Устройство для получения литой заготовки квадратного сечения
Номер патента: U 4113
Опубликовано: 30.12.2007
Авторы: Сафин Рустам Раскатович, Пивцаев Виталий Васильевич, Борщов Сергей Михайлович, Пишикин Вадим Серафимович, Дьяченко Вячеслав Иванович, Таргонский Николай Николаевич, Власов Михаил Михайлович
Текст
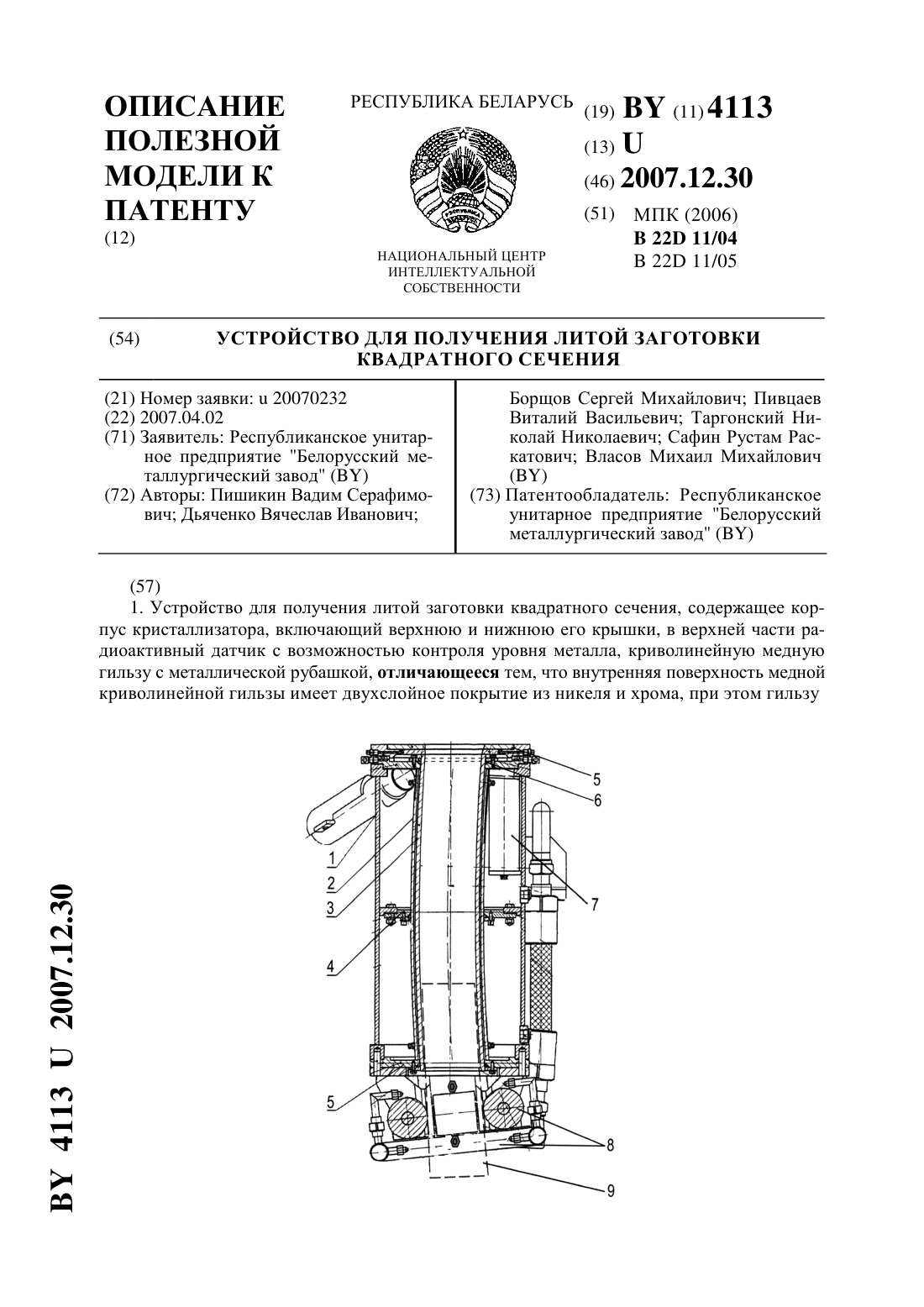
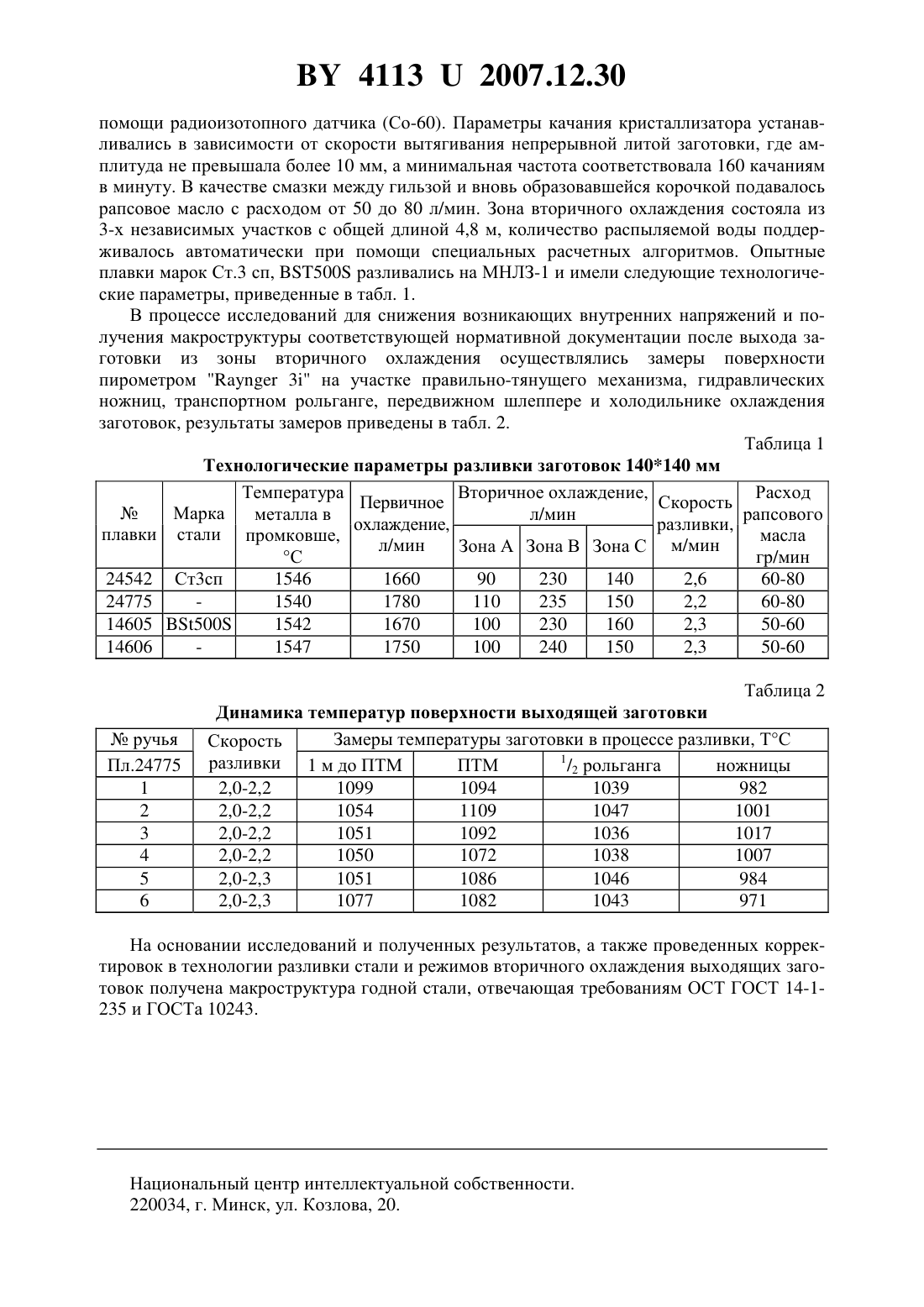
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛИТОЙ ЗАГОТОВКИ КВАДРАТНОГО СЕЧЕНИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Пишикин Вадим Серафимович Дьяченко Вячеслав Иванович Борщов Сергей Михайлович Пивцаев Виталий Васильевич Таргонский Николай Николаевич Сафин Рустам Раскатович Власов Михаил Михайлович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Устройство для получения литой заготовки квадратного сечения, содержащее корпус кристаллизатора, включающий верхнюю и нижнюю его крышки, в верхней части радиоактивный датчик с возможностью контроля уровня металла, криволинейную медную гильзу с металлической рубашкой, отличающееся тем, что внутренняя поверхность медной криволинейной гильзы имеет двухслойное покрытие из никеля и хрома, при этом гильзу 41132007.12.30 поддерживает плавающий направляющий фланец, а в нижней части кристаллизатора установлена роликовая подложка, состоящая из четырех роликов, 4-х щелевых и 4-х круглофакельных форсунок и содержащая вводимую головку затравки для начального запуска ручьев. 2. Устройство по п. 1, отличающееся тем, что для машины непрерывного литья заготовок с радиусом дуги в 5 м криволинейная гильза имеет длину 780 мм, внутреннее сечение 142141 мм, конусность 0,7 и металлическую рубашку охлаждения с внутренним сечением 172 мм. 3. Устройство по любому из п. 1 или 2, отличающееся тем, что двухслойное покрытие толщиной 100 мкм состоит из слоя никеля толщиной 40 мкм и слоя хрома толщиной 60 мкм. 4. Устройство по любому из пунктов 1 или 2, отличающееся тем, что круглофакельные форсунки имеют внутренний диаметр 2,8 мм с углом раскрытия 65 .