Электродуговая сталеплавильная печь
Номер патента: U 2859
Опубликовано: 30.06.2006
Авторы: Дьяченко Вячеслав Иванович, Мандель Николай Львович, Савань Павел Николаевич, Трусова Ирина Александровна, Пишикин Вадим Серафимович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович
Текст
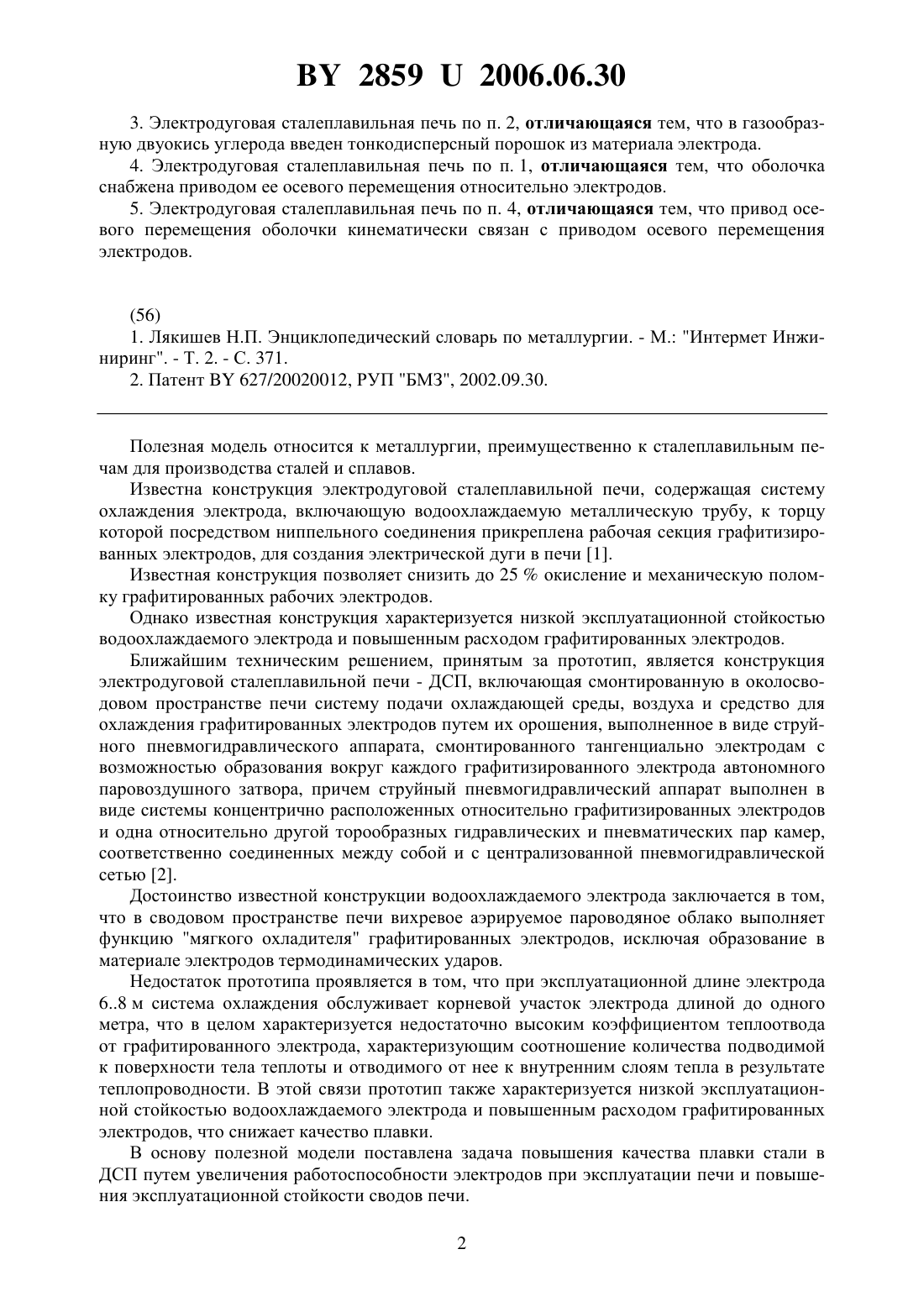
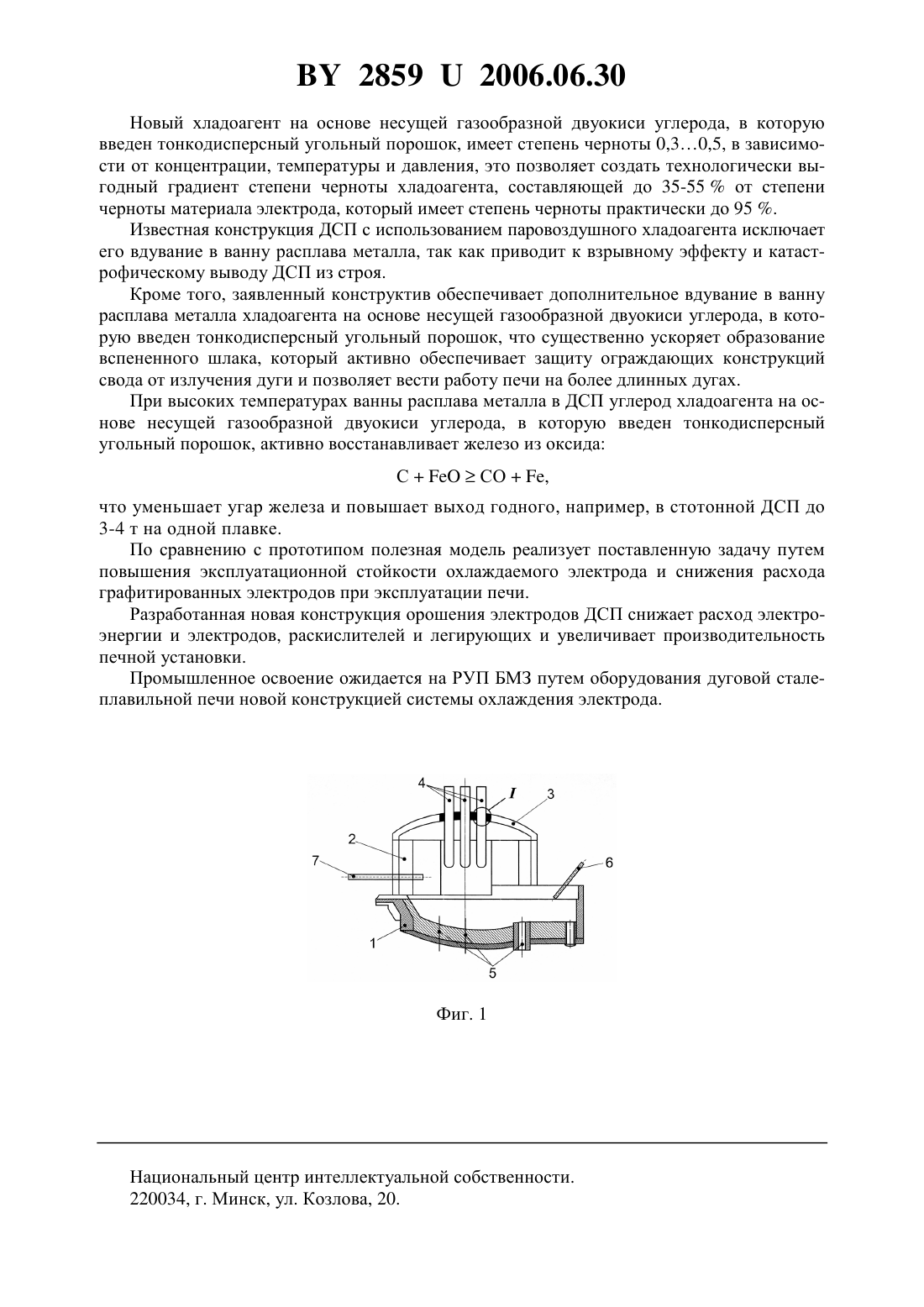
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Тимошпольский Владимир Исаакович Маточкин Виктор Аркадьевич Пишикин Вадим Серафимович Дьяченко Вячеслав Иванович Трусова Ирина Александровна Кабишов Сергей Михайлович Мандель Николай Львович Савань Павел Николаевич Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) 1. Электродуговая сталеплавильная печь, содержащая корпус, подину, свод, систему электродов с приводом осевого их перемещения, средство для охлаждения электродов путем их орошения хладоагентом, отличающаяся тем, что средство для охлаждения электродов выполнено в виде оболочки из материала, не смачиваемого шлаком, и смонтированной коаксиально каждого электрода, при этом оболочка наполнена газообразным хладоагентом. 2. Электродуговая сталеплавильная печь по п. 1, отличающаяся тем, что в качестве хладоагента применена газообразная двуокись углерода. 28592006.06.30 3. Электродуговая сталеплавильная печь по п. 2, отличающаяся тем, что в газообразную двуокись углерода введен тонкодисперсный порошок из материала электрода. 4. Электродуговая сталеплавильная печь по п. 1, отличающаяся тем, что оболочка снабжена приводом ее осевого перемещения относительно электродов. 5. Электродуговая сталеплавильная печь по п. 4, отличающаяся тем, что привод осевого перемещения оболочки кинематически связан с приводом осевого перемещения электродов.(56) 1. Лякишев Н.П. Энциклопедический словарь по металлургии. - М. Интермет Инжиниринг. - Т. 2. - С. 371. 2. Патент 627/20020012, РУП БМЗ, 2002.09.30. Полезная модель относится к металлургии, преимущественно к сталеплавильным печам для производства сталей и сплавов. Известна конструкция электродуговой сталеплавильной печи, содержащая систему охлаждения электрода, включающую водоохлаждаемую металлическую трубу, к торцу которой посредством ниппельного соединения прикреплена рабочая секция графитизированных электродов, для создания электрической дуги в печи 1. Известная конструкция позволяет снизить до 25 окисление и механическую поломку графитированных рабочих электродов. Однако известная конструкция характеризуется низкой эксплуатационной стойкостью водоохлаждаемого электрода и повышенным расходом графитированных электродов. Ближайшим техническим решением, принятым за прототип, является конструкция электродуговой сталеплавильной печи - ДСП, включающая