Патенты с меткой «заготовок»
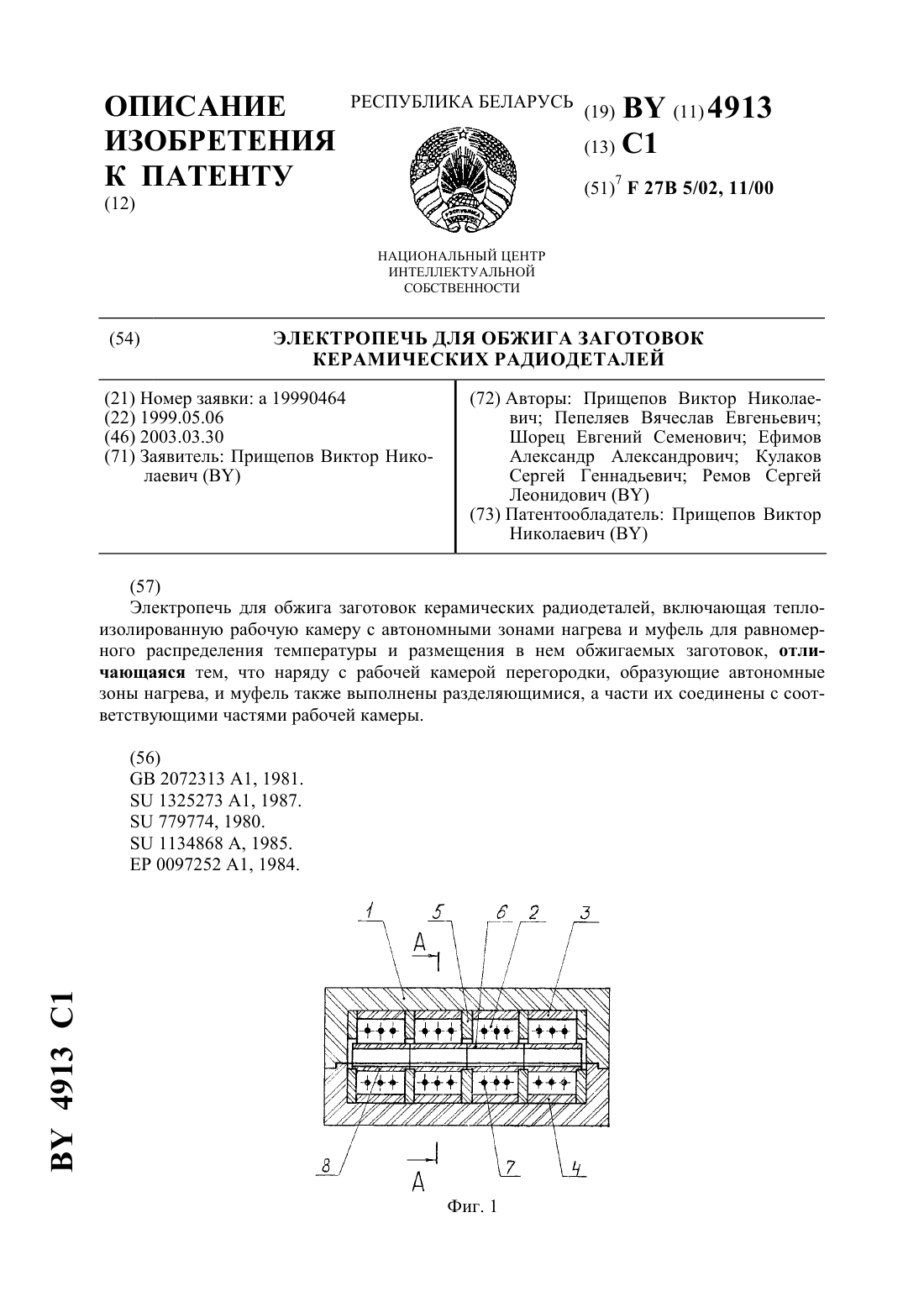
Электропечь для обжига заготовок керамических радиодеталей
Номер патента: 4913
Опубликовано: 30.03.2003
Авторы: Пепеляев Вячеслав Евгеньевич, Кулаков Сергей Геннадьевич, Ефимов Александр Александрович, Ремов Сергей Леонидович, Прищепов Виктор Николаевич, Шорец Евгений Семенович
МПК: F27B 11/00, F27B 5/02
Метки: радиодеталей, обжига, керамических, электропечь, заготовок
Текст:
...выполнены разделяющимися, что по сути дает возможность туннельную печь превратить в камерную с вытянутым муфелем, а камерные печи исключают естественную циркуляцию воздушных или газовых потоков, которая присутствует в туннельных печах. Техническая сущность изобретения поясняется прилагаемыми чертежами, где на фиг. 1 изображен продольный разрез печи, а на фиг. 2 - поперечный разрез печи. Электропечь состоит из рабочей камеры, образованной...
