Гибкая бесшарнирная затравка машины непрерывного литья заготовок
Номер патента: 7484
Опубликовано: 30.12.2005
Авторы: Пишикин Вадим Серафимович, Годинский Николай Анатольевич, Сумский Сергей Николаевич, Кушнарев Николай Николаевич, Иванов Эдуард Владимирович, Шифрин Игорь Николаевич, Каньшин Сергей Александрович, Смоляков Анатолий Соломонович, Целиков Андрей Александрович
Текст
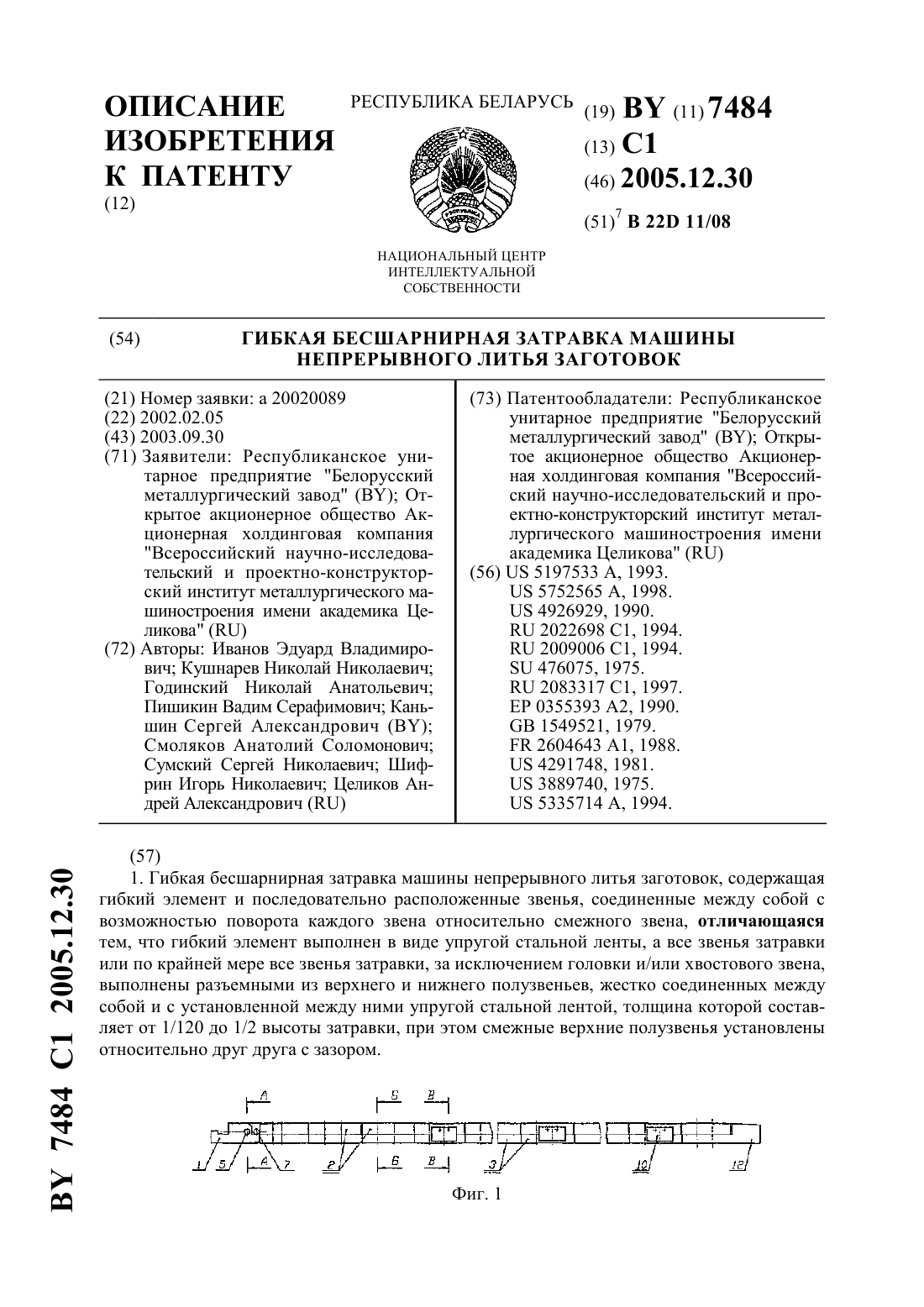
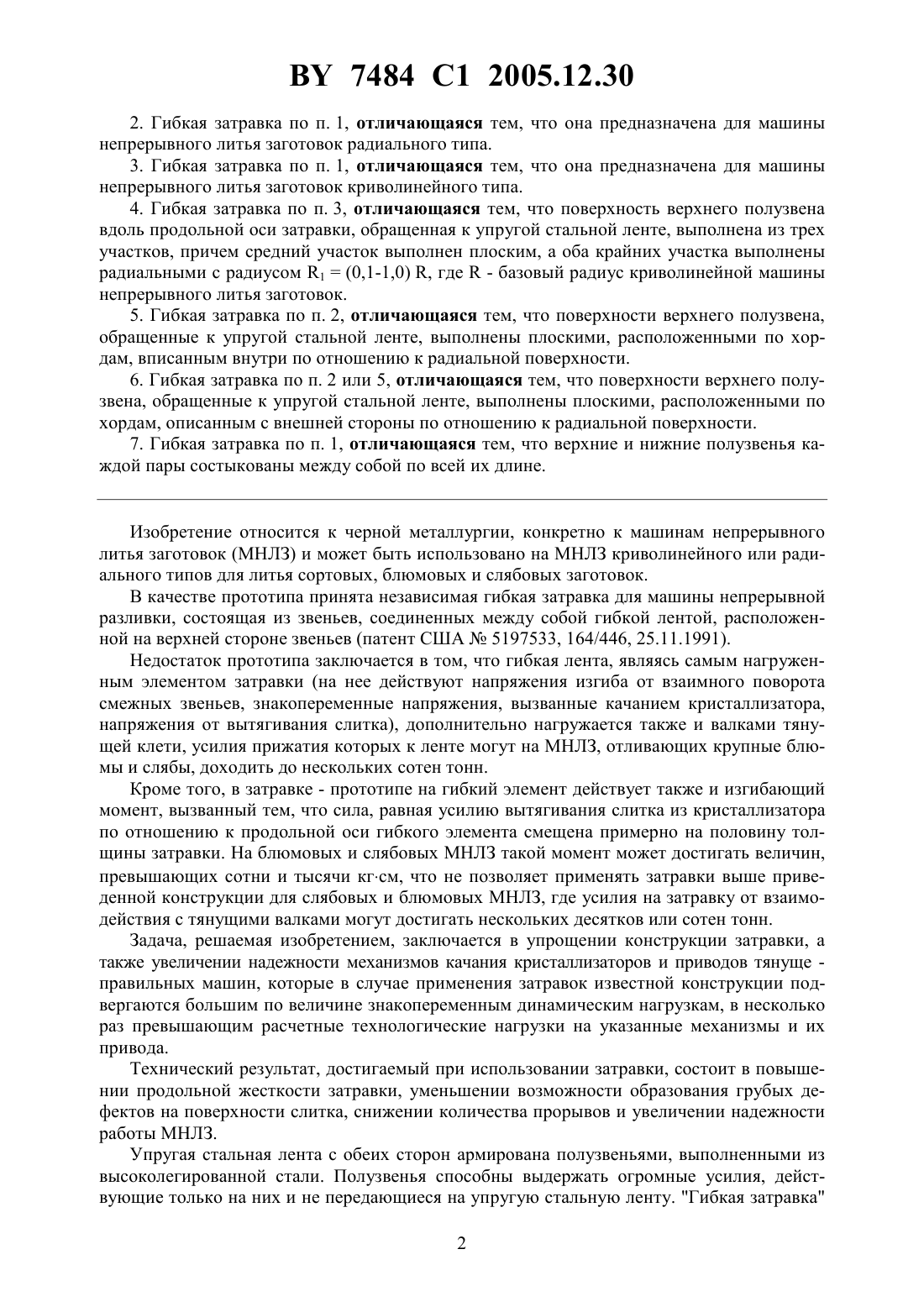
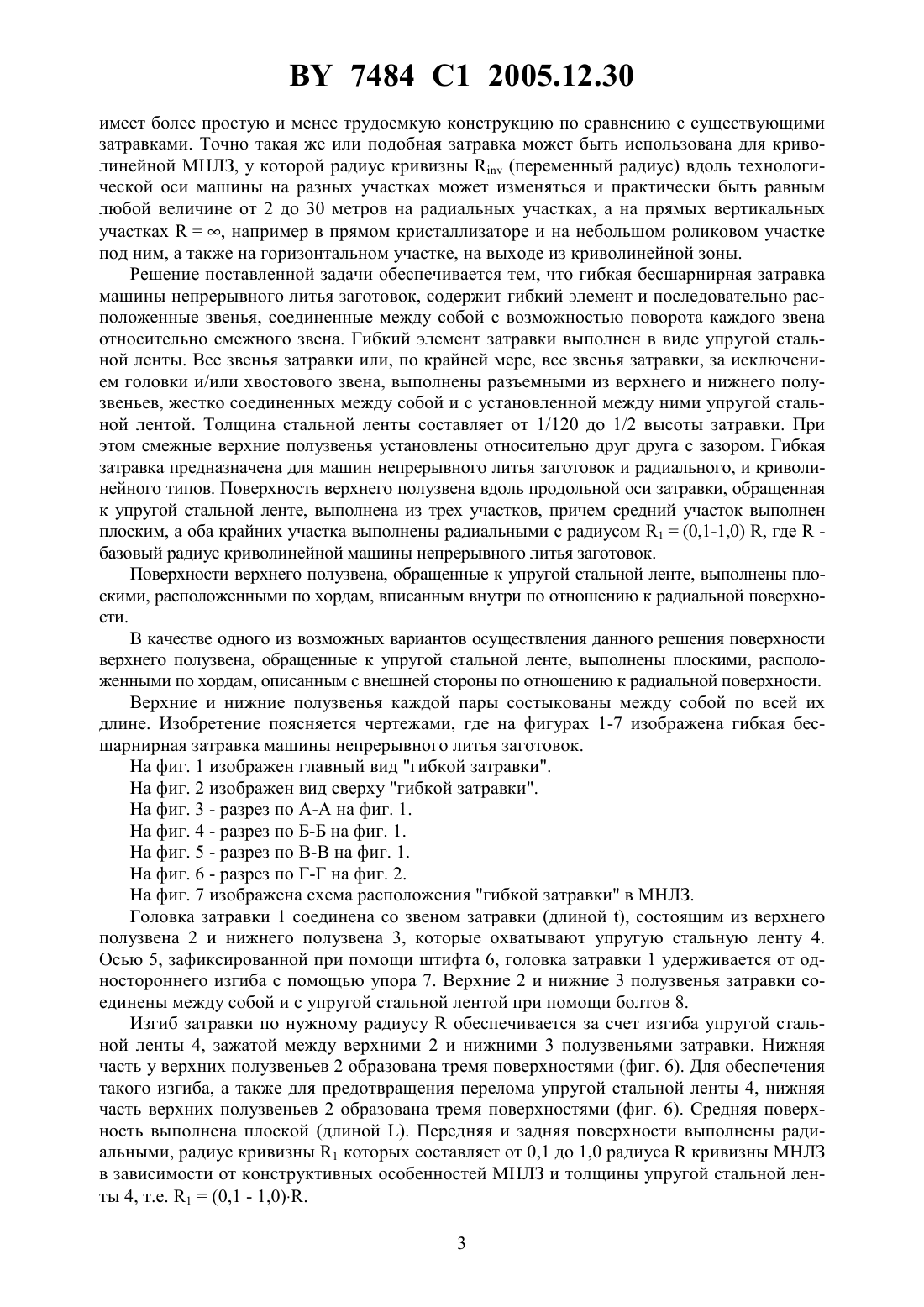
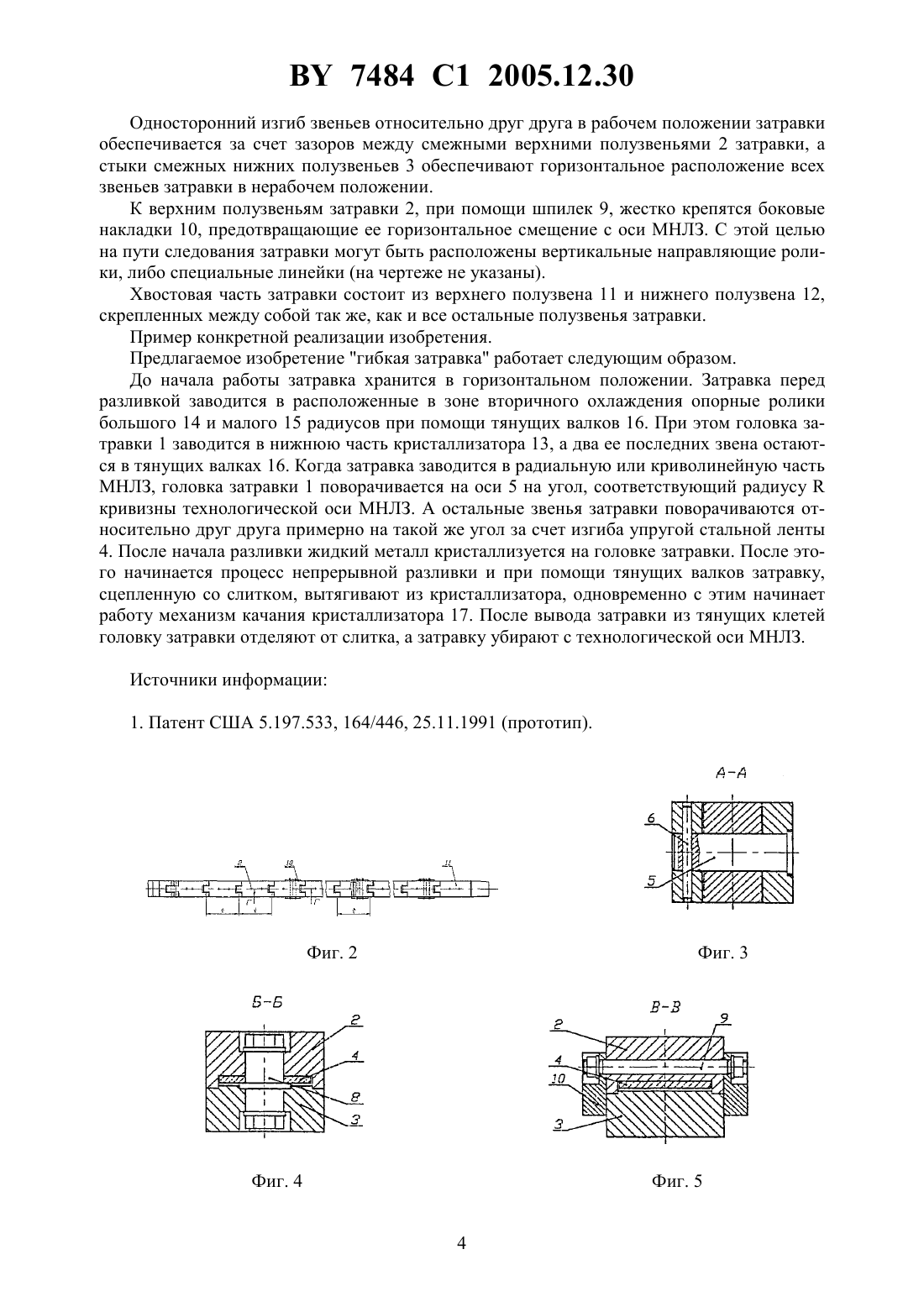
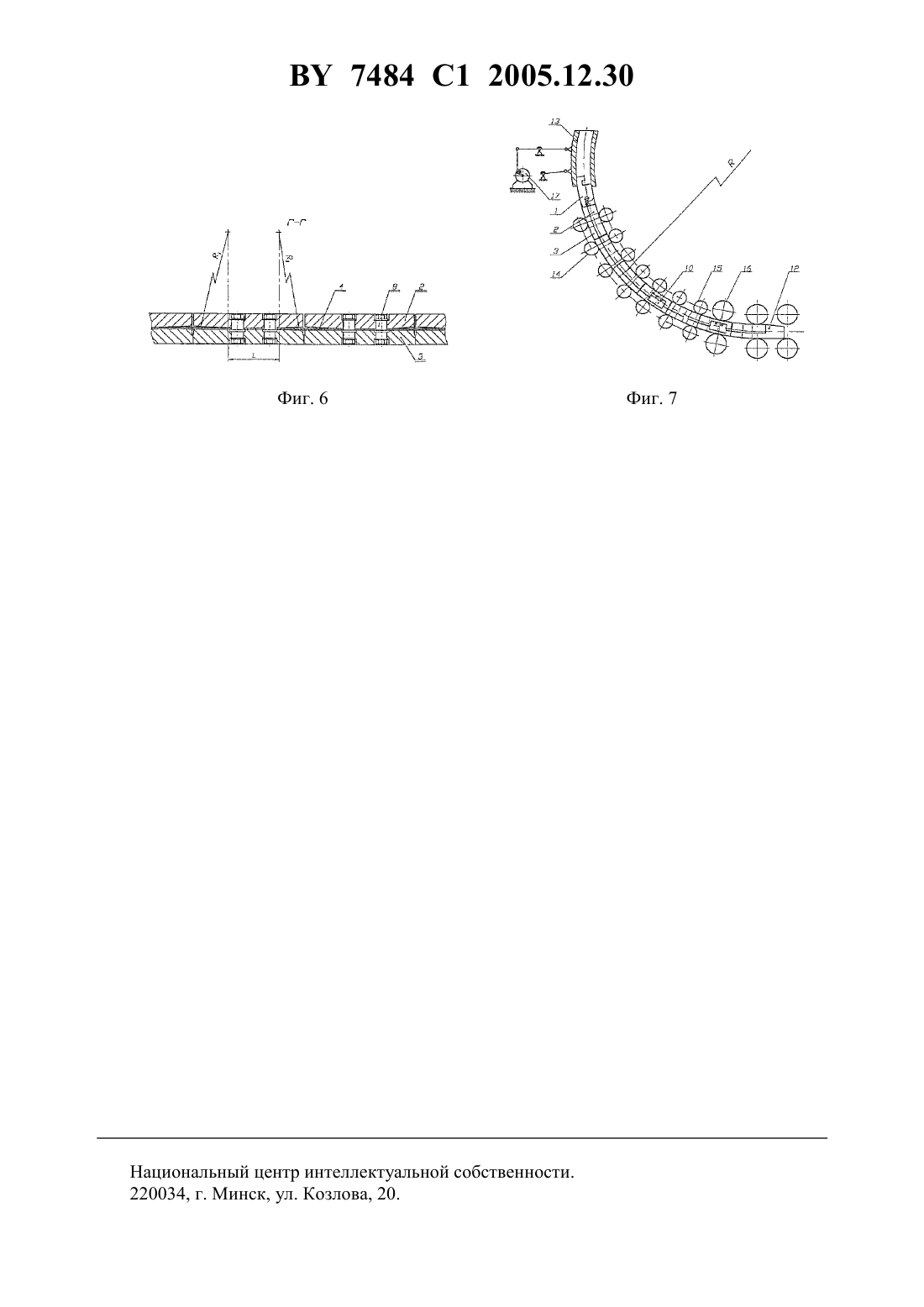
(51)22 11/08 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ГИБКАЯ БЕСШАРНИРНАЯ ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводОткрытое акционерное общество Акционерная холдинговая компания Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения имени академика Целикова(72) Авторы Иванов Эдуард Владимирович Кушнарев Николай Николаевич Годинский Николай Анатольевич Пишикин Вадим Серафимович Каньшин Сергей АлександровичСмоляков Анатолий Соломонович Сумский Сергей Николаевич Шифрин Игорь Николаевич Целиков Андрей Александрович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводОткрытое акционерное общество Акционерная холдинговая компания Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения имени академика Целикова(57) 1. Гибкая бесшарнирная затравка машины непрерывного литья заготовок, содержащая гибкий элемент и последовательно расположенные звенья, соединенные между собой с возможностью поворота каждого звена относительно смежного звена, отличающаяся тем, что гибкий элемент выполнен в виде упругой стальной ленты, а все звенья затравки или по крайней мере