Устройство для правки колец
Номер патента: U 4014
Опубликовано: 30.12.2007
Авторы: Антонюк Владимир Евгеньевич, Алексеенко Анатолий Александрович, Рудый Виктор Викторович, Берестнев Олег Васильевич, Горячий Григорий Яковлевич, Зварыгин Василий Иванович, Домотенко Федор Александрович
Текст
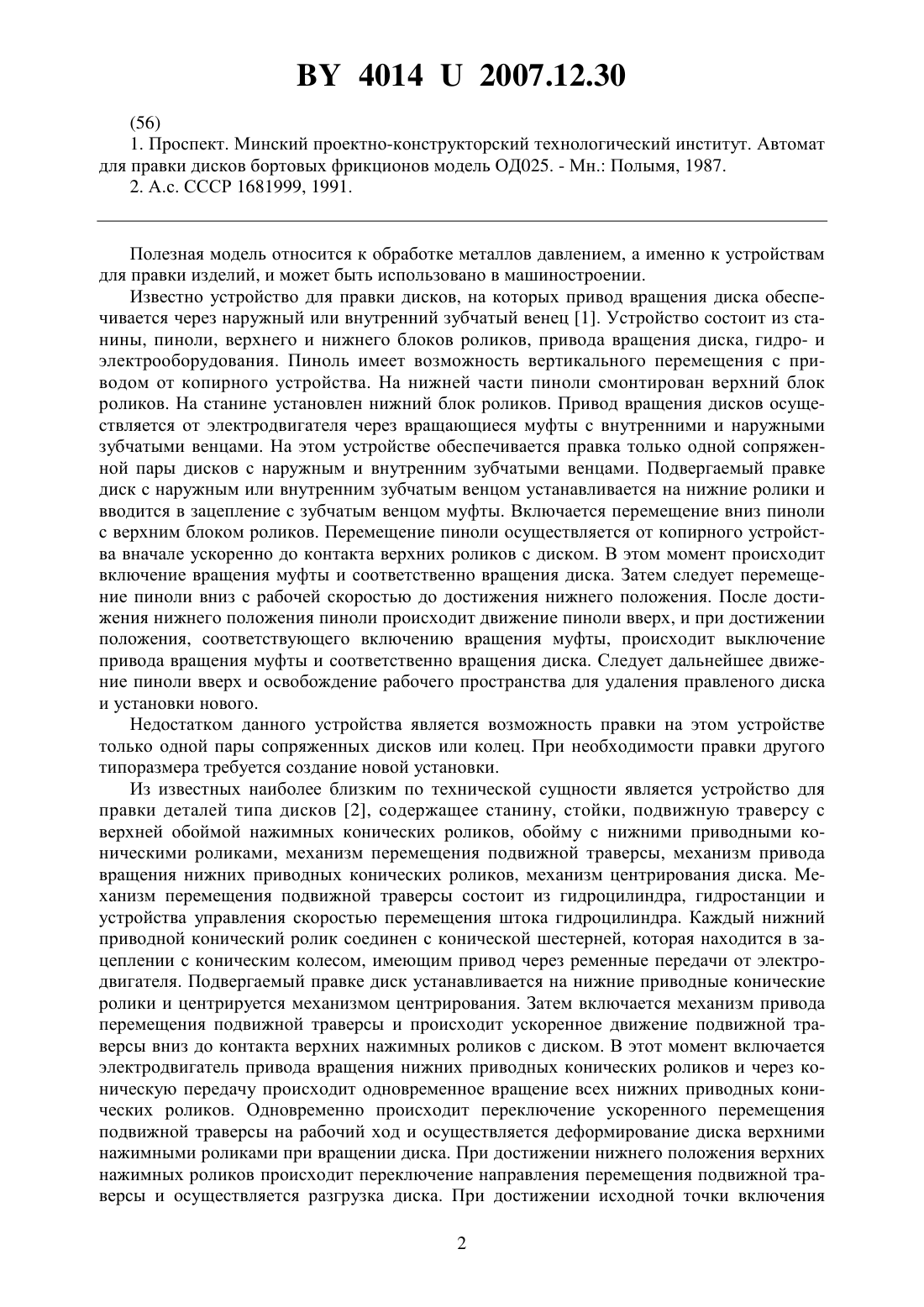
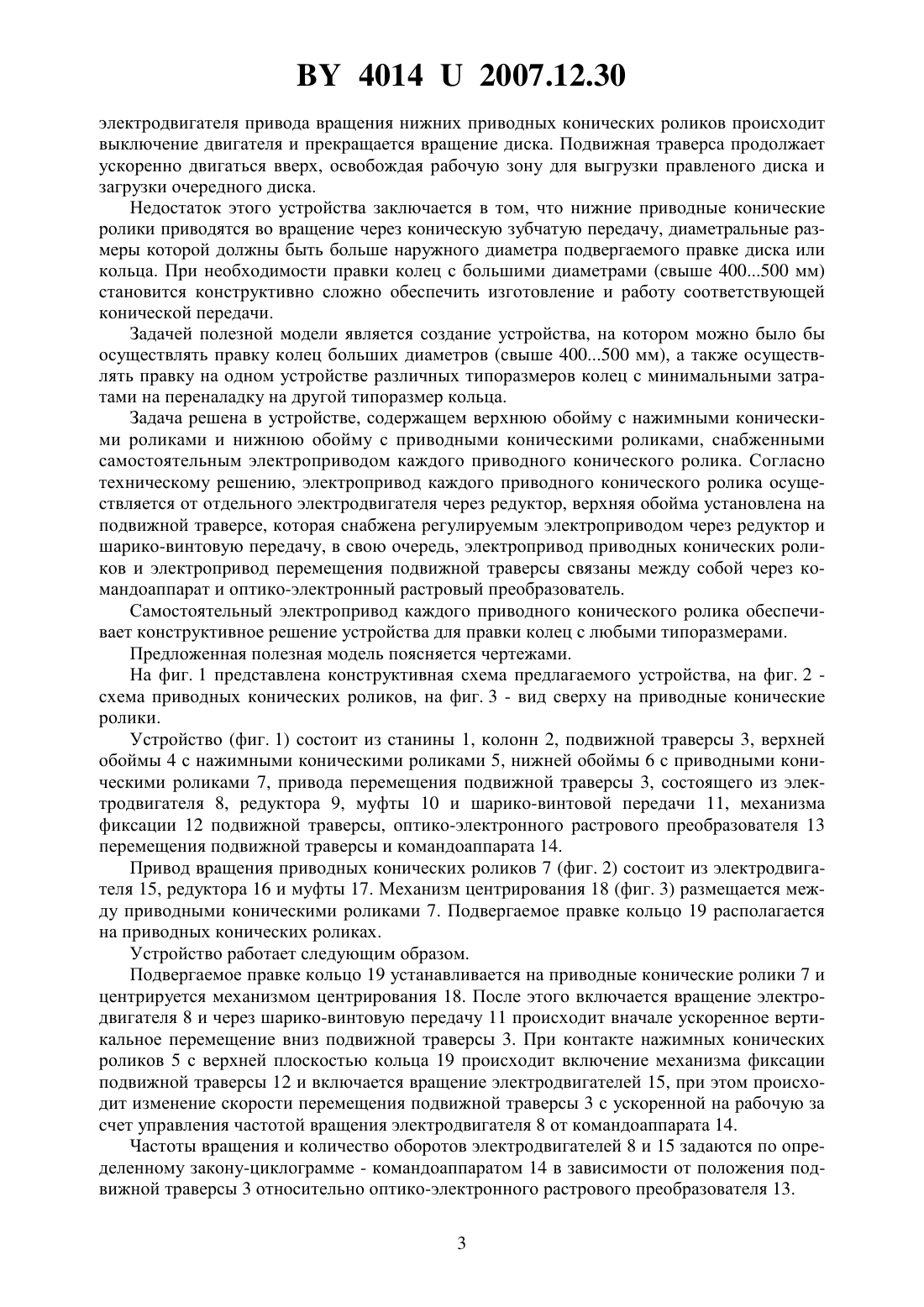
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРАВКИ КОЛЕЦ(71) Заявитель Республиканское унитарное производственное предприятие Белорусский автомобильный завод(72) Авторы Антонюк Владимир Евгеньевич Берестнев Олег Васильевич Горячий Григорий Яковлевич Домотенко Федор Александрович Рудый Виктор Викторович Алексеенко Анатолий Александрович Зварыгин Василий Иванович(73) Патентообладатель Республиканское унитарное производственное предприятие Белорусский автомобильный завод(57) Устройство для правки колец, содержащее подвижную траверсу с верхней обоймой с нажимными коническими роликами, неподвижную нижнюю обойму с приводными коническими роликами, расположенными в шахматном порядке относительно нажимных конических роликов, отличающееся тем, что каждый из приводных конических роликов снабжен самостоятельным электроприводом с регулируемой частотой вращения, подвижная траверса снабжена регулируемым электроприводом перемещения, а электропривод вращения приводных конических роликов и электропривод перемещения подвижной траверсы связаны между собой через командоаппарат и оптико-электронный растровый преобразователь линейных перемещений.(56) 1. Проспект. Минский проектно-конструкторский технологический институт. Автомат для правки дисков бортовых фрикционов модель ОД 025. - Мн. Полымя, 1987. 2. А.с. СССР 1681999, 1991. Полезная модель относится к обработке металлов давлением, а именно к устройствам для правки изделий, и может быть использовано в машиностроении. Известно устройство для правки дисков, на которых привод вращения диска обеспечивается через наружный или внутренний зубчатый венец 1. Устройство состоит из станины, пиноли, верхнего и нижнего блоков роликов, привода вращения диска, гидро- и электрооборудования. Пиноль имеет