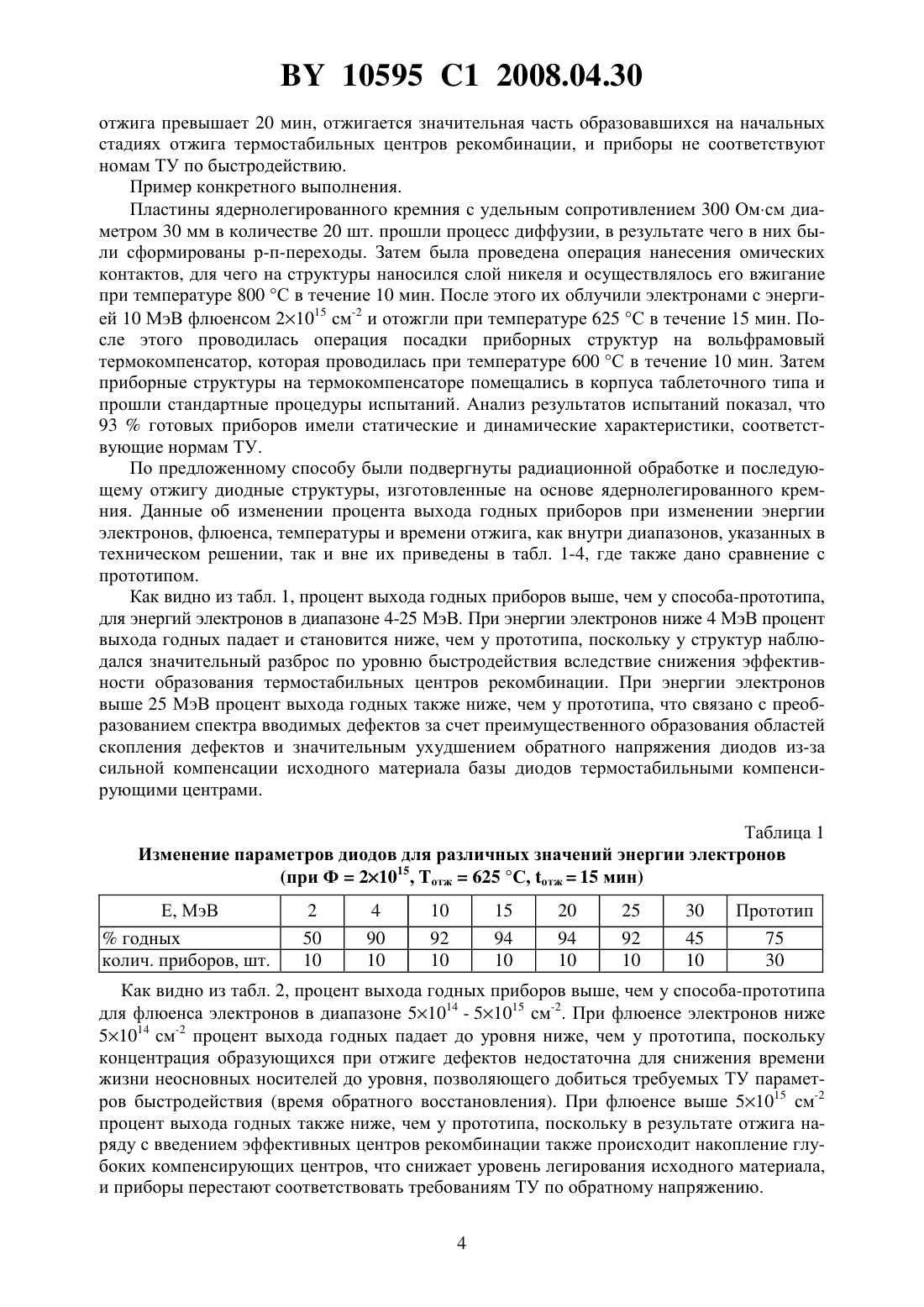
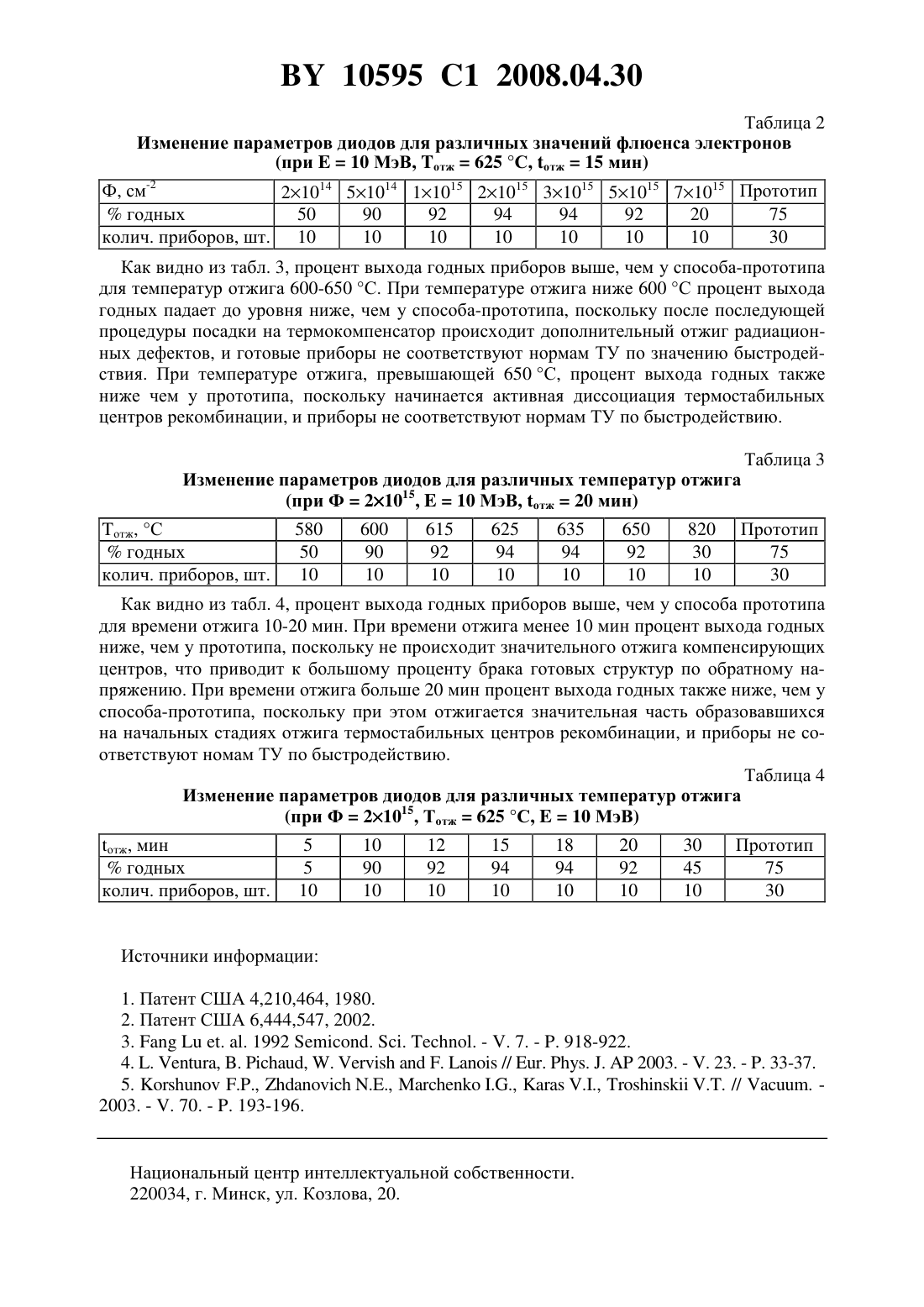
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РЕГУЛИРОВАНИЯ ВРЕМЕНИ ЖИЗНИ НЕОСНОВНЫХ НОСИТЕЛЕЙ ЗАРЯДА В МОЩНЫХ ВЫСОКОВОЛЬТНЫХ БЫСТРОДЕЙСТВУЮЩИХ ПОЛУПРОВОДНИКОВЫХ ПРИБОРАХ,ИЗГОТАВЛИВАЕМЫХ НА БАЗЕ ЯДЕРНОЛЕГИРОВАННОГО КРЕМНИЯ(71) Заявитель Государственное научное учреждение Объединенный институт физики твердого тела и полупроводников Национальной академии наук Беларуси(72) Авторы Коршунов Федор Павлович Марченко Игорь Георгиевич Жданович Николай Евгеньевич(73) Патентообладатель Государственное научное учреждение Объединенный институт физики твердого тела и полупроводников Национальной академии наук Беларуси(57) Способ регулирования времени жизни неосновных носителей заряда в мощных высоковольтных быстродействующих полупроводниковых приборах, изготавливаемых на базе ядернолегированного кремния, отличающийся тем, что регулирование осуществляют путем создания в предварительно сформированных приборных структурах центров рекомбинации посредством облучения приборных структур электронами с энергией от 4 до 25 МэВ,флюенсом от 51014 до 51015 см-2 и последующей их термообработки путем выдержки при температуре от 600 до 650 С в течение времени от 10 до 20 мин. Изобретение относится к электронной технике и может быть использовано при производстве высоковольтных быстродействующих приборов на основе ядернолегированного кремния, таких как диоды, транзисторы, тиристоры. Известен способ обработки полупроводниковых приборов с целью снижения времени жизни носителей заряда 1, включающий облучение электронами с энергией 0,5 МэВ при температуре выше 300 С для обеспечения надлежащего уровня быстродействия и малых токов утечки в закрытом состоянии. Однако применение этого способа при серийном производстве мощных высоковольтных приборов ограничено, поскольку введение центров рекомбинации электронным облучением возможно только на определенных этапах техпроцесса (например после посадки полупроводникового кристалла с приборной структурой на термокомпенсатор). Это значительно снижает производительность способа. Известен способ 2 изготовления полупроводниковых приборов, включающий регулирование времени жизни носителей заряда за счет термического нагрева сформированных 10595 1 2008.04.30 приборных структур (до их посадки на термокомпенсатор) до температуры в интервале 700-900 С с последующим быстрым охлаждением до комнатных температур. Такая термообработка обеспечивает введение в структуру прибора так называемых дефектов термоудара 3, являющихся эффективными центрами рекомбинации, которые ведут себя в кремнии подобно радиационным дефектам и