смонтированную в околосводовом пространстве печи систему подачи охлаждающей среды, воздуха и средство для охлаждения графитированных электродов путем их орошения, выполненное в виде струйного пневмогидравлического аппарата, смонтированного тангенциально электродам с возможностью образования вокруг каждого графитизированного электрода автономного паровоздушного затвора, причем струйный пневмогидравлический аппарат выполнен в виде системы концентрично расположенных относительно графитизированных электродов и одна относительно другой торообразных гидравлических и пневматических пар камер,соответственно соединенных между собой и с централизованной пневмогидравлической сетью 2. Достоинство известной конструкции водоохлаждаемого электрода заключается в том,что в сводовом пространстве печи вихревое аэрируемое пароводяное облако выполняет функцию мягкого охладителя графитированных электродов, исключая образование в материале электродов термодинамических ударов. Недостаток прототипа проявляется в том, что при эксплуатационной длине электрода 68 м система охлаждения обслуживает корневой участок электрода длиной до одного метра, что в целом характеризуется недостаточно высоким коэффициентом теплоотвода от графитированного электрода, характеризующим соотношение количества подводимой к поверхности тела теплоты и отводимого от нее к внутренним слоям тепла в результате теплопроводности. В этой связи прототип также характеризуется низкой эксплуатационной стойкостью водоохлаждаемого электрода и повышенным расходом графитированных электродов, что снижает качество плавки. В основу полезной модели поставлена задача повышения качества плавки стали в ДСП путем увеличения работоспособности электродов при эксплуатации печи и повышения эксплуатационной стойкости сводов печи. 2 28592006.06.30 Поставленная задача достигается тем, что в известной конструкции электродуговой сталеплавильной печи, содержащей корпус, подину, свод, систему электродов с приводом осевого их перемещения, средство для охлаждения электродов с хладоагентом, согласно полезной модели, средство для охлаждения электродов выполнено в виде оболочки из материала, не смачиваемого шлаком, и смонтированной коаксиально каждого электрода, при этом оболочка наполнена газообразным хладоагентом. В электродуговой сталеплавильной печи в качестве хладоагента применена газообразная двуокись углерода. В электродуговой сталеплавильной печи в газообразную двуокись углерода введен тонкодисперсный порошок из материала электрода. В электродуговой сталеплавильной печи оболочка снабжена приводом ее осевого перемещения относительно электродов. В электродуговой сталеплавильной печи привод осевого перемещения оболочки