Способ изготовления межкомпонентной изоляции КМДП интегральных схем
Текст
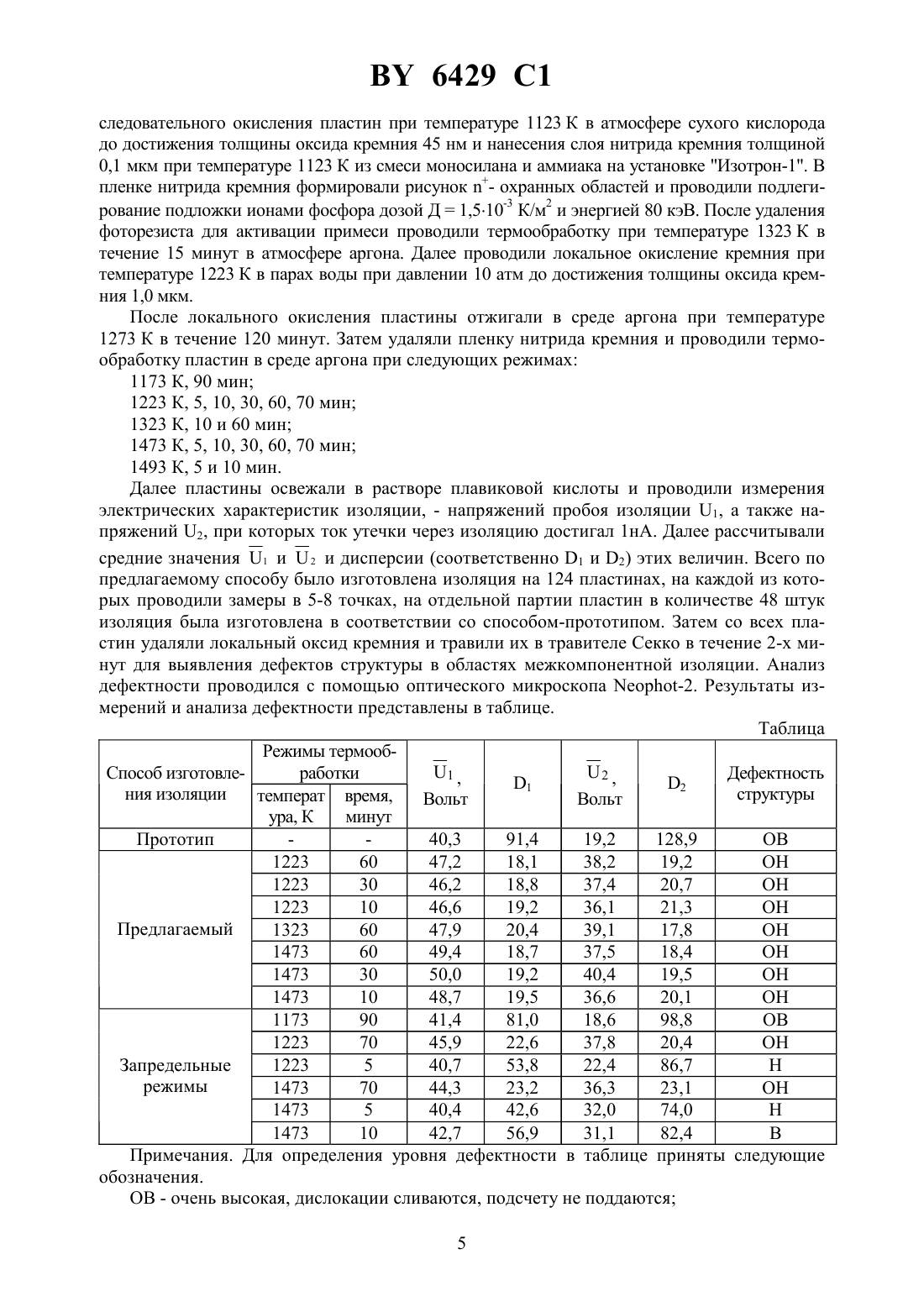
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МЕЖКОМПОНЕНТНОЙ ИЗОЛЯЦИИ КМДП ИНТЕГРАЛЬНЫХ СХЕМ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Сенько Сергей Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления межкомпонентной изоляции КМДП интегральных схем, включающий формирование областей карманов в кремниевой подложке, нанесение нитридной маски, подлегирование подложки с активизацией примеси путем термообработки в атмосфере инертного газа для получения - охранных областей, локальное окисление охранных областей, отжиг в атмосфере инертного газа, удаление нитридной маски, отличающийся тем, что до нанесения нитридной маски осуществляют подлегирование областей карманов с активизацией примеси путем термообработки в атмосфере инертного газа для получения - охранных областей, а после удаления нитридной маски осуществляют дополнительный отжиг в атмосфере инертного газа при 1223-1473 в течение 10-60 мин.(56)1356895 1, 1986.2024108 1, 1994.2108638 1, 1998.0115131 2, 1984.5236861 , 1993.61260653 , 1986. Изобретение относится к электронной технике, в частности к микроэлектронике, и может быть использовано при изготовлении изоляции элементов КМДП интегральных схем (ИС). Одним из наиболее важных показателей качества ИС является потребляемый ими ток и уровень шума на выходе схемы. Снижение токов потребления и уровня шума на выходе ИС является одной из важнейших задач микроэлектроники. Широко известно, что указанные параметры сильно зависят от качества межкомпонентной изоляции элементов ИС. Чем выше напряжение пробоя и чем меньше ток утечки изоляции, тем меньше потребляемый схемой ток и меньше уровень шума на выходе ИС. По этой причине первостепенной 6429 1 значение при решении поставленных задач уделяется технологии формирования межкомпонентной изоляции элементов ИС. Известен способ изготовления изоляции элементов интегральных схем 1, включающий формирование на пластине охранных областей - и -типа проводимости, тонкое окисление пластин, нанесение поликремния и нитрида кремния, формирование окон в нитриде кремния и частичное удаление поликремния, повторное нанесение нитрида кремния, который после травления сохраняет лишь на боковых стенках рисунка слоя поликремния, локальное окисление незащищенных нитридом кремния областей поликремния и удаление нитрида кремния. Указанный способ имеет ряд недостатков. Во-первых, это многостадийность процесса. Наличие большого количества операций приводит к увеличению дефектности изделий. Во-вторых, при вскрытии окон в нитриде происходит перераспределение механических напряжений в структурах и их концентрация по границам окон. Локальное окисление кремния без предварительного снятия механических напряжений повышает дефектность кремния в области изоляции, что приводит к увеличению токов утечки изоляции. Наконец, после локального окисления на границе оксида с нитридом кремния также развиваются большие механические напряжения, приводящие к пластической деформации кремния с возникновением дислокаций. Дислокации приводят к снижению пробивного напряжения, сформированного под толстым оксидом перехода, являющегося важнейшим элементом изоляции, и возрастанию тока утечки через переход. После удаления нитрида кремния дислокации в области перехода остаются и их плотность при дальнейших операциях изготовления приборов не меняется. Известен также способ изготовления изоляции элементов интегральных схем, включающий формирование на полупроводниковой подложке с - и -областями пленки термического нитрида кремния толщиной 2,5-3,0 нм, наращивание пиролитического нитрида кремния толщиной 