Правильное устройство машины непрерывного литья заготовок
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Томшин Михаил Александрович, Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Абитоцкий Владимир Григорьевич, Козак Наталья Владимировна
Текст
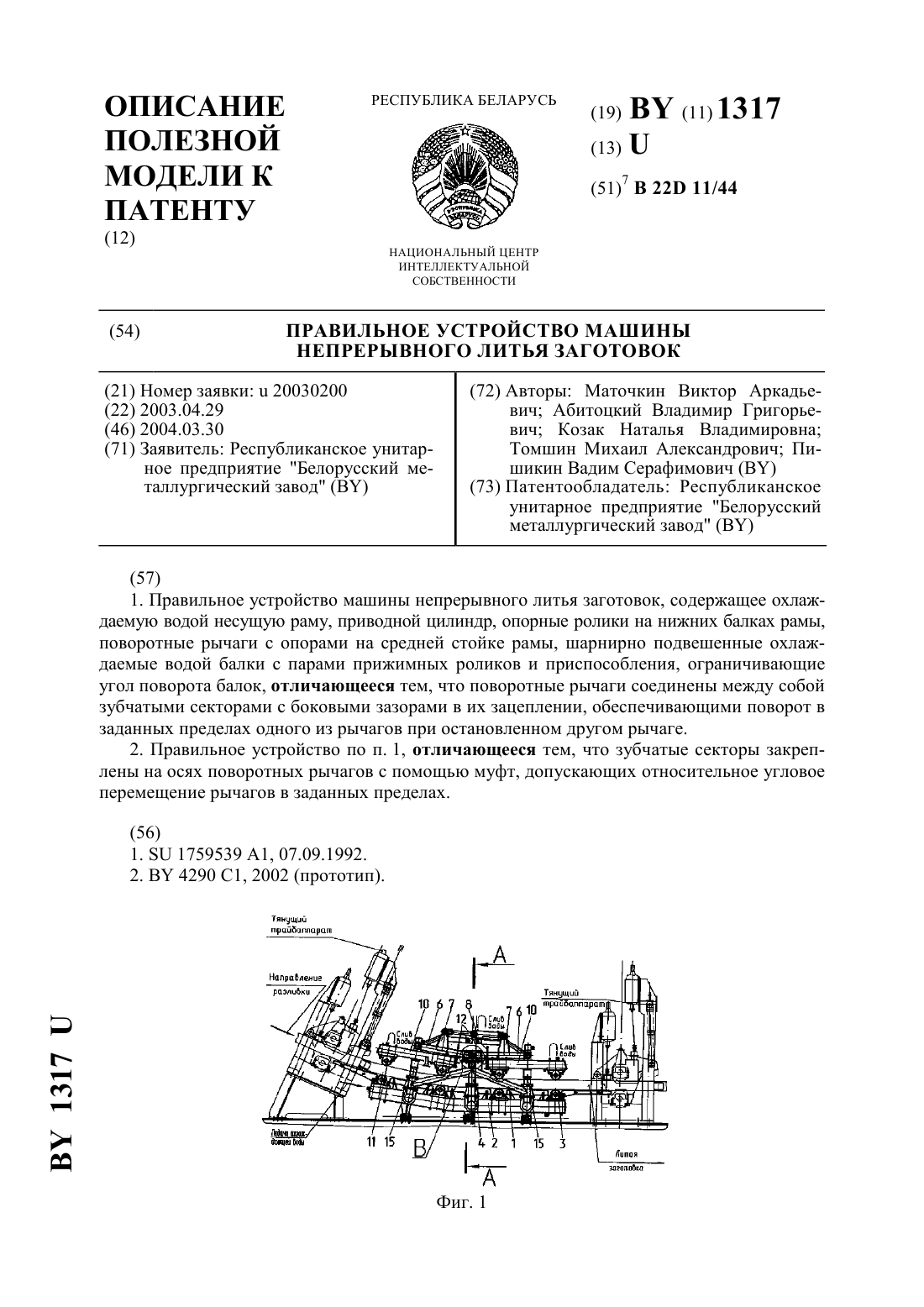
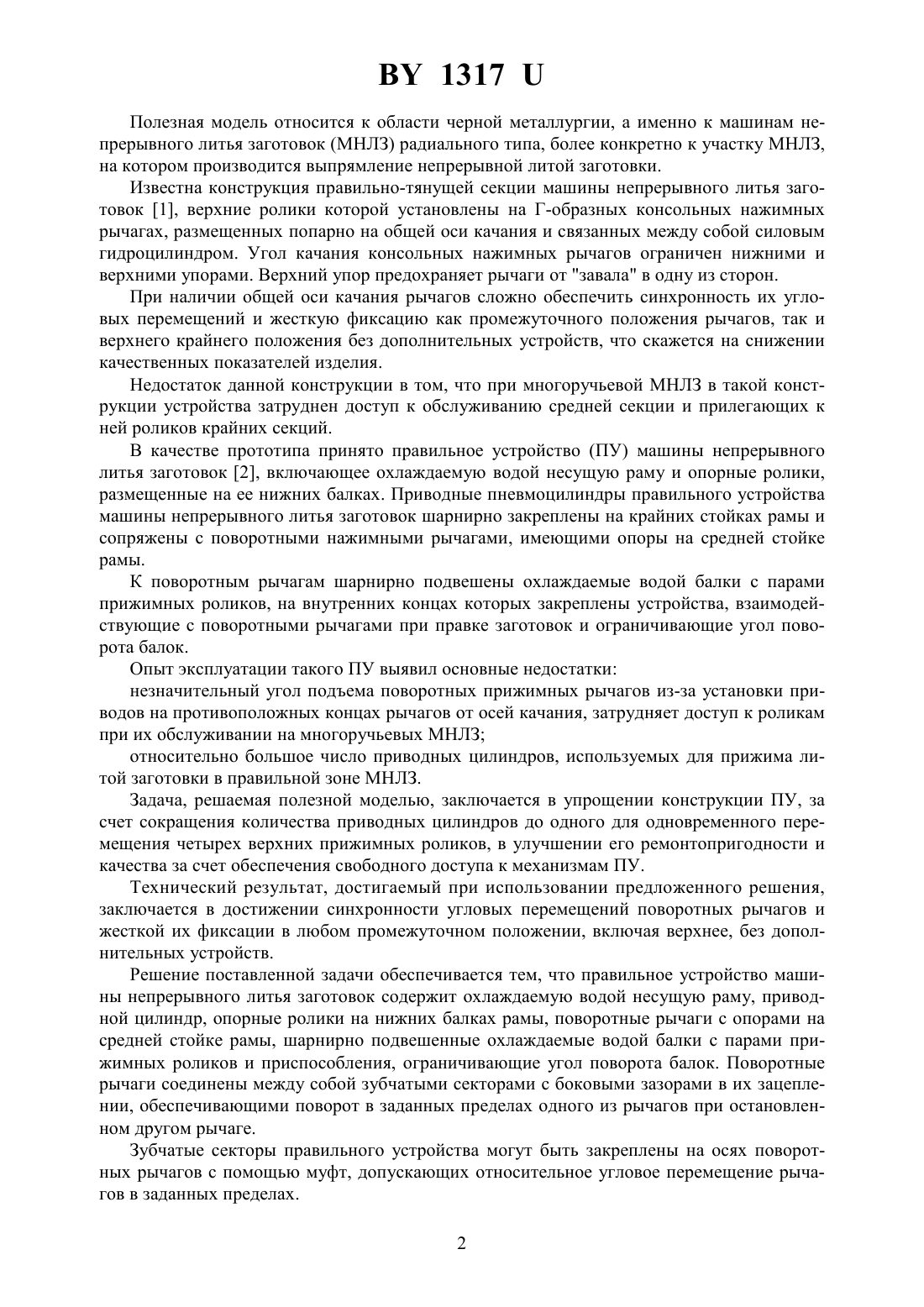
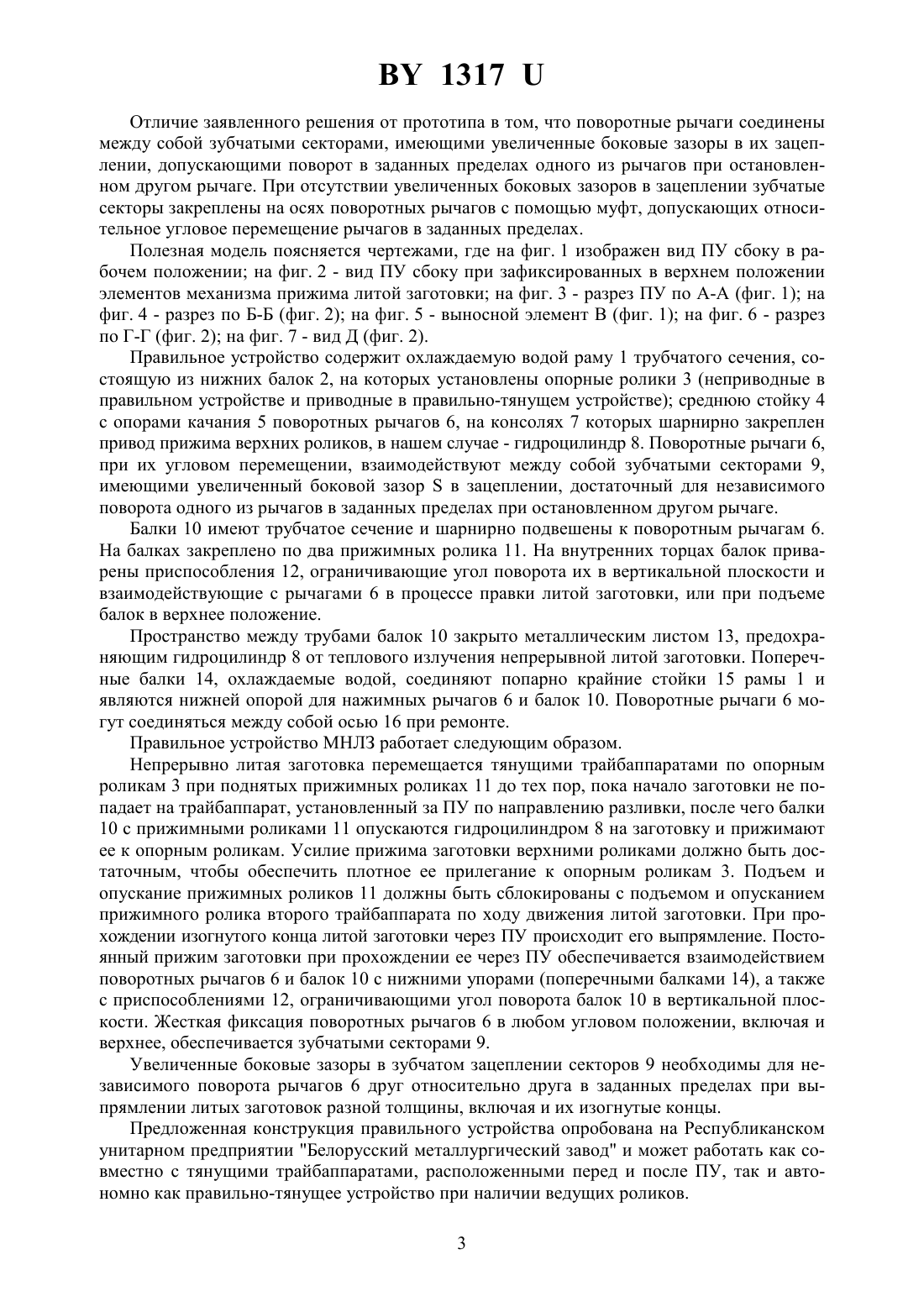
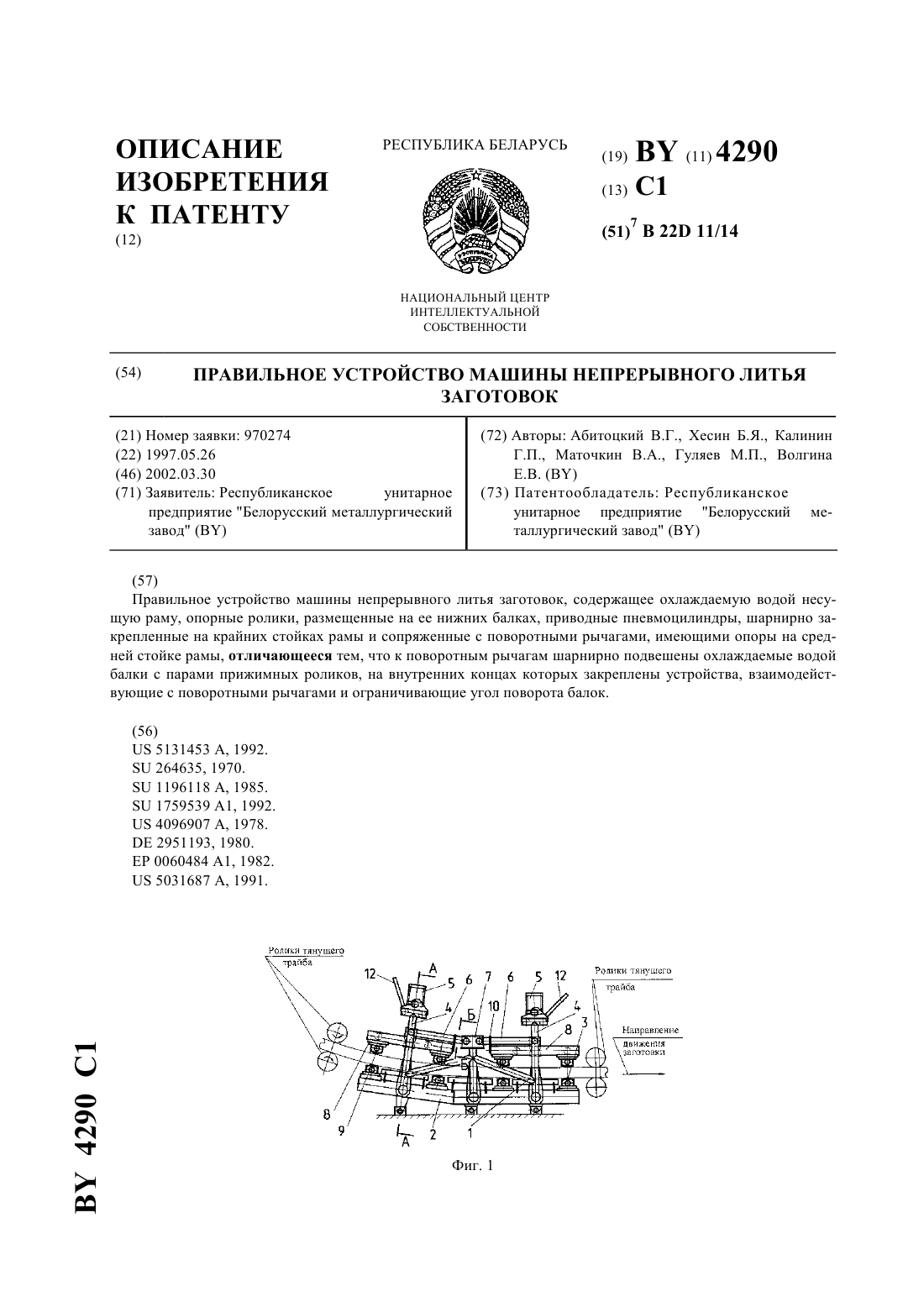
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРАВИЛЬНОЕ УСТРОЙСТВО МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Маточкин Виктор Аркадьевич Абитоцкий Владимир Григорьевич Козак Наталья Владимировна Томшин Михаил Александрович Пишикин Вадим Серафимович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Правильное устройство машины непрерывного литья заготовок, содержащее охлаждаемую водой несущую раму, приводной цилиндр, опорные ролики на нижних балках рамы,поворотные рычаги с опорами на средней стойке рамы, шарнирно подвешенные охлаждаемые водой балки с парами прижимных роликов и приспособления, ограничивающие угол поворота балок, отличающееся тем, что поворотные рычаги соединены между собой зубчатыми секторами с боковыми зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. 