Литейно-прокатный комплекс металлургического микрозавода
Номер патента: U 3307
Опубликовано: 28.02.2007
Авторы: Мандель Николай Львович, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Мельников Алексей Петрович, Кукуй Давыд Михайлович, Ткачев Сергей Павлович, Трусова Ирина Александровна, Герман Михаил Леонидович, Кабишов Сергей Михайлович

Текст
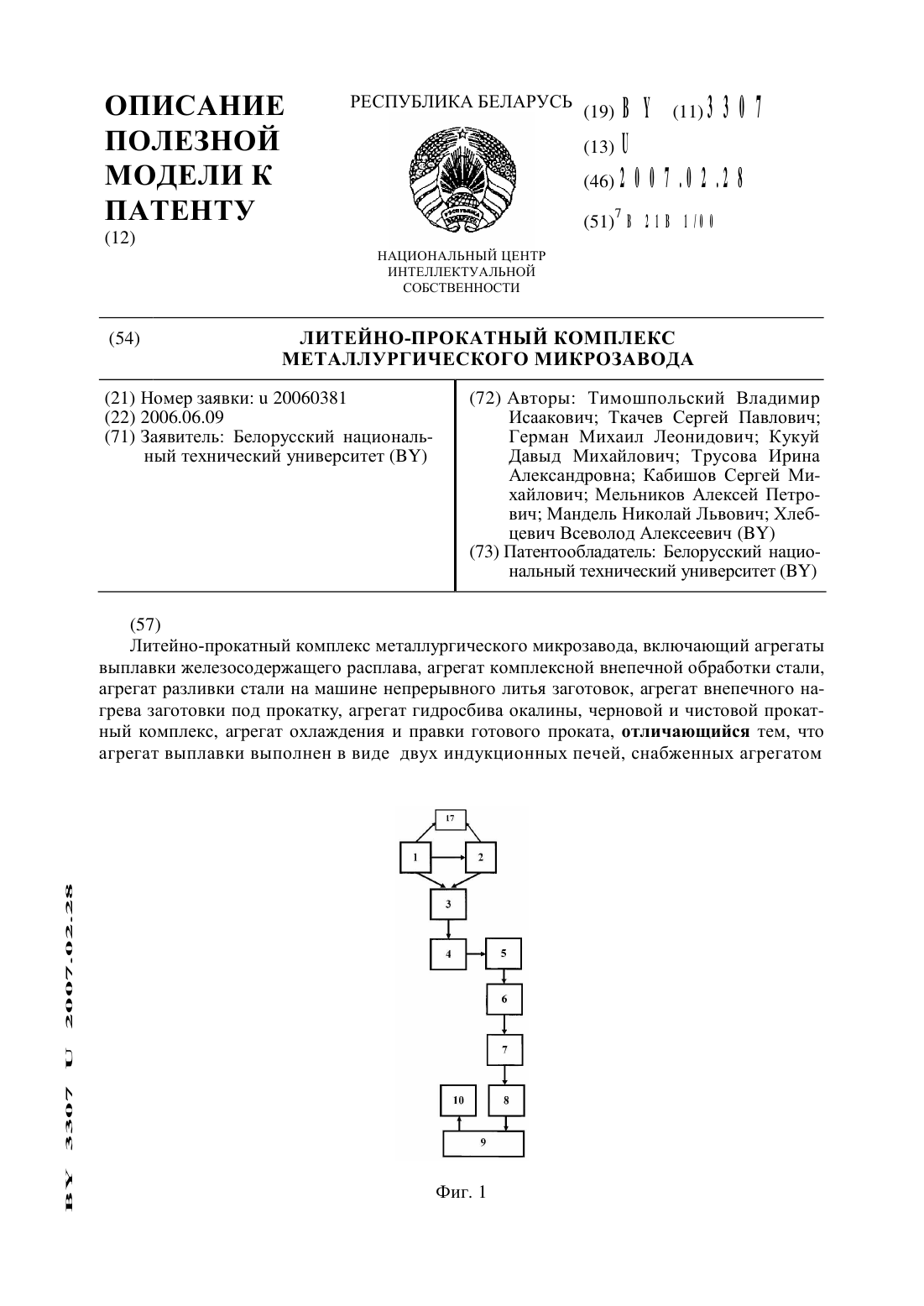
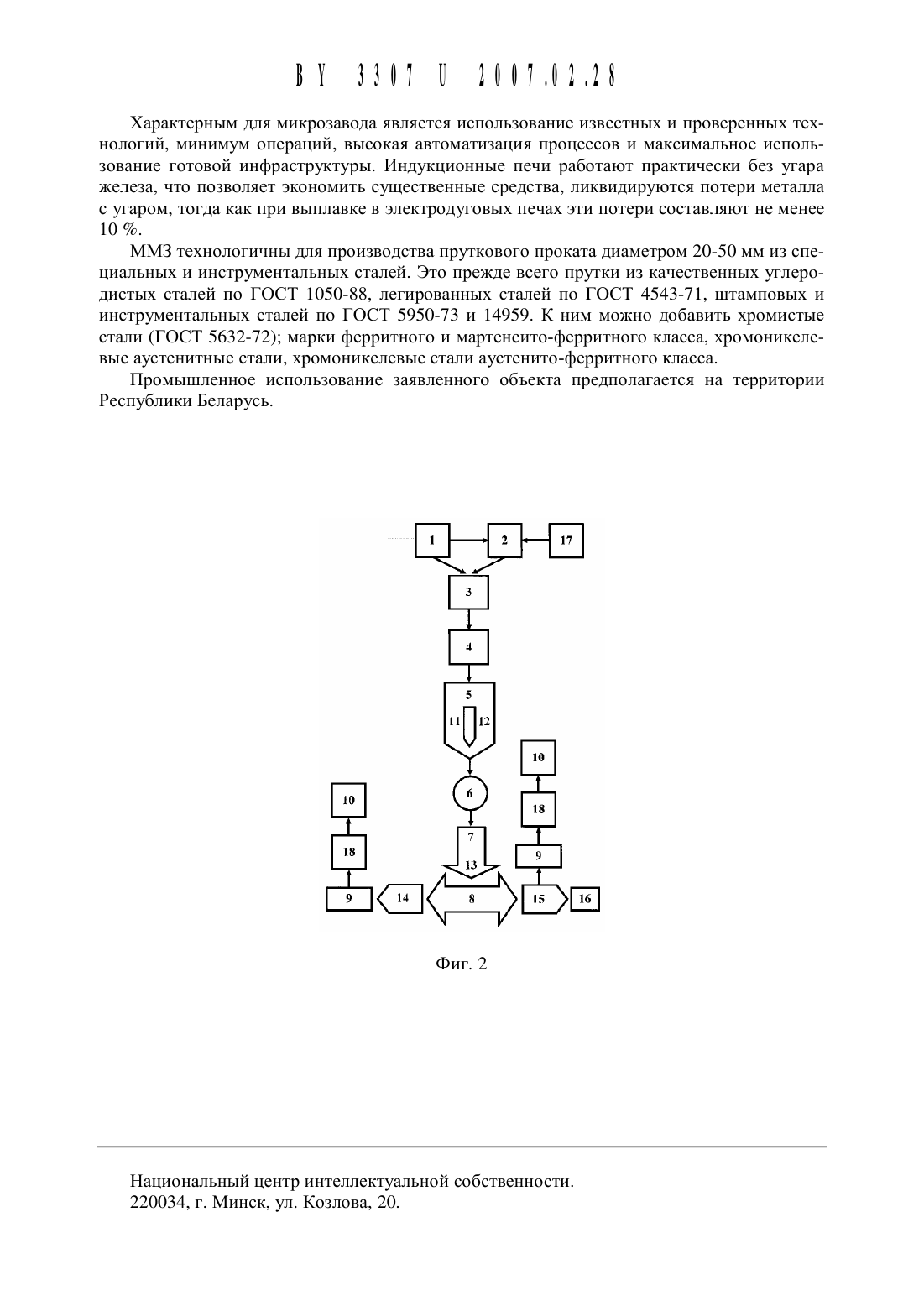
/ газоочистки И дожигания соответственно отходящих газов и продуктов смазочно-охлаждающей жидкости в переплавляемой стружке и щламе и технологически связанных между собой и с агрегатом комплексной внепечной обработки стали, а агрегат разливки на мащине непрерывного литья заготовок выполнен с возможностью одновременно осуществлять непрерывное литье заготовок квадратного и/или круглого профиля, при этом агрегат нагрева заготовки под прокатку выполнен двухмодульным индукционная печь - газопламенная печь причем прокатный комплекс включает технологически связанные между собой черновые клети стана предварительной деформации, стана с универсальными клетями, поперечно-винтовой прокатки и проволочного стана.1. Чигринов М.Г., Чигринов А.М., Пруцков М.Е. Производство мелких непрерывнолить 1 х заготовок. - М. Интермет инжиниринг, 1998. - С. 127.2. Сивак Б., Протасов А. Современное состояние и перспективы развития мини заводов по производству сортового проката // Национальная металлургия. - 2002. - Не 2. С. 38-46.Полезная модель относится к металлургии, к технологии изготовления товарной продукции на литейно-прокатном комплексе из литых и непрерывно-литых заготовок путем переплава щихтового материала на основе компактированной и/или некомпактированной стальной стружки и/или металлического лома.За последние 20 лет металлургическая наука создала новые эффективные технологии,что привело к созданию мини- и микрозаводов (ММЗ) и литейно-прокатных комплексов(ЛПК). США около 50 металлопродукции производят на мини-заводах. В развитых странах на их долю приходится уже не менее 40 произведенного металлопроката. По прогнозам к 2020 году не менее 70 металлопродукции в мире будет производиться на мини- и микрозаводах.Известен литейно-прокатный комплекс металлургического микрозавода - ЛПК для производства сортового проката из стали, включающий металлургический модуль для переплава лома в объеме до 10 тыс. тонн в год. Металл переплавляют в 6-тонной индукционной печи и разливают на одноручьевой мащине непрерывного литья заготовок - МНЛЗ. Затем в зависимости от получаемого сортамента заготовки направляют для дальнейщей переработки на прокатный модуль, где из заготовки производят сортовой прокат на 20-50 меньщего диаметра. При этом на прокатный стан заготовка поступает без нагрева в печи, используя теплосодержание литой заготовки 1.Технология известного ЛПК может быть реализована только с использованием химически чистого металлического лома.В качестве прототипа принят литейно-прокатный комплекс - ЛПК металлургического микрозавода, включающий агрегаты выплавки стали, внепечной обработки стали, разливки стали на мащине непрерывного литья заготовок - МНЛЗ, нагрева под прокатку, гидросбива окалины перед прокаткой, черновой и чистовой прокатный комплекс мелкосортного стана, агрегат охлаждения и правки готового проката 2.ЛПК-прототип обладает теми же недостатками, что и известные аналоги, т.е. при его высокой производительности технологические возможности ЛПК ограничены, так как он может быть реализован только для производства стального проката стали в прутках и только на основе переплава химически чистого металлического лома.