25 нм, вскрытие окон в нитриде кремния, окисление в хлорсодержащей среде при температуре выше температуры текучести оксида кремния (около 1273 К) до достижения толщины оксида кремния 50 нм, влажное окисление (или под давлением) при температуре около 1193 К до достижения толщины оксида примерно 600 нм, удаление нитрида кремния 2. Способ предполагает формирование охранных областей - и -типа проводимости для ограничения распространения инверсного канала, осуществляемое после вскрытия окон в нитриде кремния. Указанный способ также имеет ряд недостатков. И в этом случае, как и в первом аналоге, на границе локального оксида и нитрида кремния возникают большие механические напряжения, приводящие к высокой дефектности полупроводниковой подложки в области изоляции и за счет этого - к ухудшению качества изоляции. При последующих технологических операциях этот участок структуры является хорошим стоком для разного рода дефектов - быстродиффундирующих примесей, микродефектов и др. Это приводит к резкому увеличению дефектности в области изоляции и ухудшению ее качества - пробивное напряжение уменьшается, а токи утечки увеличиваются (иногда на несколько порядков). Наиболее близким техническим решением к заявляемому является способ изготовления межкомпонентной изоляции КМДП-интегральных схем, включающий создание в кремниевой подложке областей кармана, формирование нитридной маски, охранных областей, отжиг в атмосфере инертного газа при температуре в диапазоне 1173-1373 К в течение 10-60 мин, локальное окисление при той же температуре до достижения толщины оксида 0,7-1,5 мкм, отжиг после локального окисления в атмосфере инертного газа 3. Способ предполагает снятие нитридной маски с последующим формированием в местах ее расположения областей истоков и стоков - и -канальных транзисторов и подзатворного диэлектрика КМОП ИС. Нитридная маска вспособе-прототипе состоит из пленки оксида кремния толщиной 40-45 нм и лежащей на ней пленки нитрида кремния толщиной 2 6429 1 190-210 нм. Это позволяет несколько снизить механические напряжения в системе локальный оксид кремния - подложка и таким образом повысить качество изоляции. Однако в целом прототип имеет те же недостатки, что и аналоги. Кроме того, необходимо отметить также следующие недостатки. Во-первых, отжиг в атмосфере инертного газа после локального окисления с одной стороны приводит к уплотнению локального оксида кремния и повышает качество изоляции, а с другой стороны - более плотный оксид кремния вносит большие механические напряжения в структуру, что приводит к увеличению дефектности изоляции (из-за возникновения дислокаций в подложке) и тем самым к ухудшению ее качества, т.е. к увеличению токов утечки и снижению напряжения пробоя. Во-вторых, способ-прототип предполагает формирование охранных областей следующим образом. После вскрытия окон в нитриде кремния в них методом ионного легирования последовательно загоняют фосфор и бор. При этом в качестве масок для ионного легирования используют пленку фоторезиста толщиной примерно 1 мкм. Сначала формируют маску для загонки фосфора. После загонки примеси и удаления маски фоторезиста снова формируют маску фоторезиста для загонки бора. Поскольку точное совмещение края маски фоторезиста и края маски нитрида кремния невозможно и небольшое рассовмещение неизбежно хотя бы из-за кривизны пластин, то со стороны -канальных транзисторов приходится использовать в качестве маски край пленки нитрида кремния. Таким образом, при легировании области охраны -типа часть пленки нитрида кремния легируется довольно большой дозой (примерно 0,3 Км-2). Это приводит к изменению упругих и пластических свойств локальных участков пленки нитрида кремния, что