(56) 1. Освоение производства непрерывнолитой заготовки на высокоскоростной шестиручевой МНЛЗ // Металл и литье Украины. -5-6. - 2001 (прототип). Полезная модель относится к области черной металлургии, а именно к машинам непрерывного литья заготовок (МНЛЗ) радиального типа, более конкретно к кристаллизатору, который формирует квадратную корочку толщиной 5-8 мм размером 140140 мм для получения литой заготовки. В качестве прототипа принят узел 1, состоящий из кристаллизатора с криволинейной,многоконусной гильзой, длина которого составляет 1000 мм и контролем уровня металла в кристаллизаторе, предназначенный для разливки на МНЛЗ с радиусом 8 м и радиусом разгиба 15 м для получения заготовок сечением 125125 мм, 150150 мм, при использовании жесткой затравки. Кристаллизатор имеет электромагнитное перемешивание. Недостаток прототипа состоит в том, что кристаллизатор предназначен для большого радиуса МНЛЗ 8 м, имеет большие габаритные размеры, применение электромагнитного перемешивания приводит к высоким затратам электроэнергии и затруднению по обслуживанию внутренней гильзы кристаллизатора. Задача, решаемая полезной моделью, заключается в повышении производительности машины непрерывного литья заготовок МНЛЗ для прокатного стана 320, снижении энергозатрат на выпускаемую продукцию и улучшении ремонтопригодности устройства. Технический результат, достигаемый при использовании предложенного решения, заключается в увеличении пропускной способности жидкого металла через кристаллизатор,в упрощении конструкции кристаллизатора, увеличение срока службы кристаллизатора. Решение поставленной задачи обеспечивается тем, что устройство для получения литой заготовки квадратного сечения содержит корпус кристаллизатора, включающий верхнюю и нижнюю его крышки. В верхней части корпуса кристаллизатора расположен радиоактивный датчик обеспечивающий возможность контроля уровня металла. Криволинейная медная гильза с металлической рубашкой снабжена подводящими и отводящими патрубками для протока воды и ее охлаждения. Внутренняя поверхность криволинейной гильзы имеет двухслойное покрытие из никеля и хрома. Криволинейная гильза установлена в корпусе кристаллизатора и поддерживается плавающим направляющим фланцем. В нижней части кристаллизатора установлена роликовая подложка, состоящая из четырех роликов, 4-х щелевых и 4-х круглофакельных форсунок, содержащая вводимую головку затравки для начального запуска ручьев. Для машины непрерывного литья заготовок с радиусом дуги в 5 м криволинейная гильза имеет длину 780 мм, конусность 0,7 , внутреннее сечение 142 мм и металличе 2 41132007.12.30 скую рубашку охлаждения с внутренним сечением 