Летучий обжимной пресс
Текст
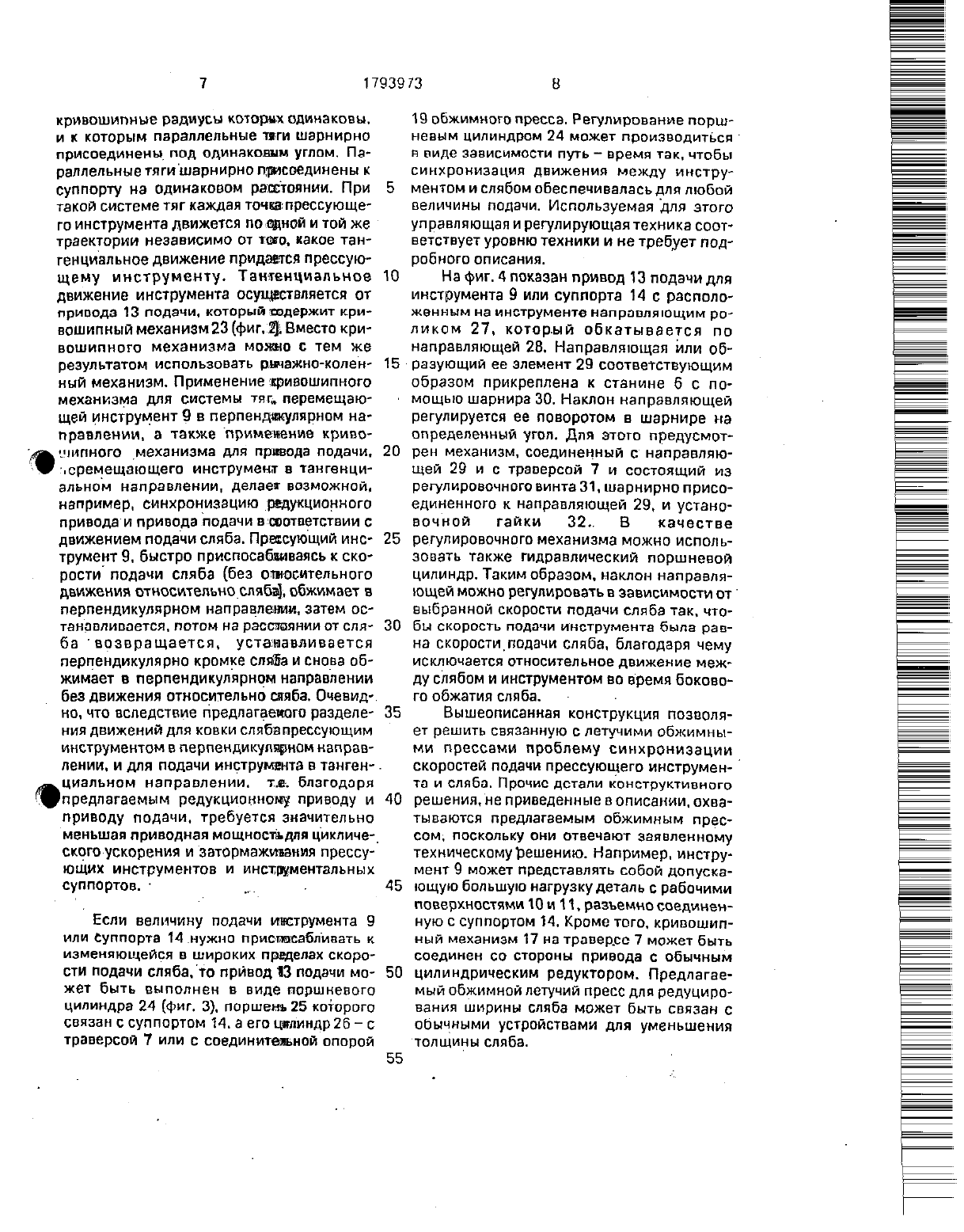
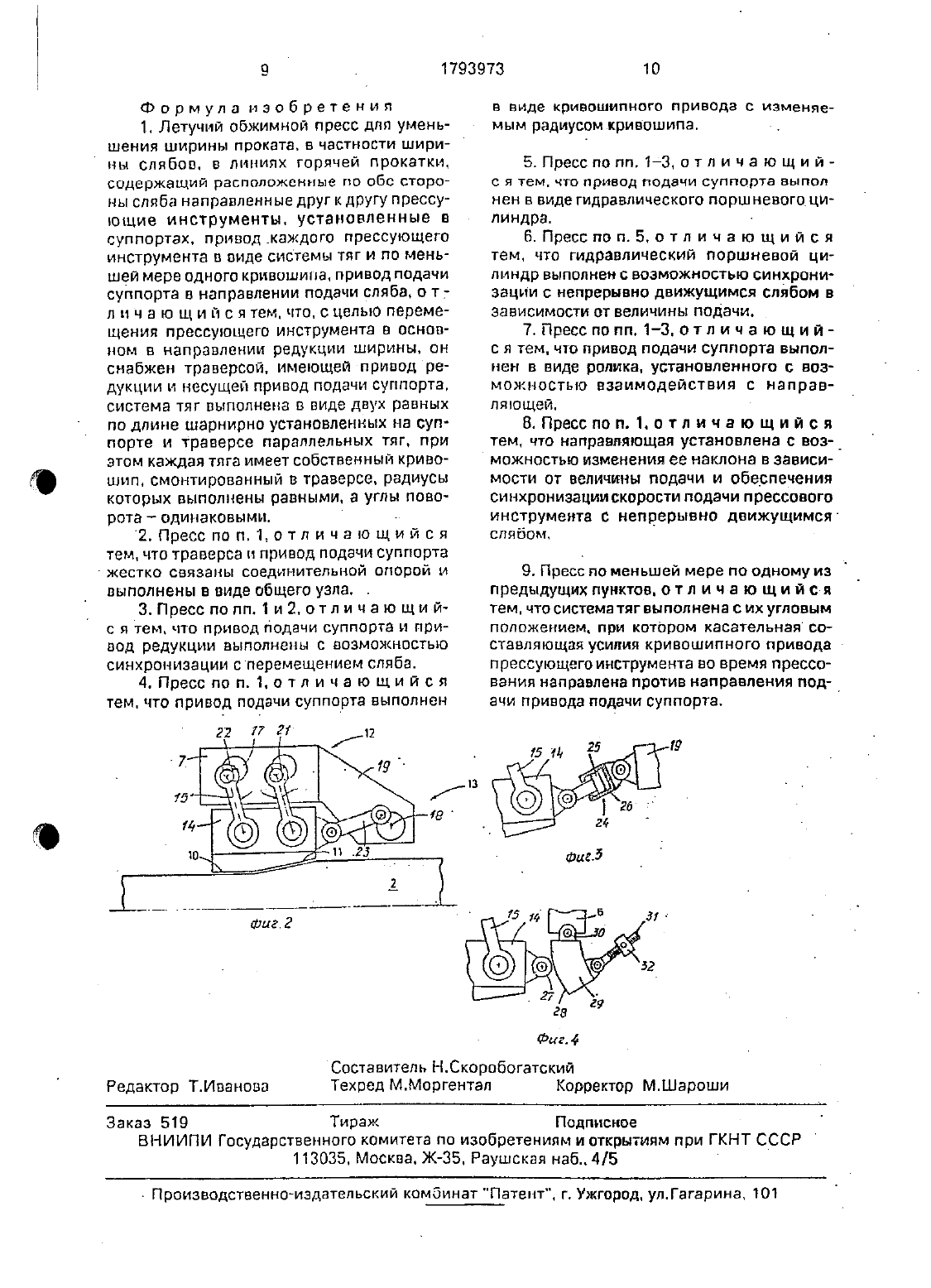
ЗАРЕГИСТРИРОВАН в РЕСПУБЛИКЕ БЕЛАРУСЬ пдтугзнт Мв 4 73СОЮЗ СОВЕТСКИХ СОЦИАП ИСТИЧЕСКИХ РЕСПУБЛИКГОСУДАРСТВЕРНОЕ ПАТЕНТНОЕ ВЕДОМСТВО СССР(56) 1. Европейский патент ЕР Мг 0112516.1/22. опублик. 1977. - З. Патент США Мг 3583192. кл. В 21 Е) 311/00. 1971(57) Использование для уменьшения ширипрессуъощий инструмент 9 с соответствую щим суппортом может перемещаться в на-правлении редукции с помощью системы 20 тяг. приводимой в действие по меньшей мере ОДНИМ КрИВОШИПНЬЕМ механизмом. при этом кривошипный механизм расположен на траверсе 7. Кроме того, на инструмеъг тельный суппорт 14 воздействует по меньшей мере один привод 13 подачи. действующий в направлении подачи сляба. 8 зл. ф-лы. 4 ил.(21) 4743993/27 ны проката в линиях горячей прокатки ши(22) 28.05.90 . рокик полос. Сущность изобретения пресс(46) 07.02.93. Бюл. Мг 5 включает расположенные по обе стороны от(31) Р 391739114 - кромок сляба инструментальные суппорты.о 1 Изобретение относитсг к летучему обжимному прессу Для утленьшеч-ттал щтлргнчьз проката. в частттосттп шириныслябов в линиях горячегт прокатки шатрами полос. включающему расположенные пробе стороны по краям сляба инструментальтньте суппорты. несущие прессующтте инстшменты- 0539 Щенные ДГЗУГ К ДРУГ) Известен облсимной пресс. который содержит пару прессутоцдтгтх иттотруметттое. которые расположены по обеим сторонам линии подачи сплбов так. кттобьъ их рабочие поверхности для гтрессованил слаба бьтли обращены друг к ДРУГУ. По яненъшегг клеве одна из этих рабочих лове властей по существу параллельна направлению подачи сля ба, другая рабочая поверхность наклонена относительно направления подачи сляба. Вибрационное устройство передает прессу ющему инструменту с параллельной и на клона-той поверхностью колебания т. Этотобжимной пресс. крвьтетогощодвржит блок регулирования ширины для регулирования положения прессутощего инструмента по ширине сляба и блок управления. который определяет. что передний конец слаба располагается между параллельными поверхностями прессующего танструмента. и. КОТОРЫЙ ЗЭТСМ ПЭИВОДНТ В ДЕЙСТВИЕ УСТПОЙство регулирования шъ-тринька также после осуществленилзэдаттнвго п рассвванилвиб рационное устройство. Такой обжимной пресс позволяет уменьшить время бокового обнсатия. а также улучшить эффект обжатигт в отношении