Заявленное техническое рещение основывается на расщирении технологических возможностей путем переплава компактированной и/или некомпактированной чугунной и/или стальной стружки и/или металлического лома и независимого получения товарной продукции на различных технологических стадиях выплавка и получение товарного чу 2гуна В чу 1 Цках И стали В ВИДС НСПРСРЫВНО-ЛИТОЙ заготовки. Новая ТСХНОЛОГИЯ МСНСС затратна ПО сравнению С ИЗВССТНЫМИ.Технический результат, получаемый при решении поставленной задачи, проявляется в возможности получения товарной продукции на различных технологических стадиях вь 1 плавка и получение товарного чугуна и стали путем управления технологическим регламентом работы модулей, из которых построен ЛПК.Поставленная задача достигается тем, что в литейно-прокатном комплексе металлургического микрозавода, включающем агрегаты выплавки железосодержащего расплава,агрегат комплексной внепечной обработки стали, агрегат разливки стали на мащине непрерывного литья заготовок, агрегат внепечного нагрева заготовки под прокатку, агрегат гидросбива окалины, черновой и чистовой прокатный комплекс, агрегат охлаждения и правки готового проката, согласно полезной модели, агрегат выплавки выполнен в виде двух индукционных печей, снабженных агрегатом газоочистки и дожигания соответственно отходящих газов и продуктов смазочно-охлаждающей жидкости в переплавляемой стружке и щламе и технологически связанных между собой и с агрегатом комплексной внепечной обработки стали, а агрегат разливки на мащине непрерывного литья заготовок выполнен с возможностью одновременно осуществлять непрерывное литье заготовок квадратного и/или круглого профиля, при этом агрегат нагрева заготовки под прокатку выполнен двухмодульным индукционная печь - газопламенная печь причем прокатный комплекс включает технологически связанные между собой черновые клети стана предварительной деформации, стана с универсальными клетями, поперечно-винтовой прокатки и проволочного стана.Для лучщего понимания техническое рещение поясняется чертежом, гдефиг. 1 - общая технологическая схема литейно-прокатного комплексафиг. 2 - дифференциальная технологическая схема литейно-прокатного комплекса.Литейно-прокатный комплекс металлургического микрозавода по фиг. 1 включает технологически взаимосвязанные между собой автоматической системой управления агрегаты выплавки железосодержащего расплава, агрегат комплексной внепечной обработки стали, выполненные в виде технологически связанных между собой, по меньщей мере,двух индукционных печей 1 и 2, агрегат 3 внепечной комплексной обработки стали - АКОС для ее рафинирования и доводки по химическому составу и температуре, снабженный автономной мащиной непрерывного литья заготовок 4, агрегат нагрева заготовок под прокатку 5, агрегат гидросбива окалины 6, черновой прокатный комплекс 7 и чистовой прокатный комплекс 8, агрегат охлаждения проката 9 и агрегат 10 правки готового проката.На чертеже фиг. 2 приводится более детальная схема расположения агрегатов ММ 3.Агрегат 5 нагрева непрерывно-литой заготовки под прокатку по фиг. 2 выполнен двухмодульным газопламенная печь 11 или индукционная печь 12, может быть использован специальный нагревательный индуктор для подогрева непрерывно-литой заготовки при этом черновой прокатный комплекс 7 и чистовой прокатный комплекс 8 могут включать технологически связанные между собой модули черновых клетей 13 чернового прокатного комплекса 7 и модули чистового прокатного комплекса 8, состоящего из станов поперечно-винтовой прокатки 14 и универсальных чистовых клетей 15 и далее проволочного стана 16.Агрегат выплавки, выполненный в виде двух индукционных печей 1, 2, снабжен по фиг. 1, 2 агрегатом 17 газоочистки и дожигания соответственно отходящих газов и продуктов смазочно-охлаждающей жидкости, содержащихся в переплавляемой стружке и щламе.