Способ изготовления полупроводниковых пластин кремния
Номер патента: 7946
Опубликовано: 30.04.2006
Авторы: Сенько Сергей Федорович, Зеленин Виктор Алексеевич, Емельянов Виктор Андреевич, Белоус Анатолий Иванович
Текст
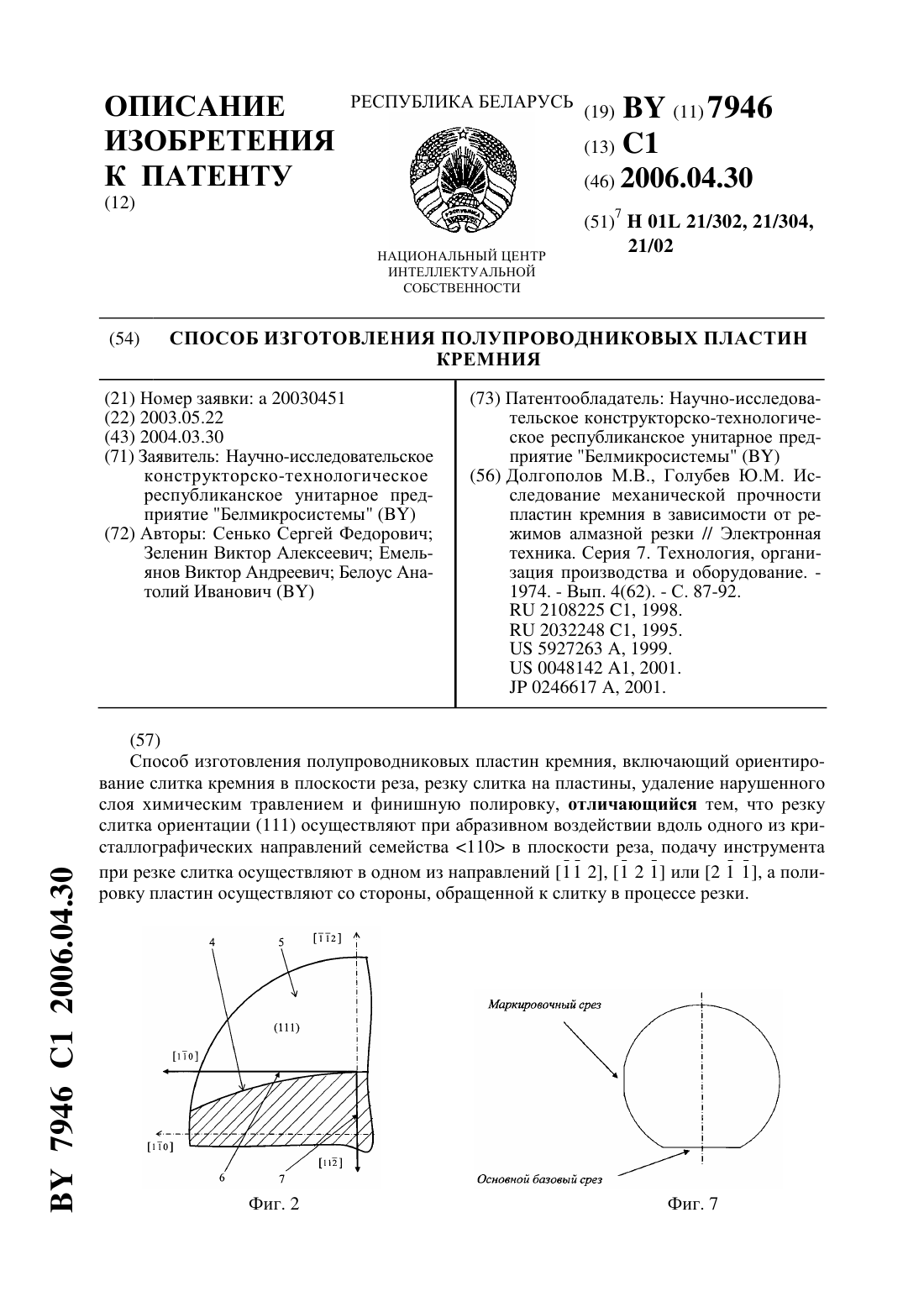
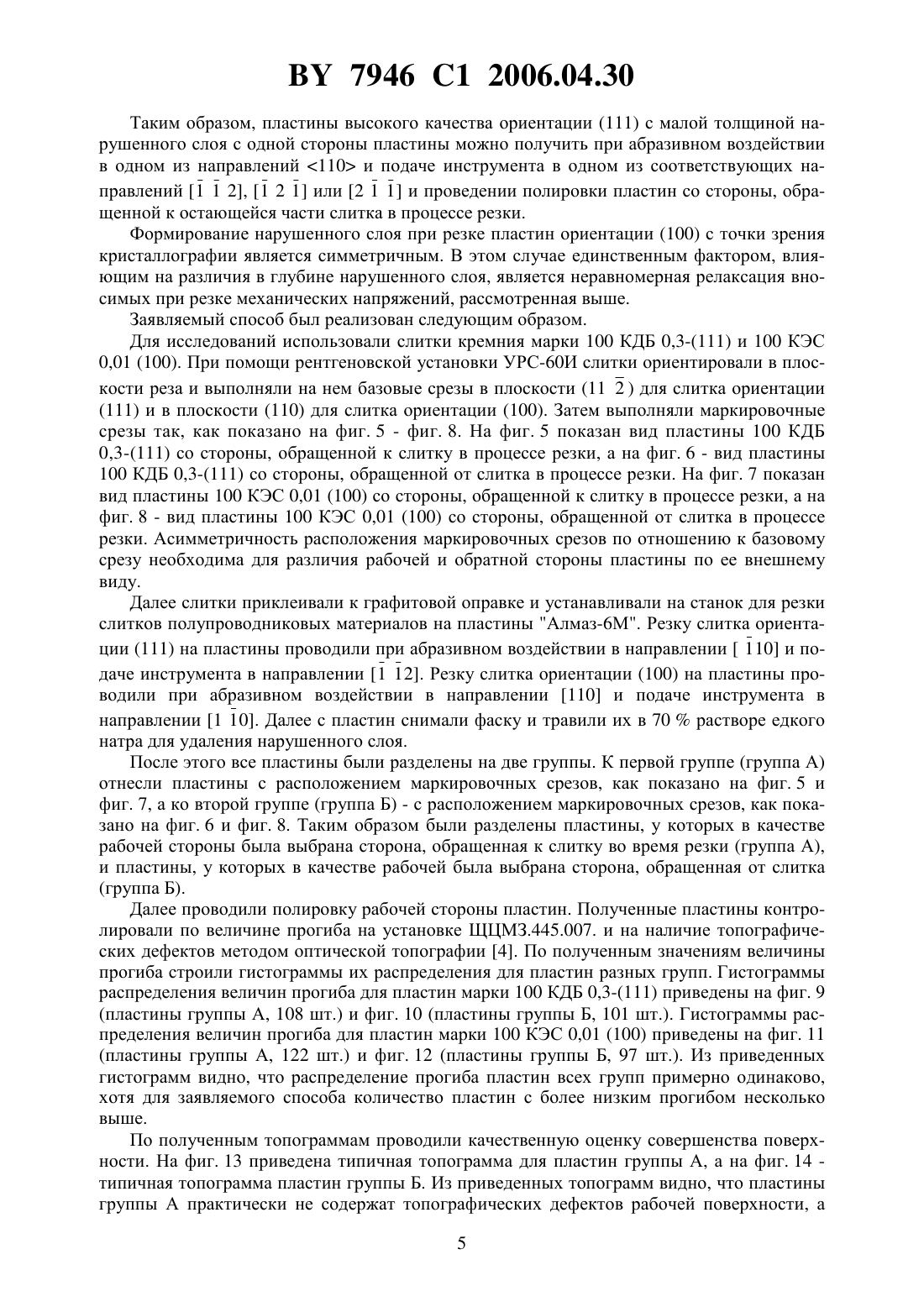
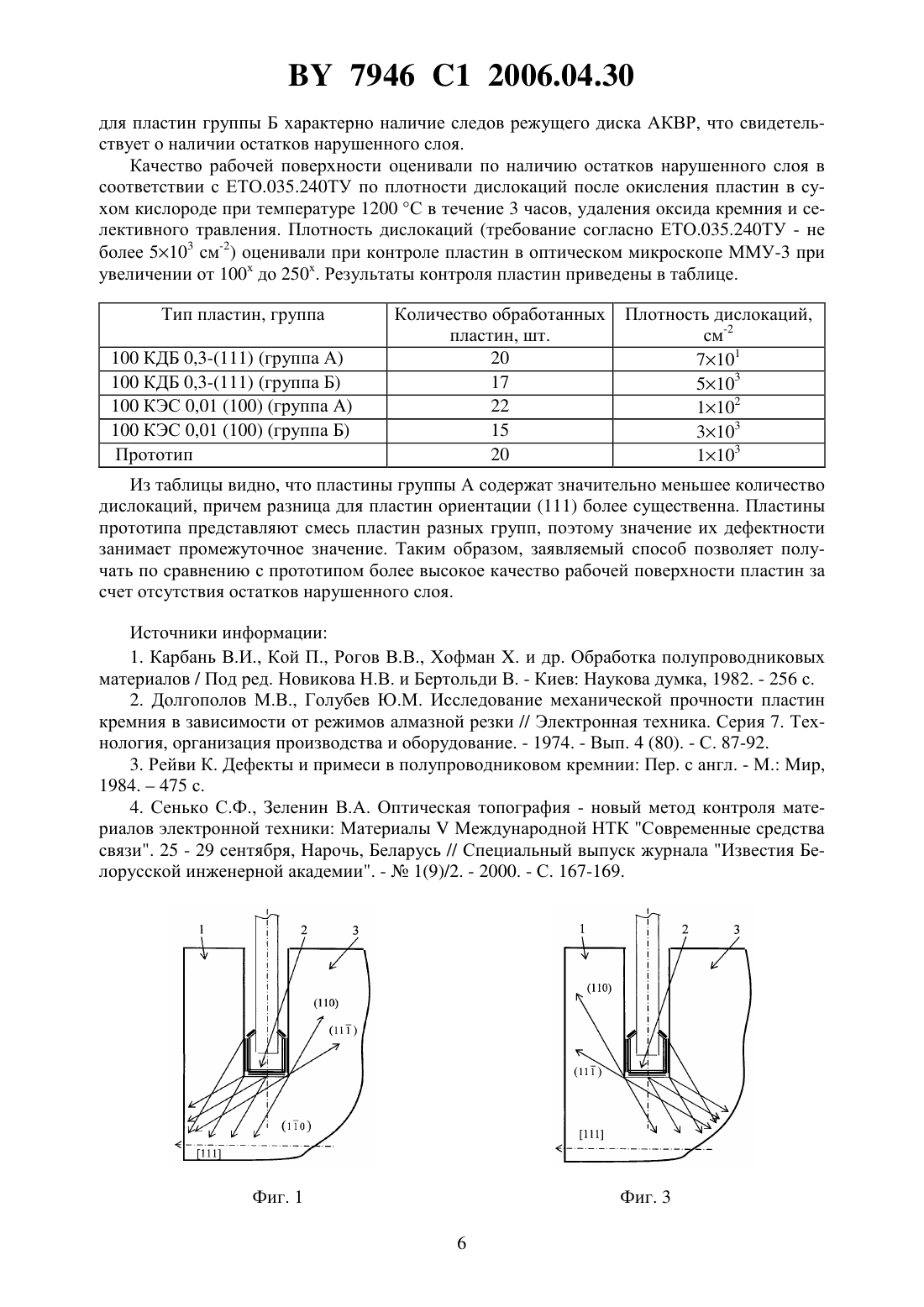
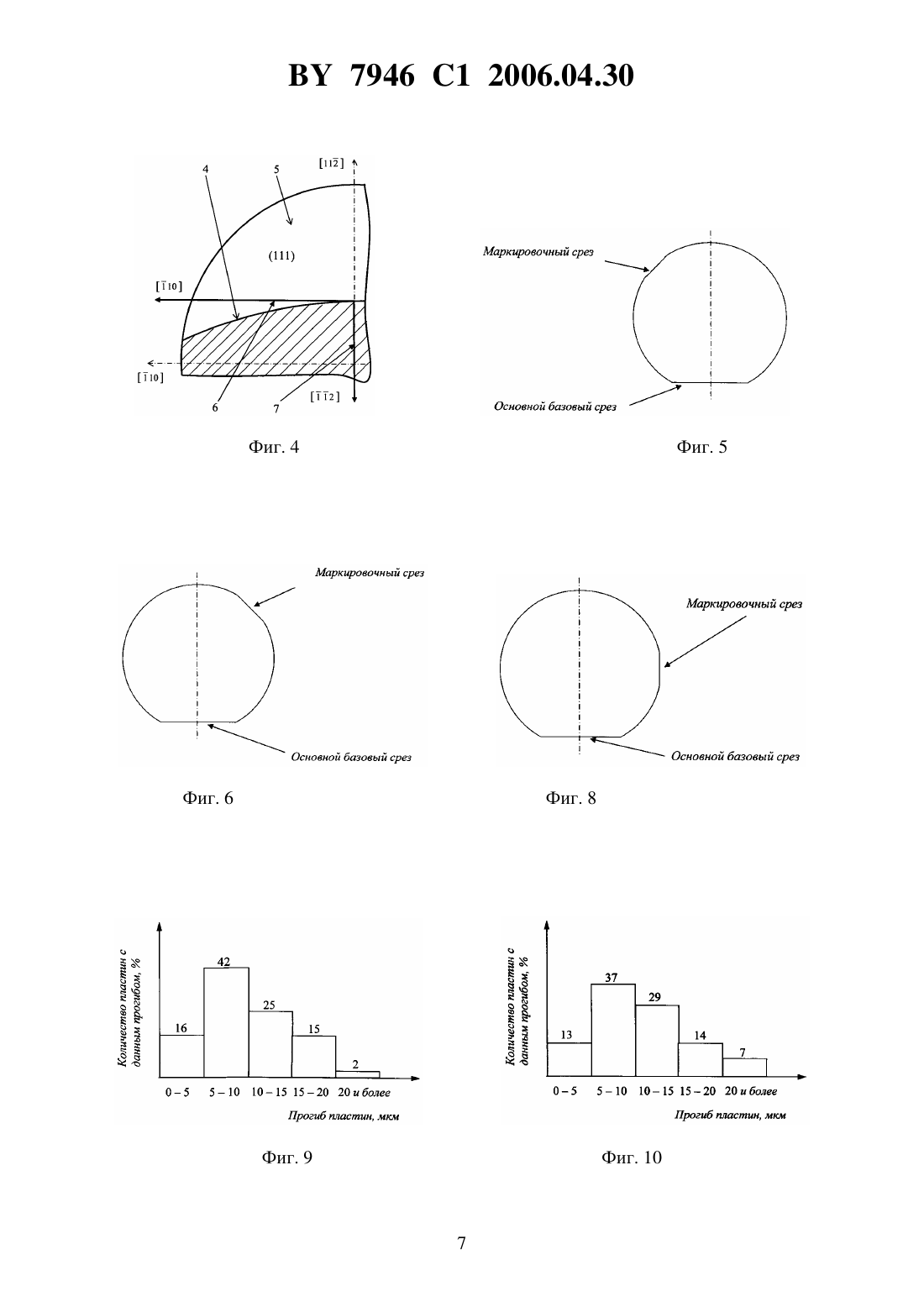
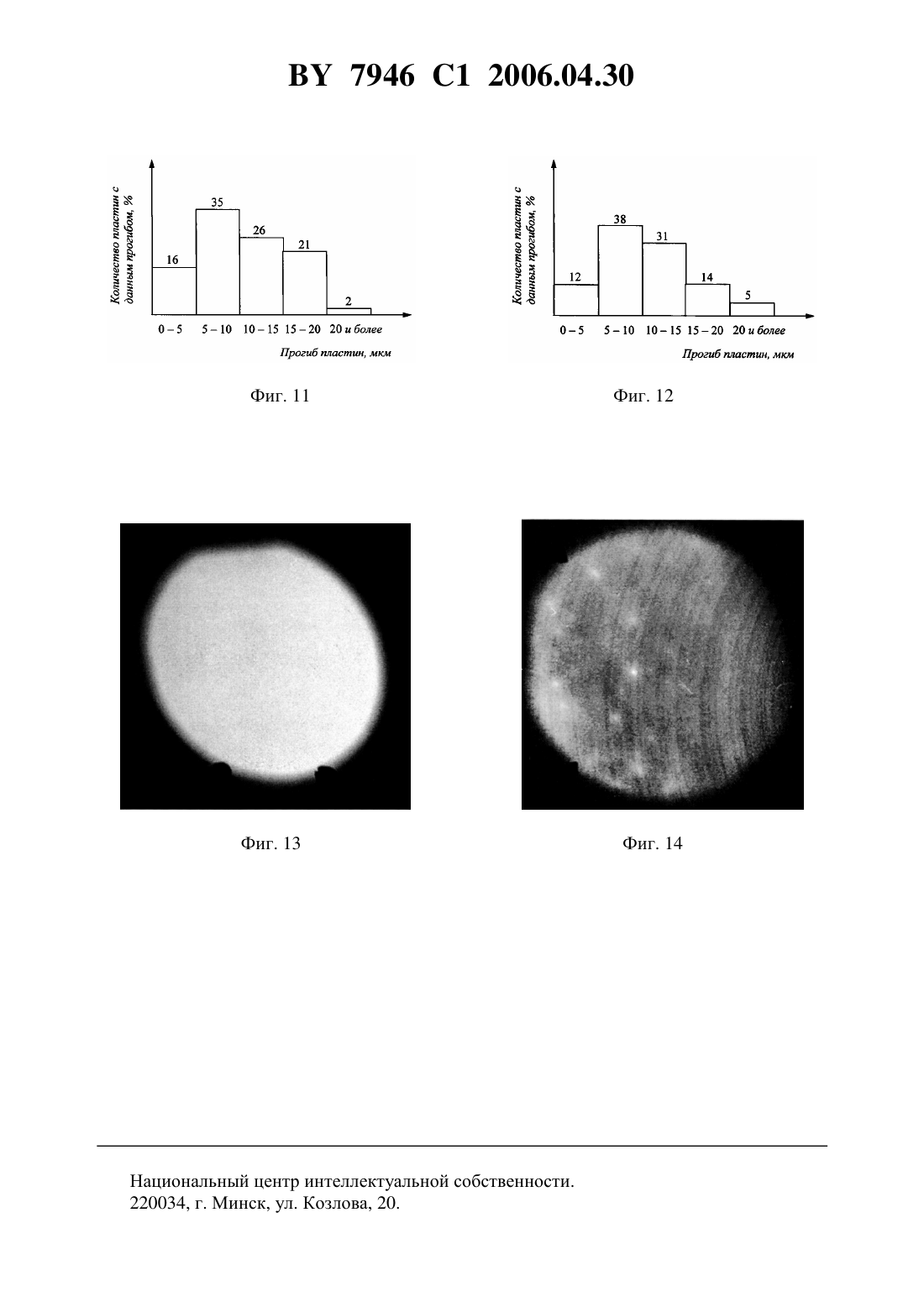
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН КРЕМНИЯ(71) Заявитель Научно-исследовательское конструкторско-технологическое республиканское унитарное предприятие Белмикросистемы(72) Авторы Сенько Сергей Федорович Зеленин Виктор Алексеевич Емельянов Виктор Андреевич Белоус Анатолий Иванович(73) Патентообладатель Научно-исследовательское конструкторско-технологическое республиканское унитарное предприятие Белмикросистемы(56) Долгополов М.В., Голубев Ю.М. Исследование механической прочности пластин кремния в зависимости от режимов алмазной резки // Электронная техника. Серия 7. Технология, организация производства и оборудование. 1974. - Вып. 4(62). - С. 87-92.2108225 1, 1998.2032248 1, 1995.5927263 А, 1999.0048142 1, 2001.0246617 А, 2001.(57) Способ изготовления полупроводниковых пластин кремния, включающий ориентирование слитка кремния в плоскости реза, резку слитка на пластины, удаление нарушенного слоя химическим травлением и финишную полировку, отличающийся тем, что резку слитка ориентации (111) осуществляют при абразивном воздействии вдоль одного из кристаллографических направлений семейства 110 в плоскости реза, подачу инструмента при резке слитка осуществляют в одном из направлений 11 2,1 2 1 или 2 1 1 , а полировку пластин осуществляют со стороны, обращенной к слитку в процессе резки. 7946 1 2006.04.30 Изобретение относится к электронной технике, в частности к механической обработке монокристаллических материалов, и может быть использовано при изготовлении полупроводниковых пластин кремния. Типовой процесс изготовления полупроводниковых пластин кремния включает следующие операции 1. Первоначально слиток ориентируют в заданной кристаллографической плоскости реза и приклеивают его на оправку. Затем слиток разрезают на пластины алмазными кругами с внутренней режущей кромкой АКВР. Далее на пластинах обрабатывают кромку и подвергают химическому травлению для удаления нарушенного слоя. Заключительной операцией является полировка рабочей поверхности пластин. В исключительных случаях после резки пластины подвергают шлифовке для выравнивания их по толщине. Недостатком данного способа является то, что он не учитывает особенностей формирования нарушенных слоев на поверхностях изготавливаемых пластин и влияния ориентации монокристаллических слитков на процессы трещинообразования при резке. Это приводит к повышенной и неоднородной глубине нарушенных слоев, в результате чего назначаются большие припуски на шлифовку и полировку пластин, что повышает удельный расход кремния, получаемые пластины имеют невоспроизводимые геометрические параметры. Нарушенный слой на пластинах часто невозможно удалить полностью. Его остатки и следы при последующем изготовлении полупроводниковых приборов и структур приводят к появлению скоплений дислокаций, отрицательно влияющих на выход годных приборов и их электрофизические параметры. Наиболее близким к изобретению, его прототипом, является способ изготовления полупроводниковых пластин кремния, включающий