форгль сляба иего поверхности. Однако технические затраты на устройство регулирования ширины и на управление вибрационным углройствотл не оправданно велики. Расходы на эксплуатак цию и обслуживание такого прессанаходятся о неблагоприятном соотношении к достигаемому почти непрерывному производству слабое и режиму работы пресса. Ъдзвестен обэкимноп пресс для угленьшения ширины и толщитньт слабое различной ширины. выходящих из установки непрерывной разливки 2. Спомощью такого прессе слаб несколько разобрабатьнвается движущимися противоположно друг другу обжимными иттструментами. причем итнструмент моэкет свободно- следовать за подачей сляба и иттструменгь управллтотся так. что они совершают относительно глодленньтй рабочий код и относительно быстрый холостой ход. Облгимъавй пресс имеет по меньшей мере пару кромкообрабатьвветощих инструментов. исторгла перпендикулярно воздействуют на кромки сляба. а также средств для бьтстрого возвратил-по Т аИнструменты для уменьшения толщинысвободно поворачиваться на оси кривошиПЕ. ППЪ-1 БОДКОЛНЧЭТОГО ВЭЛЕ. ОСУЪЦЕСТВПЯВТси посредством пары эллиптических эубчатьо колес. которые отрегулированы ТЭК, ЧТО ОНИ уГЛОПШО СКОЮОСТЬ СООТВЕТСТВИЕшнх эксцет-ттринпвых валов при рабочем хоее ХАНСТПУПИСНТОВ УМВНЬШВПОТЦ а ПРИ холостом ходе увеличивают. Кромочные инструменты для уменьшения ширины спяба соединены с крттвошипттьгкт механизмом через проглезкуточные гидравлические устройства так. что во еров-ш работы на слябе могут следовать за движением сляба. не мешал деижентлто подачи сляба. Этот обжимной пресс также требует больших технических затрат. поэтому слишком дорог. Согласование со скоростью подачи прокета возможно только о результате того. что передаточный глехвньтам с эллиптическими зубчатыми колесами регулируется в соответствии со скоросттьто подачи сляба. Согласно другим техническим решениям. ориентнруточцтлмсл на летучие кривошипные ножницы. принудительно посредством вы ОЪЭЗННБГО радтлуса КПИВОЪЫИПЭ УСТЗНЭВПИВЭЭТСЯ ОПОЗДВЛВННОВ ОТНОШЕНИЕ МЕЖДУчастотой ходов и скооостьэо подачи прессутощего ътструглента. которое при постоянном числе оборотов вала главного привода не может меняться. Подгонка к скорости подачи проката возможна только в результате того. что главный привод работает в пределах оборота 360 с различной скоро СТЬЮ ВПЭЩЭНИЯ, ПОРТЧЗЬ СКОрОСТЬ ВрЕЦДЕНИЯ в зоне зацепления должна выбираться такой. чтобы