все звенья затравки, за исключением головки и/или хвостового звена,выполнены разъемными из верхнего и нижнего полузвеньев, жестко соединенных между собой и с установленной между ними упругой стальной лентой, толщина которой составляет от 1/120 до 1/2 высоты затравки, при этом смежные верхние полузвенья установлены относительно друг друга с зазором. 7484 1 2005.12.30 2. Гибкая затравка по п. 1, отличающаяся тем, что она предназначена для машины непрерывного литья заготовок радиального типа. 3. Гибкая затравка по п. 1, отличающаяся тем, что она предназначена для машины непрерывного литья заготовок криволинейного типа. 4. Гибкая затравка по п. 3, отличающаяся тем, что поверхность верхнего полузвена вдоль продольной оси затравки, обращенная к упругой стальной ленте, выполнена из трех участков, причем средний участок выполнен плоским, а оба крайних участка выполнены радиальными с радиусом 1(0,1-1,0) , где- базовый радиус криволинейной машины непрерывного литья заготовок. 5. Гибкая затравка по п. 2, отличающаяся тем, что поверхности верхнего полузвена,обращенные к упругой стальной ленте, выполнены плоскими, расположенными по хордам, вписанным внутри по отношению к радиальной поверхности. 6. Гибкая затравка по п. 2 или 5, отличающаяся тем, что поверхности верхнего полузвена, обращенные к упругой стальной ленте, выполнены плоскими, расположенными по хордам, описанным с внешней стороны по отношению к радиальной поверхности. 