ориентирование слитка кремния в плоскости реза, резку слитка на пластины при подаче инструмента вдоль одного из кристаллографических направлений семейства 112 в плоскости реза, удаление нарушенного слоя химическим травлением и финишную полировку 2. Данный способ предназначен для изготовления пластин ориентации (111). При подаче инструмента вдоль одного из кристаллографических направлений 112 абразивное воздействие на монокристалл проводят вдоль перпендикулярного ему кристаллографического направления 110. Применительно к пластинам ориентации (100) при реализации данного способа абразивное воздействие также проводят вдоль кристаллографического направления 110, а подачу инструмента - в перпендикулярном ему направлении, например при абразивном воздействии вдоль направления 1 10 подачу инструмента осуществляют вдоль 110. По сравнению с аналогом данный способ учитывает анизотропию механических свойств кремния при резке слитка на пластины. Это позволяет улучшить геометрические параметры и частично снизить глубину нарушенного слоя, обусловленную абразивным воздействием режущего инструмента. Недостатком прототипа является то, что он не учитывает различия в формировании нарушенного слоя в отрезаемой пластине и в остающейся части слитка, обусловленные релаксацией вносимых при резке механических напряжений. Кроме того, при резке пластин ориентации (111), помимо направления абразивного воздействия, на трещинообразование и на глубины нарушенных слоев в отрезаемой пластине и в торце остающейся части слитка сильное влияние оказывает также выбор направления подачи инструмента. Прототип использует подачу инструмента в одном из направлений семейства 112. Однако,как показывает детальное рассмотрение, эти направления не являются полностью идентичными между собой. Произвольное направление подачи инструмента вдоль одного из кристаллографических направлений семейства 112 не позволяет получать пластины высокого качества из-за неполного удаления остатков нарушенного слоя, приводящих к возникновению дислокаций. Задачей настоящего изобретения является повышение качества изготавливаемых пластин за счет снижения их дефектности. 2 7946 1 2006.04.30 Поставленная задача решается тем, что в способе изготовления полупроводниковых пластин кремния, включающем ориентирование слитка кремния в плоскости реза, резку слитка на пластины, удаление нарушенного слоя химическим травлением и финишную полировку, резку слитка ориентации (111) осуществляют при абразивном воздействии вдоль одного из кристаллографических направлений семейства 110 в плоскости реза,подачу инструмента при резке слитка осуществляют в одном из направлений 1 1 2,1 2 1 или 2 1 1 , а полировку пластин осуществляют со стороны, обращенной к слитку в процессе резки. Сущность заявляемого способа заключается в выборе в качестве рабочей стороны пластины той, у которой глубина нарушенного слоя меньше. В процессе резки слитка кремния на пластины на поверхностях реза образуются нарушенные слои, обусловленные проникновением в объем кристалла микротрещин и дислокационной структуры. Глубина нарушенного слоя определяется условиями резки, возможностями релаксации вносимых при резке механических напряжений, а при резке слитка ориентации (111) - также направлениями подачи инструмента. При равных условиях резки, что достигается выбором заданного кристаллографического направления резки,возможности релаксации механических напряжений