обеспечгдватэась необходимая сит-тхронизацьтл глежду скоростью подачи прессующего инструмента и скоростью подачи сляба. Летучие прессы. Оборудооанньте такими приводами. требуют значительных мощностей для циклического ускорения и зетормаживанил движущихся гласс. К томуе летучий пресс с известным типом привода производит нежепательнвтй цъткпический цлум. Другой недостаток известного обжимного пресса заключается е том, что инструментальные суппорты, несушие прессующие Инструменты, во время прохода свыше З 60 совершают Поворотное двтокегтие. Геометрические размеры должны вьтбьтраться такими. чтобы. по меньшей мере. о зоне контакта прессующегв инструмента с прокатом обеспечивалось прнблътэительно параллельное положение преосуъощего инструменте п боковой кромки сляба, В результате этого возтчожности выбора параметров в оттаошеъгита требуемой синхрвттизацииИзвестна установка для ковки с вытяжкой вязкого материала. ковочный инструмент которой приводится с помощью системы тят от кривошипа З. Обкатывающее движение ковочного инструмента по деформируемому материалу и изогнутая форма инструмента имитируют процесс прокатки. Данная установка содержит прессующие инструменты. установленные в суппортах. привод каждого прессую-щвго инструмента в виде системы тяг и кривошипа, привод подачи суппорта. Недостаток известного технического решения заключается в том. что его использование приводит к повышенному отходу материала.Цепь изобретения перемещение прессующего инструмента в основном в направлении редукции ширины.Это достигается тем. что устройство. содержащее расположенные по обе стороны сляба. направленные друг к другу прессующие инструменты. установленные в суппортах, привод каждого прессующегоИНСТПУМСНТЗ В ВИДЕ СИСТЕМЫ ТЯГ И ПО МЭНЬ.шей мере одного кривошипа. привод подачи суппорта в направлении подачи сляба. согласно изобретению снабжено траверсой, имеющей привод редукции и несущий привод подачи суппорта. система тяг выполнена в виде двух равных по длине шарнирно установленных на суппорте и траверсе параллельных тяг. при этом каждая тяга имеет собственный кривошип. смонтированный в траверсе. радиусы которых выполнены равными. а углы поворота одинаковьами. Траверса и привод подачи суппорта жестко связаны соединительной опорой и выполнены в виде общего угла. Привод подачи суппорта и привод редукции выполнены с возможностью синхронизации с перемеще нием сляба. Привод