металлическим примесям (, ). Данный способ выбран в качестве прототипа. Недостаток данного, выбранного в качестве прототипа способа в случае его использования в производстве мощных быстродействующих высоковольтных кремниевых приборов заключается в следующем мощные высоковольтные приборы изготавливаются на базе высокоомного кремния (100 мсм и выше) и вследствие этого для обеспечения требуемого уровня быстродействия в них нужно вводить высокоэффективные центры рекомбинации в малой концентрации с небольшим разбросом. При использовании дефектов термоудара в таком случае, в силу специфики процесса их генерации, очень сложно обеспечить воспроизводимость концентрации введенных дефектов от партии к партии обрабатываемых структур. А поскольку дефекты термоудара после их введения не отжигаются,то в случае их введения в повышенной концентрации обработанная партия приборов должна быть отбракована, поскольку не будет соответствовать требованиям ТУ по значению прямого напряжения и токам утечки. Общим существенным признаком прототипа и заявляемого способа является регулирование времени жизни неосновных носителей заряда путем термообработки приборных структур. Задачей изобретения является увеличение процента выхода годных приборов на основе высокоомного ядернолегированного кремния, что достигается за счет лучшей управляемости процессом регулирования времени жизни носителей заряда. Поставленная задача решается тем, что в способе регулирования времени жизни неосновных носителей заряда в мощных высоковольтных полупроводниковых приборах, изготавливаемых на базе ядернолегированного кремния регулирование осуществляют путем создания в предварительно сформированных приборных структурах центров рекомбинации посредством облучения приборных структур электронами с энергией от 4 до 25 МэВ,флюенсом от 51014 до 51015 см-2, с последующей их термообработкой путем выдержки при температуре от 600 до 650 С в течение времени от 10 до 20 мин. После этого пластины с р-п-переходами проходят остальные технологические операции по созданию быстродействующих высоковольтных приборов. Заявляемое техническое решение отличается от прототипа тем, что регулирование времени жизни неосновных носителей заряда осуществляется путем выдержки структур при температуре 600-650 С в течение 10-20 мин после предварительного облучения сформированных приборных структур электронами с энергией 4-25 МэВ, флюенсом 51014 -51015 см-2, что позволяет добиться значительно лучшей управляемости процессом. Таким образом, заявляемое техническое решение отвечает критерию новизна. Сущность изобретения. При производстве быстродействующих полупроводниковых приборов ключевым