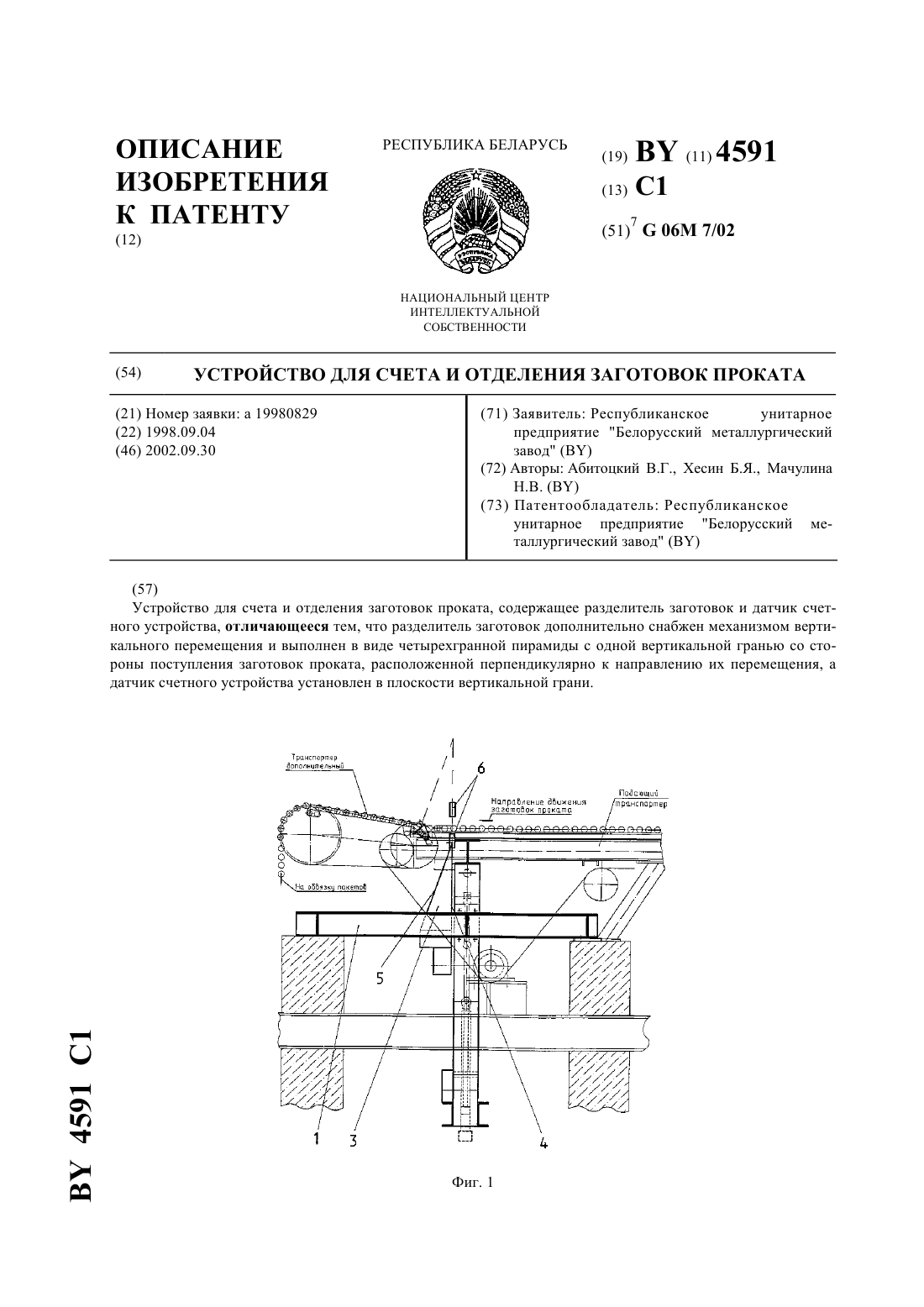
Устройство для счета и отделения заготовок проката
Номер патента: 4591
Опубликовано: 30.09.2002
Авторы: Хесин Борис Яковлевич, Мачулина Наталья Васильевна, Абитоцкий Владимир Григорьевич
МПК: G06M 7/02
Метки: проката, отделения, счета, устройство, заготовок
Текст:
...конструкции устройства, в повышении его надежности и удобства при работе с различными профилями. Решение поставленной задачи обеспечивается тем, что устройство для счета и отделения заготовок проката содержит разделитель заготовок и датчик счетного устройства. По изобретению разделитель заготовок дополнительно снабжен механизмом вертикального перемещения и выполнен в виде четырехгранной пирамиды с одной вертикальной гранью со стороны...
