Дышлевич В. Ф.
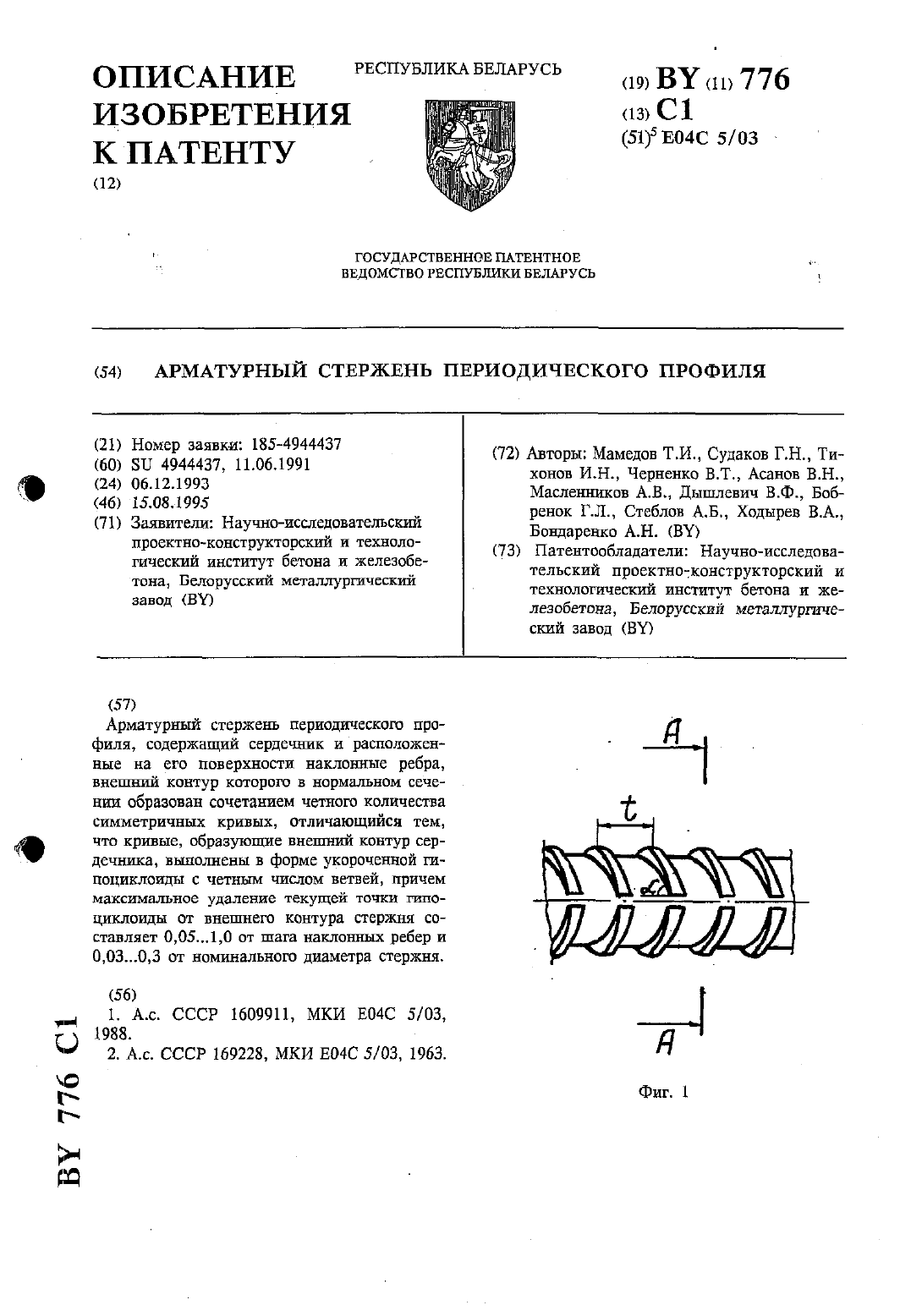
Арматурный стержень периодического профиля
Номер патента: 776
Опубликовано: 15.08.1995
Авторы: Масленников А. В., Ходырев В. А., Стеблов А. Б., Мамедов Т. И., Дышлевич В. Ф., Тихонов И. Н., Черненко В. Т., Судаков Г. Н., Бондаренко А. Н., Асанов В. Н., Бобренок Г. Л.