кинематически связан с приводом осевого перемещения электродов. Для лучшего восприятия полезной модели она поясняется чертежом, где фиг. 1 - общая схема электродуговой сталеплавильной печи фиг. 2 - схема конструкции средства для охлаждения электродов. Конструкция электродуговой сталеплавильной печи ДСП содержит подину 1, корпус 2,свод 3, систему электродов 4, средство для продувки инертным газом выполнено в виде системы эквидистантно расположенных друг относительно друга подовых фурм 5, при этом печь снабжена эркерной фурмой 6 - горелкой и фурмой 7 - манипулятором. Электродуговая сталеплавильная печь снабжена средством вдувания газов в расплав ванны металла, размещенным в подине 1 в виду трех подовых фурм 5, вертикальные оси которых расположены по нормали к горизонтальной плоскости. На горизонтальной проекции подины 1 оси фурм отображаются в точки, лежащие на радиусах подины 1, угол между которыми равен 120 -20 друг относительно друга, так чтобы сумма углов была бы равна 360, на чертеже условно не показано. Система электродов 4 ДСП имеет привод 8 осевого их перемещения, средство 9 для охлаждения электродов 4 снабжено оболочкой 10 из материала, не смачиваемого шлаком,и смонтированной коаксиально каждого электрода 4. Оболочка 10 может быть изготовлена из материала электродов 4 или из керамики, или из других известных термостойких материалов. В рабочем состоянии электродуговой сталеплавильной печи оболочка 10 наполнена газообразным хладоагентом 11. Оболочка 10 снабжена приводом 12 ее осевого перемещения относительно электродов 4. Привод 12 осевого перемещения оболочки 10 может быть выполнен автономным или кинематически связан с приводом 8 осевого перемещения электродов 4 для синхронизации работы режимов электрод-оболочка. В качестве хладоагента 11 может быть применена газообразная двуокись углерода,при этом в газообразную двуокись углерода может быть введен тонкодисперсный угольный порошок или материал из класса материалов электрода 4. Процесс работы ДСП осуществляют путем введения посредством привода 8 в рабочее пространство печи системы электродов 4. После наведения в печи жидкой ванны металла оболочку 10 посредством привода 12 перемещают относительно электродов 4 в направлении зеркала расплава. Одновременно оболочку 10 посредством средства 9 наполняют в зависимости от технологии плавки газообразным хладоагентом 11. Привод 12 осевого перемещения оболочки 10 может быть выполнен автономным или кинематически связан с приводом 8 осевого перемещения электродов 4 для синхронизации работы режимов электрод-оболочка. Заполнение оболочки 10 хладоагентом 11 осуществляют от централизованной или автономной сети системы охлаждения. В расположенные концентрично