Применение агрегата 17 по сравнению с известным уровнем техники более прогрессивно осуществляет утилизацию тепла отходящих газов и продуктов дожигания, в том числе и для выработки пара на технологические нужды основного производства.Станы поперечно-винтовой прокатки 14, 15 снабжены средством 18 порезки проката на Мерные длины.На металлургическом микрозаводе агрегат 3 внепечной комплексной обработки стали АКОС - может быть снабжен средством для продувки инертным газом стального расплава, которое на Чертеже условно не показано.В зависимости от технологических нужд на машине 4 непрерывного литья заготовок можно разливать одновременно или порознь заготовки круглого и/или заготовки квадратного профилей.Описание схемы работы металлургического микрозавода.Особенностью нового металлургического микрозавода является возможность независимого получения товарной продукции на различных технологических стадиях выплавка и получение стали, разливка непрерывно-литой заготовки, получение готового проката в прутках и бунтах. В индукционных плавильных печах 1, 2, например, производительностью по 10 т каждая, используя в качестве шихтовых материалов стальную стружку, холодно- или горячепрессованные брикеты из стальной стружки, а также чистый металлолом и/или окатыши, получают жидкий расплав, который после рафинирования и доводки на АКОС-3, например, производительностью до 25 т разливают на МНЛЗ-4, например, со сменным кристаллизатором в непрерывно-литые стальные заготовки квадратного и/или круглого сечения.В зависимости от технологического регламента новая конфигурация микрозавода позволяет использовать, например, две индукционные печи для прямого получения стали или чугуна путем переплава шихты заданного состава. Возможен вариант одновременной работы двух индукционных печей для подготовки жидкого полупродукта с целью его доводки до готовой стали на АКОС.По одной из технологий непрерывно-литая заготовка, полученная на МНЛЗ-4 может реализовываться как товарная продукция или направляться для последующего передела на прокатный модульный комплекс. После подогрева мерной непрерывно-литой заготовки в индукторе 12 непосредственно после МНЛЗ либо в пламенной нагревательной печи 11,при использовании холодных заготовок со склада, и прокатки заготовок в обжимной клети 7 или на стане поперечно-винтовой прокатки 14 производят средством 18 порезку проката на мерные длины, его охлаждение и правку на агрегате 10, в результате чего получают готовую продукцию в виде длинномерного проката в прутках диаметром 17-75 мм. При использовании клетей в виде непрерывного или линейного стана можно получать угловой профиль 25 25-40 40 мм или швеллер Не 5-6,5 (13-14 фиг. 2). Непрерывно-литая заготовка, прокатанная на станах поперечно-винтовой прокатки 14, позволяет получать прокат в прутках в широком диапазоне диаметров. Такая технология позволяет в дальнейшем углублять степень переработки продукции. Например, добавив проволочный прокатный блок с линией охлаждения и моталкой, получаем возможность производства катанки И 5,5-14 мм.Особенностью данной технологии является возможность использования перегретого полупродукта в индукционной печи на 5070 С выше температуры ликвидус для последуюшего рафинирования и доводки на АКОС-3, что позволяет в конечном итоге получить расплав однородный по химическому составу и температуре и с незначительным количеством неметаллических включений и газов. Затем на МНЛЗ-4 со сменным кристаллизатором сталь разливают в заготовки соответственно квадратного (100 100 мм) и/или круглого (И 85 мм) сечения, которые после порезки и подогрева в индукционной печи(индукторе) 12 подают в устройство 6 гидросбива окалины. В результате последующей прокатки заготовок в черновом прокатном комплексе 7 и в чистовом прокатном комплексе 8 на станах 13 и в универсальных клетях 14 получают фасонный прокат в виде уголка ишвеллера, а при прокатке на станах поперечно-винтовой прокатки получают круглый прокат, который является товарным или подкатом для проволочного стана 16.