проявляется в резком перераспределении механических напряжений в формируемой структуре. Повышается невоспроизводимость электропараметров изоляции, что характеризуется большой величиной дисперсии значений напряжений пробоя и токов утечки изоляции. В целом же это приводит к снижению напряжения пробоя и увеличению токов утечки изоляции вследствие увеличения общей дефектности подложки в области изолирующего перехода. Тот факт, что пленку нитрида кремния приходится использовать в качестве маски при ионном легировании, накладывает существенные ограничения на его минимальную толщину. Так, например, для легирования бором с энергией 100 кэВ толщина пленки нитрида кремния должна быть не менее 200 нм. В противном случае произойдет легирование маскируемых областей. А, как известно, толстые пленки создают и большие механические напряжения, которые, в свою очередь, приводят к деградации электропараметров изоляции. Задачей предполагаемого изобретения является повышение напряжения пробоя, снижение токов утечки изоляции и повышение воспроизводимости их значений за счет снижения дефектности подложки в области изолирующего перехода и уровней механических напряжений в ней. Поставленная задача решается тем, что в способе изготовления межкомпонентной изоляции КМДП интегральных схем, включающем формирование областей карманов в кремниевой подложке, нанесение нитридной маски, подлегирование подложки с активизацией примеси путем термообработки в атмосфере инертного газа для получения - охранных областей, локальное окисление охранных областей, отжиг в атмосфере инертного газа, удаление нитридной маски, до нанесения нитридной маски осуществляют подлегирование областей карманов с активизацией примеси путем термообработки в атмосфере инертного газа для получения - охранных областей, а после удаления нитридной маски осуществляют дополнительный отжиг в атмосфере инертного газа при 1223-1473 К в течение 10-60 мин. Сущность заявляемого технического решения заключается в том, что проведение дополнительного отжига после удаления нитридной маски позволяет удалить дислокации в подложке,возникшие в областях изолирующего перехода в результате действия локальных механических напряжений, концентрирующихся преимущественно у края нитридной маски. Проведение при создании охранных областей подлегирование карманов до формирования нитридной маски, а подлегирование подложки после ее формирования позволяет раздельно активировать 3 6429 1 примесь и использовать при ионном легировании только маску фоторезиста. Нитрид кремния полностью защищен в предлагаемом способе фоторезистом от ионного легирования вследствие самосовмещения при формировании окон в нитриде и в фоторезисте в одной операции. Вследствие этого упругие и пластические свойства пленки нитрида кремния остаются одинаковыми по всей площади структуры, а толщину самой пленки нитрида кремния можно значительно уменьшить, так как она уже не является маской для ионного легирования. В этом случае минимальная толщина пленки нитрида кремния ограничивается только ее маскирующими свойствами, т.е. скоростью окисления по сравнению с кремнием и плотностью пор, и может составлять величину порядка 100 нм, т.