172 мм. Для повышения стойкости гильз кристаллизатора применяется двухслойное внутреннее покрытие толщиной 100 мкм,состоящее из слоя никеля толщиной 40 мкм и слоя хрома толщиной 60 мкм. Круглофакельные форсунки имеют внутренний диаметр 2,8 мм с углом раскрытия 65 . Смазка кристаллизатора производится рапсововым маслом. Устройство обеспечивает возможность получения квадратной заготовки сечением 140140 мм. Системы охлаждения медной гильзы кристаллизатора и подачи воды на форсунки независимы и имеют разные подводы. Отличие заявленного устройства от прототипа в том, что охлаждение гильзы кристаллизатора осуществляется равномерно через регулируемые каналы между рубашкой и гильзой кристаллизатора с максимальным расходом оборотной очищенной воды не менее 1600 л/мин, где увеличение расхода воды поддерживается автоматически от установленной дельта температуры. Для управления жидкой стали в кристаллизаторе с поддержанием уровня металла используется радиоизотопный датчик (Со-60), а для предохранения гильзы кристаллизатора от механических повреждений вводимой головкой затравки и поддержания образовавшейся заготовки в нижней части кристаллизатора установлена роликовая подложка. Новизной технического решения является разработка конструкции кристаллизатора с вводимой головкой для получения квадратной заготовки сечения квадратной заготовки 140140 мм в условиях малого радиуса разливочной дуги 5-ти метров, обеспечивающей высокую производительность МНЛЗ более 117 т/ч. Полезная модель поясняется чертежом, где на фигуре представлено устройство для получения литой заготовки квадратного сечения. Устройство содержит корпус кристаллизатора (1), металлическую рубашку охлаждения (2) с внутренним сечением 172 мм, снабженную подводящими и отводящими патрубками для протока воды и ее охлаждения,медную криволинейную гильзу (3) с конусностью 0,7 и внутренним сечением 142141 мм,поддерживающий плавающий направляющий фланец (4) для центровки рубашки относительно гильзы кристаллизатора, верхнюю и нижнюю крышки кристаллизатора (5) с резиновыми уплотнительными кольцами (6) для предотвращения утечек воды. В верхней части кристаллизатора установлен радиоизотопный датчик (7), в нижней части установлена роликовая подложка (8), состоящая из четырех роликов и восьми форсунок (4-х щелевых и 4-х круглофакельных), и направляющая