подачи суппорта выпол нен в виде кривошипного привода с изменяемымрадиусом кривошипапривод подачи суппорта выполнен в виде гидравлического поршневого цилиндра. Гидравлический поршневой цилиндр выполнен с возможностью синхронизации с непрерывно движущимся слябом в зависимости от величины подачи. Привод подачи суппорта выполнен в виде ролика. установленного с возможностьювзаимодействия с направляющей. Направляющая установлена с возМОЖНОСТЬЮ изменения ее НЗКЛОНЗ В зависимости от величины подачи и обеспечения синхронизации скорости подачи прессового инструьтеъчта с непрерывно движущимся слябом. Система тяг выполнена с их угловым положением. при котором каса 10тельная составляющая усилия кривошипного привода прессующего инструмента во время прессования направлена ПРОТИВ НЭправления подачи привода подачи суппорта.Нафиг. 1 изображен обжимной насос. горизонтальное сечение на фиг. 2 показанредукционный привод с кривошипно-ша ггуътным механизмом для параллельных тяг иханизмом на фиг. 3 т привод подачи с гидравлическим цилиндропоршневым механизмом на фиг. 4 привод подачи с направляющим роликом и направляющей. Описываемый обжимной пресс 1 используется для уменьшения ширины слябов 2 в линии горячей прокатки полос. причем слябы почти непрерывно подаются из расположенной перед обжимным прессом разливочной установки. Перед. прессом 1 и за ним установлены ведущие ролики З и 4. Сляб 2 проходит обжимную клеть в направлении 5. Пресс имеет станину В. траверсу 7. Перемещение траверсы 7 производится с помощью механического установочного устройства б. Однако в качестве установочного устройства можно использовать гидравлическую цилиндропоршнеаую конструкцию, опирающуюся на станину.. По обеим сторонам сляба 2 расположены прессующие инструменты 9. первая рабочая-поверхносгь 10 которых параллельнагая рабочая поверхность 11 насколько наклонена к направлению движения сляба. Прессующий инструмент 9 снабжен редукционным приводом 12. действующим перпендикулярно к слябу 2. и приводом 13 подачи. действующим в тангенциальном направлении, т.е. параллельно слябу 2. Редукционный привод 12 образуется за счет того. что каждый инструментальный суппорт 14 с соответствующей траверсой 7 соединен с помощьюсистемы тяг(толкатели 15). приво Димой в действие кривошипным механиз мом эксцентрики 16). с возможностью движения в направлении редукции. причем кривошипный механизм 17 располагается в траверсе т. Привод 13 подачи. действующий в направлении подачи сляба. воздействует с инструментальным.