возможность вертикального перемещения с приводом от копирного устройства. На нижней части пиноли смонтирован верхний блок роликов. На станине установлен нижний блок роликов. Привод вращения дисков осуществляется от электродвигателя через вращающиеся муфты с внутренними и наружными зубчатыми венцами. На этом устройстве обеспечивается правка только одной сопряженной пары дисков с наружным и внутренним зубчатыми венцами. Подвергаемый правке диск с наружным или внутренним зубчатым венцом устанавливается на нижние ролики и вводится в зацепление с зубчатым венцом муфты. Включается перемещение вниз пиноли с верхним блоком роликов. Перемещение пиноли осуществляется от копирного устройства вначале ускоренно до контакта верхних роликов с диском. В этом момент происходит включение вращения муфты и соответственно вращения диска. Затем следует перемещение пиноли вниз с рабочей скоростью до достижения нижнего положения. После достижения нижнего положения пиноли происходит движение пиноли вверх, и при достижении положения, соответствующего включению вращения муфты, происходит выключение привода вращения муфты и соответственно вращения диска. Следует дальнейшее движение пиноли вверх и освобождение рабочего пространства для удаления правленого диска и установки нового. Недостатком данного устройства является возможность правки на этом устройстве только одной пары сопряженных дисков или колец. При необходимости правки другого типоразмера требуется создание новой установки. Из известных наиболее близким по технической сущности является устройство для правки деталей типа дисков 2, содержащее станину, стойки, подвижную траверсу с верхней обоймой нажимных конических роликов, обойму с нижними приводными коническими роликами, механизм перемещения подвижной траверсы, механизм привода вращения нижних приводных конических роликов, механизм центрирования диска. Механизм перемещения подвижной траверсы состоит из гидроцилиндра, гидростанции и устройства управления скоростью перемещения штока гидроцилиндра. Каждый нижний приводной конический ролик соединен с конической шестерней, которая находится в зацеплении с коническим