в отрезаемой пластине и оставшейся части слитка разные. Отрезаемая пластина достаточно тонкая и может изгибаться под действием механических напряжений. Оставшаяся часть слитка является толстой и не может изгибаться. Релаксация механических напряжений через изгиб отрезаемой пластины приводит к тому, что глубина проникновения микротрещин в объем отрезаемой пластины меньше по сравнению с глубиной проникновения микротрещин в слиток. В результате это приводит к тому, что глубина нарушенного слоя на поверхности пластины с одной стороны всегда больше, чем с другой. Если выбор рабочей поверхности пластины происходит случайным образом, это приводит к тому, что на части пластин на рабочей стороне могут присутствовать остатки нарушенного слоя, микронеровность поверхности таких пластин всегда выше, на ней содержится больше топографических дефектов. Выбор в качестве рабочей стороны пластины той, которая обращена к слитку в процессе резки его на пластины, позволяет при прочих равных условиях без дополнительных материальных затрат повысить качество пластин в целом. Меньшая глубина нарушенного слоя предполагает также его более высокую однородность. При проведении дальнейших технологических операций изготовления пластин (травление, полировка) однородность обработки стороны с меньшей глубиной нарушенного слоя несомненно выше, качество поверхности повышается за счет полного удаления нарушенного слоя, уменьшения количества топографических дефектов и снижения микронеровностей. Качество изготавливаемых пластин при этом существенно возрастает. В частном случае резки слитка кремния ориентации (111) на пластины, кроме рассмотренного выше, имеется дополнительный фактор, влияющий на разницу в глубине нарушенного слоя на разных сторонах пластин, а именно направление подачи инструмента. Абразивное воздействие при резке слитков кремния ориентации (111) может быть осуществлено вдоль одного из трех направлений - 1 1 0, 10 1 или 01 1 . Каждому из этих направлений абразивного воздействия соответствуют два возможных перпендикулярных им и взаимно противоположных направления подачи инструмента. В связи с тем что три направления абразивного воздействия абсолютно идентичны, рассмотрим одно из них, а именно направление 1 1 0. При абразивном воздействии в направлении 1 1 0 подача инструмента может осуществляться в направлении 11 2 либо в противоположном ему направлении 1 1 2. При подаче инструмента в направлении 11 2 основные плоскости (110) и (11 1 ) распространения генерирующихся в зоне резания дислокаций и микротрещин расположены таким образом, что дислокации движутся по ним преимущественно в сторону отрезаемой пла 3 7946 1 2006.04.30 стины. При подаче инструмента в направлении 1 1 2 плоскости (110) и (11 1 ) распространения генерирующихся в зоне резания дислокаций расположены таким образом, что дислокации движутся по ним преимущественно в торец остающейся части слитка. В областях пересечения основных плоскостей скольжения по мере увеличения плотности дислокаций формируются микротрещины, обусловливающие стружкообразование и микроскалывание фрагментов кремния в процессе резания. Смещение области пересечения основных плоскостей скольжения в сторону остающейся части слитка увеличивает глубину нарушенного слоя в торце слитка. В результате это приводит к тому, что глубина нарушенного слоя на поверхности пластины, обращенной к остающейся части слитка в процессе резки, всегда меньше, чем