суппортом 14. Траверса 7 и точка 18 вращения привода 13 подачи связаны в единый конструктивный узел с помощью соединительной опоры 19. Система 20 тяг согласно фиг. 2 состоит из двух параллельных тяг 15 одинаковой длины. ШЗПЕЧЪЛВНО СОЕДИНЕННЫХ С ИНСТПУМВНТЭЛЬным суппортом 14. Кахдьлй из этих тяг на траверсе Т соответствует кричвошипный механизм П с коленчатыми валами 21. 22.кривошипные радиусы которых одинаковы. и к которым параллельные тяги шарнирно присоединены, под одинаковым углом. Параллельные тяги шарнирно отсоединен ы к суппорту на одинаковом расстоянии. При такой системе тяг каждая точкапрессующе ГО инструмента ДВИЖЕТСЯ ПОФДЪЮЙ И ТОЙ жетраектории независимо от того, какое тангенциальное движение придается прессующему инструменту. Тантенциальное движение инструмента осуществляется от привода 13 подачи. который содержит кривошипный механизм 23 (фиг. 2 Вместо кривошипного механизма можно с тем же результатом использовать рнчажно-коленный механизм. Применение зкривошипного механизма для системы тяп, перемещающей инструмент 9 в перпендикулярном направлении. а также применение кривошипного механизма для привода подачи. перемещающего инструмент в тангенциальном направлении, делает возможной. например. синхронизацию редукционного привода и привода подачи тат-соответствии с движением подачи сляба. Прессующий инструмент 9, быстро приспосабливаясь к скорости подачи сляба (без относительного движения относительно сляба. обжимает в перпендикулярном направлении. затем останавливается. потом на расстоянии от сляба возвращается. устанавливается перпендикулярно кромке сляба и снова обжимает в перпендикулярном направлениибез движения относительно шяба. Очевид но. что вследствие предлагаеяото разделения движений для ковки сляба прессующим инструментом в перпендикулярном направ ЛВНИИ. И ДЛЯ ПОДЕЧИ инструмента В танген-.предлагаемым редукционному приводу именьшая приводная мощностдьдля цикличе ското ускорения и затормажиоания прессующих инструментов и инструментальных суппортов.Если величину подачи инструмента 9 или суппорта 14 нужно прис-тласабпивать к изменяющейся в широких пределах скорости подачи сляба.