электродам 4 и кинематически связанные с оболочкой 10 парные торообразные камеры 13, 14 подают хладоагент 11. Торообразные камеры 13, 14 могут быть 3 28592006.06.30 использованы автономно порознь для заполнения хладоагентом 11 оболочки 10 или торообразные камеры 13, 14 в совокупности со смесителем 15 используют для введения в газообразную двуокись углерода, например, тонкодисперсного угольного порошка для последующего заполнения полученным хладоагентом 11 оболочки 10. Пример. Проблема локального перегрева графитированных электродов 4 при плавке стали в мощных дуговых сталеплавильных печах ДСП постоянно находится в центре внимания производителей стали. Процесс работы ДСП осуществляют путем введения в рабочее пространство печи системы электродов 4. После наведения в ДСП жидкой ванны металла 16 оболочку 10 посредством привода 12 перемещают относительно электродов 4 в направлении зеркала расплава. Одновременно оболочку посредством средства 9 наполняют в зависимости от технологии плавки газообразным хладоагентом 11. Привод 12 осевого перемещения оболочки 10 может быть выполнен автономным или кинематически связан с приводом 8 осевого перемещения электродов 4 для синхронизации работы режимов электрод-оболочка, на чертеже условно не показано. В процессе работы ДСП из централизованной сети системы охлаждения в парные торообразные камеры 13, 14 и смеситель 15 подают хладоагент 11 и оболочку 10 по описанной выше технологии заполняют хладоагентом 11, которым аэрируют зону электродного пространства. Таким образом, создаваемый в сводовом пространстве печи аэрируемый хладоагент 11 на основе только газообразной двуокиси углерода или на основе несущей газообразной двуокиси углерода, в которую введен тонкодисперсный, например, угольный порошок,так же, как и прототип, выполняет функцию мягкого охладителя графитированных электродов 4, исключая образование в материале электродов термодинамических ударов образует газодинамический затвор, предотвращающий выбивание газов от ванны с расплавом металла в зазор между электродом 4 и сводовым отверстием. По сравнению с прототипом, как показали промышленно-лабораторные испытания,новая технология и конструктив ДСП позволяют улучшить охлаждение электродов за счет интенсификации конвективного теплообмена системы электрод-хладоагент, т.