7. Гибкая затравка по п. 1, отличающаяся тем, что верхние и нижние полузвенья каждой пары состыкованы между собой по всей их длине. Изобретение относится к черной металлургии, конкретно к машинам непрерывного литья заготовок (МНЛЗ) и может быть использовано на МНЛЗ криволинейного или радиального типов для литья сортовых, блюмовых и слябовых заготовок. В качестве прототипа принята независимая гибкая затравка для машины непрерывной разливки, состоящая из звеньев, соединенных между собой гибкой лентой, расположенной на верхней стороне звеньев (патент США 5197533, 164/446, 25.11.1991). Недостаток прототипа заключается в том, что гибкая лента, являясь самым нагруженным элементом затравки (на нее действуют напряжения изгиба от взаимного поворота смежных звеньев, знакопеременные напряжения, вызванные качанием кристаллизатора,напряжения от вытягивания слитка), дополнительно нагружается также и валками тянущей клети, усилия прижатия которых к ленте могут на МНЛЗ, отливающих крупные блюмы и слябы, доходить до нескольких сотен тонн. Кроме того, в затравке - прототипе на гибкий элемент действует также и изгибающий момент, вызванный тем, что сила, равная усилию вытягивания слитка из кристаллизатора по отношению к продольной оси гибкого элемента смещена примерно на половину толщины затравки. На блюмовых и слябовых МНЛЗ такой момент может достигать величин,превышающих сотни и тысячи кгсм, что не позволяет применять затравки выше приведенной конструкции для слябовых и блюмовых МНЛЗ, где усилия на затравку от взаимодействия с тянущими валками могут достигать нескольких десятков или сотен тонн. Задача, решаемая изобретением, заключается в упрощении конструкции затравки, а также увеличении надежности механизмов качания кристаллизаторов и приводов тянуще правильных машин, которые в случае применения затравок известной конструкции подвергаются большим по величине знакопеременным динамическим нагрузкам, в несколько