с другой ее стороны. При наложении рассмотренных факторов, влияющих на глубину нарушенного слоя,разница в глубинах нарушенных слоев на разных сторонах пластин возрастает. Выбор в качестве рабочей стороны той, у которой глубина нарушенного слоя меньше,позволяет при последующих технологических процессах травления и полировки получить более высокое качество рабочей стороны. Это связано, во-первых, с тем, что при меньшей глубине нарушенного слоя однородность его выше. Это позволяет получить при последующей обработке более однородную поверхность. С другой стороны, меньшая глубина нарушенного слоя позволяет проводить абсолютно полное его удаление на финишных операциях изготовления пластин, что предупреждает образование дислокаций при последующих процессах изготовления полупроводниковых приборов. Остатки же нарушенного слоя на обратной стороне пластин проявляют геттерирующие свойства и играют положительную роль при дальнейшем изготовлении кристаллов ИС. Этот факт является известным 3. Сущность изобретения поясняется фиг. 1 - фиг. 14, где на фиг. 1 - фиг. 4 представлены схемы двух из шести возможных вариантов резки слитка ориентации (111) на пластины при абразивном воздействии вдоль направления типа 110, причем на фиг. 1 представлен вид в направлении абразивного воздействия 1 1 0, на фиг. 2 - вид с торца слитка при направлении абразивного воздействия 1 1 0, на фиг. 3 представлен вид в направлении абразивного воздействия 1 10, на фиг. 4 - вид с торца слитка при направлении абразивного воздействия 1 10, на фиг. 5 и фиг. 6 - схемы расположения маркировочных срезов пластин марки 100 КДБ 0,3-(111) на лицевой и обратной сторонах соответственно, на фиг. 7 и фиг. 8 - схемы расположения маркировочных срезов пластин марки 100 КЭС 0,01 (100) на лицевой и обратной сторонах соответственно, на фиг. 9 - гистограмма распределения прогиба пластин марки 100 КДБ 0,3-(111), изготовленных в соответствии с заявляемым способом, на фиг. 10 - гистограмма распределения прогиба пластин марки 100 КДБ 0,3-(111),изготовленных в соответствии с прототипом, на фиг. 11 - гистограмма распределения прогиба пластин марки 100 КЭС 0,01 (100), изготовленных в соответствии с заявляемым способом, на фиг. 12 - гистограмма распределения прогиба пластин марки 100 КЭС 0,01(100), изготовленных в соответствии с прототипом, на фиг. 13 - оптическая топограмма пластины, изготовленной в соответствии с заявляемым способом, на фиг. 14 - оптическая топограмма пластины, изготовленной в соответствии с прототипом. На фиг. 1 - фиг. 4 приняты следующие обозначения 1 - отрезаемая пластина, 2 - режущая кромка алмазного круга АКВР, 3 - остающаяся часть слитка, 4 - граница зоны резания, 5 - прорезанная часть или торец остающейся части слитка, 6 - направление абразивного воздействия в заданной точке зоны резания и 7 - направление подачи инструмента. На фиг. 1 и фиг. 2 подача инструмента осуществляется в направлении 11 2 , а на фиг. 3 и фиг. 4 - в направлении 1 1 2. В первом случае дислокации и микротрещины, образующиеся под воздействием режущей кромки диска АКВР, распространяются преимущественно в сторону отрезаемой пластины, а во втором - в сторону остающейся части слитка. 