По другой из технологий непрерь 1 вно-литая заготовка может реализовь 1 ваться как товарная продукция или направляться для последующего передела на прокатный Модульный комплекс на базе стана 15 поперечно-винтовой прокатки, производят средством 19 порезку проката на Мерные длины, его охлаждение и правку на агрегате 10, в результате чего получают готовую продукцию в виде длинномерного проката в прутках диаметром 17-75 мм.Непрерывно-литая заготовка, прокатанная на станах 15 поперечно-винтовой прокатки,позволяет получать прокат в прутках в широком диапазоне диаметров. Такая технология позволяет в дальнейшем углублять степень переработки продукции. Например, добавив проволочный прокатный блок 16 с линией охлаждения и моталкой, получаем возможность производства катанки И 5,5-14 мм.Достоинства модульной конструкции металлургического микрозавода.Особенностью данного металлургического микрозавода является возможность независимого получения товарной продукции на различных технологических стадиях на базе индукционных печей, используя в качестве исходного материала стальную стружку до 3-70 , чистый металлолом и/или окатыши - стальное литье в формы, например кокиль на МНЛЗ со сменным кристаллизатором - товарную заготовку квадратного или круглого сечения. После прокатки заготовок в черновой клети и на станах с универсальными клетями или на стане поперечно-винтовой прокатки производят порезку проката на мерные длины, его охлаждение и правку, в результате чего получают готовую продукцию (пруток,уголок, швеллер и т.д.). Такая технологическая схема позволяет в дальнейшем углублять степень переработки продукции. Новая конструкция металлургических микрозаводов реализует поставленную объектом промсобственности задачу и по сравнению с известными аналогами позволяет достигнуть1) использование местной сырьевой базы в режиме переработки стружки черных металлов 2) сравнительно невысокая стоимость строительства и быстрая окупаемость (как правило не более 1,5 лет) 3) возможность использования существующих производственных мощностей, что существенно удешевляет строительство микрозавода 4) максимальная гибкость ассортимента в зависимости от ситуации на рынке или независимость от ценовой конкуренции при монопольном производстве продукции с уникальными свойствами 5) модульный принцип организации позволяет быстро наращивать, перестраивать или тиражировать производство.В условиях микрозавода становится рентабельным использование менее качественного вторичного сырья, например стружки, железосодержащих шламов и брикетов из них. Поэтому в строительстве металлоперерабатывающих микропроизводств заинтересованы ломопереработчики и крупные машиностроительные предприятия. Эти технологии менее затратны и более экологичны.Новые технологии металлургических микрозаводов позволяют поднять выработку на одного работающего до 1500 тонн в год, те в 5-10 раз по сравнению с традиционными металлургическими предприятиями. Мини- и микрозаводы нового поколения экологически более чистые, потребляют электроэнергии в 3-5 раз меньше, имеют массу оборудования в 50-150 раз меньшую, занимают значительно меньше места. Такой завод-цех располагается на площади 33 125 м, и обслуживают его 15 человек в смену. Цикл получения готового проката сокращен в 100 раз. От завалки лома в плавильную печь до отгрузки проката проходит менее 3-х часов.Достоинством микрозавода является максимальная гибкость изменения его ассортимента в зависимости от ситуации на рынке. Модульный принцип создания такого производства позволяет быстро его наращивать и перестраивать или тиражировать. При изменении ситуации на рынке его можно быстро перенести на другое место.