то привод 13 подачи может быть выполнен в виде поршневого цилиндра 24 (фиг. 3). поршенъ 25 которого связан с суппортом И. а его цилиндр 26 - с траверсои 7 или с соединитешной опорой19 обжимного пресса. Регулирование порш невым цилиндром 24 может производитьсяв виде зависимости путь время так. чтобы синхронизация движения между инструментом и спябом обеспечивалась для любой величины подачи. Используемая для этого управляющая и регулирующая техника соответствует уровню техники и не требует подробного описания.На фиг. 4 показан привод 13 подачи для инструмента 9 или суппорта 14 с расположенным на инструменте направляющим ро ликом 27. который обкатывается по направляющей 28. Направляющая или образующий ее элемент 29 соответствующим образом прикреплена к станине 6 с помощью шарнира 30, Наклон направляющей регулируется ее поворотом в шарнире на определенный угол. для этого предусмотрен механизм. соединенный с направляющей 29 и с траверсой 7 и состоящий из регулировочного винта 31. шарнирно присоединенного к направляющей 29. и установочной гайки 32 В качестве регулировочного механизма можно использовать также гидравлический поршневой цилиндр. Таким образом. наклон направля ЮЩВЙ МОЖНО ЭЕГУЛИЭОВЭТЪ В ЗЗВИСИМОСТИ ОТвыбранной скорости подачи сляба так. чтобы скорость подачи инструмента была равна скоростиподачи сляба. благодаря чему исключается относительное движение между спябом и инструментом во время бокового обжатия сляба. вышеописанная конструкция позволяет решить связанную с летучими обнсимньт ми прессами проблему синхронизациискоростей подачи прессующего инструмен-та и сляба. Прочие детали конструктивного решения. не приведенные в описании. охватываются предлагаемым обжимным пресСОМ, ПОСКОЛЬКУ ОНИ отвечают заявленному техническому решению. Например. инструмент 9 может представлять собой допускающую большую нагрузку деталь с рабочими поверхностями 10 и 11, разъемно соединенную с суппортом 14. Кроме того. кривошипный механизм 17 на траверсе 7 может быть соединен со стороны привода с обычным цилиндрическим редуктором. Предлагаемый обжимной летучий пресс для редуцирования ширины сляба может быть связан с обычными устройствами для уменьшения
МПК / Метки
МПК: B21B 1/00, B21J 9/06, B21B 15/00
Метки: обжимной, пресс, летучий
Код ссылки
<a href="https://by.patents.su/5-473-letuchijj-obzhimnojj-press.html" rel="bookmark" title="База патентов Беларуси">Летучий обжимной пресс</a>
Шнековый пресс
Номер патента: 226
Опубликовано: 30.12.1994
Авторы: Нашкевич И. С., Яцевич Ф. С., Хозяев В. А., Терентьев А. А.