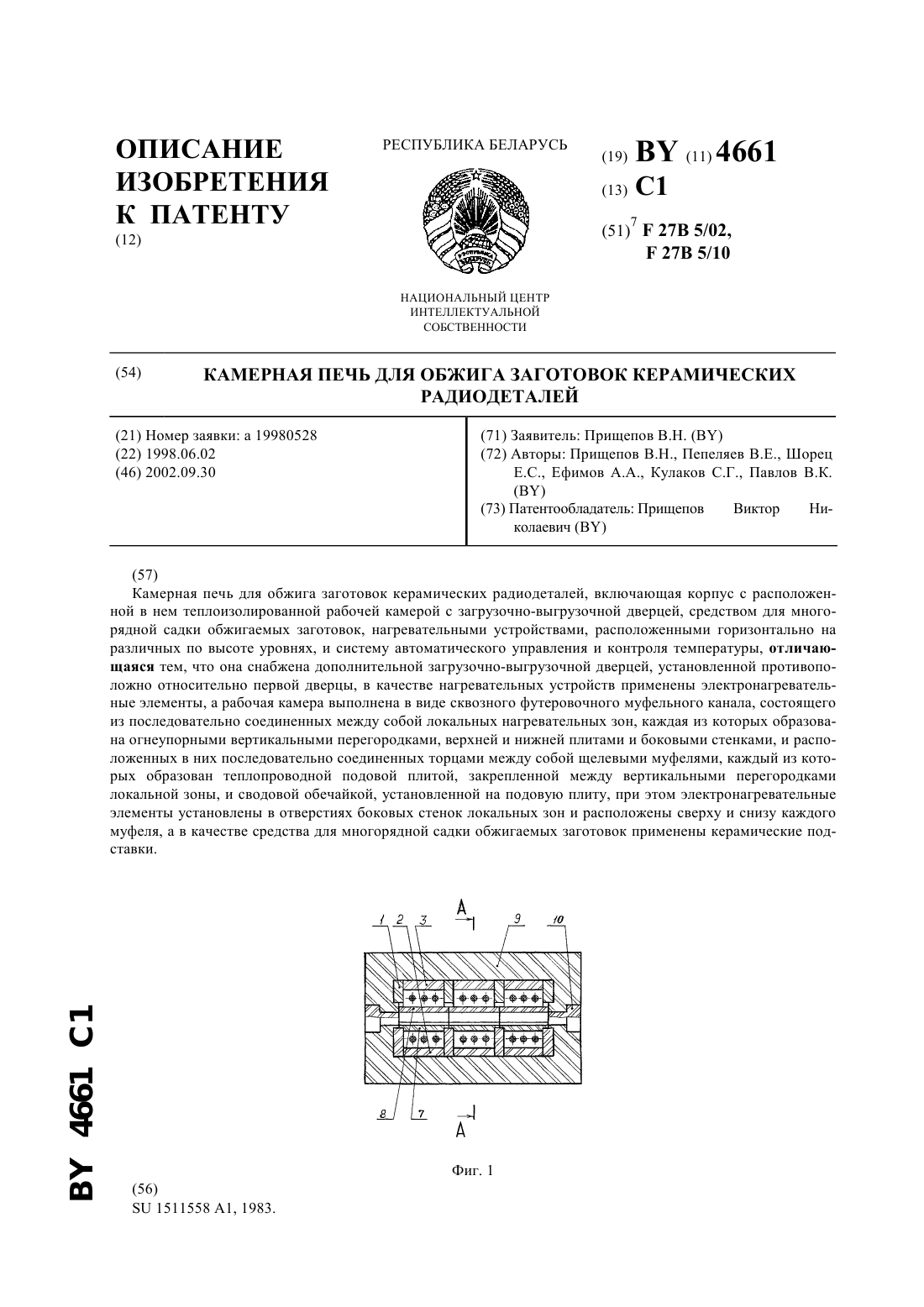
Камерная печь для обжига заготовок керамических радиодеталей
Номер патента: 4661
Опубликовано: 30.09.2002
Авторы: Пепеляев Вячеслав Евгеньевич, Кулаков Сергей Геннадьевич, Шорец Евгений Семенович, Прищепов Виктор Николаевич, Павлов Владимир Константинович, Ефимов Александр Александрович
Метки: радиодеталей, обжига, керамических, заготовок, печь, камерная
Текст:
...автономные зоны нагрева, разграниченные перегородками. Автономные нагревательные зоны дифференцируют температуру по объему рабочей камеры, а теплопроводный муфель усиливает положительный эффект автономных зон, обеспечивая равномерное