2. Правильное устройство по п. 1, отличающееся тем, что зубчатые секторы закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 1317 Полезная модель относится к области черной металлургии, а именно к машинам непрерывного литья заготовок (МНЛЗ) радиального типа, более конкретно к участку МНЛЗ,на котором производится выпрямление непрерывной литой заготовки. Известна конструкция правильно-тянущей секции машины непрерывного литья заготовок 1, верхние ролики которой установлены на Г-образных консольных нажимных рычагах, размещенных попарно на общей оси качания и связанных между собой силовым гидроцилиндром. Угол качания консольных нажимных рычагов ограничен нижними и верхними упорами. Верхний упор предохраняет рычаги от завала в одну из сторон. При наличии общей оси качания рычагов сложно обеспечить синхронность их угловых перемещений и жесткую фиксацию как промежуточного положения рычагов, так и верхнего крайнего положения без дополнительных устройств, что скажется на снижении качественных показателей изделия. Недостаток данной конструкции в том, что при многоручьевой МНЛЗ в такой конструкции устройства затруднен доступ к обслуживанию средней секции и прилегающих к ней роликов крайних секций. В качестве прототипа принято правильное устройство (ПУ) машины непрерывного литья заготовок 2, включающее охлаждаемую водой несущую раму и опорные ролики,размещенные на ее нижних балках. Приводные пневмоцилиндры правильного устройства машины непрерывного литья заготовок шарнирно закреплены на