колесом, имеющим привод через ременные передачи от электродвигателя. Подвергаемый правке диск устанавливается на нижние приводные конические ролики и центрируется механизмом центрирования. Затем включается механизм привода перемещения подвижной траверсы и происходит ускоренное движение подвижной траверсы вниз до контакта верхних нажимных роликов с диском. В этот момент включается электродвигатель привода вращения нижних приводных конических роликов и через коническую передачу происходит одновременное вращение всех нижних приводных конических роликов. Одновременно происходит переключение ускоренного перемещения подвижной траверсы на рабочий ход и осуществляется деформирование диска верхними нажимными роликами при вращении диска. При достижении нижнего положения верхних нажимных роликов происходит переключение направления перемещения подвижной траверсы и осуществляется разгрузка диска. При достижении исходной точки включения 2 40142007.12.30 электродвигателя привода вращения нижних приводных конических роликов происходит выключение двигателя и прекращается вращение диска. Подвижная траверса продолжает ускоренно двигаться вверх, освобождая рабочую зону для выгрузки правленого диска и загрузки очередного диска. Недостаток этого устройства заключается в том, что нижние приводные конические ролики приводятся во вращение через коническую зубчатую передачу, диаметральные размеры которой должны быть больше наружного диаметра подвергаемого правке диска или кольца. При необходимости правки колец с большими диаметрами (свыше 400500 мм) становится конструктивно сложно обеспечить изготовление и работу соответствующей конической передачи. Задачей полезной модели является создание устройства, на котором можно было бы осуществлять правку колец больших диаметров (свыше 400500 мм), а также осуществлять правку на одном устройстве различных типоразмеров колец с минимальными затратами на переналадку на другой типоразмер кольца. Задача решена в устройстве, содержащем верхнюю обойму с нажимными коническими роликами и нижнюю обойму с приводными коническими роликами, снабженными самостоятельным электроприводом каждого приводного