распределение температуры в том обжиговом пространстве, в котором непосредственно размещены изделия. Дополнительная дверца позволяет выполнять загрузку печи с другой стороны, что дает возможность удлинить...
Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Садовский Виктор Михайлович, Урбанович Наталья Ивановна, Герцик Сергей Николаевич, Комаров Олег Сидорович
МПК: C21C 1/00, C22C 37/06
Метки: деталей, заготовок, способ, производства, литых, быстроизнашиваемых
Текст:
...Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при...
Форсунка для вторичного охлаждения непрерывнолитых заготовок
Номер патента: 4295
Опубликовано: 30.03.2002
Авторы: Шевченко Александр Данилович, Топтыгин Андрей Михайлович, Гуляев Михаил Павлович, Айзин Юрий Моисеевич, Куклев Александр Валентинович, Крахотин Валерий Иванович, Фоменко Александр Петрович
МПК: B22D 11/124, B05B 1/00
Метки: вторичного, непрерывнолитых, охлаждения, заготовок, форсунка
Текст:
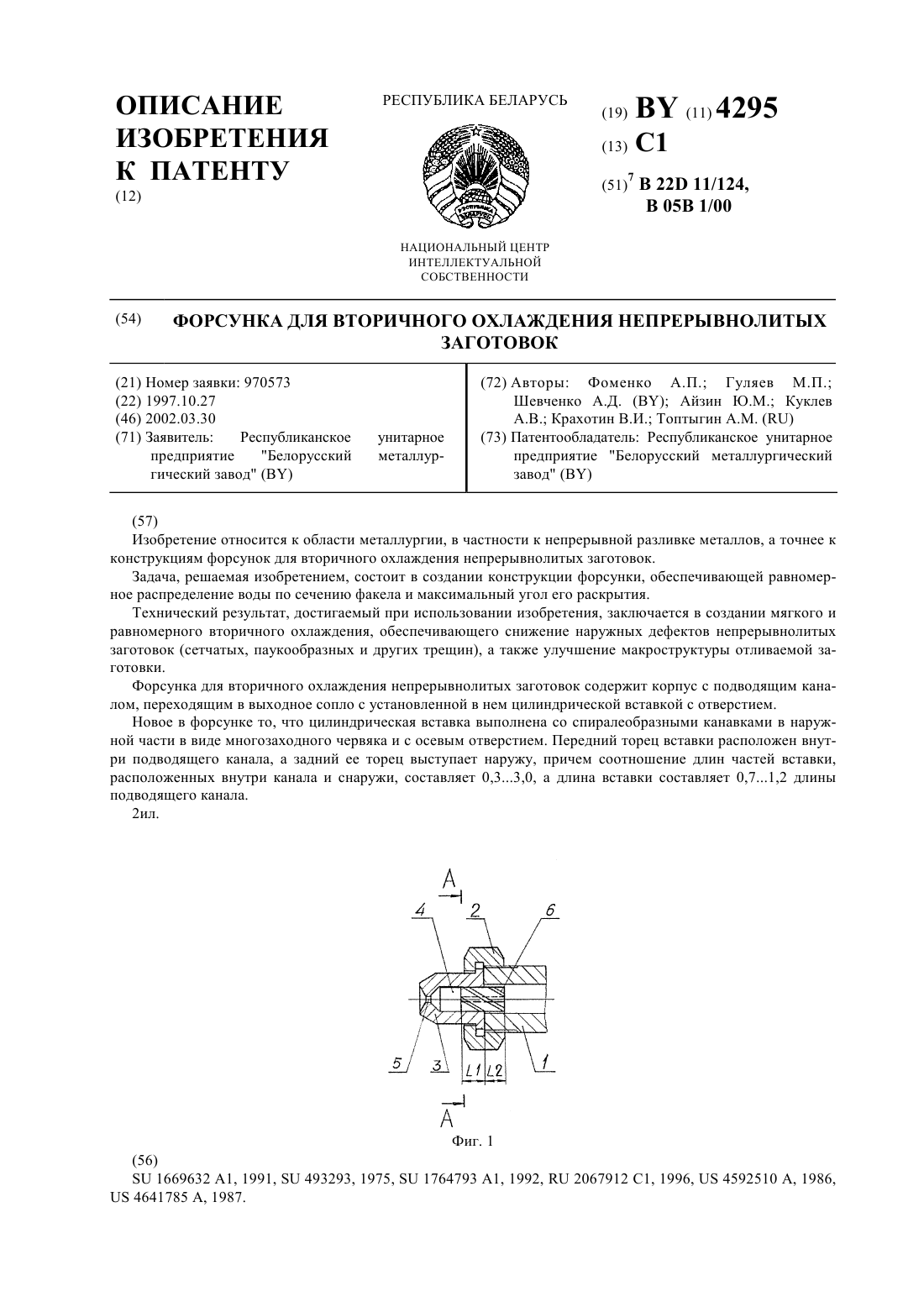
...снижение наружных дефектов непрерывнолитых заготовок (сетчатых, паукообразных и других трещин), а также улучшение макроструктуры отливаемой заготовки. Решение поставленной задачи обеспечивается тем, что форсунка для вторичного охлаждения непрерывнолитых заготовок содержит корпус с