раз превышающим расчетные технологические нагрузки на указанные механизмы и их привода. Технический результат, достигаемый при использовании затравки, состоит в повышении продольной жесткости затравки, уменьшении возможности образования грубых дефектов на поверхности слитка, снижении количества прорывов и увеличении надежности работы МНЛЗ. Упругая стальная лента с обеих сторон армирована полузвеньями, выполненными из высоколегированной стали. Полузвенья способны выдержать огромные усилия, действующие только на них и не передающиеся на упругую стальную ленту. Гибкая затравка 2 7484 1 2005.12.30 имеет более простую и менее трудоемкую конструкцию по сравнению с существующими затравками. Точно такая же или подобная затравка может быть использована для криволинейной МНЛЗ, у которой радиус кривизны(переменный радиус) вдоль технологической оси машины на разных участках может изменяться и практически быть равным любой величине от 2 до 30 метров на радиальных участках, а на прямых вертикальных участках, например в прямом кристаллизаторе и на небольшом роликовом участке под ним, а также на горизонтальном участке, на выходе из криволинейной зоны. Решение поставленной задачи обеспечивается тем, что гибкая бесшарнирная затравка машины непрерывного литья заготовок, содержит гибкий элемент и последовательно расположенные звенья, соединенные между собой с возможностью поворота каждого звена относительно смежного звена. Гибкий элемент затравки выполнен в виде упругой стальной ленты. Все звенья затравки или, по крайней мере, все звенья затравки, за исключением головки и/или хвостового звена, выполнены разъемными из верхнего и нижнего полузвеньев, жестко соединенных между