4 7946 1 2006.04.30 Таким образом, пластины высокого качества ориентации (111) с малой толщиной нарушенного слоя с одной стороны пластины можно получить при абразивном воздействии в одном из направлений 110 и подаче инструмента в одном из соответствующих направлений 1 1 2,1 2 1 или 2 1 1 и проведении полировки пластин со стороны, обращенной к остающейся части слитка в процессе резки. Формирование нарушенного слоя при резке пластин ориентации (100) с точки зрения кристаллографии является симметричным. В этом случае единственным фактором, влияющим на различия в глубине нарушенного слоя, является неравномерная релаксация вносимых при резке механических напряжений, рассмотренная выше. Заявляемый способ был реализован следующим образом. Для исследований использовали слитки кремния марки 100 КДБ 0,3-(111) и 100 КЭС 0,01 (100). При помощи рентгеновской установки УРС-60 И слитки ориентировали в плоскости реза и выполняли на нем базовые срезы в плоскости (11 2 ) для слитка ориентации(111) и в плоскости (110) для слитка ориентации (100). Затем выполняли маркировочные срезы так, как показано на фиг. 5 - фиг. 8. На фиг. 5 показан вид пластины 100 КДБ 0,3-(111) со стороны, обращенной к слитку в процессе резки, а на фиг. 6 - вид пластины 100 КДБ 0,3-(111) со стороны, обращенной от слитка в процессе резки. На фиг. 7 показан вид пластины 100 КЭС 0,01 (100) со стороны, обращенной к слитку в процессе резки, а на фиг. 8 - вид пластины 100 КЭС 0,01 (100) со стороны, обращенной от слитка в процессе резки. Асимметричность расположения маркировочных срезов по отношению к базовому срезу необходима для различия рабочей и обратной стороны пластины по ее внешнему виду. Далее слитки приклеивали к графитовой оправке и устанавливали на станок для резки слитков полупроводниковых материалов на пластины Алмаз-6 М. Резку слитка ориентации (111) на пластины проводили при абразивном воздействии в направлении 1 10 и подаче инструмента в направлении 1 1 2. Резку слитка ориентации (100) на пластины проводили при абразивном воздействии в направлении 110 и подаче инструмента в направлении 1 1 0. Далее с пластин снимали фаску и травили их в 70 растворе едкого натра для удаления нарушенного слоя. После этого все пластины были разделены на две группы. К первой группе (группа А) отнесли пластины с расположением маркировочных срезов, как показано на фиг. 5 и фиг. 7, а ко второй группе (группа Б) - с расположением маркировочных срезов, как показано на фиг. 6 и фиг. 8. Таким образом были разделены пластины, у которых в качестве рабочей стороны была выбрана сторона, обращенная к слитку во время резки (группа А),и пластины, у которых в качестве рабочей была выбрана сторона, обращенная от слитка(группа Б). Далее проводили полировку рабочей стороны пластин. Полученные пластины контролировали по величине прогиба на установке ЩЦМЗ.445.007. и на наличие топографических дефектов методом оптической топографии 4. По полученным значениям величины прогиба строили гистограммы их распределения для пластин разных групп. Гистограммы распределения величин прогиба для пластин марки 100 КДБ 0,3-(111) приведены на фиг. 9(пластины группы А, 108 шт.) и фиг. 10 (пластины группы Б, 101 шт.). Гистограммы распределения величин прогиба для пластин марки 100 КЭС 0,01 (100) приведены на фиг. 11(пластины группы А, 122 шт.) и фиг. 12 (пластины группы Б, 97 шт.). Из приведенных гистограмм видно, что распределение прогиба пластин всех групп примерно одинаково,хотя для заявляемого способа количество пластин с более низким прогибом несколько выше. По полученным топограммам проводили качественную оценку совершенства поверхности. На фиг. 13 приведена типичная топограмма