подводящим каналом, переходящим в выходное сопло, с установленной в нем цилиндрической вставкой с отверстием. По изобретению цилиндрическая вставка выполнена со...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Маточкин Виктор Аркадьевич, Волгина Евгения Васильевна, Хесин Борис Яковлевич, Калинин Геннадий Петрович, Абитоцкий Владимир Григорьевич, Гуляев Михаил Павлович
МПК: B22D 11/14
Метки: машины, литья, непрерывного, устройство, правильное, заготовок
Текст:
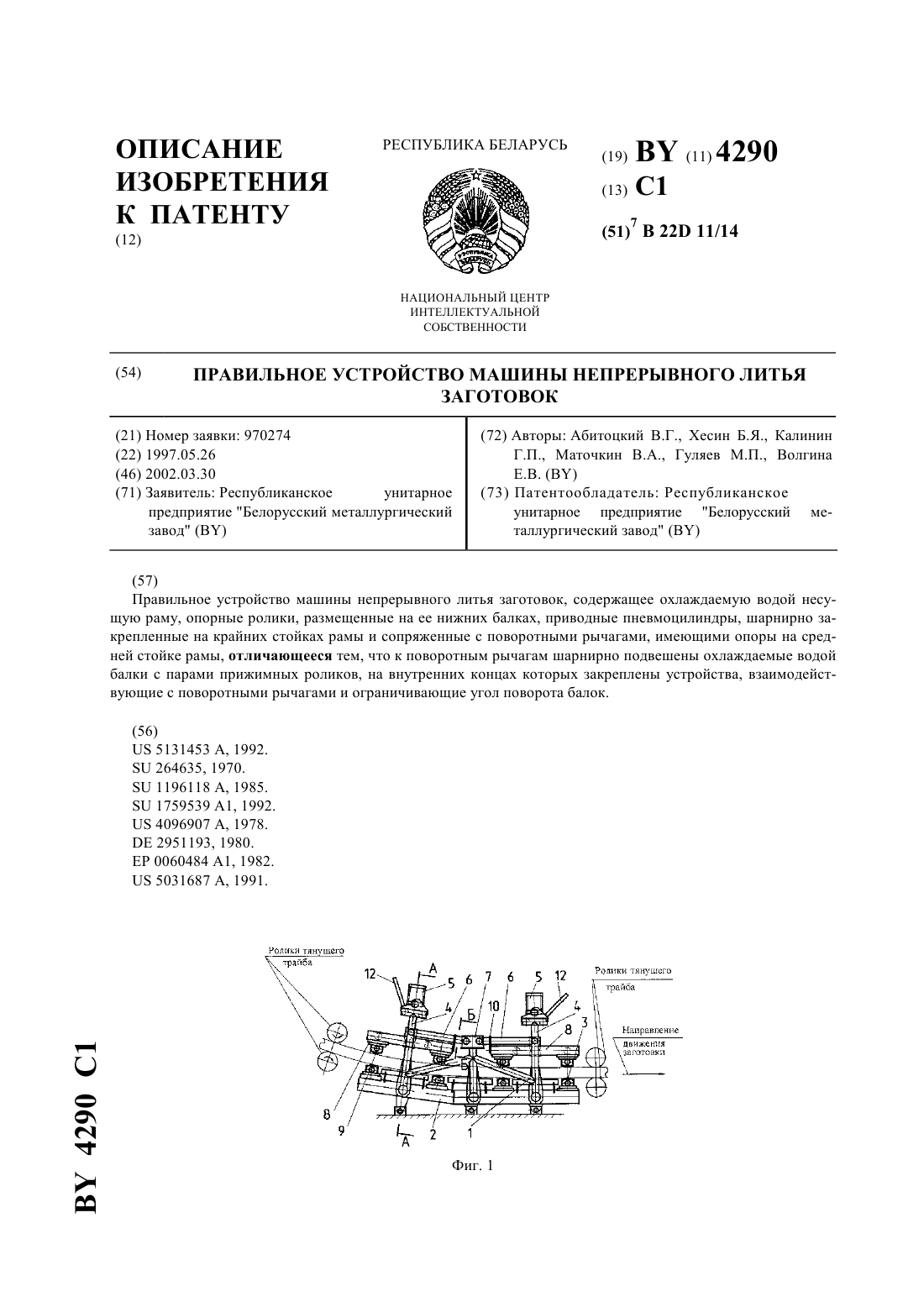
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Стан для редуцирования заготовок из прутка
Номер патента: U 298