собой и с установленной между ними упругой стальной лентой. Толщина стальной ленты составляет от 1/120 до 1/2 высоты затравки. При этом смежные верхние полузвенья установлены относительно друг друга с зазором. Гибкая затравка предназначена для машин непрерывного литья заготовок и радиального, и криволинейного типов. Поверхность верхнего полузвена вдоль продольной оси затравки, обращенная к упругой стальной ленте, выполнена из трех участков, причем средний участок выполнен плоским, а оба крайних участка выполнены радиальными с радиусом 1(0,1-1,0) , гдебазовый радиус криволинейной машины непрерывного литья заготовок. Поверхности верхнего полузвена, обращенные к упругой стальной ленте, выполнены плоскими, расположенными по хордам, вписанным внутри по отношению к радиальной поверхности. В качестве одного из возможных вариантов осуществления данного решения поверхности верхнего полузвена, обращенные к упругой стальной ленте, выполнены плоскими, расположенными по хордам, описанным с внешней стороны по отношению к радиальной поверхности. Верхние и нижние полузвенья каждой пары состыкованы между собой по всей их длине. Изобретение поясняется чертежами, где на фигурах 1-7 изображена гибкая бесшарнирная затравка машины непрерывного литья заготовок. На фиг. 1 изображен главный вид гибкой затравки. На фиг. 2 изображен вид сверху гибкой затравки. На фиг. 3 - разрез по - на фиг. 1. На фиг. 4 - разрез по Б-Б на фиг. 1. На фиг. 5 - разрез по - на фиг. 1. На фиг. 6 - разрез по Г-Г на фиг. 2. На фиг. 7 изображена схема расположения гибкой затравки в МНЛЗ. Головка затравки 1 соединена со звеном затравки (длиной ), состоящим из верхнего полузвена 2 и нижнего полузвена 