для пластин группы А, а на фиг. 14 типичная топограмма пластин группы Б. Из приведенных топограмм видно, что пластины группы А практически не содержат топографических дефектов рабочей поверхности, а 5 7946 1 2006.04.30 для пластин группы Б характерно наличие следов режущего диска АКВР, что свидетельствует о наличии остатков нарушенного слоя. Качество рабочей поверхности оценивали по наличию остатков нарушенного слоя в соответствии с ЕТО.035.240 ТУ по плотности дислокаций после окисления пластин в сухом кислороде при температуре 1200 С в течение 3 часов, удаления оксида кремния и селективного травления. Плотность дислокаций (требование согласно ЕТО.035.240 ТУ - не более 5103 см-2) оценивали при контроле пластин в оптическом микроскопе ММУ-3 при увеличении от 100 х до 250 х. Результаты контроля пластин приведены в таблице. Тип пластин, группа 100 КДБ 0,3-(111) (группа А) 100 КДБ 0,3-(111) (группа Б) 100 КЭС 0,01 (100) (группа А) 100 КЭС 0,01 (100) (группа Б) Прототип Из таблицы видно, что пластины группы А содержат значительно меньшее количество дислокаций, причем разница для пластин ориентации (111) более существенна. Пластины прототипа представляют смесь пластин разных групп, поэтому значение их дефектности занимает промежуточное значение. Таким образом, заявляемый способ позволяет получать по сравнению с прототипом более высокое качество рабочей поверхности пластин за счет отсутствия остатков нарушенного слоя. Источники информации 1. Карбань В.И., Кой П., Рогов В.В., Хофман . и др. Обработка полупроводниковых материалов / Под ред. Новикова Н.В. и Бертольди В. - Киев Наукова думка, 1982. - 256 с. 2. Долгополов М.В., Голубев Ю.М. Исследование механической прочности пластин кремния в зависимости от режимов алмазной резки // Электронная техника. Серия 7. Технология, организация производства и оборудование. - 1974. - Вып. 4 (80). - С. 87-92. 3. Рейви К. Дефекты и примеси в полупроводниковом кремнии Пер. с англ. - М. Мир,1984.475 с. 4. Сенько С.Ф., Зеленин В.А. Оптическая топография - новый метод контроля материалов электронной техники МатериалыМеждународной НТК Современные средства связи. 25 - 29 сентября, Нарочь, Беларусь // Специальный выпуск журнала Известия Белорусской инженерной академии. -1(9)/2. - 2000. - С. 167-169. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: H01L 21/02, H01L 21/304, H01L 21/302
Метки: полупроводниковых, способ, пластин, кремния, изготовления
Код ссылки
<a href="https://by.patents.su/8-7946-sposob-izgotovleniya-poluprovodnikovyh-plastin-kremniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления полупроводниковых пластин кремния</a>
Способ изготовления обкладки конденсатора из поликристаллического кремния
Номер патента: 3148
Опубликовано: 30.12.1999
Авторы: Красницкий Василий Яковлевич, Турцевич Аркадий Степанович, Довнар Николай Александрович, Наливайко Олег Юрьевич
МПК: H01L 21/308
Метки: поликристаллического, конденсатора, способ, кремния, изготовления, обкладки
Текст:
...слоя нанесение дополнительного слоя поликристаллического кремния создание выступов травлением дополнительного слоя через фоторезистивную маску формирование контактного окна к подложке во вспомогательном защитном и диэлектрическом слоях осаждение слоя поликристаллического кремния формирование обкладки удаление вспомогательного слоя. Из-за того, что после удаления вспомогательного слоя между сформированной обкладкой и поверхностью...