МПК / Метки
МПК: B21B 1/00
Метки: литейно-прокатный, микрозавода, комплекс, металлургического
Код ссылки
<a href="https://by.patents.su/6-u3307-litejjno-prokatnyjj-kompleks-metallurgicheskogo-mikrozavoda.html" rel="bookmark" title="База патентов Беларуси">Литейно-прокатный комплекс металлургического микрозавода</a>
Литейно-прокатный комплекс металлургического микрозавода
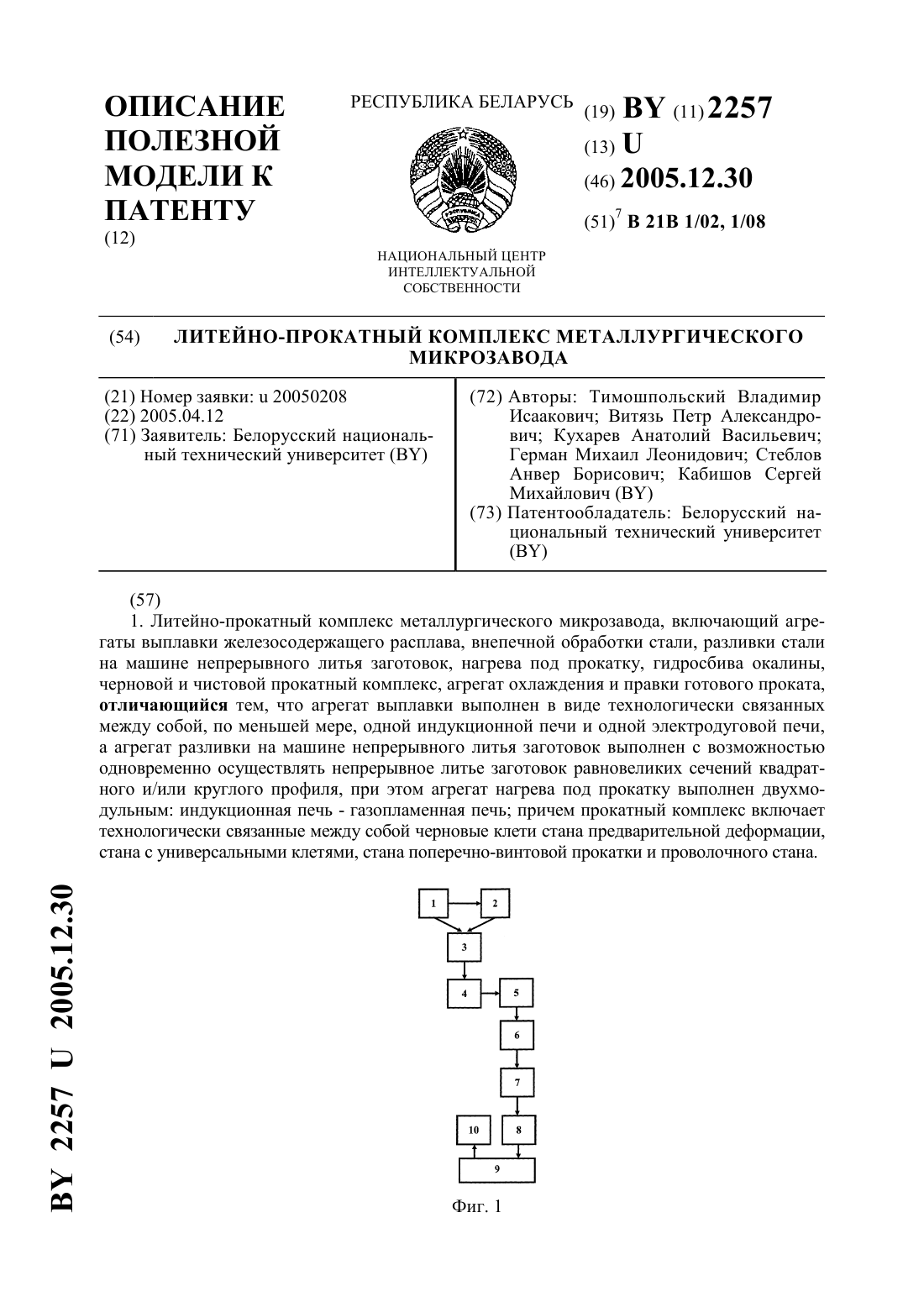
Номер патента: U 2257
Опубликовано: 30.12.2005
Авторы: Кухарев Анатолий Васильевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Герман Михаил Леонидович, Витязь Петр Александрович, Кабишов Сергей Михайлович
Метки: литейно-прокатный, металлургического, микрозавода, комплекс
Текст:
...работы ЛПК микрозавода. Особенностью нового литейно-прокатного комплекса является возможность независимого получения товарной продукции на различных технологических стадиях выплавка и получение товарного чугуна и стали, разливка непрерывно-литой заготовки, получение готового проката в прутках и бунтах. В индукционных плавильных печах 1, используя в качестве исходного материала чугунную стружку от обработки литейных форм (СЧ, хим. состав С -...