МПК: E04C 5/03
Метки: стержень, периодического, профиля, арматурный
Текст:
...предел шага наклонных выступов обусловлен эксплуатационными требованиями к арматурному стержню. При увеличении шага выступов более 1,2 номинального диаметра арматурного профиля (соответствующего номиналъному диаметру равновеликого по площади поперечного сечения гладкого профиля) не соблюдается условие постоянства расчетной площади сечения по всей длине профиля, что приводит к ухудшению условий работы арматуры в бетоне. Так, как...
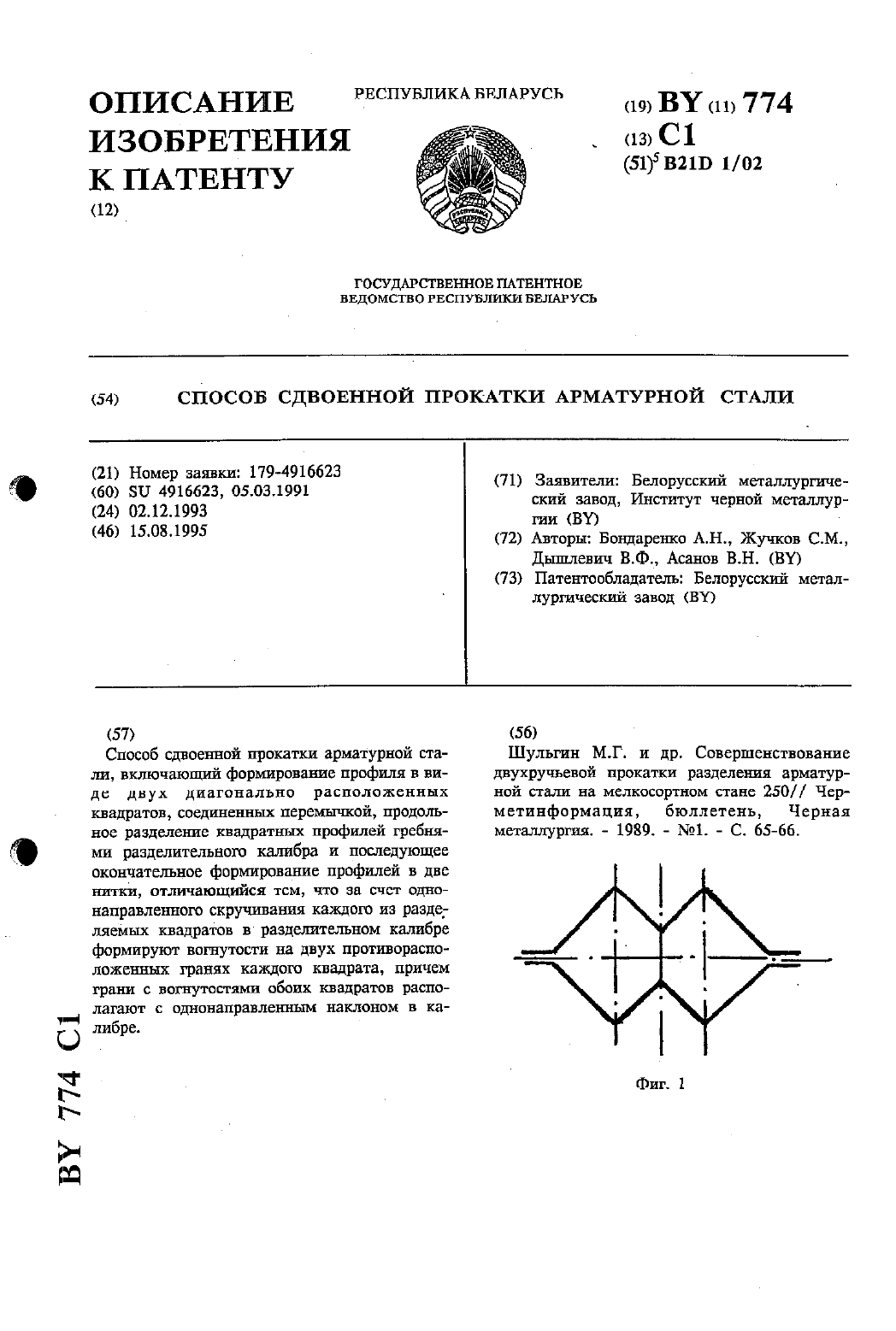
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Асанов В. Н., Жучков С. М., Бондаренко А. Н., Дышлевич В. Ф.