Состав для очистки поверхности полупроводниковых пластин
Номер патента: 5639
Опубликовано: 30.12.2003
Авторы: Емельянов Виктор Андреевич, Кисель Анатолий Михайлович, Гранько Владимир Ильич, Иванчиков Александр Эдуардович, Медведева Анна Борисовна, Сугакова Татьяна Евгеньевна
МПК: H01L 21/306
Метки: состав, полупроводниковых, пластин, очистки, поверхности
Текст:
...тому, что содержит кислородный гетероцикл фиксированных размеров, избирательно захватывающий ионы щелочных и щелочноземельных металлов. Пропанол-2 (изопропиловый спирт, ИПС) - материал квалификации ос.ч., производится на соответствие ГОСТ 9805-84. Химическая формула СН 3-СН(ОН)-СН 3. Это бесцветная прозрачная жидкость. Хорошо растворяется в воде. Относится к классу спиртов и к группе неионогенных поверхностно активных веществ. Умеренно...
Способ изготовления полупроводниковых кремниевых структур с геттером
Номер патента: 6541
Опубликовано: 30.09.2004
Автор: Сенько Сергей Федорович
МПК: H01L 21/265
Метки: геттером, структур, изготовления, полупроводниковых, кремниевых, способ
Текст:
...толщина пленки очень мала, она удаляется очень быстро. Обычно процесс предэпитаксиального отжига проводят в течение 0,5-2 мин. При этом происходит также следующее. Водород вследствие малого размера атома быстро диффундирует в кремний и насыщает его. Соединяясь с кислородом, растворенным в кремнии, он образует воду, которая диффундирует 2 6541 1 к поверхности пластины и испаряется из нее. У поверхности пластин образуется обедненная кислородом,...
Устройство интерференционного контроля геометрических параметров полупроводниковых пластин
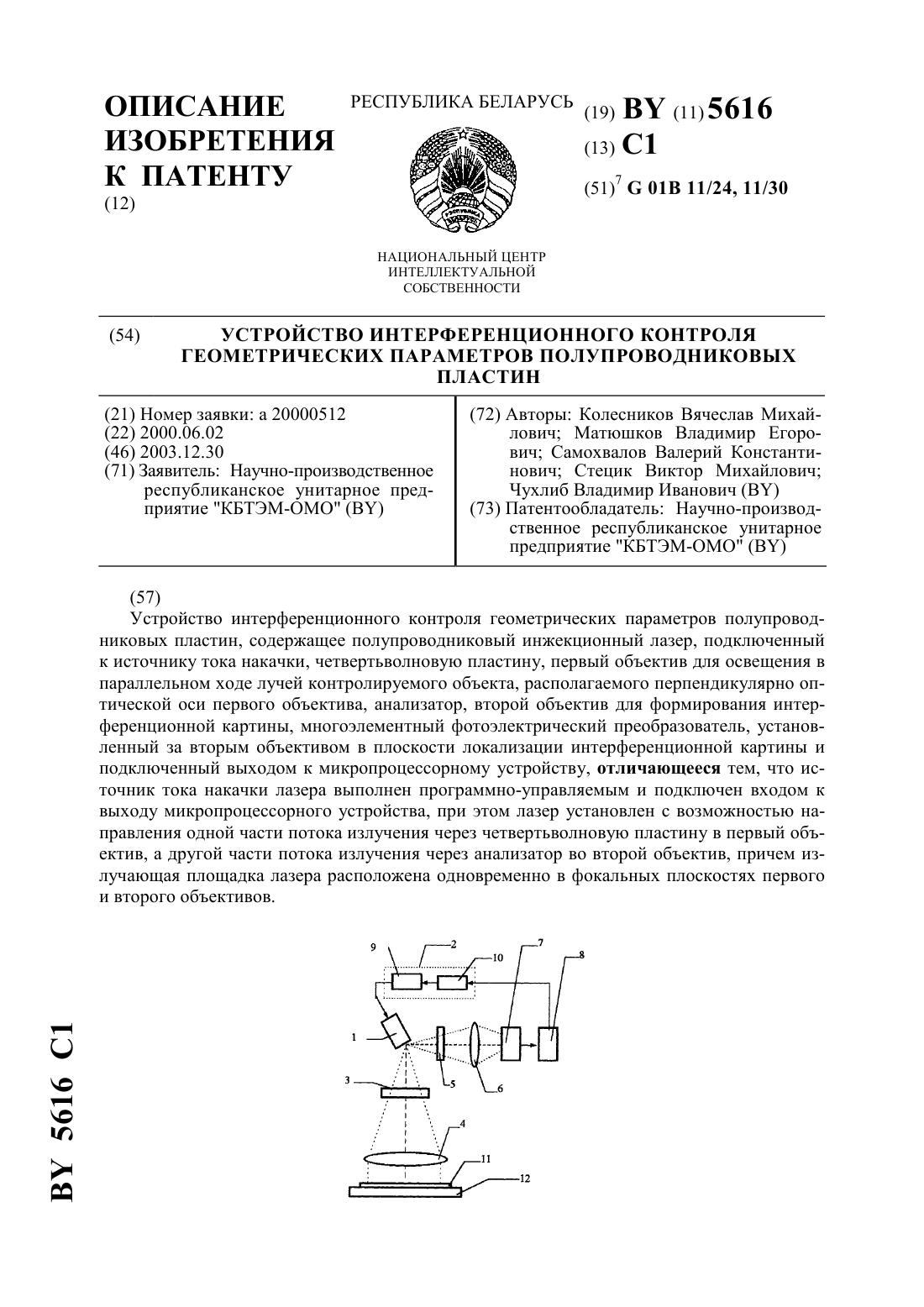
Номер патента: 5616
Опубликовано: 30.12.2003
Авторы: Матюшков Владимир Егорович, Самохвалов Валерий Константинович, Колесников Вячеслав Михайлович, Стецик Виктор Михайлович, Чухлиб Владимир Иванович
МПК: G01B 11/24, G01B 11/30
Метки: устройство, интерференционного, геометрических, пластин, полупроводниковых, контроля, параметров
Текст:
...- упрощение конструкции устройства Суть изобретения поясняется чертежом, где изображена оптическая схема предложенного устройства. Устройство содержит инжекционный полупроводниковый лазер 1 с широкой диаграммой направленности излучения, подключенный к источнику тока накачки 2, четвертьволновую пластину 3, первый объектив 4 для освещения в параллельном ходе лучей контролируемого объекта 11, расположенного перпендикулярно оптической оси...