Прокатный стан Маковича
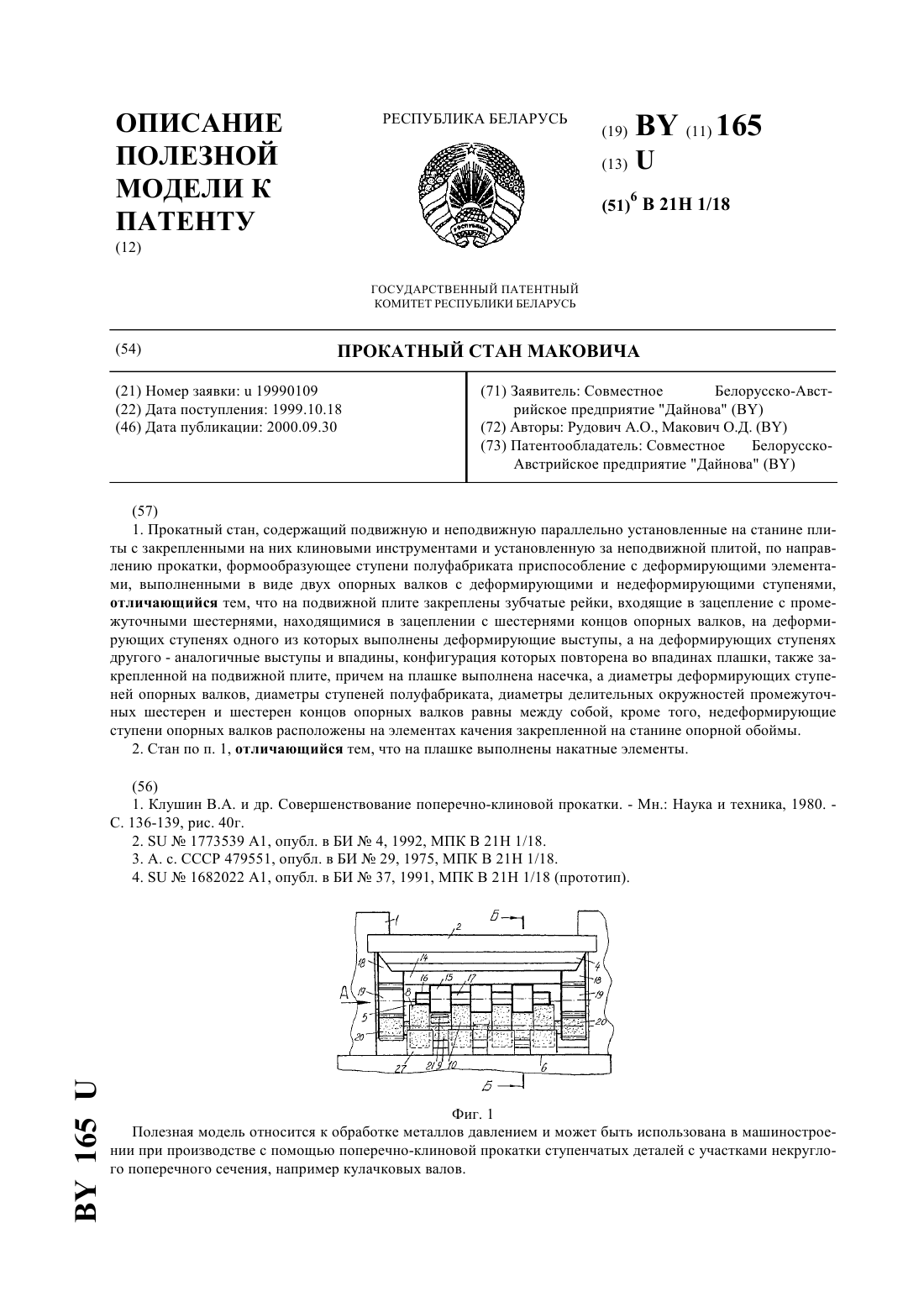
Номер патента: U 165
Опубликовано: 30.09.2000
Авторы: Рудович Александр Олегович, Макович Олег Дмитриевич
МПК: B21H 1/18
Метки: маковича, прокатный, стан
Текст:
...концов опорных валков, направлено на получение одинаковых окружных скоростей вращения проскальзывания полуфабриката при обработке. 165 Расположение недеформирующих ступеней опорных валков на элементах качения, закрепленной на станине опорной обоймы, направлено как на снижение действия вредных сил трения, так и на устранение нежелательного изгиба полуфабриката. Выполнение накатных элементов на плашке позволит выполнять на ступенях...
Прокатный стан
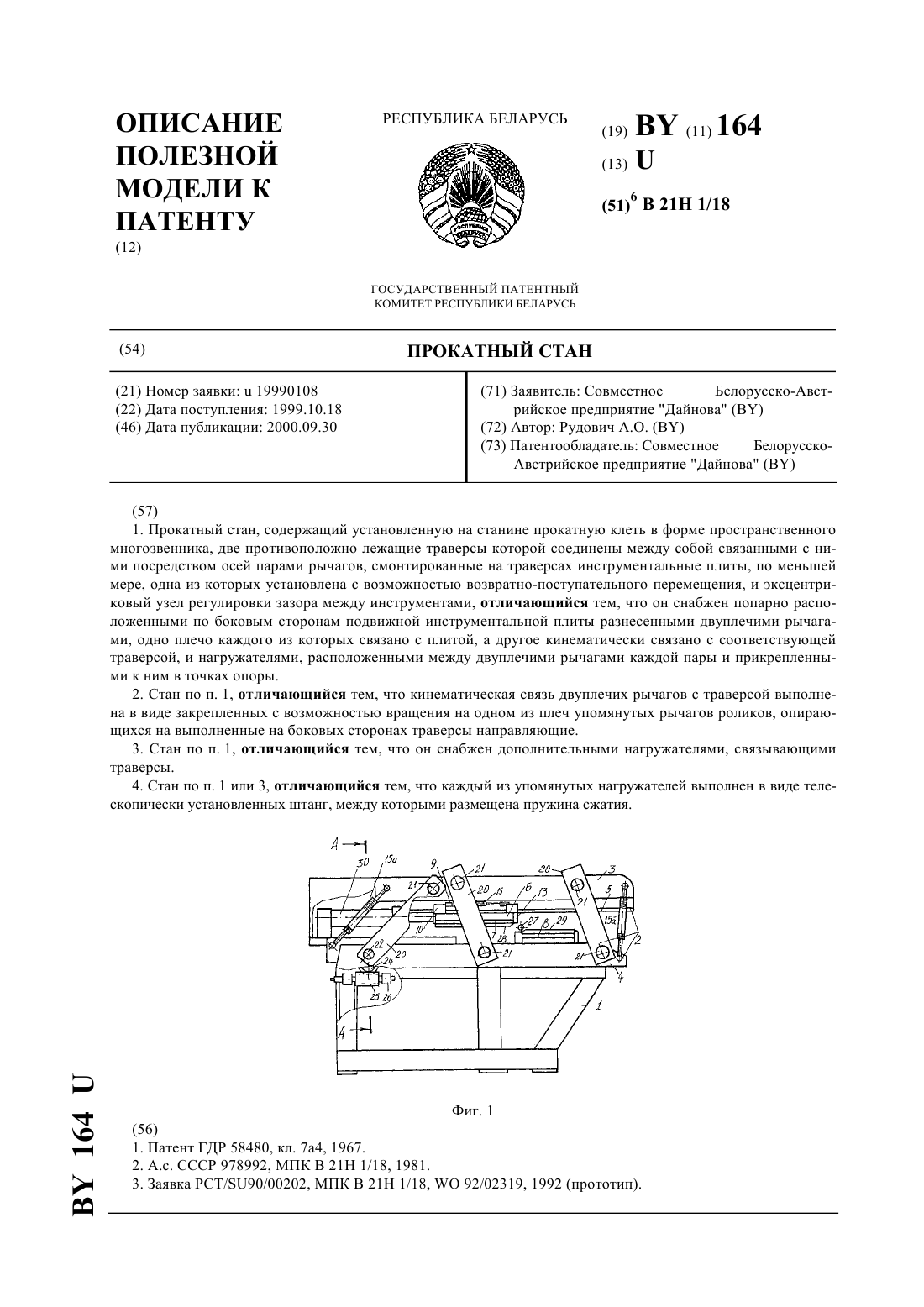