крайних стойках рамы и сопряжены с поворотными нажимными рычагами, имеющими опоры на средней стойке рамы. К поворотным рычагам шарнирно подвешены охлаждаемые водой балки с парами прижимных роликов, на внутренних концах которых закреплены устройства, взаимодействующие с поворотными рычагами при правке заготовок и ограничивающие угол поворота балок. Опыт эксплуатации такого ПУ выявил основные недостатки незначительный угол подъема поворотных прижимных рычагов из-за установки приводов на противоположных концах рычагов от осей качания, затрудняет доступ к роликам при их обслуживании на многоручьевых МНЛЗ относительно большое число приводных цилиндров, используемых для прижима литой заготовки в правильной зоне МНЛЗ. Задача, решаемая полезной моделью, заключается в упрощении конструкции ПУ, за счет сокращения количества приводных цилиндров до одного для одновременного перемещения четырех верхних прижимных роликов, в улучшении его ремонтопригодности и качества за счет обеспечения свободного доступа к механизмам ПУ. Технический результат, достигаемый при использовании предложенного решения,заключается в достижении синхронности угловых перемещений поворотных рычагов и жесткой их фиксации в любом промежуточном положении, включая верхнее, без дополнительных устройств. Решение поставленной задачи обеспечивается тем, что правильное устройство машины непрерывного