к. реализуют принудительное движение хладоагента не только в корневой зоне электрода, а вдоль всей цилиндрической поверхности электрода. За счет повышения степени черноты хладоагента, по сравнению с парогазовым хладоагентом по прототипу, новая конструкция ДСП способствует с очевидностью повышению и лучистого теплообмена системы электрод-хладоагент за счет увеличения степени черноты хладоагента путем применения в качестве хладоагента несущей газообразной двуокиси углерода, в которую введен тонкодисперсный угольный порошок в связи со следующим математическим закономпх 0(эл/100)4 - (хл/100)4,где- теплота, отведенная от поверхности электрода, Дж/м 2 п - приведенная степень черноты хладоагента С 0 - постоянная Больцмана, Вт/м 2 К Тэл- температура поверхности электрода, К Тхл - температура хладоагента, К. По сравнению с пароводяным хладоагентом по прототипу, имеющим степень черноты 0,005, в новом конструктиве хладоагент на основе двуокиси углерода имеет степень черноты 0,06, например, при давлении до двух атмосфер, температуре 200 , внутреннем диаметре оболочки 620 мм и наружном диаметре электрода 610 мм. 4 28592006.06.30 Новый хладоагент на основе несущей газообразной двуокиси углерода, в которую введен тонкодисперсный угольный порошок, имеет степень черноты 0,30,5, в зависимости от концентрации, температуры и давления, это позволяет создать технологически выгодный градиент степени черноты хладоагента, составляющей до 35-55 от степени черноты материала электрода, который имеет степень черноты практически до 95 . Известная конструкция ДСП с использованием паровоздушного хладоагента исключает его вдувание в ванну расплава металла, так как приводит к взрывному эффекту и катастрофическому выводу ДСП из строя. Кроме того, заявленный конструктив обеспечивает дополнительное вдувание в ванну расплава металла хладоагента на основе несущей газообразной двуокиси углерода, в которую введен тонкодисперсный угольный порошок, что существенно ускоряет образование вспененного шлака, который активно обеспечивает защиту ограждающих конструкций свода от излучения дуги и позволяет вести работу печи на более длинных дугах. При высоких температурах ванны расплава металла в ДСП углерод хладоагента на основе несущей газообразной двуокиси углерода, в которую введен тонкодисперсный угольный порошок, активно восстанавливает железо из оксида ССО,что уменьшает угар железа и повышает выход годного, например, в стотонной ДСП до 3-4 т на одной плавке. По сравнению с прототипом полезная модель реализует поставленную задачу путем повышения эксплуатационной стойкости охлаждаемого электрода и снижения расхода графитированных электродов при эксплуатации печи. Разработанная новая конструкция орошения электродов ДСП снижает расход электроэнергии и электродов, раскислителей и легирующих и увеличивает производительность печной установки. Промышленное освоение ожидается на РУП БМЗ путем оборудования дуговой сталеплавильной печи новой конструкцией системы охлаждения электрода. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 19/00, C21C 5/52
Метки: печь, сталеплавильная, электродуговая