Способ изготовления полупроводниковых интегральных схем
Номер патента: 3700
Опубликовано: 30.12.2000
Авторы: Юшкевич Геннадий Иосифович, Бордодынов Александр Петрович
МПК: H01L 21/308
Метки: способ, схем, интегральных, полупроводниковых, изготовления
Текст:
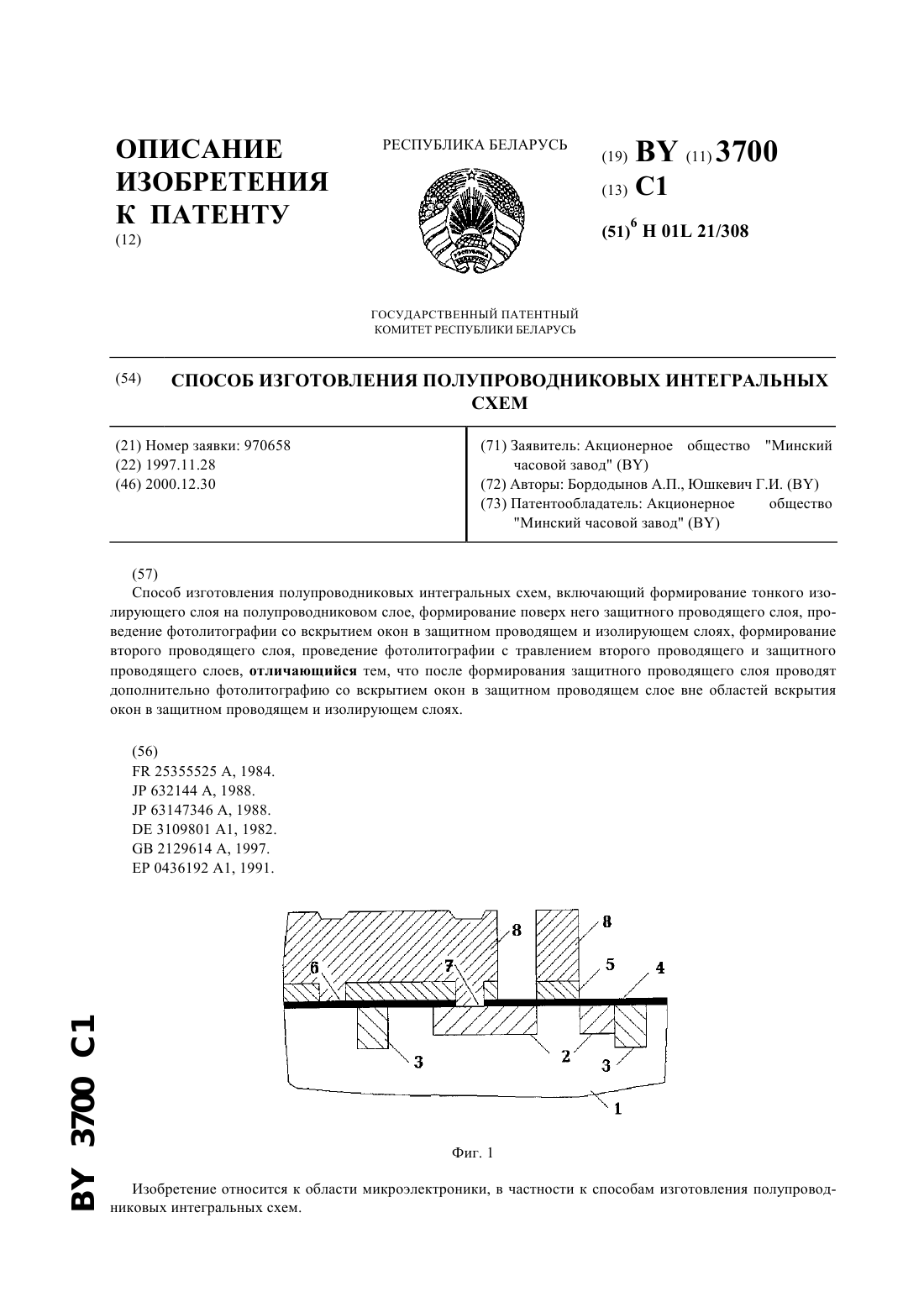
...слое вне областей вскрытия окон в защитном проводящем и изолирующем слоях. Таким образом, второй проводящий слой формируется не только на защитном проводящем слое и на полупроводниковом слое (во вскрытых контактных окнах), а и на тонком изолирующем слое во вскрытых во время дополнительной фотолитографии окнах. Введение дополнительной операции позволит обеспечить гарантированно надежное соединение элементов металлической разводки с...
Предыдущий патент: Способ изготовления торцового паркетного пола с эффектом объемного рисунка
Следующий патент: Устройство для проверки исправности указателей напряжения
Случайный патент: Состав для химической очистки поверхности пленок на основе алюминия