моментом является введение в активные области прибора эффективных центров рекомбинации, что позволяет уменьшать время жизни неосновных носителей заряда в активных областях до необходимого уровня. Для этого, как правило, используется диффузия золота или платины, облучение приборных структур гамма-квантами, ускоренными электронами или нейтронами или термоудар. При этом эффективность метода определяется возможностью проведения одновременной обработки больших партий приборов или приборных структур. Диффузия золота и платины позволяет изготавливать большие партии быстродействующих приборов с низкими потерями в проводящем состоянии, однако изготовленные высоковольтные приборы имеют высокие токи утечки в случае использования золота или происходит конверсия типа проводимости базового кремния и резкое падение 2 10595 1 2008.04.30 обратного напряжения, если диффузия платины проводится в высокоомный легированный фосфором кремний -типа 4. Обладающие высокой проникающей способностью гамма-кванты и нейтроны позволяют проводить обработку больших партий готовых приборов. Однако полученные таким образом приборы имеют недостаточно хорошее соотношение статических и динамических параметров. Использование электронного облучения и последующего отжига позволяет получать приборы с хорошим соотношением статических и динамических параметров и низкими токами утечки, но в силу низкой проникающей способности электронов их эффективное применение в случае мощных приборов на вольфрамовом или молибденовом компенсаторе невозможно. Использование дефектов термоудара позволяет эффективно регулировать быстродействие приборов на больших партиях приборов, обеспечивая при этом хорошее соотношение статических и динамических параметров при относительно невысоких токах утечки, но этот метод может обеспечивать приемлемый процент выхода годных только для приборов, изготовленных на базе кремния с удельным сопротивлением 100 Омсм. В данном изобретении предлагается способ решения этой проблемы, поскольку было установлено 5, что в ядернолегированном высокоомном кремнии, который используется в качестве базового материала при производстве мощных высоковольтных приборов в результате облучения электронами с энергией 4-25 МэВ и последующего высокотемпературного отжига происходит образование эффективных центров рекомбинации, стабильных при температурах выше температуры посадки приборных структур на термокомпенсатор (порядка 600 С), которые позволяют обеспечить высокое быстродействие при низком уровне потерь в проводящем состоянии и небольших токах утечки. Границами интервала энергии электронов выбраны 4-25 МэВ, так как электроны этой энергии вводят в