Код ссылки
<a href="https://by.patents.su/5-u2859-elektrodugovaya-staleplavilnaya-pech.html" rel="bookmark" title="База патентов Беларуси">Электродуговая сталеплавильная печь</a>
Дуговая сталеплавильная печь
Номер патента: U 1184
Опубликовано: 30.12.2003
Авторы: Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Эндерс Владимир Владимирович, Гуляев Михаил Павлович, Иванов Эдуард Владимирович, Пишикин Вадим Серафимович, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Шевченко Александр Данилович
МПК: C21C 5/52
Метки: сталеплавильная, дуговая, печь
Текст:
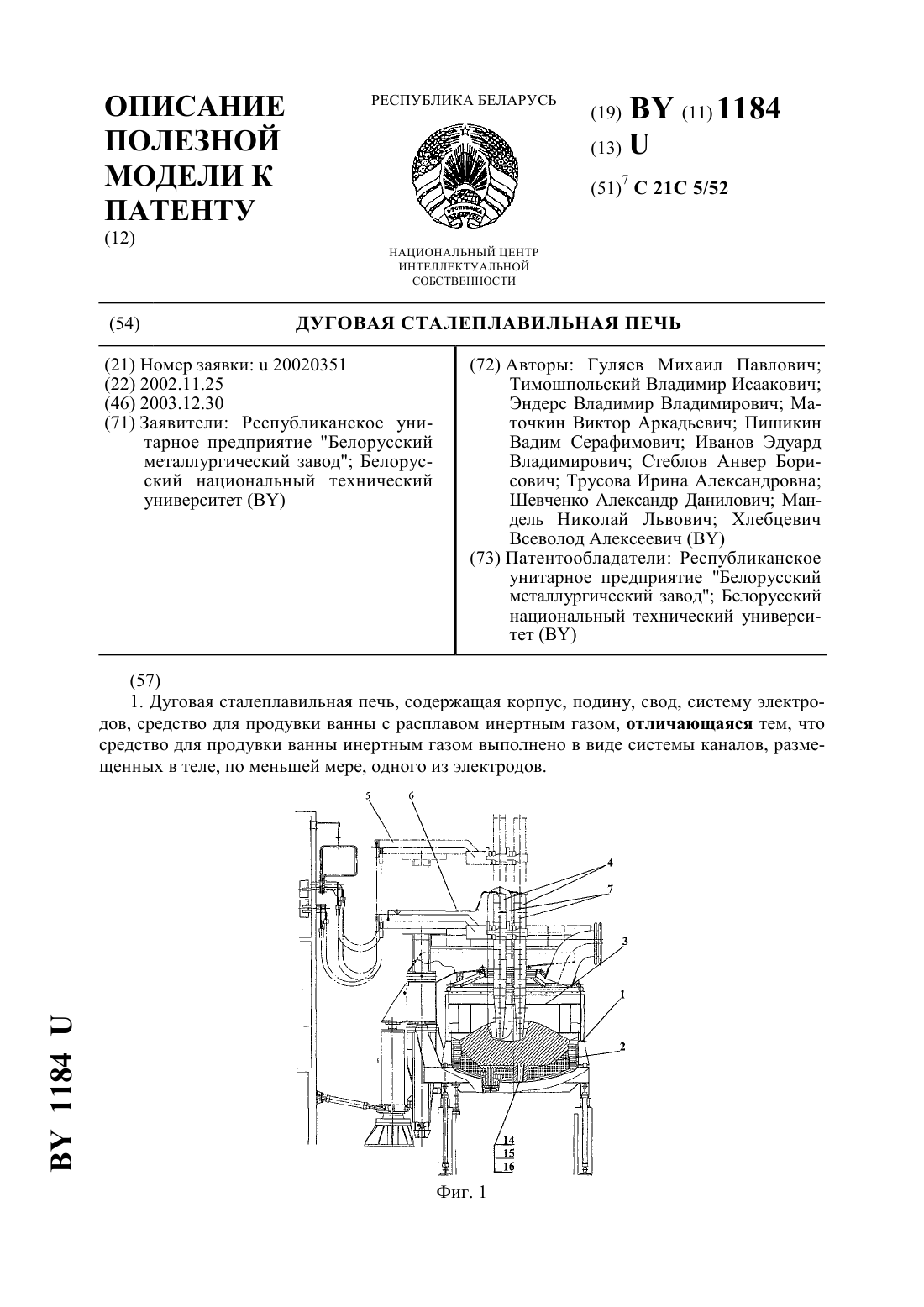
...открывается заглушка 10 первого снизу радиального канала 9 и осуществляют кроме осевой продувки расплава аргоном дополнительную радиальную продувку через радиальный канал 9, тем самым интенсифицируя процесс барботирования расплава аргоном и гомогенизацию расплава, которая выражена в интенсивном перемешивании металла со шлаком, мелкие пузыри оказывают фильтрующее воздействие на металл. Слои металла, насыщенные инертным газом, вследствие...
Дуговая сталеплавильная печь
Номер патента: U 557
Опубликовано: 30.06.2002
Авторы: Фоменко Сергей Александрович, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Стеблов Анвер Борисович, Фоменко Александр Петрович, Филиппов Вадим Владимирович, Гуляев Михаил Павлович
МПК: B22D 19/00, C21C 5/52
Метки: печь, сталеплавильная, дуговая
Текст:
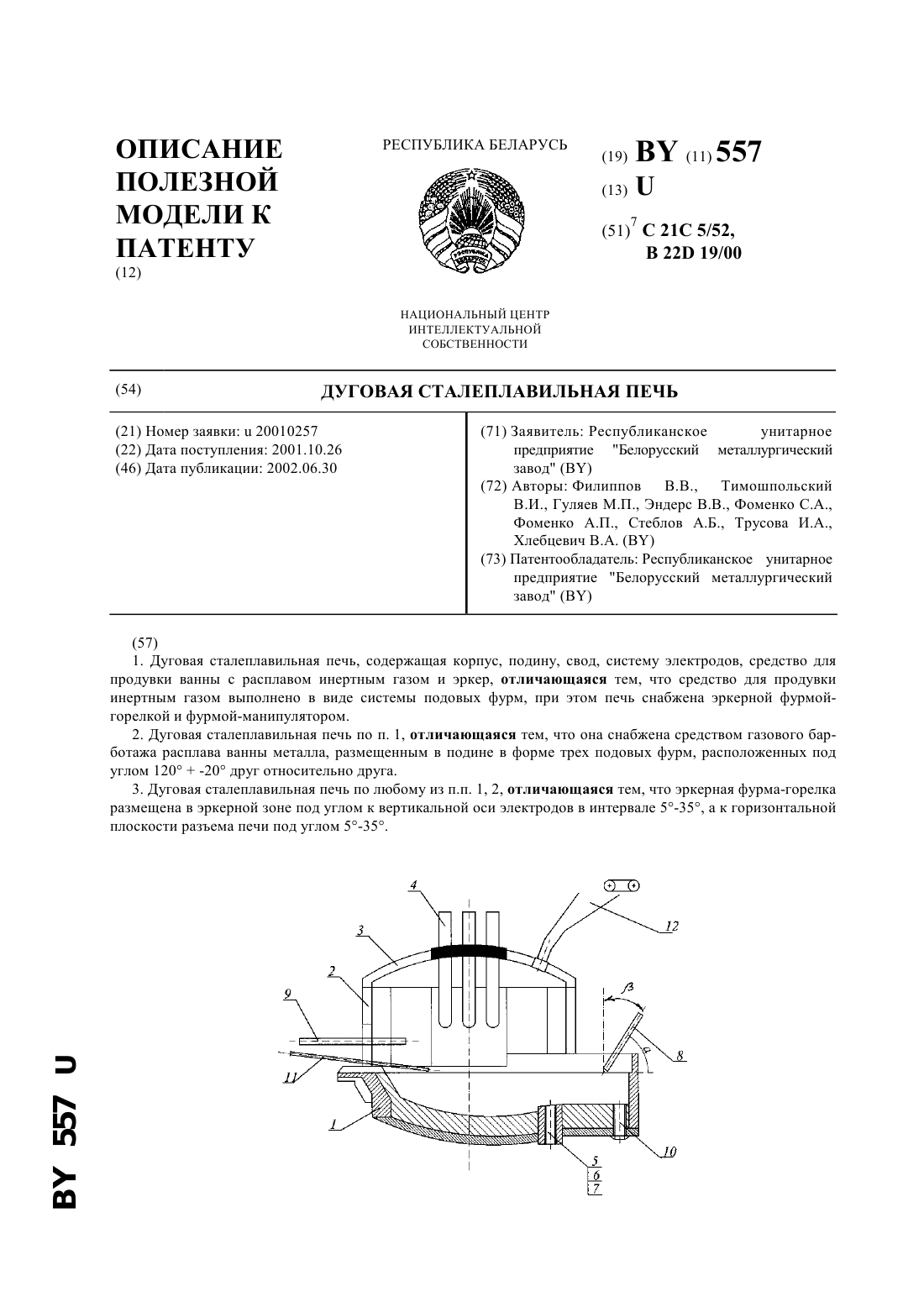
...мощностью 5 МВт, фурмой манипулятором 9, кислородным копьем 11 для вдувания кислорода и углеродосодержащих материалов, консолями и установкой для вдувания в печь доломитовой муки фирмы. Основная технология выплавки - одношлаковый процесс с жидким стартом с использованием в шихте углеродистого металлолома и металлизованных окатышей. Большую часть в сортаменте выплавки занимают качественные углеродистые, легированные стали и сталь для...
Дуговая сталеплавильная печь
Номер патента: U 2554
Опубликовано: 28.02.2006
Авторы: Андрианов Николай Викторович, Шибченко Виталий Викторович, Прохоренко Виктор Николаевич, Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Андрианов Дмитрий Николаевич
МПК: C21C 5/52
Метки: печь, сталеплавильная, дуговая
Текст:
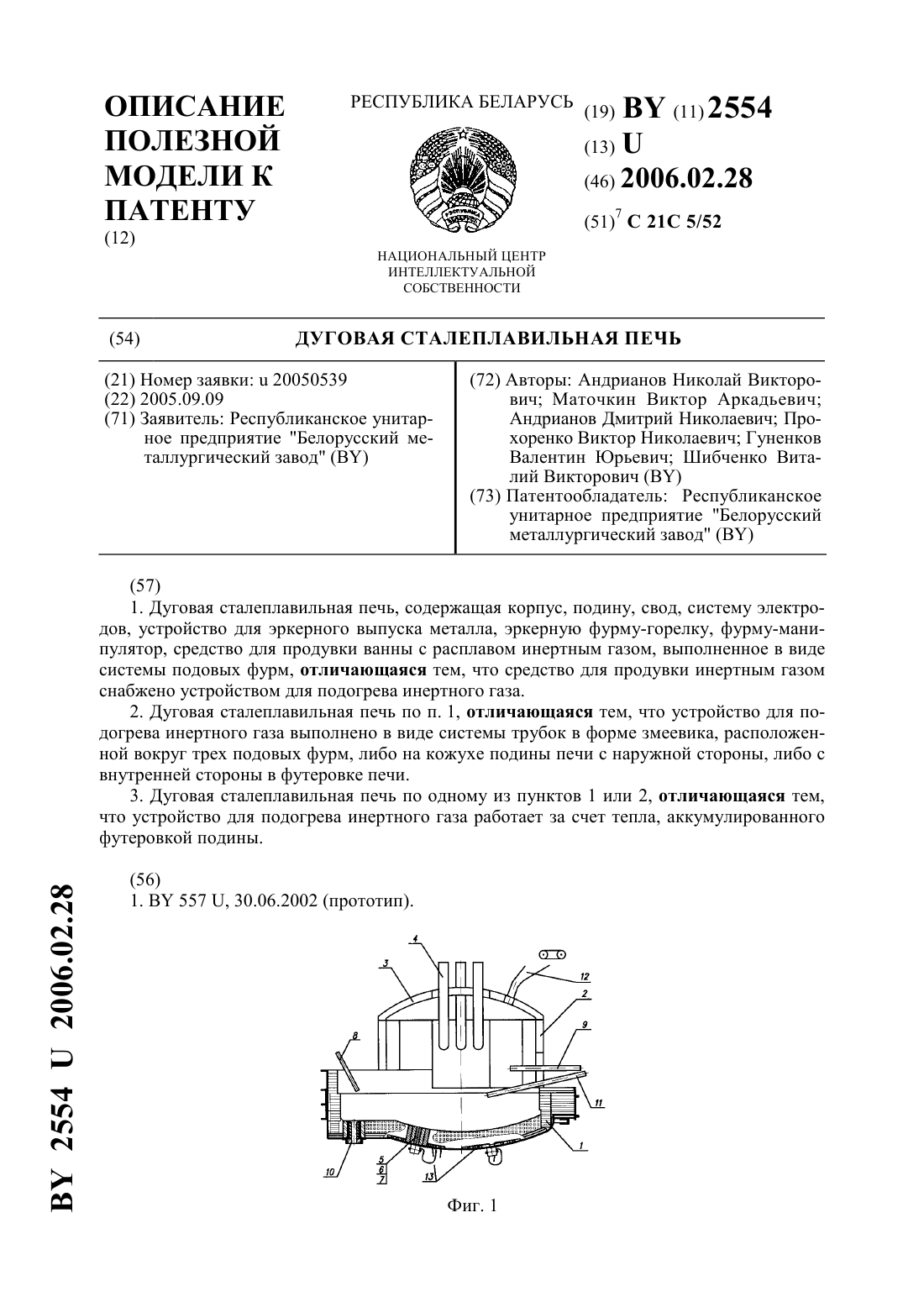
...инертного газа 13, выполнено в виде системы трубок, расположенных на кожухе подины печи в форме змеевика вокруг трех подовых фурм 5, 6, 7. Устройство для подогрева инертного газа может быть расположено с внутренней стороны футеровки печи вокруг трех подовых фурм 5, 6, 7. Оптимальные значения углов расположения фурм 5, 6, 7 при прямой продувке между их осями в интервале 12020 определены экспериментально и заданы в зависимости от конструкции...