головки затравки (9). Пример конкретного использования устройства для получения литой заготовки квадратного сечения. Республиканское унитарное предприятие Белорусский металлургический завод приступил к освоению новой конструкции кристаллизатора с криволинейной медной гильзой для машины непрерывного литья заготовок и с радиусом дуги в 5 м, имеющей длину 780 мм конусность 0,7 . Перед запуском МНЛЗ для получения квадратной заготовки сечением 140140 мм, головка жесткой затравки с сечением 140140 мм вводилась в полость криволинейной медной гильзы с внутренним сечением 142141 мм. Медная гильза конусностью 0,7 вставляется в металлическую рубашку охлаждения с внутренним сечением 172 мм. Гильза имеет двухслойное покрытие, состоящее из никеля и хрома толщиной 100 мкм и с соотношением компонентов 40 мкм никеля и 60 мкм хрома соответственно. Роликовая подложка предохраняла от механических повреждений, а охлаждение заготовки обеспечивали 4 щелевые и 4 круглофакельные форсунки. А верхняя и нижняя крышки кристаллизатора предохраняли от утечек воды из кристаллизатора. С целью предотвращения искажений профиля заготовки после выхода из кристаллизатора и поддержания образовавшейся корочки на подложке установлены опорные ролики в количестве 4-х штук. Поступление жидкого металла производилось как открытой, так и закрытой струей, а поддержание уровня металла в кристаллизаторе осуществлялось при 3 41132007.12.30 помощи радиоизотопного датчика (Со-60). Параметры качания кристаллизатора устанавливались в зависимости от скорости вытягивания непрерывной литой заготовки, где амплитуда не превышала более 10 мм, а минимальная частота соответствовала 160 качаниям в минуту. В качестве смазки между гильзой и вновь образовавшейся корочкой подавалось рапсовое масло с расходом от 50 до 80 л/мин. Зона вторичного охлаждения состояла из 3-х независимых участков с общей длиной 4,8 м, количество распыляемой воды поддерживалось автоматически при помощи специальных расчетных алгоритмов. Опытные плавки марок Ст.3 сп, 500 разливались на МНЛЗ-1 и имели следующие технологические параметры, приведенные в табл. 1. В процессе исследований для снижения возникающих внутренних напряжений и получения макроструктуры соответствующей нормативной документации после выхода заготовки из зоны вторичного охлаждения осуществлялись замеры поверхности