структуры спектр радиационных дефектов, который позволяет получить при последующем высокотемпературном отжиге оптимальную концентрацию центров рекомбинации. При энергии ниже 4 МэВ эффективность образования термостабильных центров значительно падает, кроме того, невозможно одновременно проводить облучение многих слоев пластин с приборными структурами, что значительно снижает производительность процесса. При энергии электронов выше 25 МэВ также происходит преобразование спектра вводимых дефектов за счет преимущественного образования областей скопления дефектов и, как следствие, наблюдается значительное ухудшение параметров готовых приборов. Флюенс облучения выбран в интервале 51014 - 51015 см-2, поскольку при флюенсе меньше 51014 см-2 концентрация образующихся при отжиге дефектов недостаточна для снижения времени жизни неосновных носителей до уровня, позволяющего добиться требуемых ТУ параметров быстродействия (время обратного восстановления). При флюенсе выше 51015 см-2 в результате отжига наряду с введением эффективных центров рекомбинации также происходит накопление глубоких компенсирующих центров, что снижает уровень легирования исходного материала, и приборы перестают соответствовать требованиям ТУ по обратному напряжению. Диапазон температур отжига выбран 600-650 С по следующим причинам. 600 С - это температура, при которой производится посадка приборных структур на термокомпенсатор и, следовательно, если проводить термообработку при температуре ниже 600 С, то при посадке будет происходить дополнительный отжиг радиационных дефектов и готовые приборы не будут соответствовать нормам ТУ по быстродействию. При температуре отжига, превышающей 650 С, начинается активная диссоциация термостабильных центров рекомбинации и приборы также не соответствуют нормам ТУ по быстродействию. Интервал времени отжига 10-20 мин выбран на том основании, что при отжиге менее 10 мин не происходит значительного отжига компенсирующих центров, что приводит к значительному проценту брака готовых структур по обратному напряжению. Если время 3 10595 1 2008.04.30 отжига превышает 20 мин, отжигается значительная часть образовавшихся на начальных стадиях отжига термостабильных центров рекомбинации, и приборы не соответствуют номам ТУ по быстродействию. Пример конкретного выполнения. Пластины ядернолегированного кремния с удельным сопротивлением 300 Омсм диаметром 30 мм в количестве 20 шт. прошли процесс диффузии, в результате чего в них были сформированы р-п-переходы. Затем была проведена операция нанесения омических контактов, для чего на структуры наносился слой никеля и осуществлялось его вжигание при температуре 800 С в течение 