МПК: E21C 49/00
Текст:
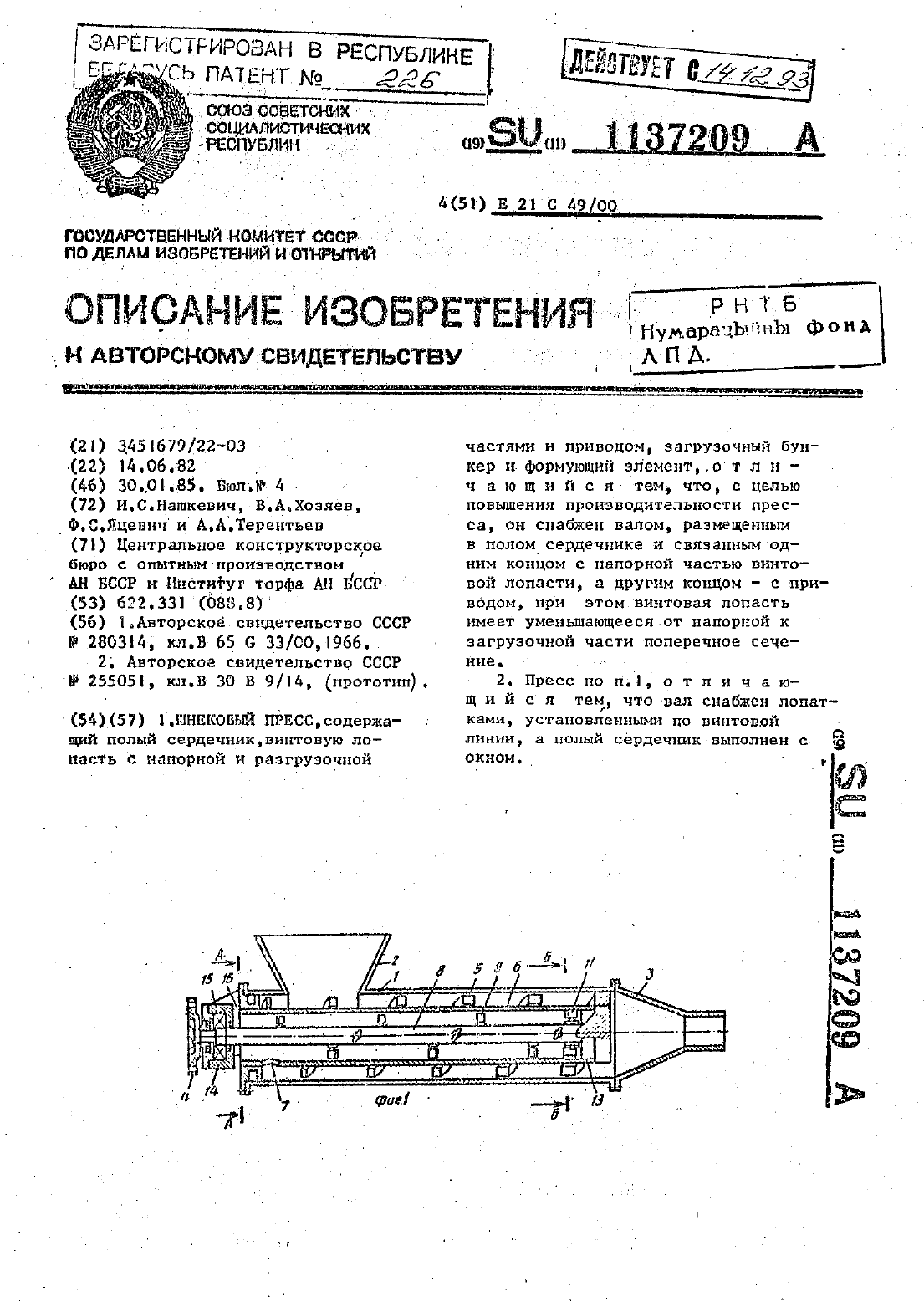
...кости при заданных внутреннем н наружном днаметрак он имеет толщину,СОИЗМВРИМУЮ С шагом, ЧТО ПРИВОДИТ перекрытию значительной части винто вого канала, ухудшает условии загрузки и снижает проиэводительностьтПоставленная цель достигается тем, что шиековы пресс для торфасырца, включающий полый сердечник,винтовую лопасть с напорной и разрузочиой частям и приводом, за гРУЗочны бункер И формующий элемеит,.снабжеи валом,...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: алмазного, инструмента, изготовления, способ
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Минец В. В., Давыдов И. И., Амозов С. В., Мастюгин Л. И.