конического ролика. Согласно техническому решению, электропривод каждого приводного конического ролика осуществляется от отдельного электродвигателя через редуктор, верхняя обойма установлена на подвижной траверсе, которая снабжена регулируемым электроприводом через редуктор и шарико-винтовую передачу, в свою очередь, электропривод приводных конических роликов и электропривод перемещения подвижной траверсы связаны между собой через командоаппарат и оптико-электронный растровый преобразователь. Самостоятельный электропривод каждого приводного конического ролика обеспечивает конструктивное решение устройства для правки колец с любыми типоразмерами. Предложенная полезная модель поясняется чертежами. На фиг. 1 представлена конструктивная схема предлагаемого устройства, на фиг. 2 схема приводных конических роликов, на фиг. 3 - вид сверху на приводные конические ролики. Устройство (фиг. 1) состоит из станины 1, колонн 2, подвижной траверсы 3, верхней обоймы 4 с нажимными коническими роликами 5, нижней обоймы 6 с приводными коническими роликами 7, привода перемещения подвижной траверсы 3, состоящего из электродвигателя 8, редуктора 9, муфты 10 и шарико-винтовой передачи 11, механизма фиксации 12 подвижной траверсы, оптико-электронного растрового преобразователя 13 перемещения подвижной траверсы и командоаппарата 14. Привод вращения приводных конических роликов 7 (фиг. 2) состоит из электродвигателя 15, редуктора 16 и муфты 17. Механизм центрирования 18 (фиг. 3) размещается между приводными коническими роликами 7. Подвергаемое правке кольцо 19 располагается на приводных конических роликах. Устройство работает следующим образом. Подвергаемое правке кольцо 19 устанавливается на приводные конические ролики 7 и центрируется механизмом центрирования 18. После этого включается вращение электродвигателя 8 и через шарико-винтовую передачу 11 происходит вначале ускоренное вертикальное перемещение вниз подвижной траверсы 3. При контакте нажимных конических роликов 5 с верхней плоскостью кольца 19 происходит включение механизма фиксации подвижной траверсы 12 и включается вращение электродвигателей 15, при