10 мин. После этого их облучили электронами с энергией 10 МэВ флюенсом 21015 см-2 и отожгли при температуре 625 С в течение 15 мин. После этого проводилась операция посадки приборных структур на вольфрамовый термокомпенсатор, которая проводилась при температуре 600 С в течение 10 мин. Затем приборные структуры на термокомпенсаторе помещались в корпуса таблеточного типа и прошли стандартные процедуры испытаний. Анализ результатов испытаний показал, что 93 готовых приборов имели статические и динамические характеристики, соответствующие нормам ТУ. По предложенному способу были подвергнуты радиационной обработке и последующему отжигу диодные структуры, изготовленные на основе ядернолегированного кремния. Данные об изменении процента выхода годных приборов при изменении энергии электронов, флюенса, температуры и времени отжига, как внутри диапазонов, указанных в техническом решении, так и вне их приведены в табл. 1-4, где также дано сравнение с прототипом. Как видно из табл. 1, процент выхода годных приборов выше, чем у способа-прототипа,для энергий электронов в диапазоне 4-25 МэВ. При энергии электронов ниже 4 МэВ процент выхода годных падает и становится ниже, чем у прототипа, поскольку у структур наблюдался значительный разброс по уровню быстродействия вследствие снижения эффективности образования термостабильных центров рекомбинации. При энергии электронов выше 25 МэВ процент выхода годных также ниже, чем у прототипа, что связано с преобразованием спектра вводимых дефектов за счет преимущественного образования областей скопления дефектов и значительным ухудшением обратного напряжения диодов из-за сильной компенсации исходного материала базы диодов термостабильными компенсирующими центрами. Таблица 1 Изменение параметров диодов для различных значений энергии электронов Как видно из табл. 2, процент выхода годных приборов выше, чем у способа-прототипа для флюенса электронов в диапазоне 51014 - 51015 см-2. При флюенсе электронов ниже 51014 см-2 процент выхода годных падает до уровня ниже, чем у прототипа, поскольку концентрация образующихся при отжиге дефектов недостаточна для снижения времени жизни неосновных носителей до уровня, позволяющего добиться требуемых ТУ параметров быстродействия (время обратного восстановления). При флюенсе выше 51015 см-2 процент выхода годных также ниже, чем у прототипа, поскольку в результате отжига наряду с введением эффективных центров рекомбинации также происходит накопление глубоких компенсирующих центров, что снижает уровень легирования исходного материала,и приборы перестают соответствовать требованиям ТУ по обратному напряжению. 