е. уменьшается, по крайней мере, в 2 раза. Равномерность упругих и пластических свойств нитрида кремния по всей поверхности способствует увеличению воспроизводимости значений элекропараметров изоляции. Снижение толщины нитрида кремния приводит к снижению механических напряжений в структуре и, следовательно, к уменьшению дефектности подложки и улучшению электропараметров. Проведение отжига после удаления маски нитрида кремния позволяет удалить практически все дислокации, возникшие в области изоляции вследствие воздействия механических напряжений. Раздельная активация примесей и меньшие радиационные повреждения поверхности также приводят к уменьшению дефектности изоляции. В целом предлагаемый способ позволяет уменьшить механические напряжения в структуре, снизить дефектность изоляции за счет предупреждения возникновения новых дефектов, снижения количества вносимых дефектов, удаления возникших дислокаций, повысить воспроизводимость значений электропараметров, повысить напряжение пробоя изоляции и уменьшить токи утечки. Выбор температурного и временного интервала отжига при удалении нитридной маски проведен на основании экспериментальных данных. При температурах ниже 1223 К,например 1173 К, восстановления структуры кремниевой подложки не происходит, так как при этой температуре энергии атомов не достаточно для осуществления перестройки кристаллической решетки кремния. При температуре выше 1473 К, например 1493 К, проводить отжиг нецелесообразно в связи с тем, что в этом случае происходит быстрый рост и перераспределение плотности микродефектов в кремнии. Микродефекты (скопление междоузельных атомов или вакансий, кислородных преципитатов и т.д.) стекают к напряженным участкам и приводят к образованию новых дефектов, например дефектов упаковки, которые ухудшают электрофизические параметры ИС, - токи утечки изоляции возрастают, а пробивные напряжения падают. За время термообработки менее 10 минут, например 5 минут, в указанном интервале температур перестройка кристаллической решетки и ее восстановление происходит не полностью. Проводить процесс в течение времени более 60 минут, например 70 минут, нецелесообразно, т.к. время процесса увеличивается, а дополнительных преимуществ это не дает. В качестве инертной атмосферы можно использовать азот, аргон и другие инертные газы. На пластинах кремния марки КЭФ 4,5 (100) создавали маску из оксида кремния толщиной 0,1 мкм и фоторезиста ФП-383 толщиной 1,0 мкм. В маске фоторезиста методами стандартной фотолитографии создавали рисунок областей кармана, проводилось ионное легирование областей кармана ионами бора с дозой Д 210-2 Км-2 и энергией Е 100 кэВ. Далее вытравливали оксид кремния в областях кармана в растворе плавиковой кислоты и удаляли фоторезист в смеси серной кислоты и перекиси водорода. При температуре 1473 К проводили разгонку имплантированной примеси сначала 2 часа в атмосфере кислорода, а затем 8 часов в атмосфере азота. Глубина полученной области кармана составила 7 мкм. Затем оксид кремния удаляли и проводили термическое окисление до достижения толщины оксида кремния 42,5 нм. На пластинах формировали рисунок - охранных областей и проводили подлегирование карманов ионами бора дозой 2,5 К/м 2 и энергией 100 кэВ. В качестве маски при этом использовали пленку фоторезиста толщиной 1,0 мкм. После удаления фоторезиста примесь активировали путем термической обработки в атмосфере аргона при температуре 1323 К в течение 15 минут. Далее оксид кремния удаляли и формировали нитридную маску путем по 4 6429 1 следовательного окисления пластин при температуре 1123 К в атмосфере сухого кислорода до достижения толщины оксида кремния 45 нм и нанесения слоя нитрида кремния толщиной 0,1 мкм при температуре 1123 К из смеси моносилана и аммиака на установке Изотрон-1. В пленке нитрида кремния формировали рисунок - охранных областей и проводили подлегирование подложки ионами фосфора дозой Д 1,510-3 К/м 2 и энергией 80 кэВ. После удаления фоторезиста для активации примеси проводили термообработку при температуре 1323 К в течение 15 минут в атмосфере аргона. Далее проводили локальное окисление кремния при температуре 1223 К в парах воды при давлении 10 атм до достижения толщины оксида кремния 1,0 