Номер патента: U 164
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Текст:
...связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг. 1 на фиг.4...
Прокатный стан
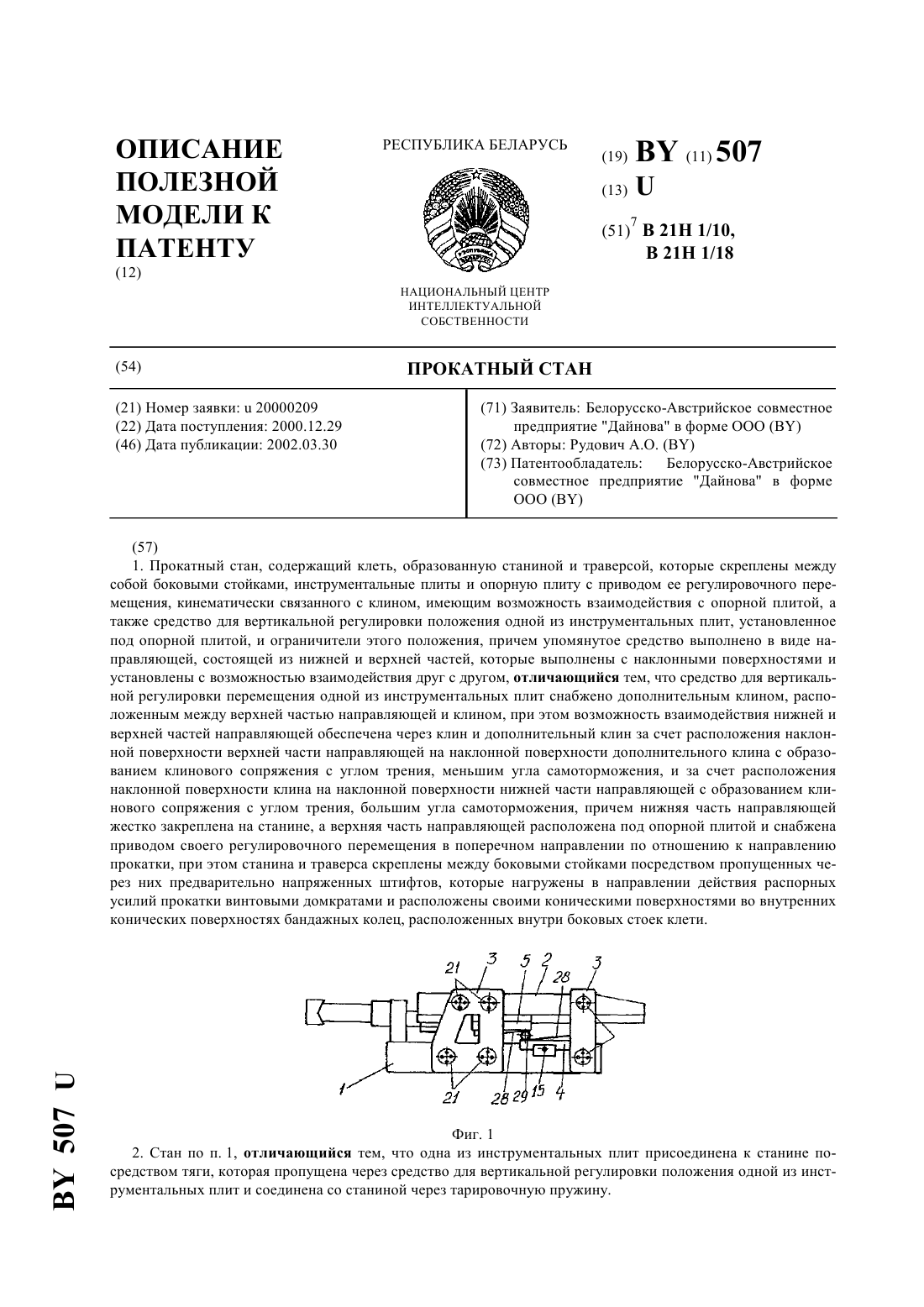
Номер патента: U 507
Опубликовано: 30.03.2002
Автор: Рудович Александр Олегович
Текст:
...и за счет расположения наклонной поверхности клина на наклонной поверхности нижней части направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения,и способствует быстродействию расклинивания прокатного стана. В результате сократится время контакта рабочих поверхностей инструментальных плит с обрабатываемой заготовкой, высокая температура которой может отрицательно влиять на точность получения из...