пирометром 3 на участке правильно-тянущего механизма, гидравлических ножниц, транспортном рольганге, передвижном шлеппере и холодильнике охлаждения заготовок, результаты замеров приведены в табл. 2. Таблица 1 Технологические параметры разливки заготовок 140140 мм Температура Вторичное охлаждение,Расход Первичное Скорость Таблица 2 Динамика температур поверхности выходящей заготовки Замеры температуры заготовки в процессе разливки, ТС Скорость 1 разливки 1 м до ПТМ/2 рольганга ПТМ ножницы 2,0-2,2 1099 1094 1039 982 2,0-2,2 1054 1109 1047 1001 2,0-2,2 1051 1092 1036 1017 2,0-2,2 1050 1072 1038 1007 2,0-2,3 1051 1086 1046 984 2,0-2,3 1077 1082 1043 971 На основании исследований и полученных результатов, а также проведенных корректировок в технологии разливки стали и режимов вторичного охлаждения выходящих заготовок получена макроструктура годной стали, отвечающая требованиям ОСТ ГОСТ 14-1235 и ГОСТа 10243. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 11/05, B22D 11/04
Метки: квадратного, устройство, заготовки, литой, сечения, получения
Код ссылки
<a href="https://by.patents.su/4-u4113-ustrojjstvo-dlya-polucheniya-litojj-zagotovki-kvadratnogo-secheniya.html" rel="bookmark" title="База патентов Беларуси">Устройство для получения литой заготовки квадратного сечения</a>
Способ получения заготовки кварцевого стекла
Номер патента: 9277
Опубликовано: 30.06.2007
Авторы: Капшай Мария Николаевна, Плющ Борис Васильевич
МПК: C03B 20/00, C03B 19/12, C03B 8/02...
Метки: стекла, получения, заготовки, способ, кварцевого
Текст:
...обработки поверхности 0,32. Сверху форму закрывали крышкой из оргстекла или иного гидрофобного непроницаемого материала. Золь выдерживали в форме до завершения гелеобразования, которое определяли визуально по исчезновению жидкой фазы и образованию зазора между гелем и боковыми стенками. Время полного гелеобразования составило 1 час. После этого гель извлекали из формы и сушили в контейнере на воздухе при комнатной температуре (20 С) до...
Способ получения заготовки ксерогеля
Номер патента: 4807
Опубликовано: 30.12.2002
Авторы: Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич, Бойко Андрей Андреевич, Дубровский Владимир Сергеевич
МПК: C03B 8/02, C03B 20/00
Метки: способ, ксерогеля, заготовки, получения
Текст:
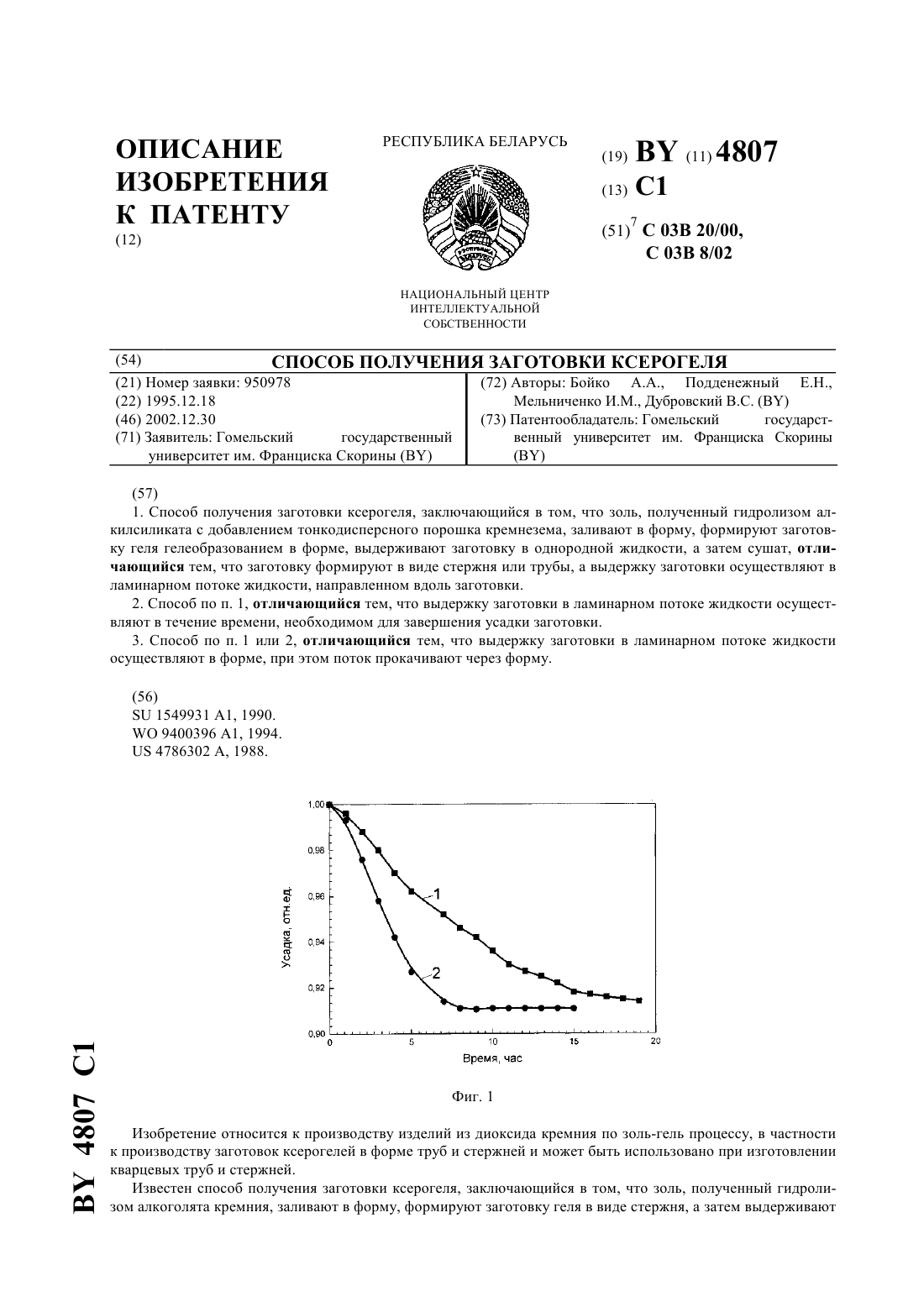