МПК: B21D 1/02
Метки: сдвоенной, арматурной, способ, прокатки, стали
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ изготовления проката
Номер патента: 828
Опубликовано: 15.08.1995
Авторы: Фетисов В. П., Дышлевич В. Ф., Пичугин В. В., Луценко В. А., Стеблов А. Б., Сивак А. И., Парусов В. В., Бондаренко А. Н.
Метки: способ, проката, изготовления
Текст:
...Ткатанка, сорбитиаированная из высокочистой стали для металдюкорда.Выдержка в течение времени большею 1532 пр не целесообразна ввиду того, что структура и обезуглероженность, достигнув оптимальных показателей, нормируемых ТУ 14-1-4752-89,далее практически не меняются, а производительность технологического процесса начинает снижаться.Темп прокатки Величина дей Таким образом, при изготовлении проката по предлагаемому способу возможно...
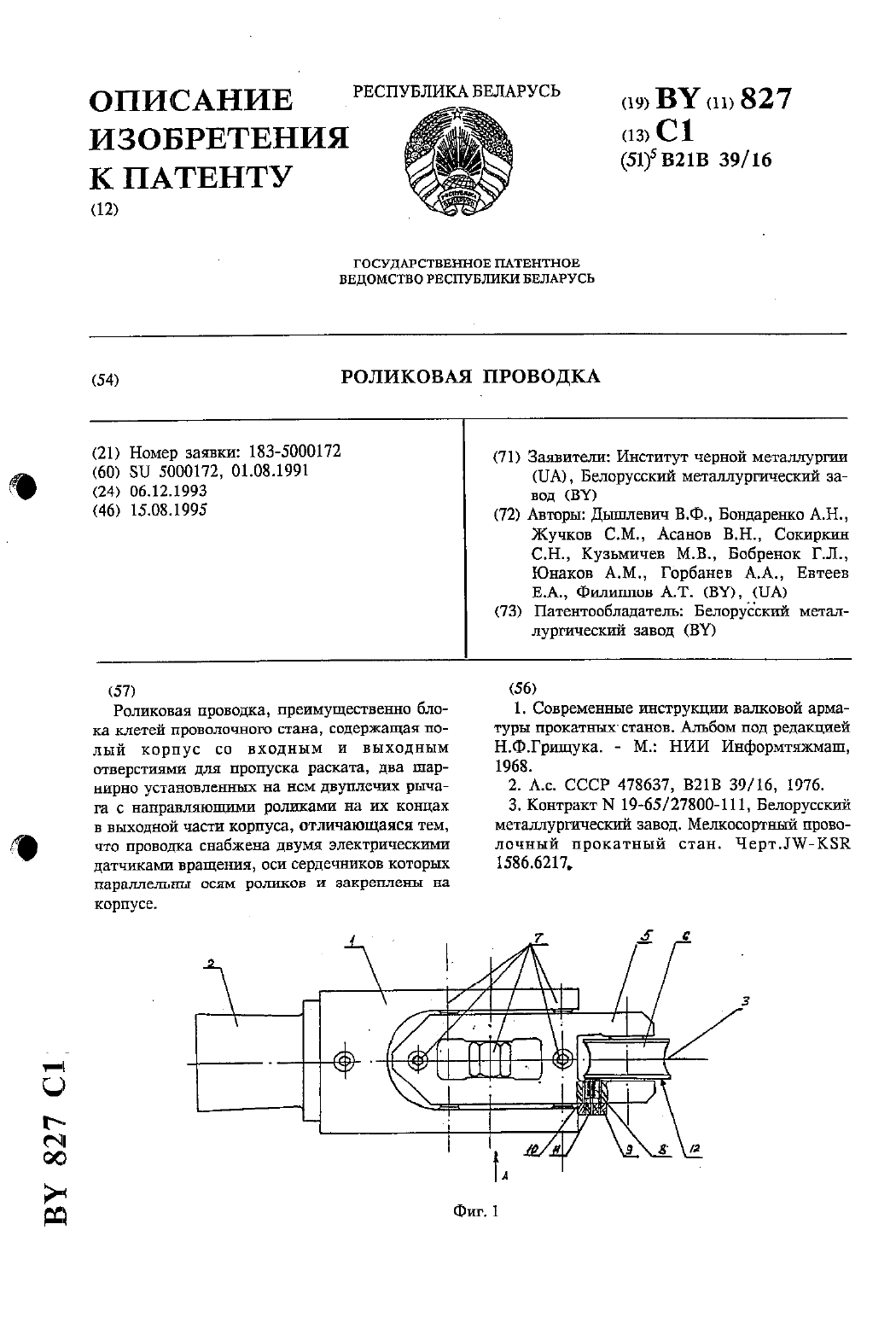
Роликовая проводка
Номер патента: 827
Опубликовано: 15.08.1995
Авторы: Евтеев Е. А., Юнаков А. М., Бондаренко А. Н., Дышлевич В. Ф., Бобренок Г. Л., Кузьмичев М. В., Жучков С. М., Филиппов А. Т., Асанов В. Н., Сокиркин С. Н., Горбанев А. А.