Опубликовано: 30.06.2001
Авторы: Кожевникова Гражина Валерьевна, Давидович Владимир Александрович
МПК: B21H 1/18
Метки: прутка, редуцирования, заготовок, стан
Текст:
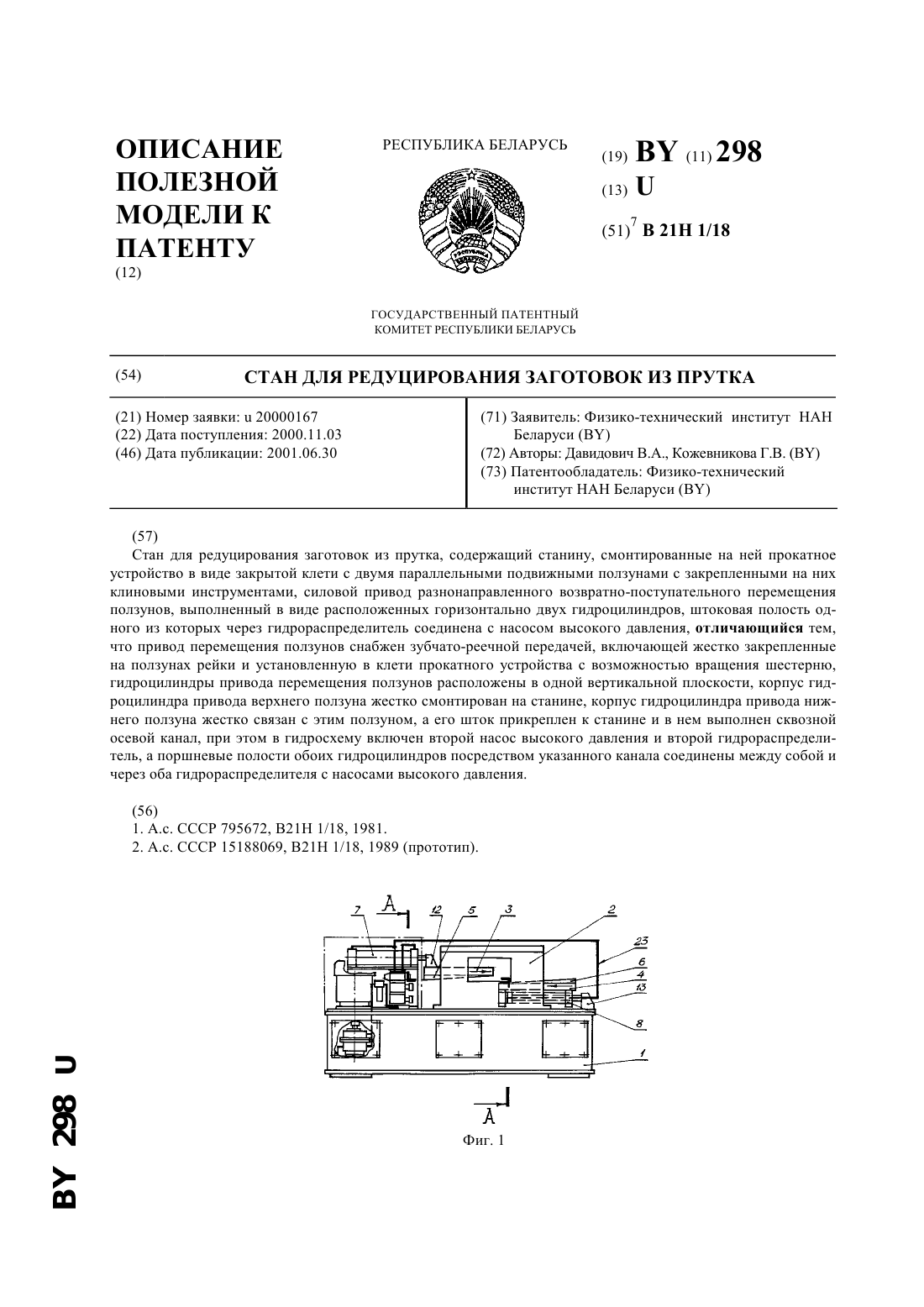
...ползунов снабжен зубчато-реечной передачей, включающей жестко закрепленные на ползунах рейки и установленную в клети прокатного устройства с возможностью вращения шестерню, гидроцилиндры привода перемещения ползунов расположены в одной вертикальной плоскости, корпус гидроцилиндра привода верхнего ползуна жестко смонтирован на станине, корпус гидроцилиндра привода нижнего ползуна жестко связан с этим ползуном, а его шток прикреплен к...