3, которые охватывают упругую стальную ленту 4. Осью 5, зафиксированной при помощи штифта 6, головка затравки 1 удерживается от одностороннего изгиба с помощью упора 7. Верхние 2 и нижние 3 полузвенья затравки соединены между собой и с упругой стальной лентой при помощи болтов 8. Изгиб затравки по нужному радиусуобеспечивается за счет изгиба упругой стальной ленты 4, зажатой между верхними 2 и нижними 3 полузвеньями затравки. Нижняя часть у верхних полузвеньев 2 образована тремя поверхностями (фиг. 6). Для обеспечения такого изгиба, а также для предотвращения перелома упругой стальной ленты 4, нижняя часть верхних полузвеньев 2 образована тремя поверхностями (фиг. 6). Средняя поверхность выполнена плоской (длиной ). Передняя и задняя поверхности выполнены радиальными, радиус кривизны 1 которых составляет от 0,1 до 1,0 радиусакривизны МНЛЗ в зависимости от конструктивных особенностей МНЛЗ и толщины упругой стальной ленты 4, т.е. 1(0,1 - 1,0). 3 7484 1 2005.12.30 Односторонний изгиб звеньев относительно друг друга в рабочем положении затравки обеспечивается за счет зазоров между смежными верхними полузвеньями 2 затравки, а стыки смежных нижних полузвеньев 3 обеспечивают горизонтальное расположение всех звеньев затравки в нерабочем положении. К верхним полузвеньям затравки 2, при помощи шпилек 9, жестко крепятся боковые накладки 10, предотвращающие ее горизонтальное смещение с оси МНЛЗ. С этой целью на пути следования затравки могут быть расположены вертикальные направляющие ролики, либо специальные линейки (на чертеже не указаны). Хвостовая часть затравки состоит из верхнего полузвена 11 и нижнего полузвена 12,скрепленных между собой так же, как и все остальные