мкм. После локального окисления пластины отжигали в среде аргона при температуре 1273 К в течение 120 минут. Затем удаляли пленку нитрида кремния и проводили термообработку пластин в среде аргона при следующих режимах 1173 К, 90 мин 1223 К, 5, 10, 30, 60, 70 мин 1323 К, 10 и 60 мин 1473 К, 5, 10, 30, 60, 70 мин 1493 К, 5 и 10 мин. Далее пластины освежали в растворе плавиковой кислоты и проводили измерения электрических характеристик изоляции, - напряжений пробоя изоляции 1,также напряжений 2, при которых ток утечки через изоляцию достигал 1 нА. Далее рассчитывали средние значения 1 и 2 и дисперсии (соответственно 1 и 2) этих величин. Всего по предлагаемому способу было изготовлена изоляция на 124 пластинах, на каждой из которых проводили замеры в 5-8 точках, на отдельной партии пластин в количестве 48 штук изоляция была изготовлена в соответствии со способом-прототипом. Затем со всех пластин удаляли локальный оксид кремния и травили их в травителе Секко в течение 2-х минут для выявления дефектов структуры в областях межкомпонентной изоляции. Анализ дефектности проводился с помощью оптического микроскопа -2. Результаты измерений и анализа дефектности представлены в таблице. Таблица Режимы термооб 1 ,2 ,Способ изготовлеработки Дефектность 1 2 ния изоляции структуры температ время,Вольт Вольт ура, К минут Прототип 40,3 91,4 19,2 128,9 Примечания. Для определения уровня дефектности в таблице приняты следующие обозначения. ОВ - очень высокая, дислокации сливаются, подсчету не поддаются 5 6429 1 В - высокая, дислокаций много, но вместе сливаются лишь некоторые Н - низкая, наблюдаются отдельные дислокации по краю локального окисла ОН - очень низкая, дислокации практически отсутствуют. Из приведенных данных видно, что предлагаемый способ по сравнению с прототипом позволяет повысить напряжение пробоя изоляции с примерно 40 В до 45-50 В, а напряжение пробоя, при котором ток утечки достигает 1 нА, с 20 В до 35-40 В. Дисперсия разброса значений электропараметров примерно на порядок ниже для предлагаемого способа по сравнению с прототипом. Это свидетельствует о том, что воспроизводимость значений электропараметров в предлагаемом способе значительно выше. Источники информации 1. Заявка Японии 59-121850, ПК 01 21/76, 21/94, опубл. 14.07.1984. 2. Патент США 4.551.910, МПК 401 21/76,01 21/94, опубл. 1985. 3. А.с. СССР 1356895. Способ изготовления межкомпонентной изоляции интегральных схем / Г.А. Корешков, В.Н. Плотников, Н.В. Румак, В.В. Хатько, И.Г. Шевчук. МПК 401 21/316, 1988 // Бюллетень Открытия, изобретения 44, - М. ВНИИПИ, 1987 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: H01L 21/316, H01L 21/76
Метки: интегральных, способ, изготовления, схем, кмдп, межкомпонентной, изоляции
Код ссылки
<a href="https://by.patents.su/6-6429-sposob-izgotovleniya-mezhkomponentnojj-izolyacii-kmdp-integralnyh-shem.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления межкомпонентной изоляции КМДП интегральных схем</a>
Способ изготовления низкопороговых КМДП-интегральных схем
Номер патента: 2335
Опубликовано: 30.09.1998
Авторы: Ершова Надежда Васильевна, Костенко Евгений Михайлович, Воронин Сергей Иванович
МПК: H01L 21/82
Метки: способ, кмдп-интегральных, изготовления, низкопороговых, схем
Текст:
...окислением в сухом ЕС 1 при Т 100 ОС 0создают подзатворный окисел толщиной 400 А. Из графиков, поназанннх на фиг.1 и 2, видно, что при этом пороговые напряжения р-канального транзистора соспэплнт 0,7 В, пнанального транзистора 050 В. Затем наносят полпкремний И с помощью фотолито г графин формируют электродьтзатворов и первый уровень металли зации. Затем формируют межслоиннй диэлектрик и о помощью фотолитографии вскрывают отверстия к...