этом происходит изменение скорости перемещения подвижной траверсы 3 с ускоренной на рабочую за счет управления частотой вращения электродвигателя 8 от командоаппарата 14. Частоты вращения и количество оборотов электродвигателей 8 и 15 задаются по определенному закону-циклограмме - командоаппаратом 14 в зависимости от положения подвижной траверсы 3 относительно оптико-электронного растрового преобразователя 13. 3 40142007.12.30 В результате согласованных через командоаппарат 14 частот и количества оборотов электродвигателей 8 и 15 происходит деформирование кольца 19 по заданному закону циклограмме на заданную величину и с заданным количеством циклов деформирования. Происходит стабилизация верхней и нижней плоскостей кольца 19. Предлагаемый принцип устройства реализован при разработке конструкции установки для динамической стабилизации фрикционных дисков на БелАЗе и позволил обеспечить технологическую обработку колец (дисков) с максимальным диаметром до 650 мм. Таким образом, задача полезной модели достигнута - обеспечено конструктивное решение устройства для правки колец диаметром свыше 500 мм. При этом на одной и той же установке возможна правка различных типоразмеров колец. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21B 1/00
Метки: колец, правки, устройство
Код ссылки
<a href="https://by.patents.su/4-u4014-ustrojjstvo-dlya-pravki-kolec.html" rel="bookmark" title="База патентов Беларуси">Устройство для правки колец</a>
Стенд для правки диска колеса автомобиля
Номер патента: U 1717
Опубликовано: 30.12.2004
Автор: Касьян Владимир Константинович
МПК: B23B 1/00
Метки: правки, стенд, автомобиля, колеса, диска
Текст:
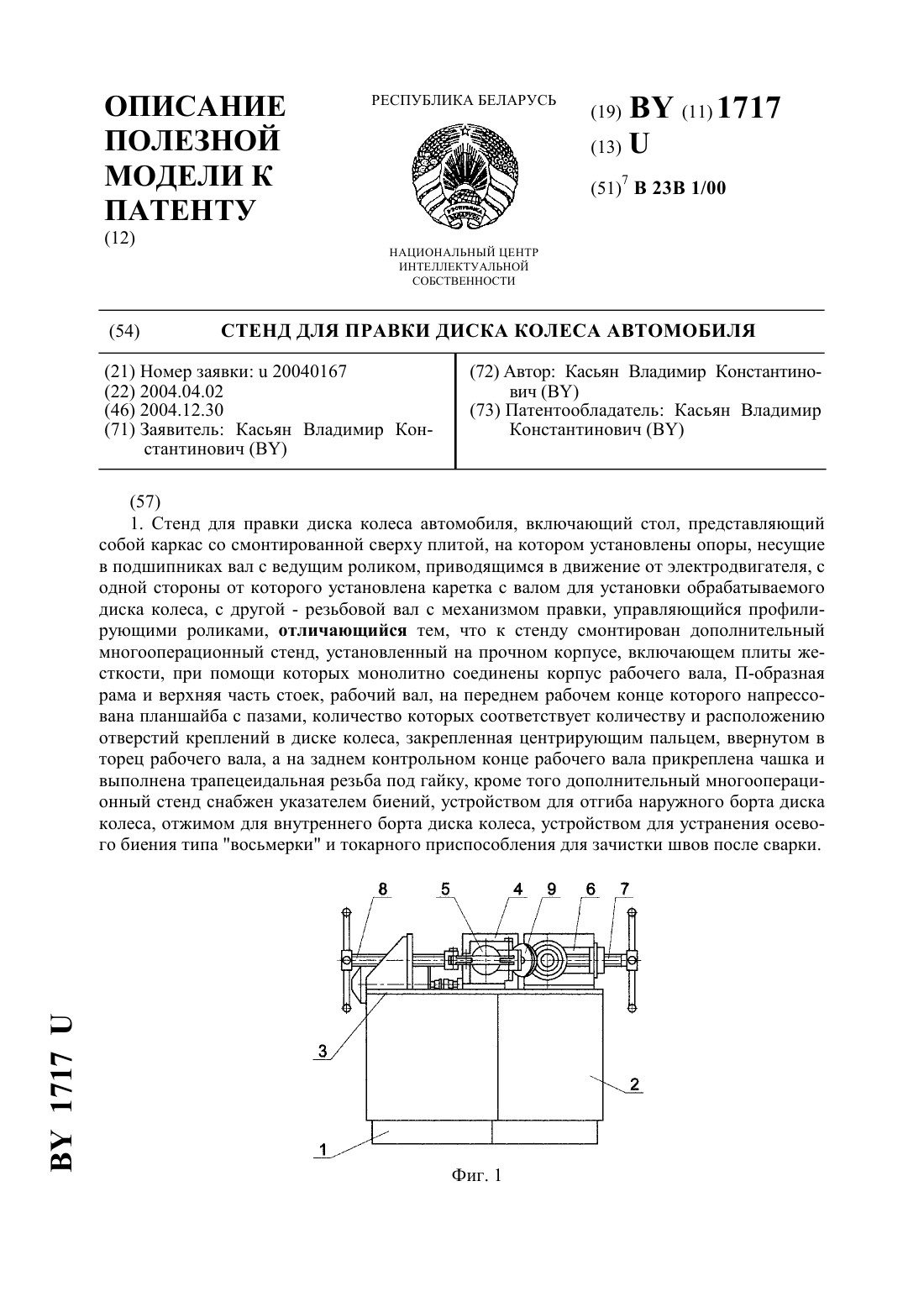
...которых монолитно соединены корпус вала, П-образная рама и верхняя часть стоек, валом, на переднем рабочем конце которого напрессована планшайба с пазами, стенд имеет максимальную жесткость и прочность и позволяет применять эффективные способы механических воздействий на все элементы деформированного диска. Благодаря выполнению в установке на заднем контрольном конце вала чашки с трапецеидальной резьбой под гайку возможен эффективный...