литья заготовок содержит охлаждаемую водой несущую раму, приводной цилиндр, опорные ролики на нижних балках рамы, поворотные рычаги с опорами на средней стойке рамы, шарнирно подвешенные охлаждаемые водой балки с парами прижимных роликов и приспособления, ограничивающие угол поворота балок. Поворотные рычаги соединены между собой зубчатыми секторами с боковыми зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные боковые зазоры в их зацеплении, допускающими поворот в заданных пределах одного из рычагов при остановленномдругом рычаге. При отсутствии увеличенных боковых зазоров в зацеплении зубчатые секторы закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. Полезная модель поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку в рабочем положении на фиг. 2 - вид ПУ сбоку при зафиксированных в верхнем положении элементов механизма прижима литой заготовки на фиг. 3 - разрез ПУ по А-А (фиг. 1) на фиг. 4 - разрез по Б-Б (фиг. 2) на фиг. 5 - выносной элемент В (фиг. 1) на фиг. 6 - разрез по Г-Г (фиг. 2) на фиг. 7 - вид Д (фиг. 2). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно-тянущем устройстве) среднюю стойку 4 с опорами качания 5 поворотных рычагов 6, на консолях 7 которых шарнирно закреплен привод прижима верхних роликов, в нашем случае - гидроцилиндр 8. Поворотные рычаги 6,при их угловом перемещении, взаимодействуют