МПК: B21B 39/16
Текст:
...4, контактирующие с раскатом при прохождении его через проводку. На корпусе 1 установлены два роликодержателя 5, выполненные в виде двуплечих рычагов, С направляющими роликами б на их концах в выходной части корпуса. Ролнкодержатели снабжены средствами 7 регулирования зазора между направляющими роликами б. В непосредственной близости от роликов 6 на корпусе 1 установлены два закрепленных на нем электрических датчика вращения 8 по одному на...
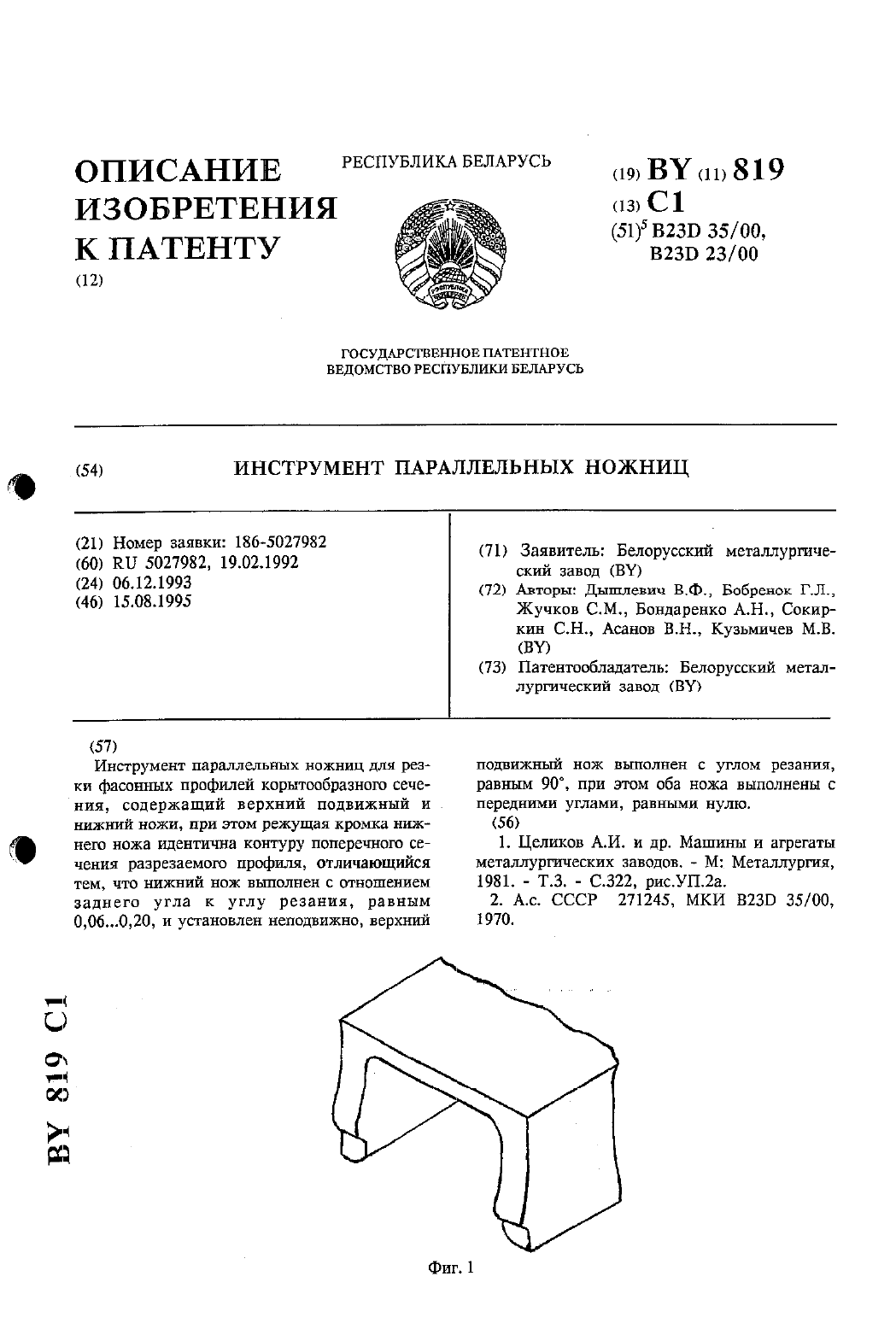
Инструмент параллельных ножниц
Номер патента: 819
Опубликовано: 15.08.1995
Авторы: Жучков С. М., Кузьмичев М. В., Бобренок Г. Л., Дышлевич В. Ф., Сокиркин С. Н., Бондаренко А. Н., Асанов В. Н.
МПК: B23D 35/00, B23D 23/00
Метки: ножниц, параллельных, инструмент
Текст:
...5-150. Прини мая во внимание то, что д О, а дН- 3 д 900, отношениезаднего угла с к углу резания Н в этом случае составляет и, 27,4 0,06 0,20.Процесс резания металла ипяхллн на параллельных ножиицах ЬГСЛОВНО МОЖНО разделить НЕ три ЭТВПЯ ВМЯТИЭ НОЖЗЙ В НВТЭЛЛ собственно резаниедскалывание оставшейся неразрезанной Части сечения.На стадии резания металл профиля упрочняется по мере проникновения ножей в его сечение. Упрочнение металла...