Устройство для изготовления разрезных колец из полимерного материала
Номер патента: 7340
Опубликовано: 30.09.2005
Авторы: Жарнов Виктор Михайлович, Пантелейко Анатолий Александрович, Самсонов Борис Михайлович
МПК: F16J 9/28
Метки: колец, изготовления, устройство, материала, полимерного, разрезных
Текст:
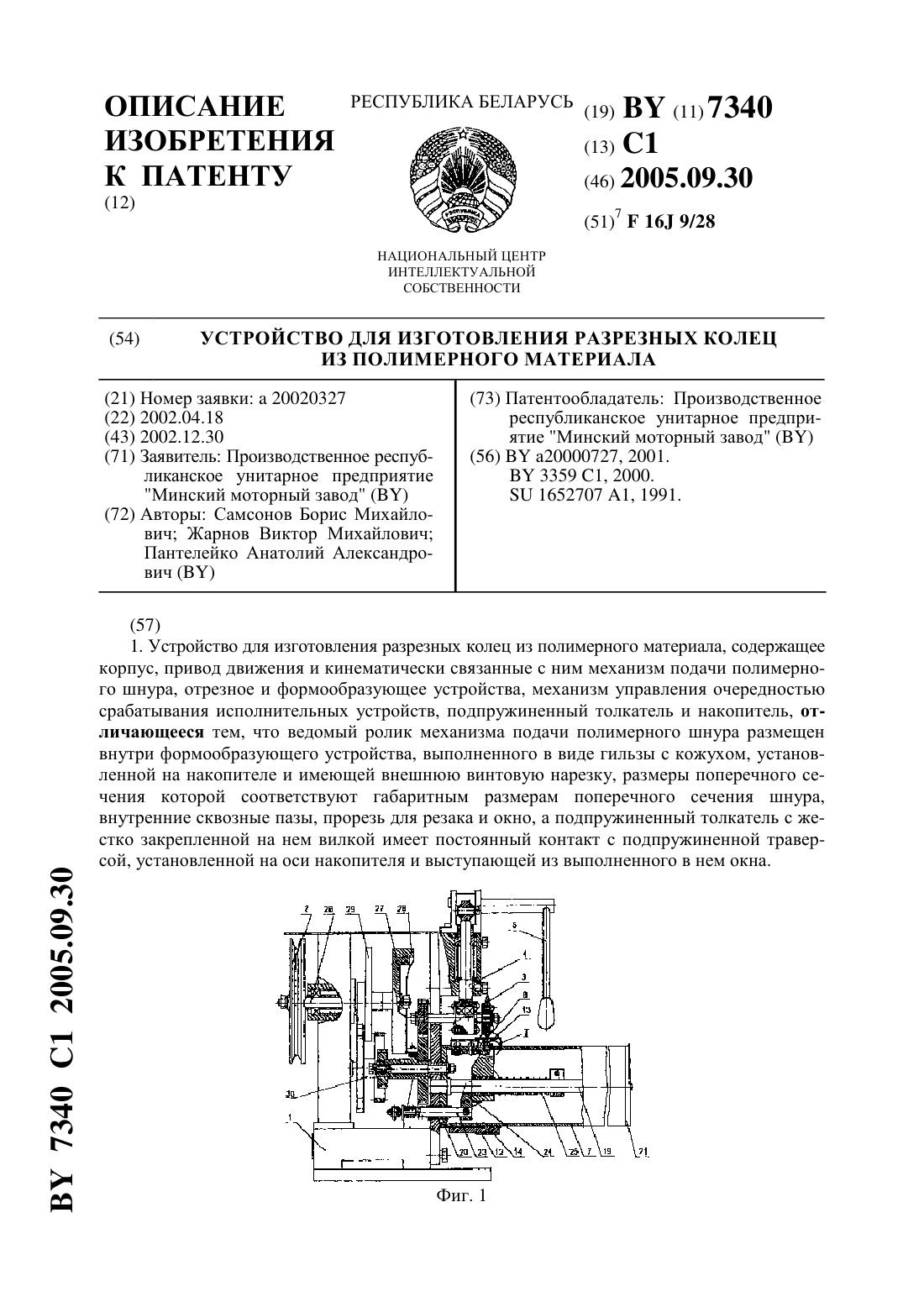
...вилкой имеет постоянный контакт с подпружиненной траверсой, установленной на оси накопителя и выступающей из выполненного в нем окна. Кроме того, после винтовой нарезки на гильзе выполнена коническая поверхность. Сущность изобретения поясняется чертежами, где на фиг. 1 - общий вид устройства на фиг. 2 - выносной элемент на фиг. 1 на фиг. 3 - вид справа на фиг. 4 - разрез - на фиг. 3. Устройство для изготовления разрезных колец из полимерного...
Приспособление для заточки и правки столярного инструмента

Номер патента: 6130
Опубликовано: 30.06.2004
Автор: Будаков Анатолий Сергеевич
МПК: B24B 3/38
Метки: приспособление, столярного, инструмента, заточки, правки
Текст:
...для стяжек 8, по одной подвижной планке 4 (с передними и задними упорами), закрепляемые на боковинах 1 винтами 5, и окна 6 (фиг. 1, 3) для визуального наблюдения прилегания плоскости фаски затачиваемого инструмента к плоскости точильного бруска, оселка при установке затачиваемого инструмента в каретке (фиг. 4), двух сменных сборок ( 7 с точильным бруском и 8 с оселком), имеющих по два поперечных 7 (фиг. 1, 2, 3, 7, 8) и по два продольных 9...