4 10595 1 2008.04.30 Таблица 2 Изменение параметров диодов для различных значений флюенса электронов(при 10 МэВ, отж 625 С, отж 15 мин) Ф, см-2 21014 51014 11015 21015 31015 51015 71015 Прототипгодных 50 90 92 94 94 92 20 75 колич. приборов, шт. 10 10 10 10 10 10 10 30 Как видно из табл. 3, процент выхода годных приборов выше, чем у способа-прототипа для температур отжига 600-650 С. При температуре отжига ниже 600 С процент выхода годных падает до уровня ниже, чем у способа-прототипа, поскольку после последующей процедуры посадки на термокомпенсатор происходит дополнительный отжиг радиационных дефектов, и готовые приборы не соответствуют нормам ТУ по значению быстродействия. При температуре отжига, превышающей 650 С, процент выхода годных также ниже чем у прототипа, поскольку начинается активная диссоциация термостабильных центров рекомбинации, и приборы не соответствуют нормам ТУ по быстродействию. Изменение параметров диодов для различных температур отжига Как видно из табл. 4, процент выхода годных приборов выше, чем у способа прототипа для времени отжига 10-20 мин. При времени отжига менее 10 мин процент выхода годных ниже, чем у прототипа, поскольку не происходит значительного отжига компенсирующих центров, что приводит к большому проценту брака готовых структур по обратному напряжению. При времени отжига больше 20 мин процент выхода годных также ниже, чем у способа-прототипа, поскольку при этом отжигается значительная часть образовавшихся на начальных стадиях отжига термостабильных центров рекомбинации, и приборы не соответствуют номам ТУ по быстродействию. Таблица 4 Изменение параметров диодов для различных температур отжига Источники информации 1. Патент США 4,210,464, 1980. 2. Патент США 6,444,547, 2002. 3.. . 1992 . . . - . 7. - . 918-922. 4. . , . , ..// . . .2003. - . 23. - . 33-37. 5.,,,, // . 2003. - . 70. - . 193-196. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: H01L 21/02
Метки: высоковольтных, базе, мощных, кремния, способ, времени, заряда, изготавливаемых, приборах, полупроводниковых, регулирования, быстродействующих, жизни, неосновных, ядернолегированного, носителей
Код ссылки
<a href="https://by.patents.su/5-10595-sposob-regulirovaniya-vremeni-zhizni-neosnovnyh-nositelejj-zaryada-v-moshhnyh-vysokovoltnyh-bystrodejjstvuyushhih-poluprovodnikovyh-priborah-izgotavlivaemyh-na-baze-yadernolegirova.html" rel="bookmark" title="База патентов Беларуси">Способ регулирования времени жизни неосновных носителей заряда в мощных высоковольтных быстродействующих полупроводниковых приборах, изготавливаемых на базе ядернолегированного кремния</a>
Способ регулирования времени жизни неосновных носителей заряда при изготовлении быстродействующих полупроводниковых приборов