полузвенья затравки. Пример конкретной реализации изобретения. Предлагаемое изобретение гибкая затравка работает следующим образом. До начала работы затравка хранится в горизонтальном положении. Затравка перед разливкой заводится в расположенные в зоне вторичного охлаждения опорные ролики большого 14 и малого 15 радиусов при помощи тянущих валков 16. При этом головка затравки 1 заводится в нижнюю часть кристаллизатора 13, а два ее последних звена остаются в тянущих валках 16. Когда затравка заводится в радиальную или криволинейную часть МНЛЗ, головка затравки 1 поворачивается на оси 5 на угол, соответствующий радиусукривизны технологической оси МНЛЗ. А остальные звенья затравки поворачиваются относительно друг друга примерно на такой же угол за счет изгиба упругой стальной ленты 4. После начала разливки жидкий металл кристаллизуется на головке затравки. После этого начинается процесс непрерывной разливки и при помощи тянущих валков затравку,сцепленную со слитком, вытягивают из кристаллизатора, одновременно с этим начинает работу механизм качания кристаллизатора 17. После вывода затравки из тянущих клетей головку затравки отделяют от слитка, а затравку убирают с технологической оси МНЛЗ. Источники информации 1. Патент США 5.197.533, 164/446, 25.11.1991 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 11/08
Метки: бесшарнирная, заготовок, машины, непрерывного, гибкая, литья, затравка
Код ссылки
<a href="https://by.patents.su/5-7484-gibkaya-bessharnirnaya-zatravka-mashiny-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Гибкая бесшарнирная затравка машины непрерывного литья заготовок</a>