между собой зубчатыми секторами 9,имеющими увеличенный боковой зазорв зацеплении, достаточный для независимого поворота одного из рычагов в заданных пределах при остановленном другом рычаге. Балки 10 имеют трубчатое сечение и шарнирно подвешены к поворотным рычагам 6. На балках закреплено по два прижимных ролика 11. На внутренних торцах балок приварены приспособления 12, ограничивающие угол поворота их в вертикальной плоскости и взаимодействующие с рычагами 6 в процессе правки литой заготовки, или при подъеме балок в верхнее положение. Пространство между трубами балок 10 закрыто металлическим листом 13, предохраняющим гидроцилиндр 8 от теплового излучения непрерывной литой заготовки. Поперечные балки 14, охлаждаемые водой, соединяют попарно крайние стойки 15 рамы 1 и являются нижней опорой для нажимных рычагов 6 и балок 10. Поворотные рычаги 6 могут соединяться между собой осью 16 при ремонте. Правильное устройство МНЛЗ работает следующим образом. Непрерывно литая заготовка перемещается тянущими трайбаппаратами по опорным роликам 3 при поднятых прижимных роликах 11 до тех пор, пока начало заготовки не попадает на трайбаппарат, установленный за ПУ по направлению разливки, после чего балки 10 с прижимными роликами 11 опускаются гидроцилиндром 8 на заготовку и прижимают ее к опорным роликам. Усилие прижима заготовки верхними роликами должно быть