Номер патента: 9993
Опубликовано: 30.12.2007
Авторы: Жданович Николай Евгеньевич, Марченко Игорь Георгиевич, Коршунов Федор Павлович
МПК: H01L 21/02
Метки: жизни, приборов, полупроводниковых, времени, носителей, способ, изготовлении, неосновных, заряда, быстродействующих, регулирования
Текст:
...Флюенс облучения выбран в интервале 11016 - 51016 см-2, поскольку при флюенсе меньше 11016 см-2 концентрация образующихся при отжиге дефектов недостаточна для снижения времени жизни неосновных носителей до уровня, позволяющего добиться требуемых ТУ параметров быстродействия (время обратного восстановления). При флюенсе выше 51016 см-2 в результате отжига наряду с введением эффективных центров рекомби 2 9993 1 2007.12.30 нации также...
Способ определения концентрации свободных носителей заряда в кремнии
Номер патента: 1700
Опубликовано: 30.09.1997
Авторы: Уренев Валерий Иванович, Покотило Юрий Мефодьевич, Литвинов Валентин Вадимович
МПК: G01N 21/35, H01L 21/66
Метки: концентрации, кремнии, определения, носителей, способ, свободных, заряда
Текст:
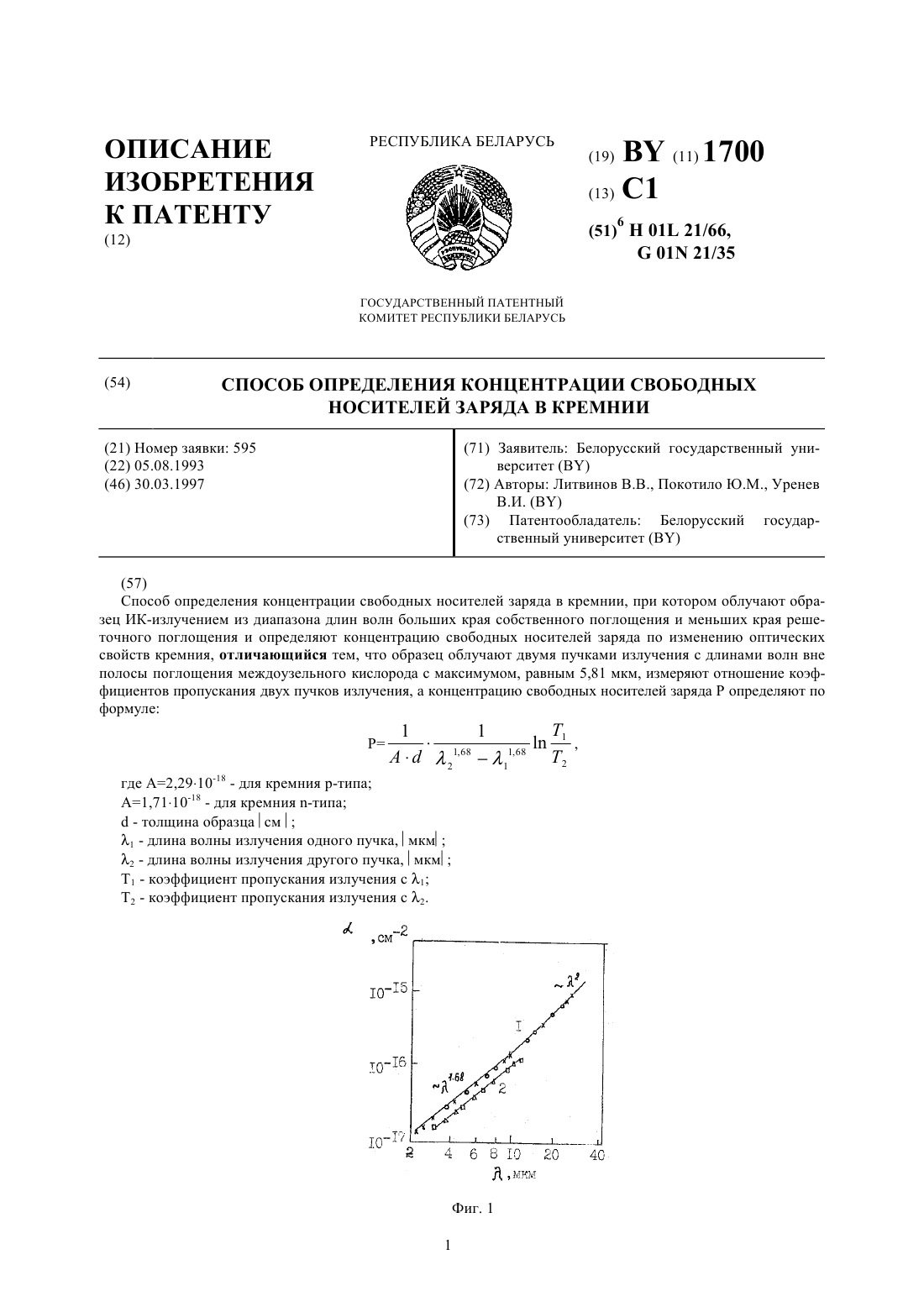
...р-типа (1) с удельным сопротивлением р 0,3 и 12 Ом.см и -типа (р 1 и 4,4 Ом.см) (2) от длины волны. На фиг.2 изображены профили распределения концентрации свободных носителей заряда вдоль оси роста слитков кремния типа КДБ-12 диаметром 100 (1) и 150 (2) мм. Для реализации неразрушающего метода определения концентрации свободных носителей заряда в предлагаемом способе измеряют отношение коэффициентов пропускания Т 1/Т 2 двух пучков...
Способ отбраковки полупроводниковых приборов на основе кремния по радиационной стойкости
Номер патента: 10133
Опубликовано: 30.12.2007
Авторы: Жданович Николай Евгеньевич, Коршунов Федор Павлович, Марченко Игорь Георгиевич
МПК: G01R 31/26, H01L 21/66
Метки: основе, отбраковки, полупроводниковых, кремния, стойкости, способ, радиационной, приборов
Текст:
...полученном одним и тем же способом, может существенно различаться. Так, в тянутом кремнии, выращенном методом Чохральского и являющемся базовым материалом большинства диодов, транзисторов и тиристоров средней мощности,концентрация кислорода может составлять от 11017 до 31018 см-2. Поэтому в условиях реального производства биполярные полупроводниковые приборы одного и того же типа могут быть получены на исходном кремнии с различной...
Способ изготовления полупроводниковых пластин кремния
Номер патента: 7946
Опубликовано: 30.04.2006
Авторы: Белоус Анатолий Иванович, Зеленин Виктор Алексеевич, Сенько Сергей Федорович, Емельянов Виктор Андреевич
МПК: H01L 21/302, H01L 21/02, H01L 21/304...