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Асанов В. Н., Бондаренко А. Н., Кузьмичев М. В., Жучков С. М., Дышлевич В. Ф.
МПК: B21B 1/02
Метки: сдвоенной, профилей, способ, сортовых, прокатки
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
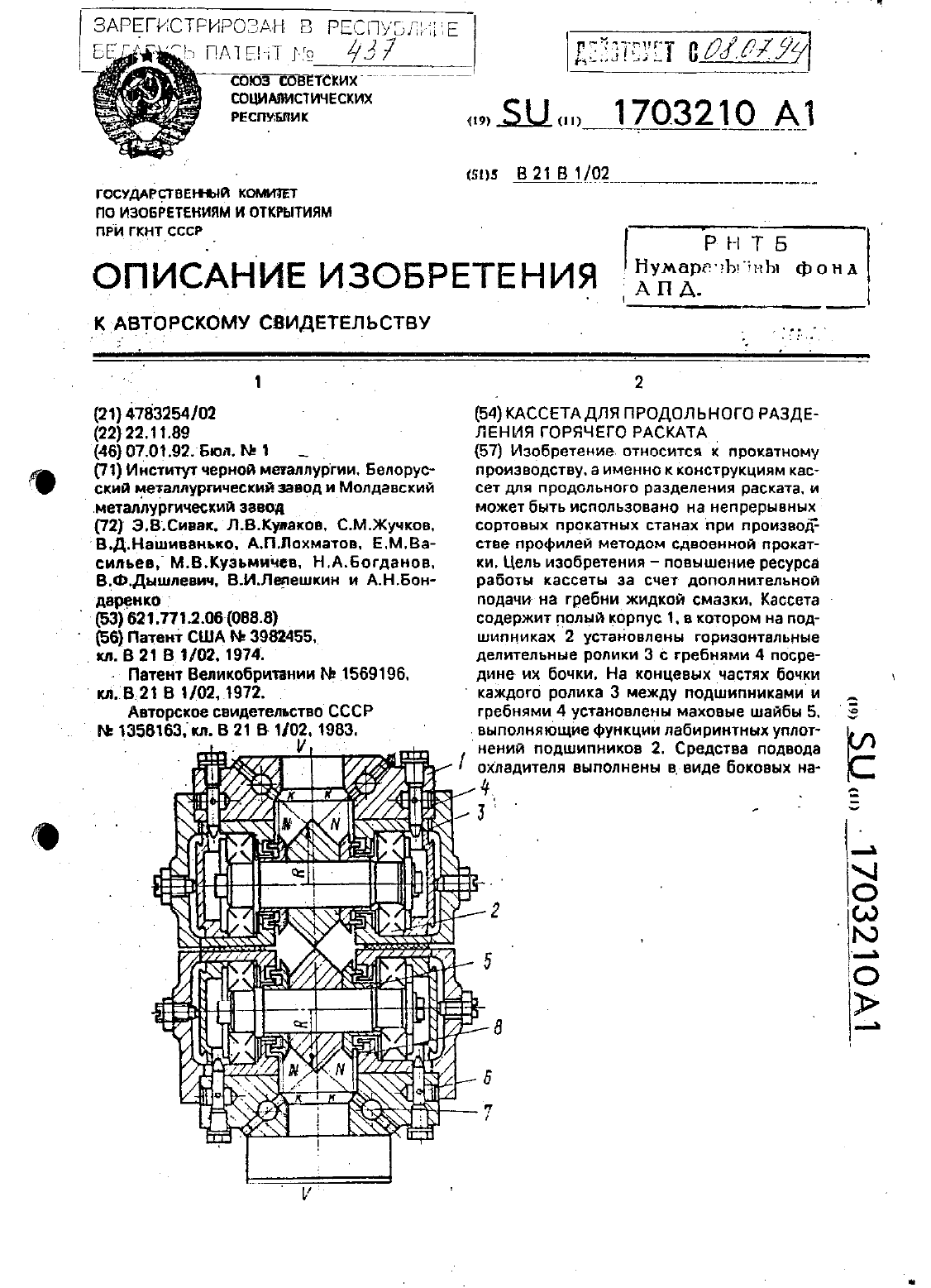
Кассета для продольного разделения горячего раската
Номер патента: 437
Опубликовано: 30.03.1995
Авторы: Лохматов А. П., Дышлевич В. Ф., Васильев Е. М., Богданов Н. А., Кузьмичев М. В., Бондаренко А. Н., Кулаков Л. В., Лепешкин В. И., Нашиванько В. Д., Жучков С. М., Сивак Э. В.
МПК: B21B 1/02
Метки: продольного, горячего, кассета, раската, разделения
Текст:
...поверхности которых обращены к подшипникам 2 Центры выходных отверстий каналов 7. расположенных по одну сторону от гребней 4. лежат в общей вертикальной плоскости. Торцовые отбойные поверхности реборд 8 маховых шайб 5 лежат в той же ПЛОСКОСТИ.Кассета работает следующим образом.При производстве профилей. например. арматурной стали сдвоенный прокатесдвоенного профиля. соединенного пере мычкой тол шиной порядка 0.75 мм. поступает в кассету....
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Дышлевич В. Ф., Стеблов А. Б., Жук О. А., Олейник В. А., Луценко В. А., Парусов В. В., Фетисов В. П.
Метки: проката, способ, изготовления
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Рассадин В. М., Мачулин В. М., Дышлевич В. Ф., Силантьев М. А., Зиберт В. П.
МПК: B21B 37/00, B21B 37/06
Метки: раската, группе, регулирования, непрерывного, прокатного, клетей, натяжения, система, стана, черновой
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Дышлевич В. Ф., Кармазин Ю. Я., Борщев С. М., Горбанев А. А., Жучков С. М., Токмаков В. А., Бондаренко А. Н.
МПК: B21D 9/12
Метки: катанки, стальных, виткоукладчика, изготовления, способ, укладочных, труб
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Кузьмичев М. В., Дышлевич В. Ф., Жучков С. М., Токмаков В. А., Кулаков Л. В., Сивак Э. В., Бондаренко А. Н., Закшевский В. Б., Асанов В. Н.
МПК: B21B 1/00
Метки: непрерывном, сдвоенной, способ, стане, прокатки, мелкосортном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...