Походная печь Королева
Номер патента: U 428
Опубликовано: 30.12.2001
Автор: Королев Геннадий Витальевич
МПК: F24C 1/16
Метки: походная, печь, королева
Текст:
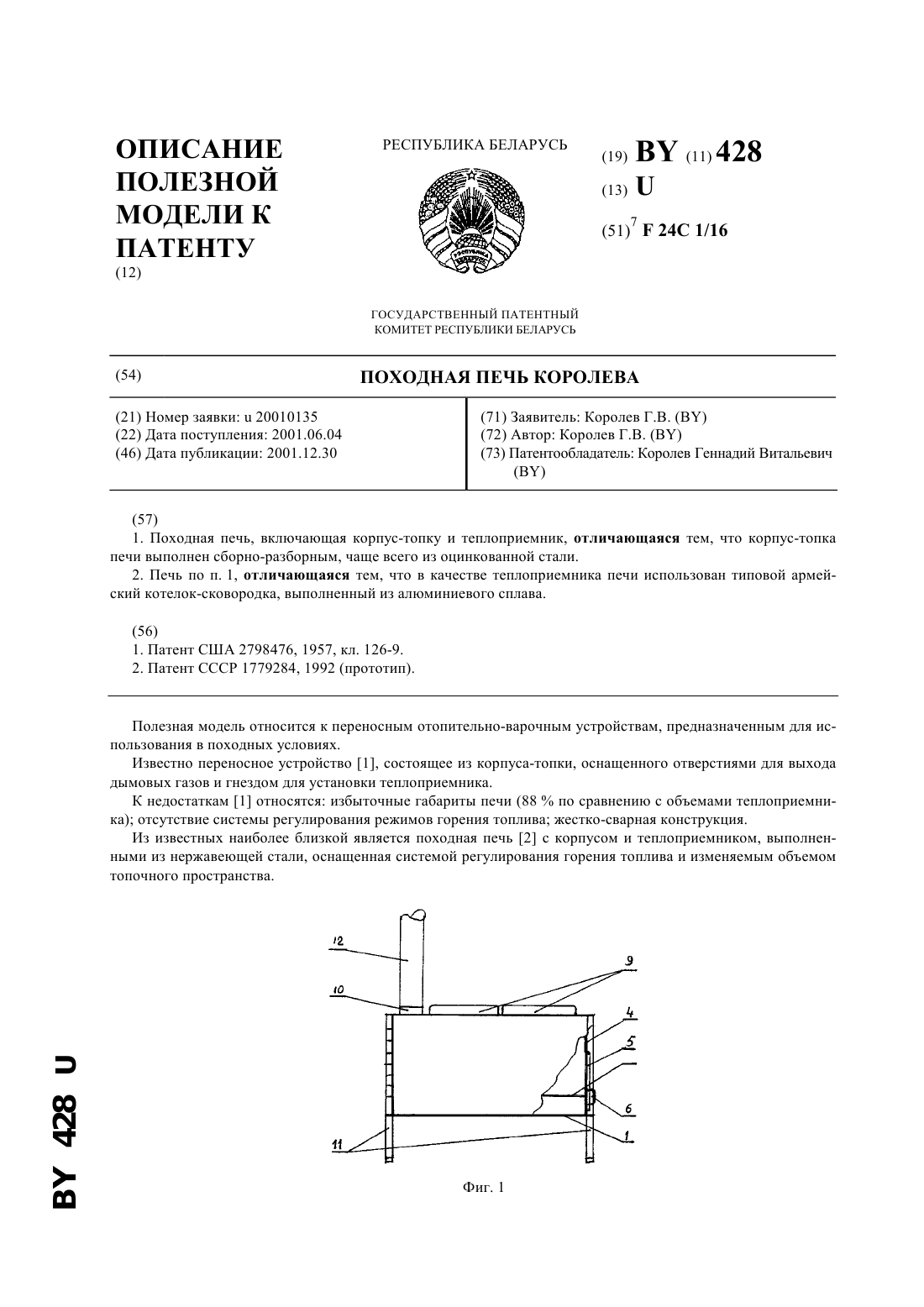
...в походных условиях. Общими признаками аналогов являются жесткая сварная конструкция, затрудняющая транспортировку печи в рюкзаке или вещевом мешке предназначение печи для использования в походных условиях. Задачей, решаемой полезной моделью, является расширение области применения переносных печей за счет снижения стоимости и упрощения их транспортировки. Для этого корпус-топка походной печи, выполняемой, чаще всего, из оцинкованной...