МПК: B24B 37/02, B24D 13/02
Метки: сквозных, отверстий, цилиндрических, способ, поверхностей, обработки
Текст:
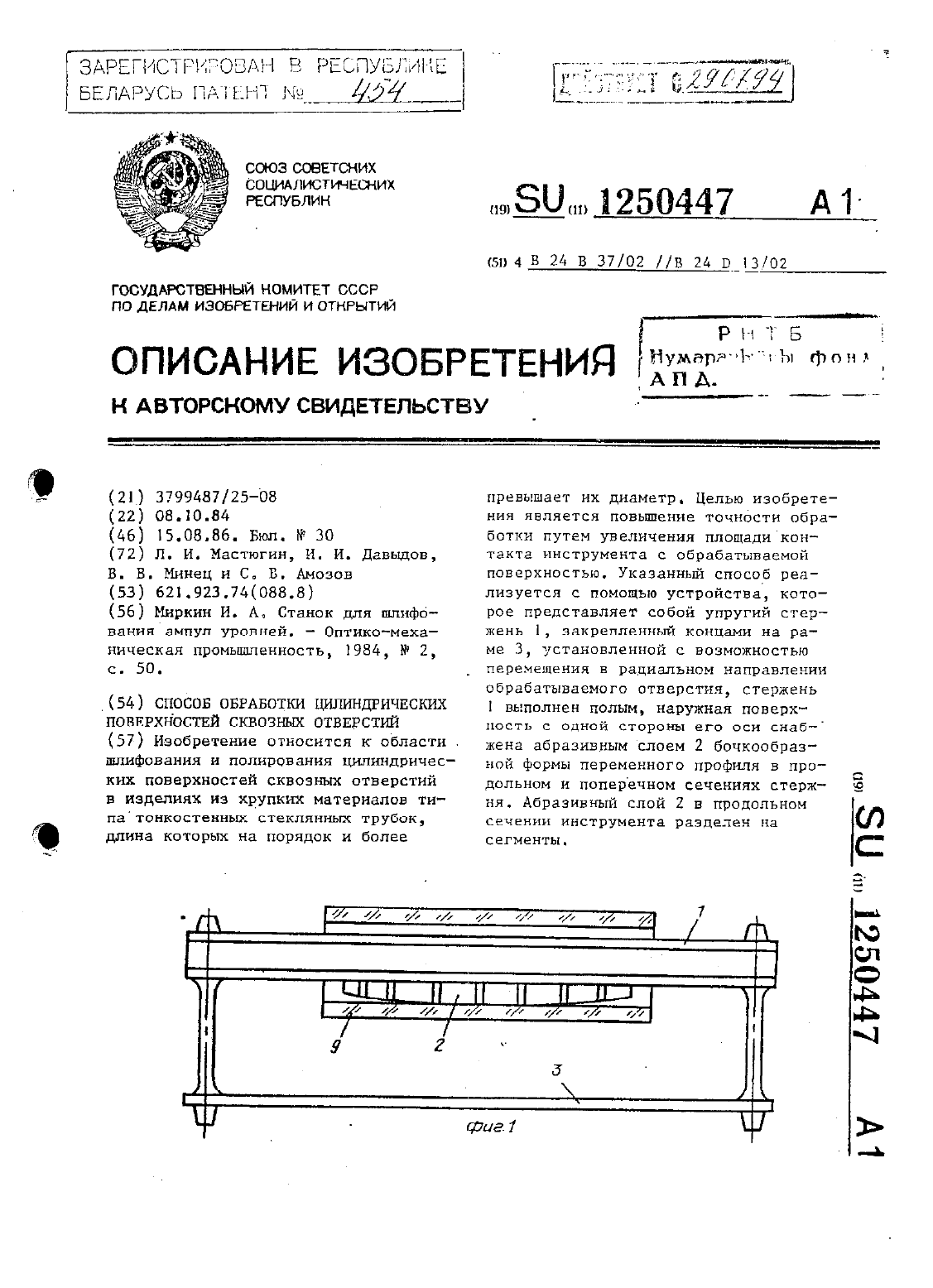
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Предыдущий патент: Способ переработки отходов, содержащих органические вещества
Следующий патент: Способ экстракции С12-С18-н-парафинов из их смеси с С12-С18-парафинсульфокислотами
Случайный патент: Управляемая муфта