Установка для размагничивания крупногабаритных колец
Номер патента: U 2931
Опубликовано: 30.08.2006
Авторы: Любартович Анатолий Иванович, Никитин Анатолий Павлович, Амельянчик Евгений Станиславович
МПК: H01F 13/00
Метки: крупногабаритных, установка, колец, размагничивания
Текст:
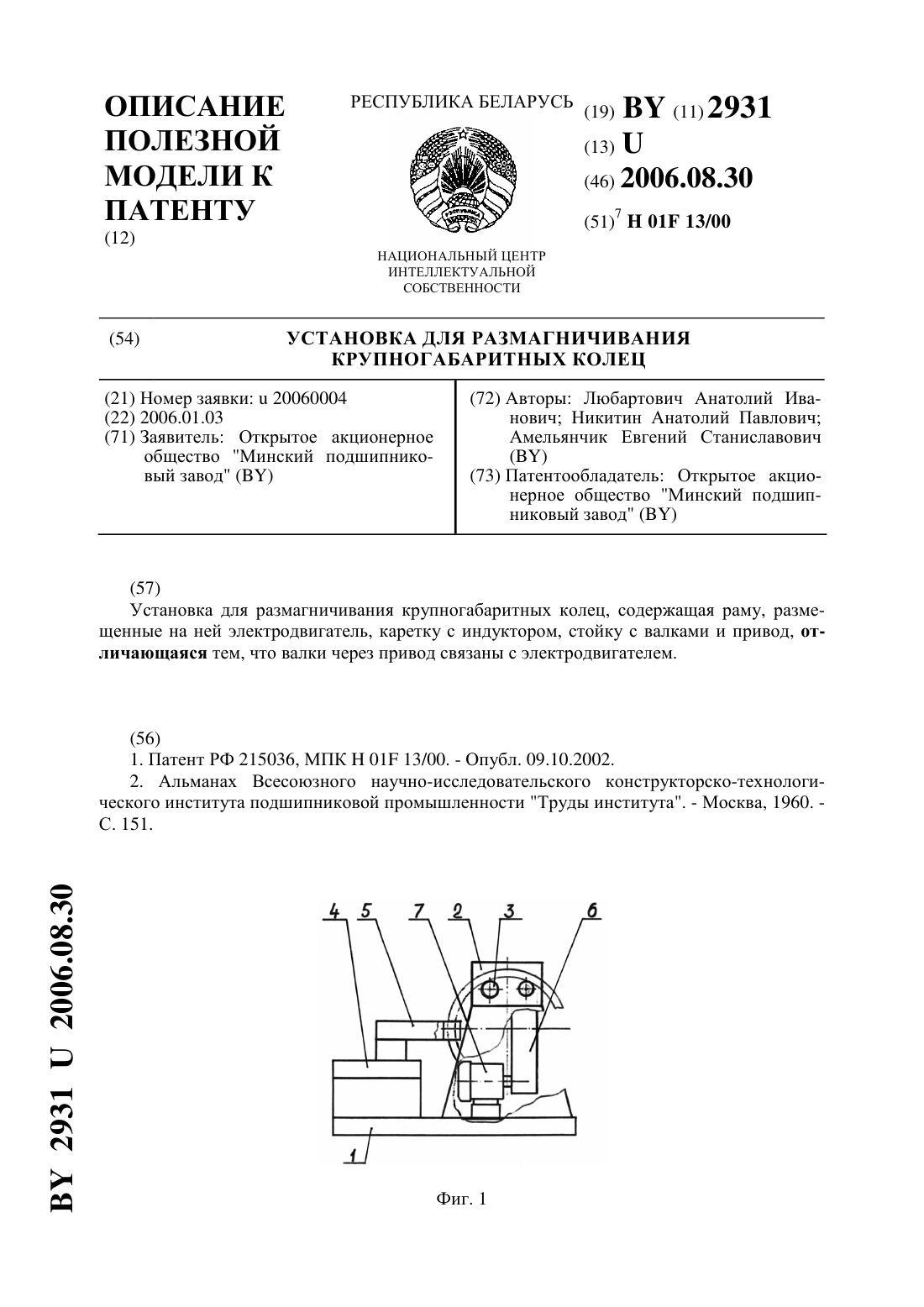
...сложный геометрический профиль. Вращение обрабатываемого кольца в процессе работы осуществляется вручную. При этом валки выполняют лишь роль опоры для кольца и вращаются пассивно. Ручное вращение кольца во время обработки негативно сказывается на условиях работы и не обеспечивает качественное размагничивание колец, вследствие неравномерной скорости вращения. В основу создания полезной модели поставлена задача создать установку для...