...в поток несколько заготовок одновременно, после чего осуществить массовую сушку заготовок. Время выдержки можно определить и для индивидуальной заготовки, проводя непрерывно измерения поперечных размеров с момента погружения в жидкость, строя зависимости усадки от времени (ус 1/0, где усотносительная деформация усадки в момент времени 1 и 0 - соответственно поперечный и размер заготовки при погружении в жидкость и момент времени ). При...
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Березнев Леонид Михайлович, Герасимова Алина Георгиевна, Исаевич Леонид Александрович, Сидоренко Михаил Иванович, Крупко Михаил Николаевич
Метки: заготовки, осуществления, способ, изготовления, изделий, переменным, длине, устройство, профилем
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Литой сплав
Номер патента: 7245
Опубликовано: 30.09.2005
Авторы: Невар Николай Федорович, Фасевич Юрий Николаевич
МПК: C22C 38/04, C22C 38/02, C22C 38/06...
Текст:
...плавления сплава 1520 С. Для получения литого сплава необходимо соблюдение следующих этапов проведения плавки вначале в печь загружается стальной лом. После его расплавления - этап раскисления, далее непосредственно перед вводом борсодержащего компонента шихты в расплав вводят алюминий. Борсодержащий компонент вводят в тигель под зеркало металла до разлива расплава. Кристаллизация сплава происходит в предварительно подогретых до 280 С...
Конструкция заготовки для изготовления поршневого кольца

Номер патента: U 3430
Опубликовано: 30.04.2007
Авторы: Мелешкевич Наталья Николаевна, Шкет Александр Сергеевич, Трубицкий Роман Эдуардович, Шкет Сергей Николаевич
МПК: B22D 15/00
Метки: заготовки, поршневого, конструкция, кольца, изготовления
Текст:
...теплофизических свойств чугунной гильзовой заготовки-маслоты, полученной с одной плавки. Поставленная задача достигается тем, что в конструкции заготовки для получения поршневого кольца, включающей цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которого образован зоной пластин перлита пластинчатого и графита пластинчатого, согласно полезной модели, высота отливки выполнена с кратностью, по меньшей мере, равной пяти...
Предыдущий патент: Термоизолятор для стоечно-ригельных конструкций
Следующий патент: Устройство для контактного внесения гербицидов
Случайный патент: Транспортное средство повышенной проходимости