Прокатный валок
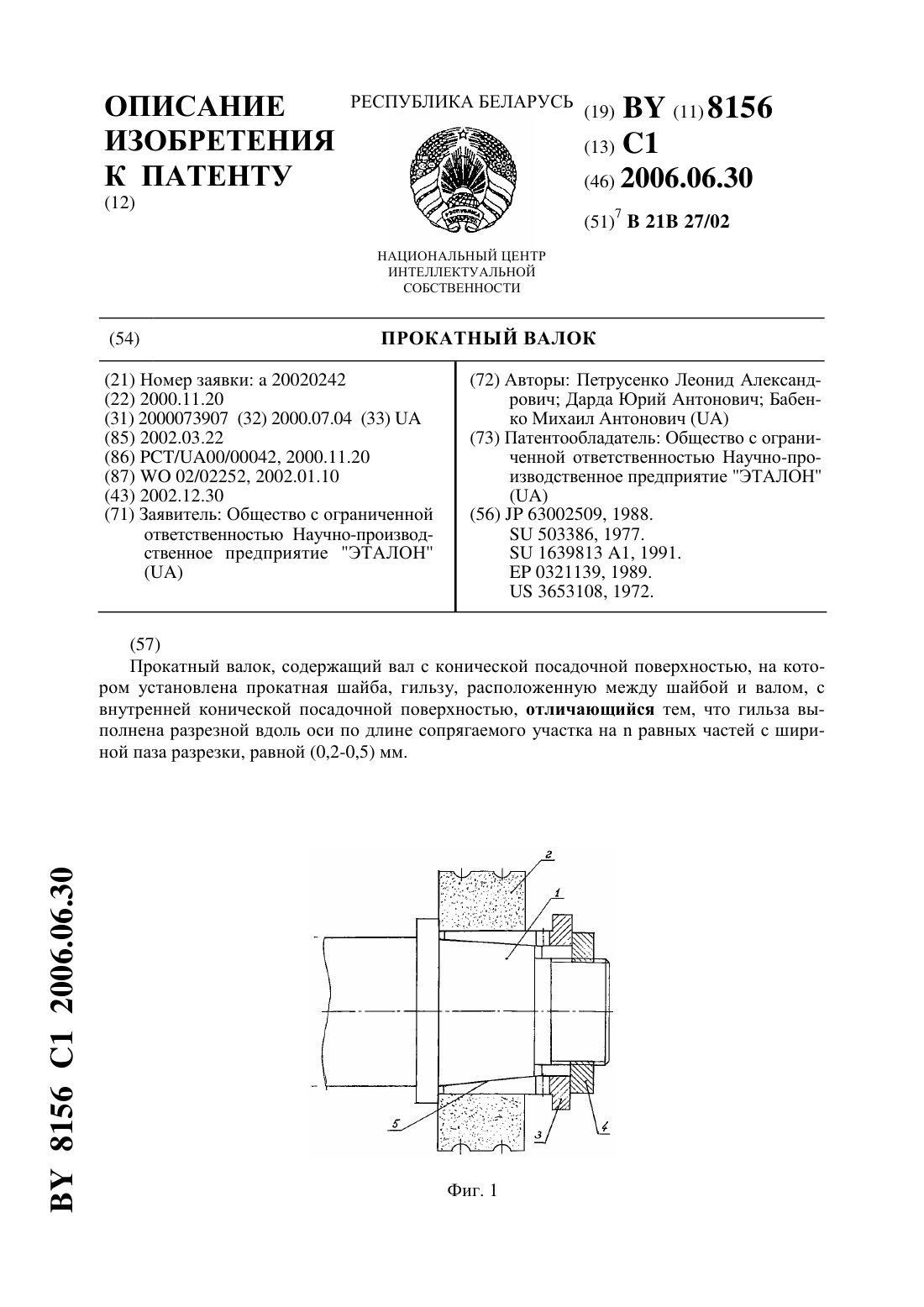
Номер патента: 8156
Опубликовано: 30.06.2006
Авторы: Бабенко Михаил Антонович, Дарда Юрий Антонович, Петрусенко Леонид Александрович
МПК: B21B 27/02
Текст:
...оборудования для его производства, в особенности большие технологические затруднения, вызывает изготовление внутренних поверхностей сложной формы. Задачей предлагаемого технического решения является улучшение эксплуатационных характеристик валка, а именно повышение надежности крепления и уменьшение усилий распрессовки деталей валка за счет нового конструктивного выполнения гильзы. Поставленная задача достигается тем, что в прокатном...
Предыдущий патент: Устройство для определения механических характеристик металлических изделий
Следующий патент: Поворотная дисковая заслонка
Случайный патент: Устройство норменного декодирования трехкратных ошибок БЧХ-кодами