Устройство для разборки соединений колец буксовых роликовых подшипников с шейками осей колесных пар вагонов
Номер патента: 7609
Опубликовано: 30.12.2005
Авторы: Чернин Игорь Леонидович, Сенько Надежда Григорьевна, Чернин Ростислав Игоревич
МПК: B23P 19/02
Метки: колесных, соединений, шейками, роликовых, вагонов, колец, разборки, устройство, пар, буксовых, осей, подшипников
Текст:
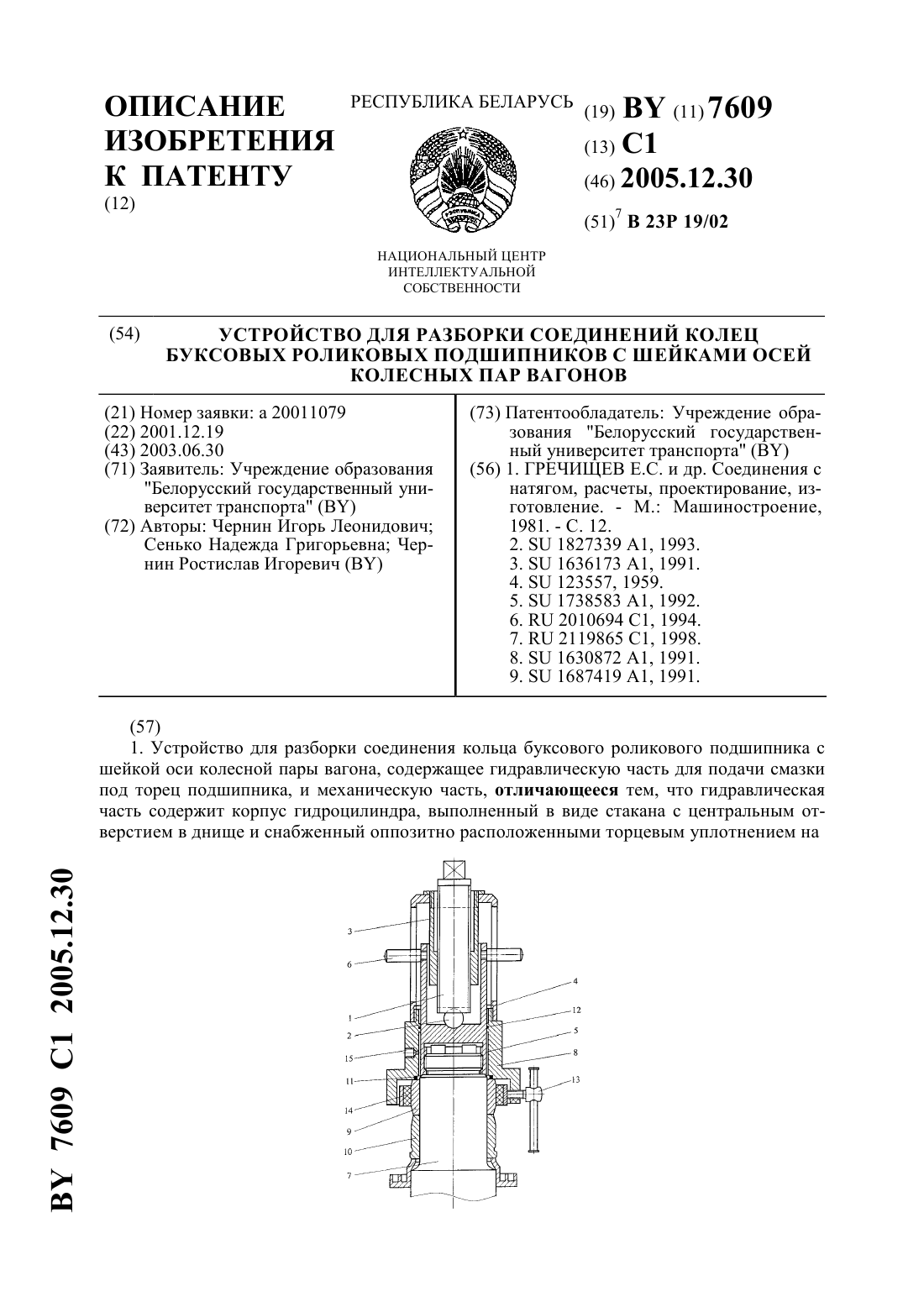
...оппозитно расположенными по отношению друг к другу торцевым уплотнением на открытом конце стакана и кольцевым уплотнением по отверстию днища, в котором установлен поршень-шток в виде направляющего фальшвала, соединенный соосно с шейкой оси. Механическая часть устройства состоит из двух концентрично установленных стаканов с оппозитно расположенными днищами. Цилиндрическая часть наружного стакана снабжена средством крепления его к корпусу...
Предыдущий патент: Устройство для получения диаграмм сдвига бетона по сыпучим и скользящим основаниям
Следующий патент: Устройство для изготовления трубчатых обтураторов
Случайный патент: Способ приготовления холодной асфальтобетонной смеси и установка для его осуществления