Метки: полупроводниковых, изготовления, пластин, кремния, способ
Текст:
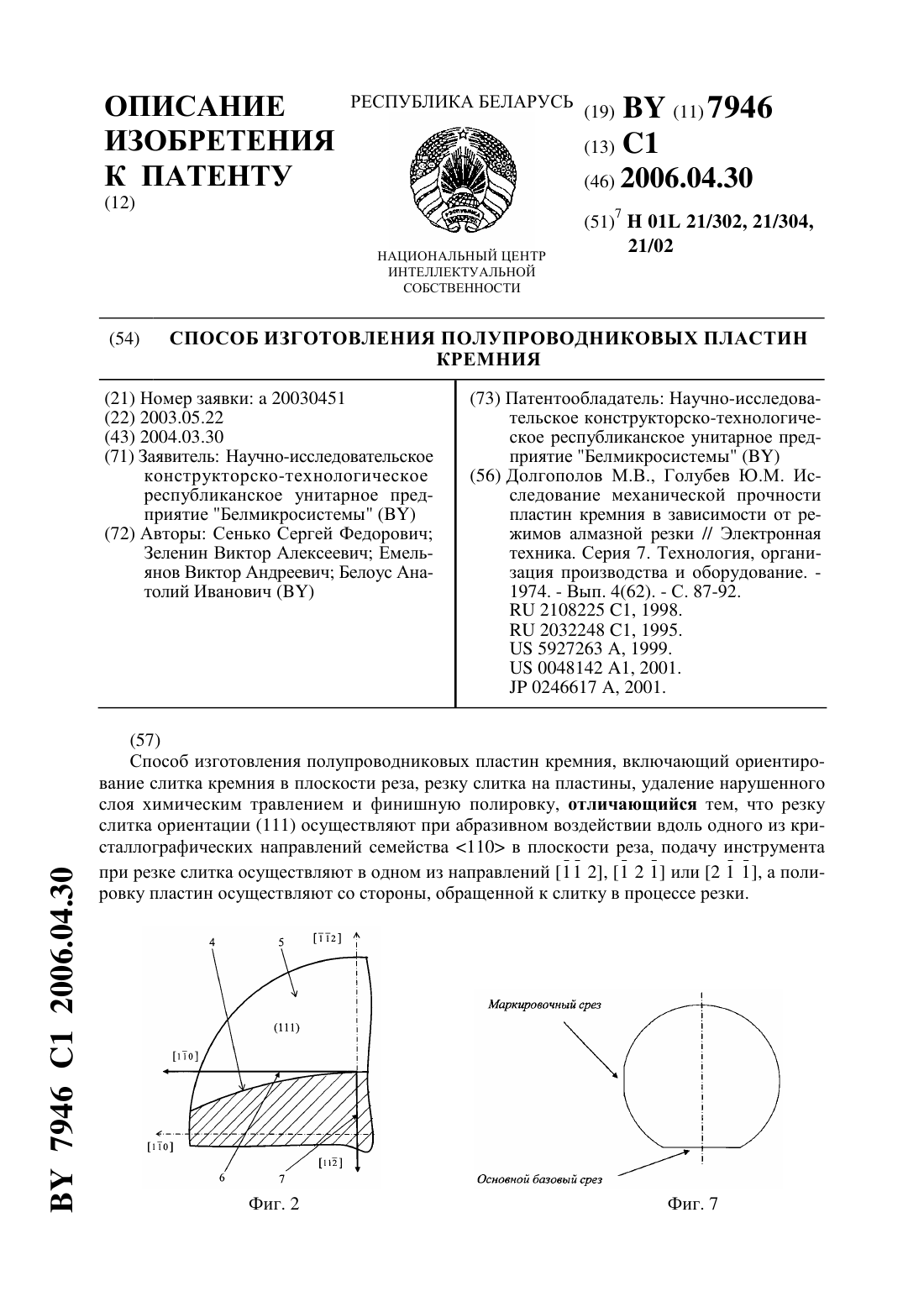
...части слитка. В областях пересечения основных плоскостей скольжения по мере увеличения плотности дислокаций формируются микротрещины, обусловливающие стружкообразование и микроскалывание фрагментов кремния в процессе резания. Смещение области пересечения основных плоскостей скольжения в сторону остающейся части слитка увеличивает глубину нарушенного слоя в торце слитка. В результате это приводит к тому, что глубина нарушенного слоя на...
Способ радиационной обработки кремниевых полупроводниковых приборов
Номер патента: 8754
Опубликовано: 30.12.2006
Авторы: Жданович Николай Евгеньевич, Марченко Игорь Георгиевич, Коршунов Федор Павлович
МПК: H01L 21/263, H01L 21/322, H01L 21/26...
Метки: обработки, полупроводниковых, кремниевых, способ, радиационной, приборов
Текст:
...носителей заряда, можно достичь, если рекомбинационные центры распределены не равномерно по базовой области, а в виде профиля, спадающего вглубь базы. Это позволяет существенно (уменьшить) снизить энергопотери на приборе в проводящем состоянии.Сущность изобретения состоит в том, что готовые кремниевые приборы, находящиеся под обратным смещением, подвергают облучению пучком электронов при пониженной температуре 90-120 К. Такая...
Предыдущий патент: Кипящий ядерный реактор с естественной циркуляцией теплоносителя
Следующий патент: Способ нанесения полимерного покрытия на металлическую трубу
Случайный патент: Способ изготовления черного натрийкальцийалюмосиликатного стекла