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич, Хесин Борис Яковлевич, Калинин Геннадий Петрович, Волгина Евгения Васильевна, Гуляев Михаил Павлович
МПК: B22D 11/14
Метки: литья, устройство, непрерывного, машины, правильное, заготовок
Текст:
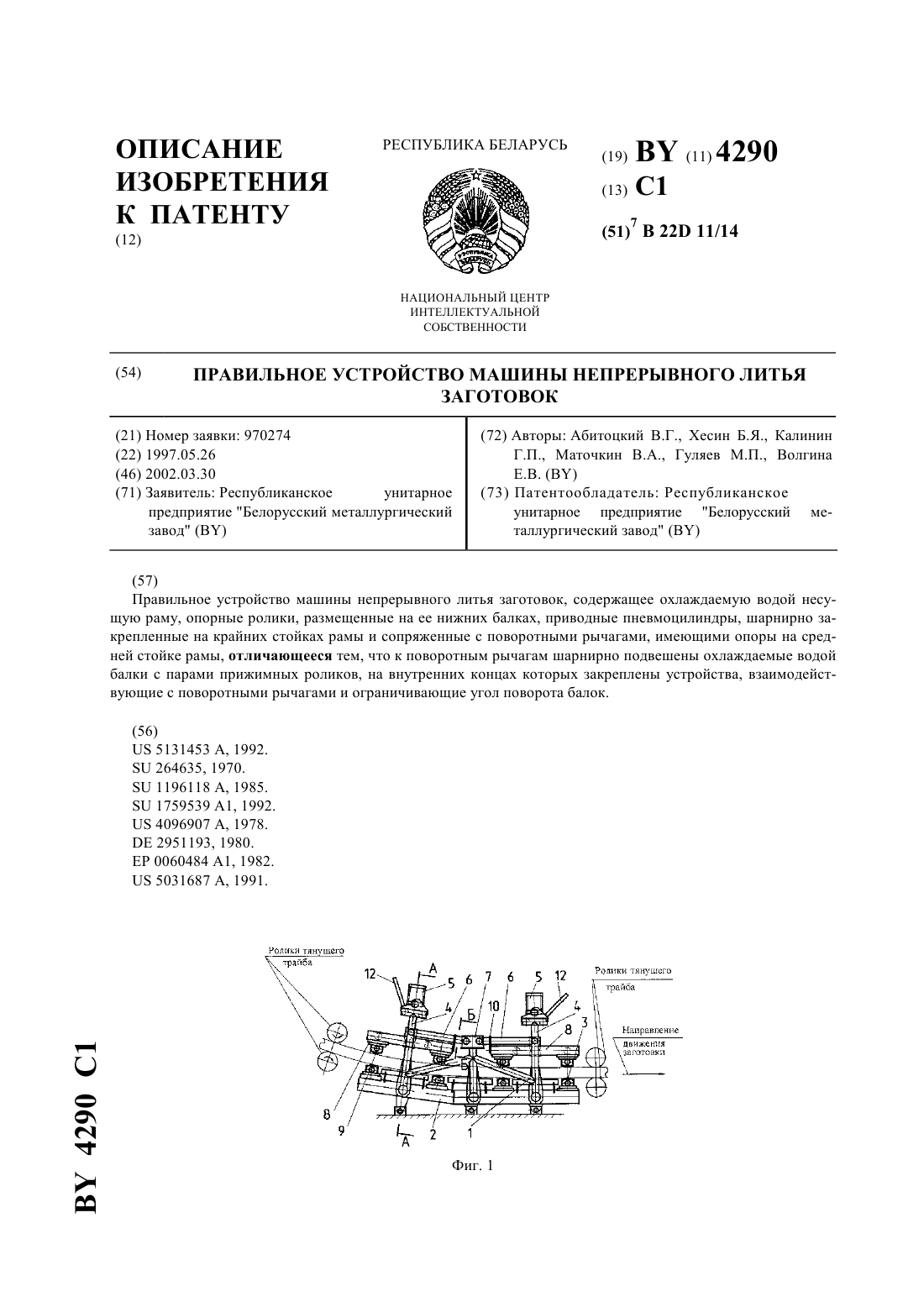
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Правильное устройство машины непрерывного литья заготовок
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Маточкин Виктор Аркадьевич, Козак Наталья Владимировна, Томшин Михаил Александрович, Абитоцкий Владимир Григорьевич, Пишикин Вадим Серафимович
МПК: B22D 11/44
Метки: устройство, правильное, заготовок, непрерывного, машины, литья
Текст:
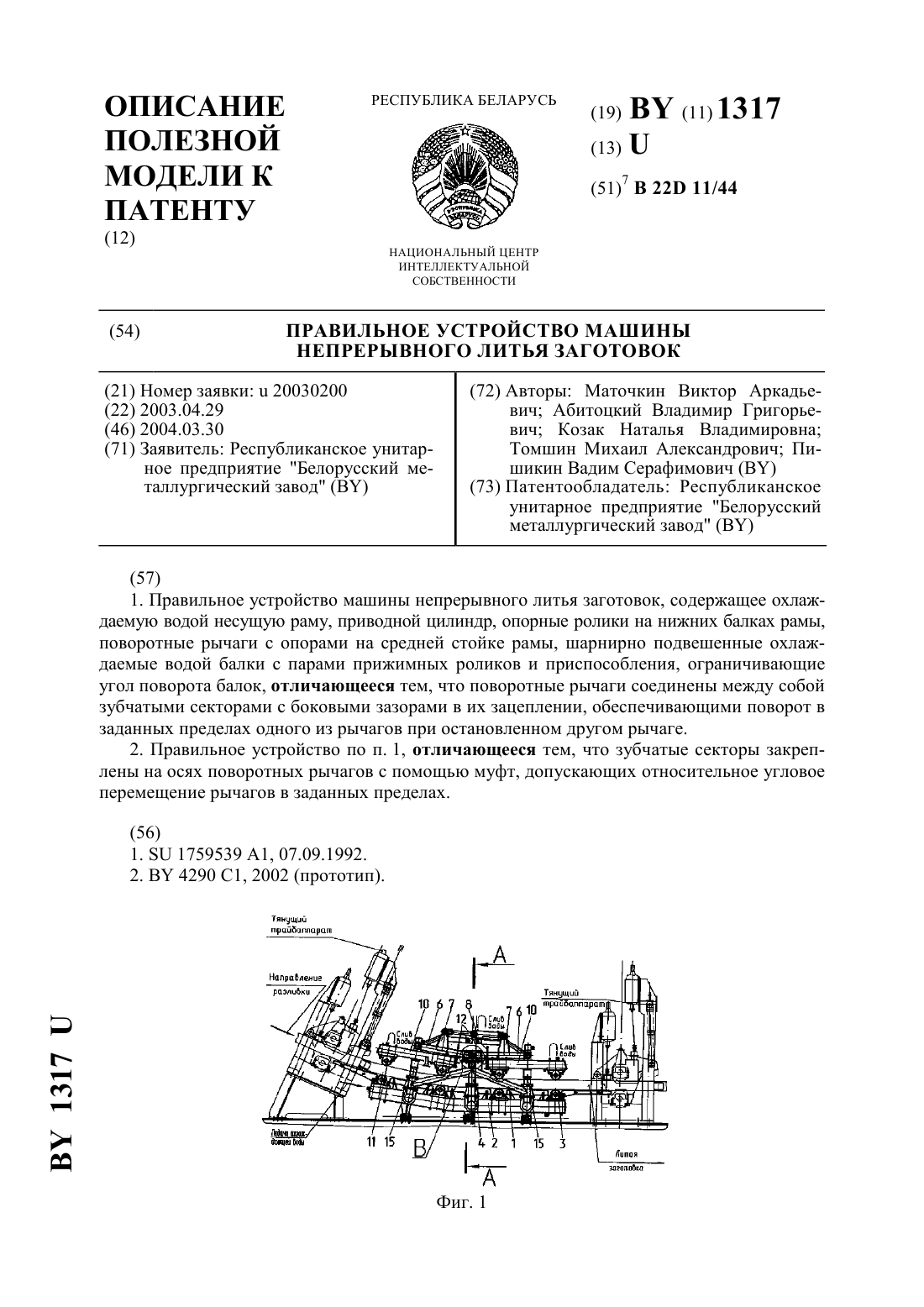
...зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Андрианов Дмитрий Николаевич, Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович
МПК: B22D 11/00
Метки: заготовок, непрерывного, машина, литья
Текст:
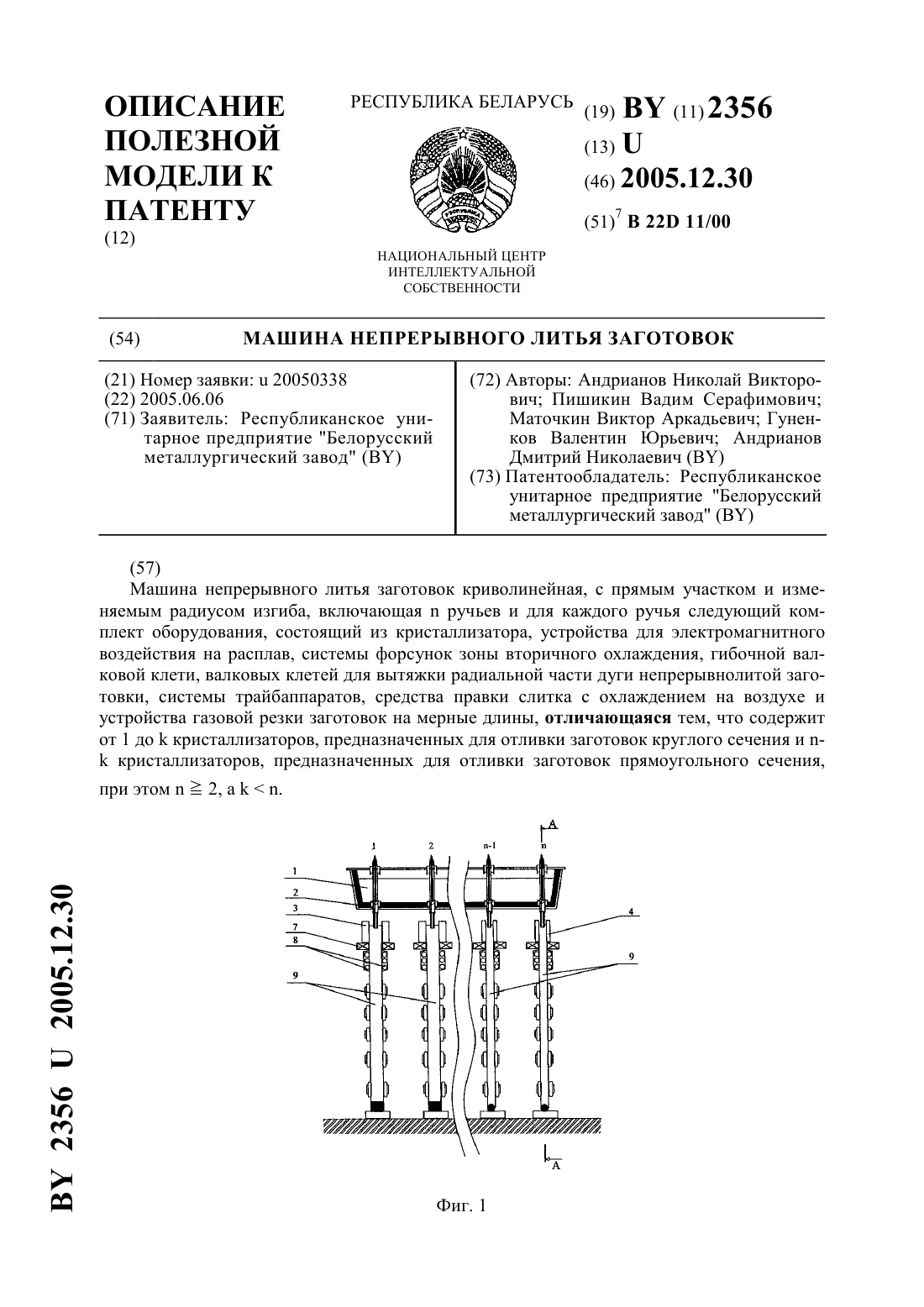
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Машина непрерывного литья заготовок
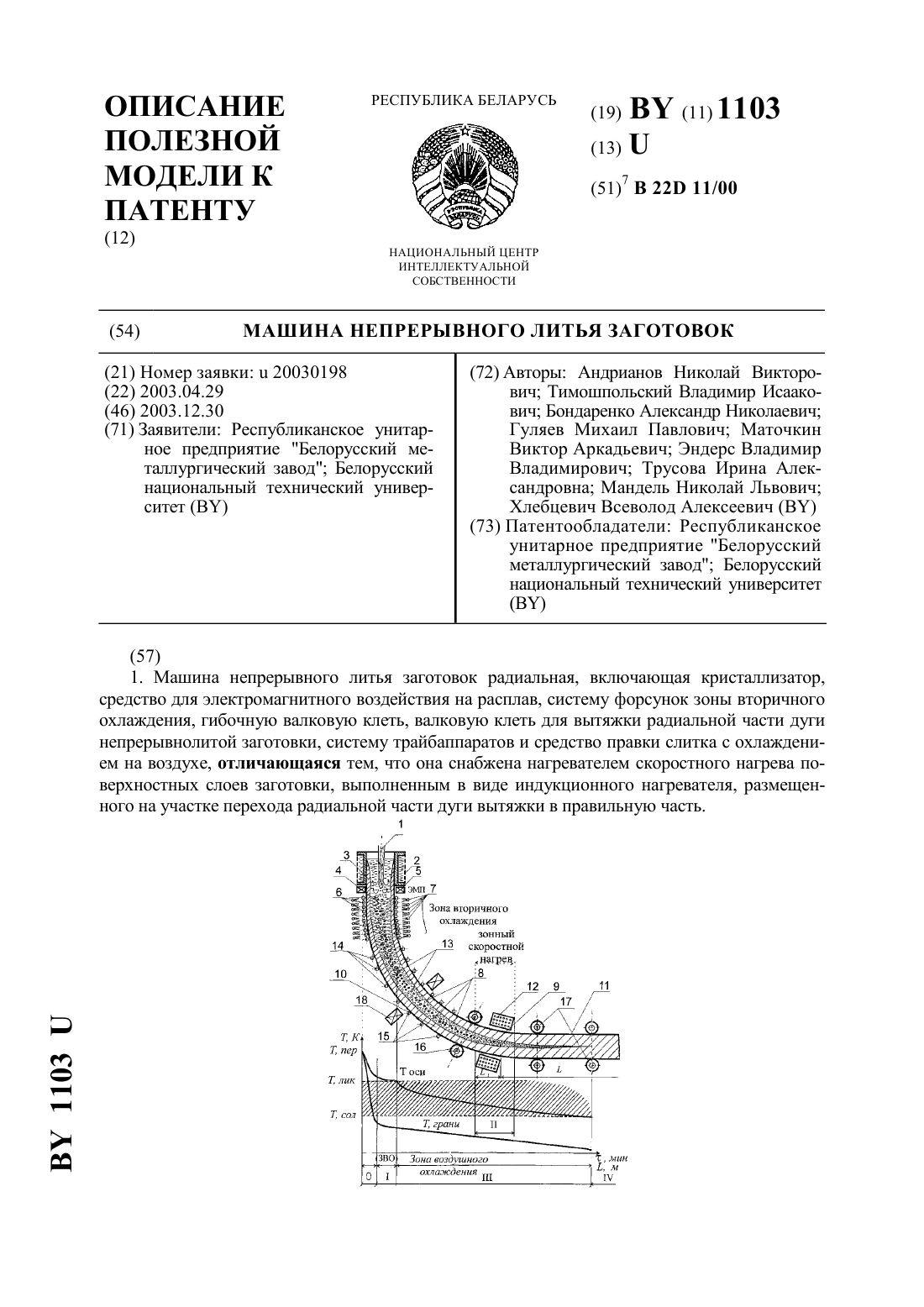
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Гуляев Михаил Павлович, Бондаренко Александр Николаевич, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Андрианов Николай Викторович
МПК: B22D 11/00
Метки: непрерывного, заготовок, машина, литья
Текст:
...с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: непрерывного, кристаллизатор, литья, ленты, вертикального, стальной
Текст:
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Предыдущий патент: Забивная свая
Следующий патент: Способ устройства кровельной конструкции крыши с защитным покрытием
Случайный патент: Способ пылеподавления хлористого калия