Способ изготовления горизонтальных р-п-р транзисторов для интегральных схем
Номер патента: 2336
Опубликовано: 30.09.1998
Авторы: Сасновский Владимир Арестархович, Гайдук Сергей Иванович, Балбуцкий Сергей Васильевич, Чаусов Виктор Николаевич
МПК: H01L 21/265
Метки: схем, р-п-р, изготовления, транзисторов, способ, горизонтальных, интегральных
Текст:
...и пленки двуокиси кремния СУМР ной толщиойсО 3 мкм. Методом ФОТОлитографии и травления пленки и слоя двуокиси кремния вскрыаются контактные отверстия к областям итеГР 8 ПЬ Ной схемы. Методом фотолитографии формируютфотореэнстнвную маску С Отверстием над областью контакта К КОЛ лектору прптранэистора. СЛУЖЗЩЕГО одновременно контактом к базовой Об 50ппантацией ионов фосфора с ЗНЕРГНЭЙ 30 кэВ и поверхностной концентрациейконтакта области базы...
Способ изготовления полупроводниковых интегральных схем
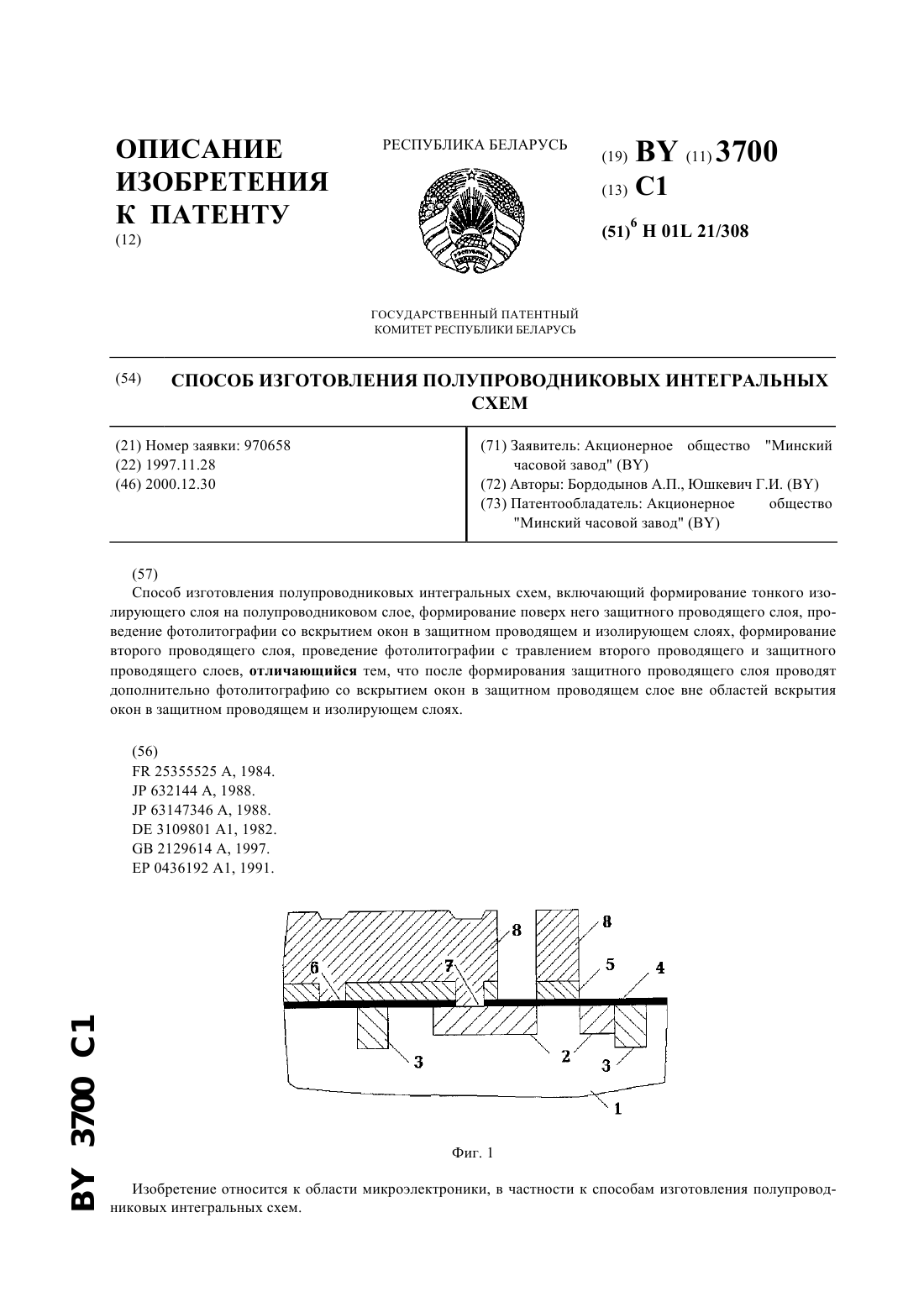
Номер патента: 3700
Опубликовано: 30.12.2000
Авторы: Бордодынов Александр Петрович, Юшкевич Геннадий Иосифович
МПК: H01L 21/308
Метки: полупроводниковых, схем, изготовления, интегральных, способ
Текст:
...слое вне областей вскрытия окон в защитном проводящем и изолирующем слоях. Таким образом, второй проводящий слой формируется не только на защитном проводящем слое и на полупроводниковом слое (во вскрытых контактных окнах), а и на тонком изолирующем слое во вскрытых во время дополнительной фотолитографии окнах. Введение дополнительной операции позволит обеспечить гарантированно надежное соединение элементов металлической разводки с...
Накопительный конденсатор элемента памяти интегральных схем
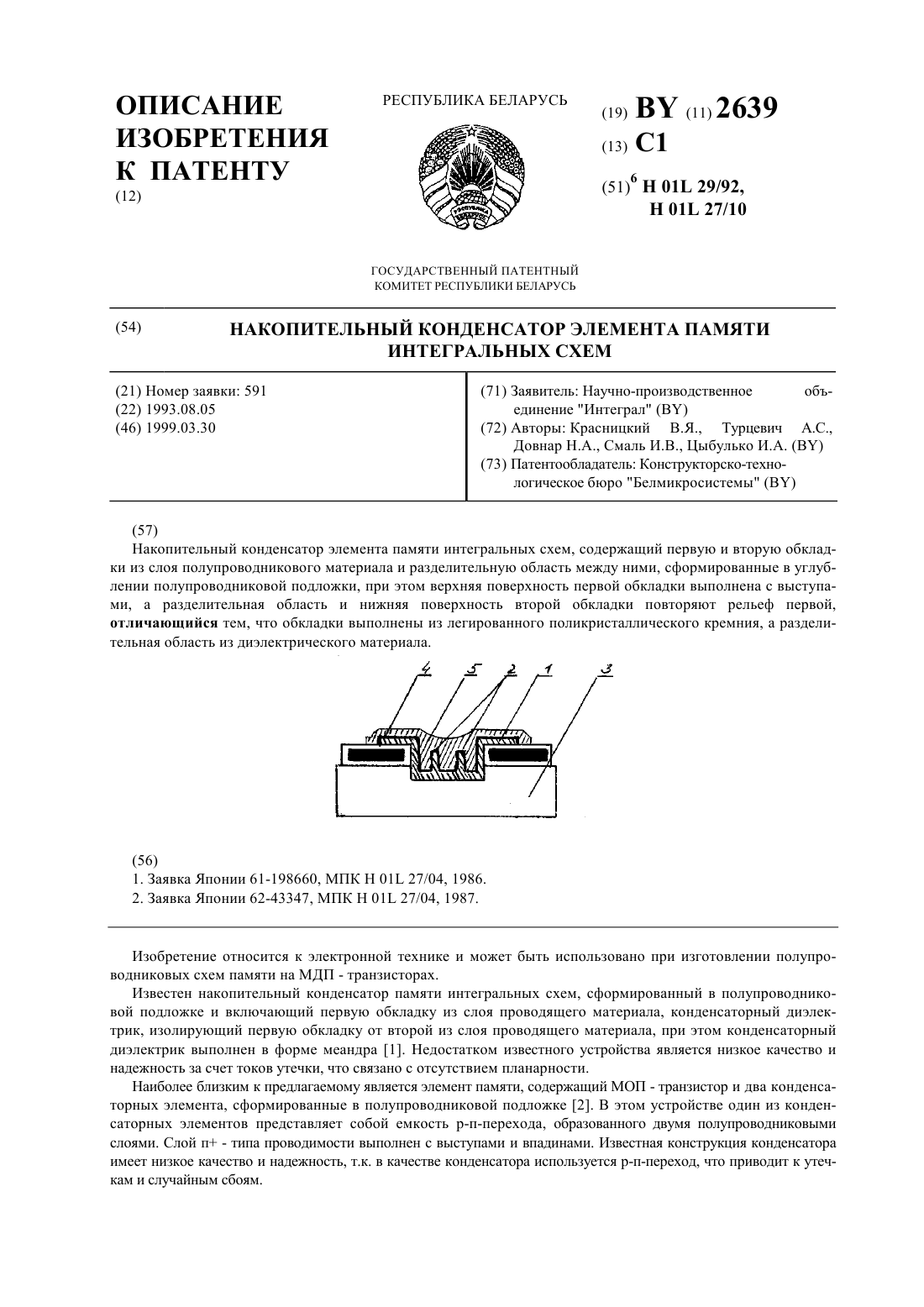
Номер патента: 2639
Опубликовано: 30.03.1999
Авторы: Довнар Николай Александрович, Цыбулько Игорь Александрович, Красницкий Василий Яковлевич, Смаль Игорь Вацлавович, Турцевич Аркадий Степанович
МПК: H01L 29/92, H01L 27/10
Метки: элемента, схем, конденсатор, накопительный, памяти, интегральных
Текст:
...3, разделительную область 4 из диэлектрического материала повторяющую рельеф первой обкладки, вторую обкладку 5 из легированного поликремния, нижняя поверхность которой повторяет рельеф первой. Работа накопительного конденсатора идентична работе типового однотранзисторного элемента памяти динамического запоминающего устройства. В техническом решении по изобретению получается канавка с несколькими проводящими перегородками, что позволяет не...
Способ создания металлизации полупроводниковых приборов и интегральных схем
Номер патента: 2823
Опубликовано: 30.06.1999
Авторы: Пономарь Владимир Николаевич, Пилипенко Владимир Александрович, Чигирь Григорий Григорьевич, Емельянов Виктор Андреевич
МПК: H01L 21/324
Метки: создания, схем, интегральных, приборов, металлизации, способ, полупроводниковых
Текст:
...поверхности плнок алюминия после таких термообработок является практически отсутствие бугров и плнки остаются стабильными по структуре при проведении последующих операций фотолитографии высота бугров на плнках алюминия, измеренная на растровом электронном микроскопе после термообработки в предлагаемых режимах, проведения операций плазмохимического травления алюминия и удаление фоторезистора не превышает 0,10-0,15 мкм высота бугров на...
Предыдущий патент: Способ ремонта совмещенной крыши с рулонной кровлей
Следующий патент: Многошпиндельный станок с автоматической сменой инструмента и способ смены инструмента на этом станке
Случайный патент: Электролюминесцентный материал на основе N-фенилкарбазола