достаточным, чтобы обеспечить плотное ее прилегание к опорным роликам 3. Подъем и опускание прижимных роликов 11 должны быть сблокированы с подъемом и опусканием прижимного ролика второго трайбаппарата по ходу движения литой заготовки. При прохождении изогнутого конца литой заготовки через ПУ происходит его выпрямление. Постоянный прижим заготовки при прохождении ее через ПУ обеспечивается взаимодействием поворотных рычагов 6 и балок 10 с нижними упорами (поперечными балками 14), а также с приспособлениями 12, ограничивающими угол поворота балок 10 в вертикальной плоскости. Жесткая фиксация поворотных рычагов 6 в любом угловом положении, включая и верхнее, обеспечивается зубчатыми секторами 9. Увеличенные боковые зазоры в зубчатом зацеплении секторов 9 необходимы для независимого поворота рычагов 6 друг относительно друга в заданных пределах при выпрямлении литых заготовок разной толщины, включая и их изогнутые концы. Предложенная конструкция правильного устройства опробована на Республиканском унитарном предприятии Белорусский металлургический завод и может работать как совместно с тянущими трайбаппаратами, расположенными перед и после ПУ, так и автономно как правильно-тянущее устройство при наличии ведущих роликов. 3 1317 Эффект от использования полезной модели заключается в упрощении конструкции ПУ за счет применения одного приводного цилиндра для прижима литой заготовки четырьмя роликами одновременно, в обеспечении свободного доступа ко всем механизмам ПУ при ремонте и в улучшении качественных показателей ПУ за счет обеспечения синхронного поворота исполнительных механизмов и жесткой их фиксации в любом угловом положении без дополнительных упоров и устройств. Фиг. 6 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 11/44
Метки: непрерывного, литья, устройство, правильное, машины, заготовок
Код ссылки
<a href="https://by.patents.su/4-u1317-pravilnoe-ustrojjstvo-mashiny-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Правильное устройство машины непрерывного литья заготовок</a>
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович, Волгина Евгения Васильевна, Хесин Борис Яковлевич, Абитоцкий Владимир Григорьевич, Калинин Геннадий Петрович
МПК: B22D 11/14
Метки: машины, литья, заготовок, непрерывного, устройство, правильное
Текст:
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Машина непрерывного литья заготовок
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович, Мандель Николай Львович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич, Эндерс Владимир Владимирович, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич
МПК: B22D 11/00
Метки: непрерывного, заготовок, машина, литья
Текст:
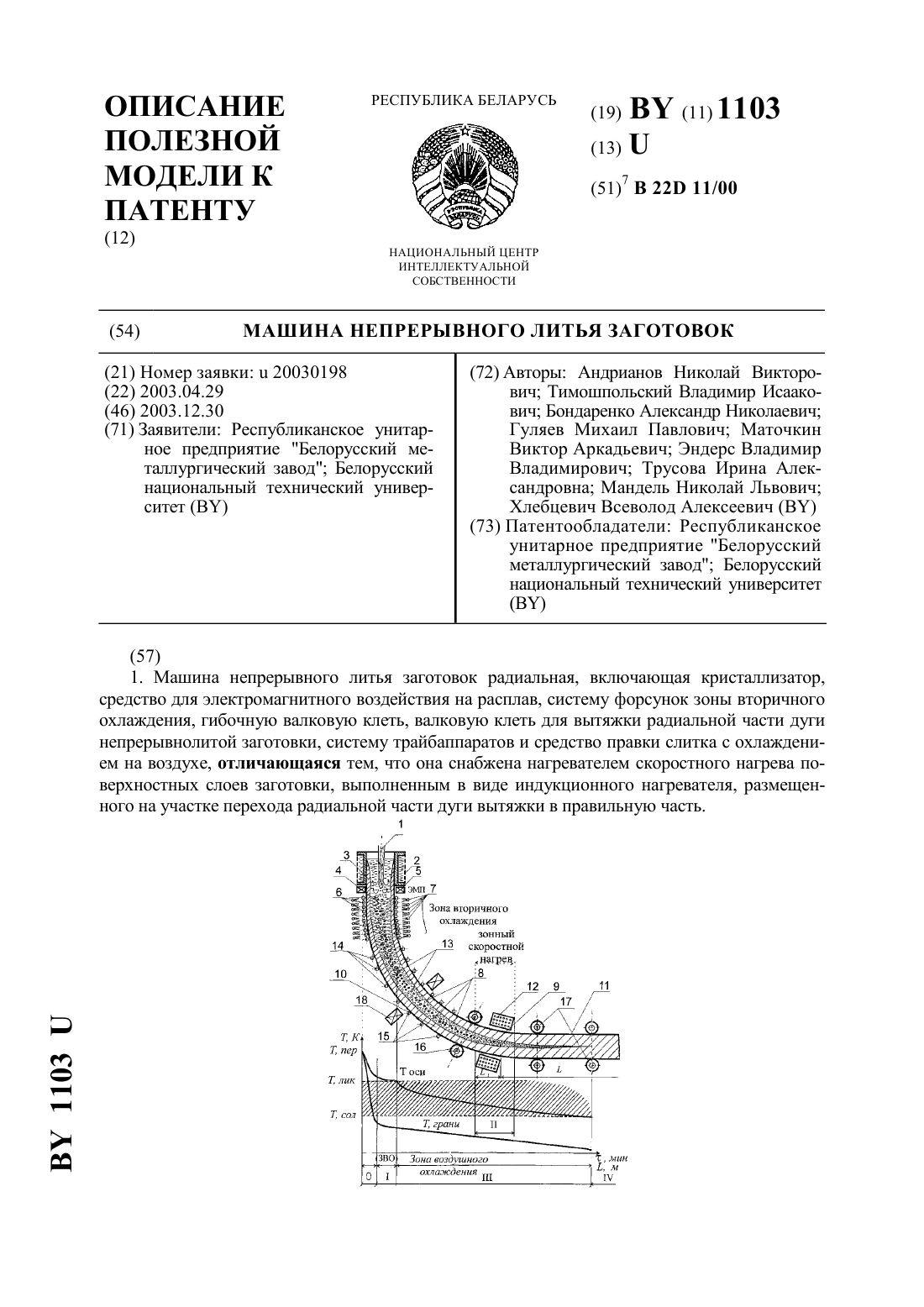
