Токмаков В. А.
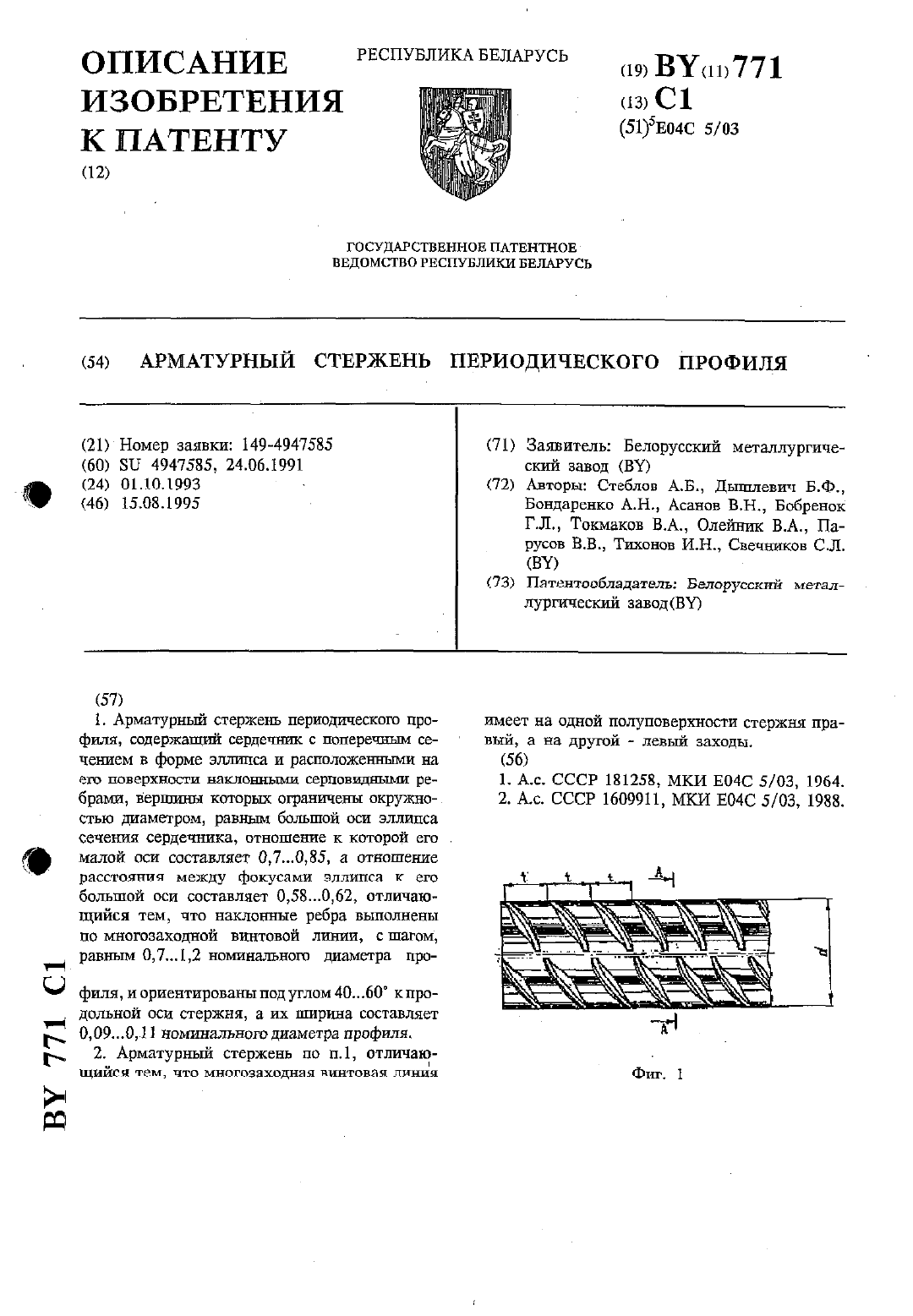
Арматурный стержень периодического профиля
Номер патента: 771
Опубликовано: 15.08.1995
Авторы: Тихонов И. Н., Токмаков В. А., Свечников С. Л., Олейник В. А., Асанов В. Н., Парусов В. В., Бобренок Г. Л., Стеблов А. Б., Бондаренко А. Н., Дышлевич Б. Ф.
МПК: E04C 5/03
Метки: профиля, арматурный, периодического, стержень
Текст:
...поясняется чертежами, где на фиг. 1 изображен общий вид арматурного стержня периодического профиля. На фиг. 2 - его нормальное сечение.Контур сердечника 1 имеет в поперечном сечении форму укороченной гштоцшслоиды с чет 10ным числом дветвей. Наклонные ребра имеют внешний контур, проекция которого в нормальном сечении стержня представляет замкнутую кривую, составленную из четного КОЛИЧЕСТВЕ сопрягающихся СИММБТРИЧНЫХ ВЫпуклых кривых. Соотношение...
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Кармазин Ю. Я., Токмаков В. А., Бондаренко А. Н., Дышлевич В. Ф., Горбанев А. А., Жучков С. М., Борщев С. М.
МПК: B21D 9/12
Метки: стальных, изготовления, труб, укладочных, способ, виткоукладчика, катанки
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Кузьмичев М. В., Асанов В. Н., Кулаков Л. В., Дышлевич В. Ф., Сивак Э. В., Бондаренко А. Н., Токмаков В. А., Закшевский В. Б., Жучков С. М.
МПК: B21B 1/00
Метки: прокатки, непрерывном, способ, стане, сдвоенной, мелкосортном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...