Водоохлаждаемый электрод дуговой сталеплавильной печи
Номер патента: U 627
Опубликовано: 30.09.2002
Авторы: Тимошпольский Владимир Исаакович, Пирогов Александр Александрович, Шевченко Александр Данилович, Пишикин Вадим Серафимович, Букин Виктор Александрович, Иванов Эдуард Владимирович, Паршин Виктор Петрович, Гуляев Михаил Павлович, Паршиков Анатолий Николаевич, Филиппов Вадим Владимирович, Стеблов Анвер Борисович
МПК: C21C 5/52, B22D 19/00
Метки: электрод, дуговой, водоохлаждаемый, сталеплавильной, печи
Текст:
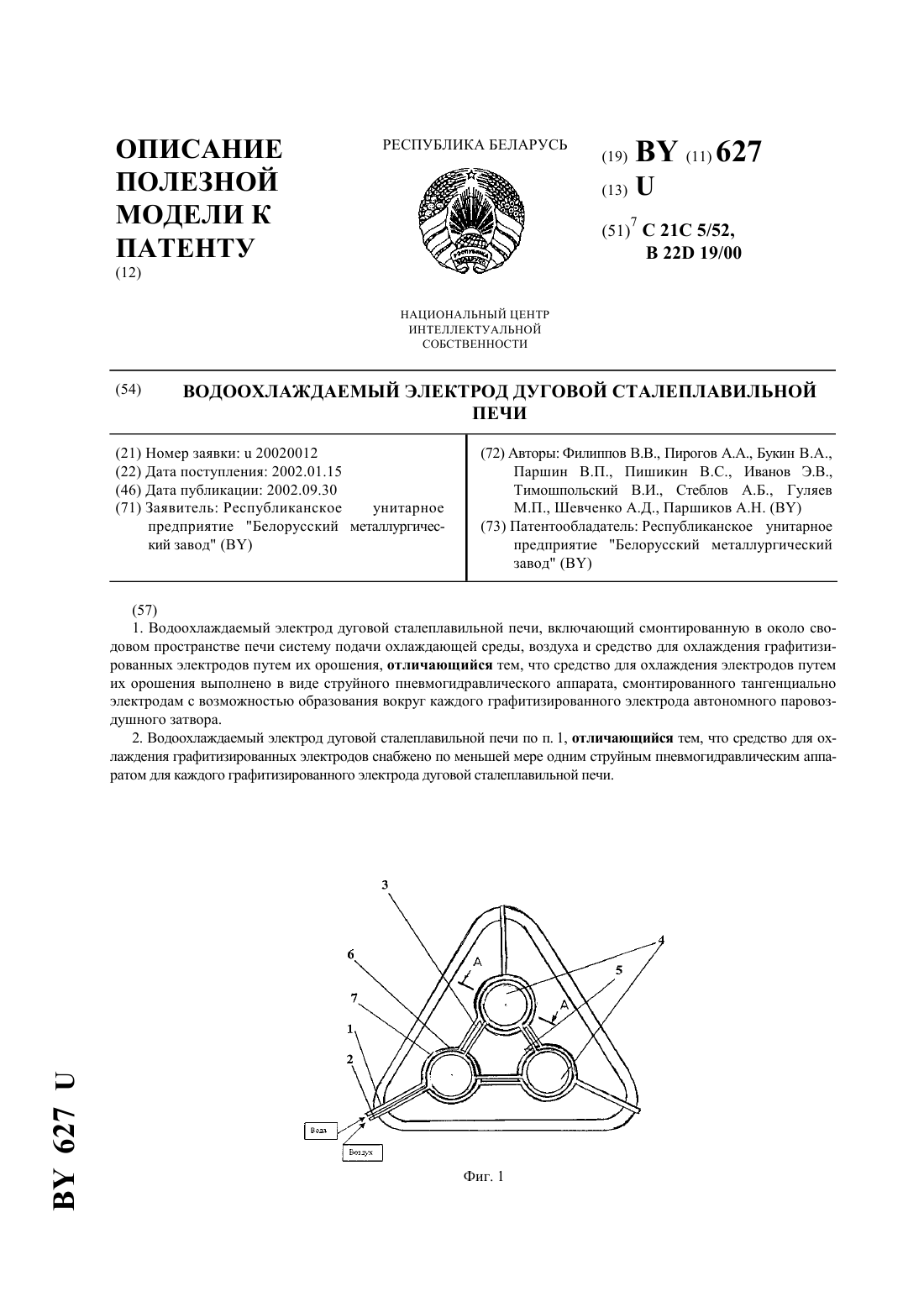
...графитизированных электродов снабжено по меньшей мере одним струйным пневмогидравлическим аппаратом для каждого графитизированного электрода дуговой сталеплавильной печи. В водоохлаждаемом электроде дуговой сталеплавильной печи струйный пневмогидравлический аппарат выполнен в виде системы, концентрично расположенных относительно графитизированных электродов и одна относительно другой, торообразных гидравлических и пневматических пар...
Предыдущий патент: Редуктор среднего моста
Следующий патент: Устройство для изготовления биолент
Случайный патент: Дверца камеры сварки взрывом