...с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: непрерывного, ленты, вертикального, кристаллизатор, литья, стальной
Текст:
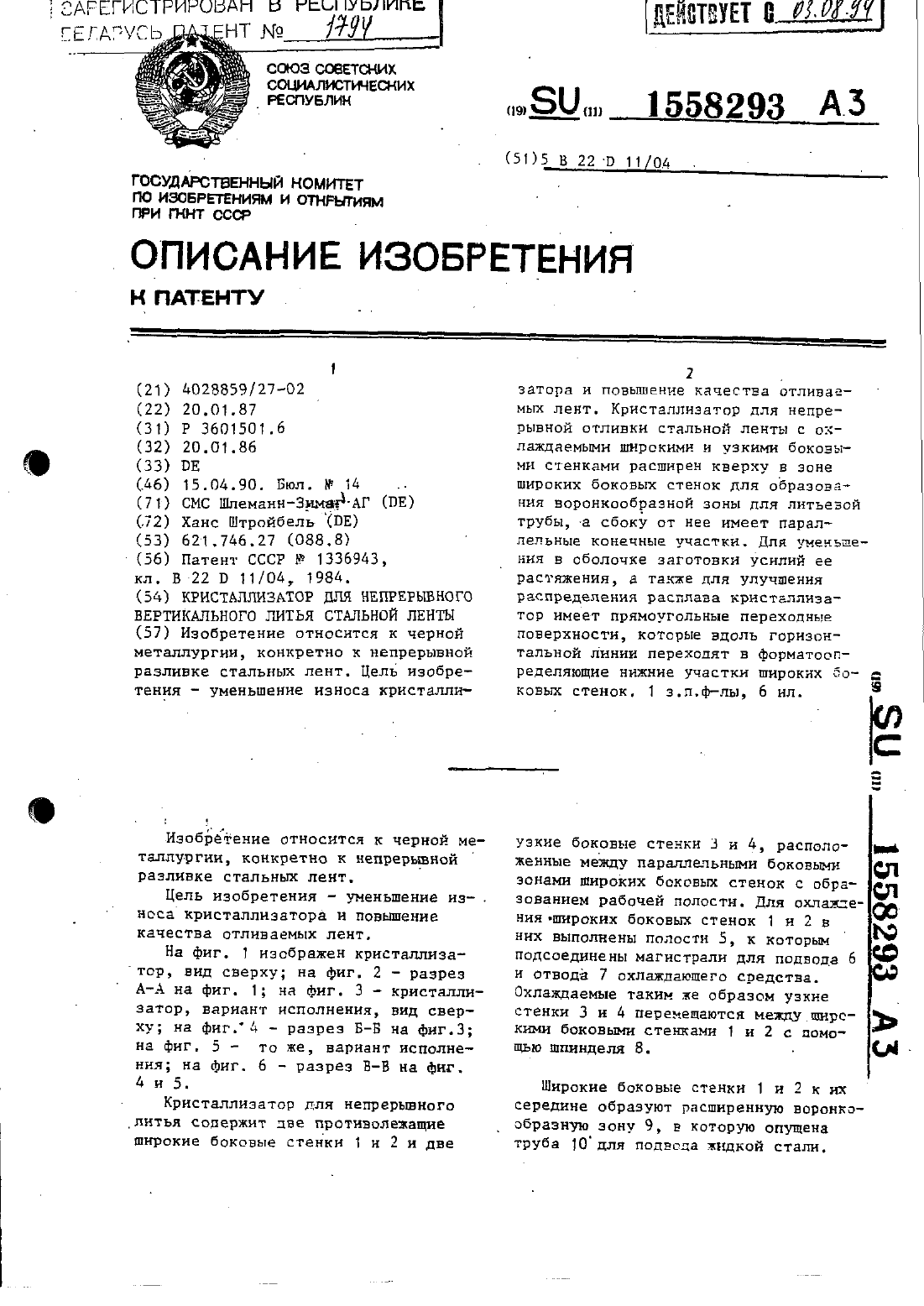
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Кассета для стачивания заготовок верха обуви
Номер патента: U 1147
Опубликовано: 30.12.2003
Авторы: Сункуев Борис Семенович, Морозов Александр Владимирович
МПК: D05B 29/04, D05B 15/02
Метки: заготовок, верха, кассета, стачивания, обуви
Текст:
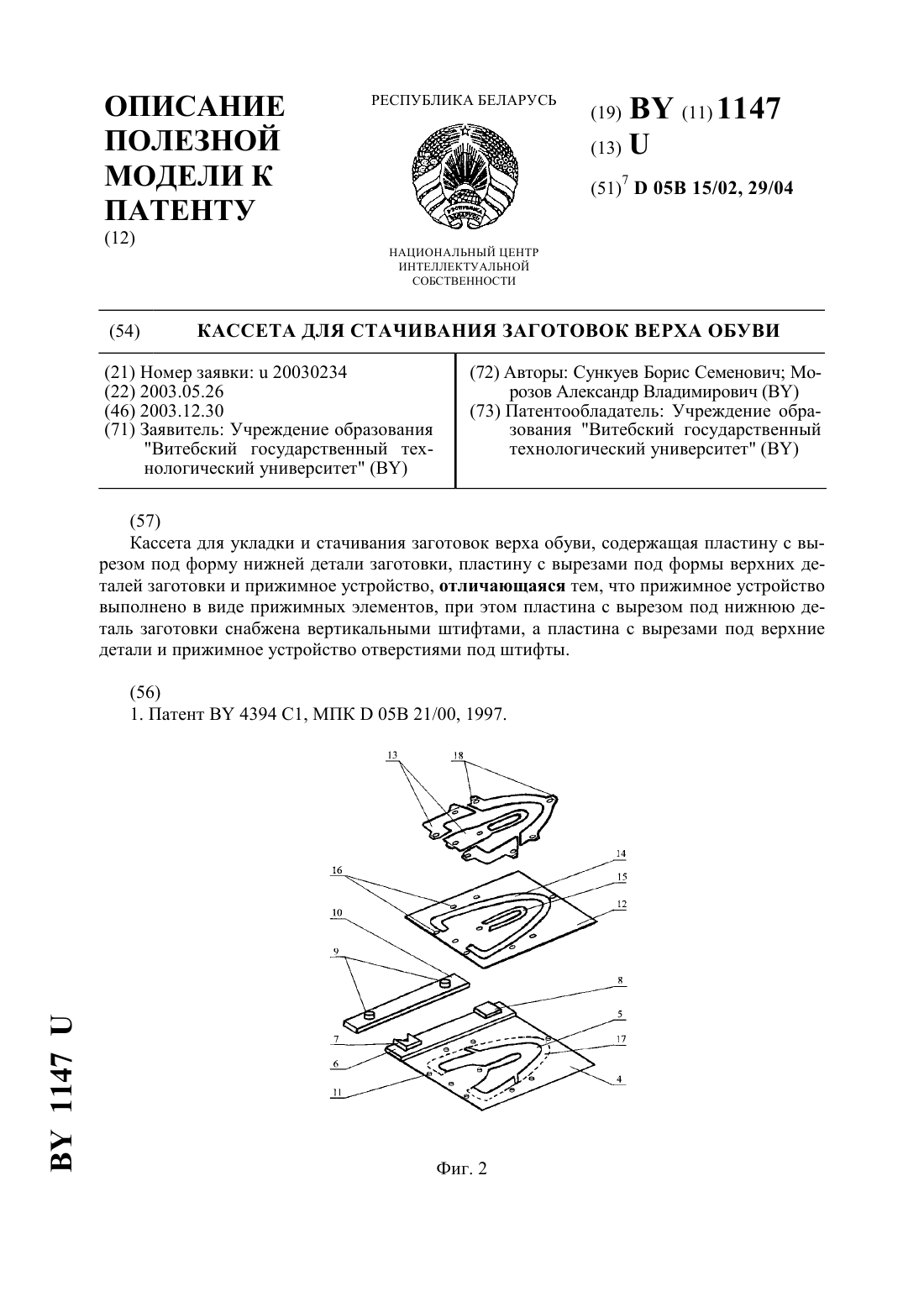
...обуви, на фиг. 2- конструкция кассеты, на фиг. 3 и фиг. 4 - принцип работы прижимов. Кассета 1 (фиг. 1) для сборки плоских заготовок верха обуви представляет собой многослойную конструкцию и состоит из пластин. Пластина 4 (фиг. 2) имеет вырез 5 для укладки нижней детали заготовки, причем контуры гнезда повторяют форму укладываемой детали. Пластина 4 прикреплена к планке 6, на которой установлены призма 7 и упор 8,служащие для точной...
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/04, B22D 11/00
Метки: ленты, способ, литья, непрерывного, кристаллизатор, стальной, вертикального
Текст:
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Предыдущий патент: Горелка для газовой сварки и пайки
Следующий патент: Электропневматический модулятор для антиблокировочной системы торможения транспортного средства
Случайный патент: Имплантат для межтелового спондилодеза