Устройство для полунепрерывного прессования длинномерных заготовок
Номер патента: 3592
Опубликовано: 30.12.2000
Авторы: Никончук Андрей Николаевич, Чумак Геннадий Андреевич, Исаевич Леонид Александрович
МПК: B21C 23/08, B22F 3/20
Метки: прессования, устройство, заготовок, полунепрерывного, длинномерных
Текст:
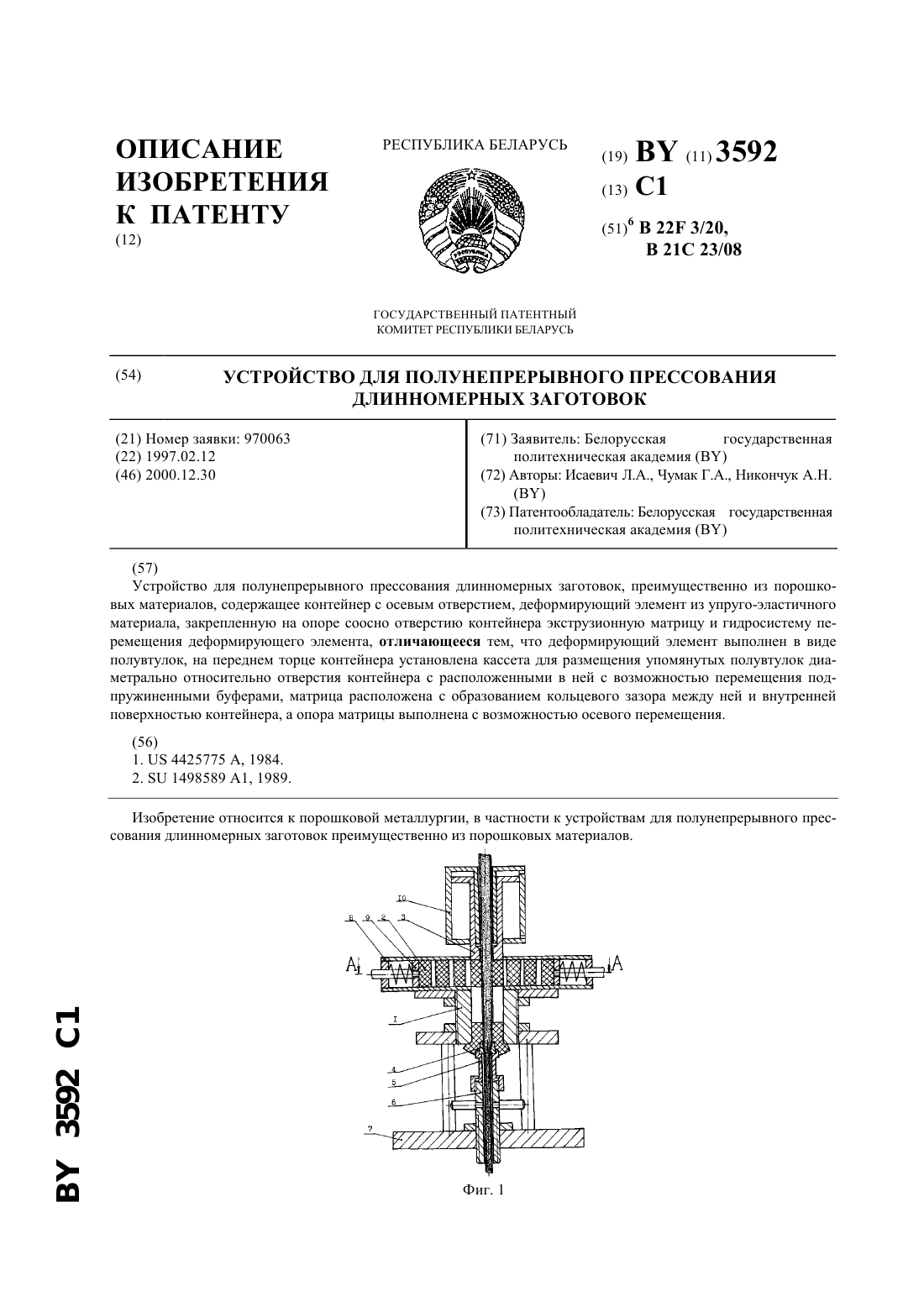
...внутренних складок оболочки заготовки в местах расположения выступов деформирующего элемента, что приводит к браку изделия. Недостатком устройства является низкая стойкость матриц, ослабленных концентрическими пазами. Задача изобретения - повышение надежности, упрощение конструкции устройства и повышение качества порошковой проволоки и других длинномерных изделий. Поставленная задача достигается тем, что в предлагаемом устройстве,...
Усторойство для полунепрерывного гидропрессования длинномерных заготовок
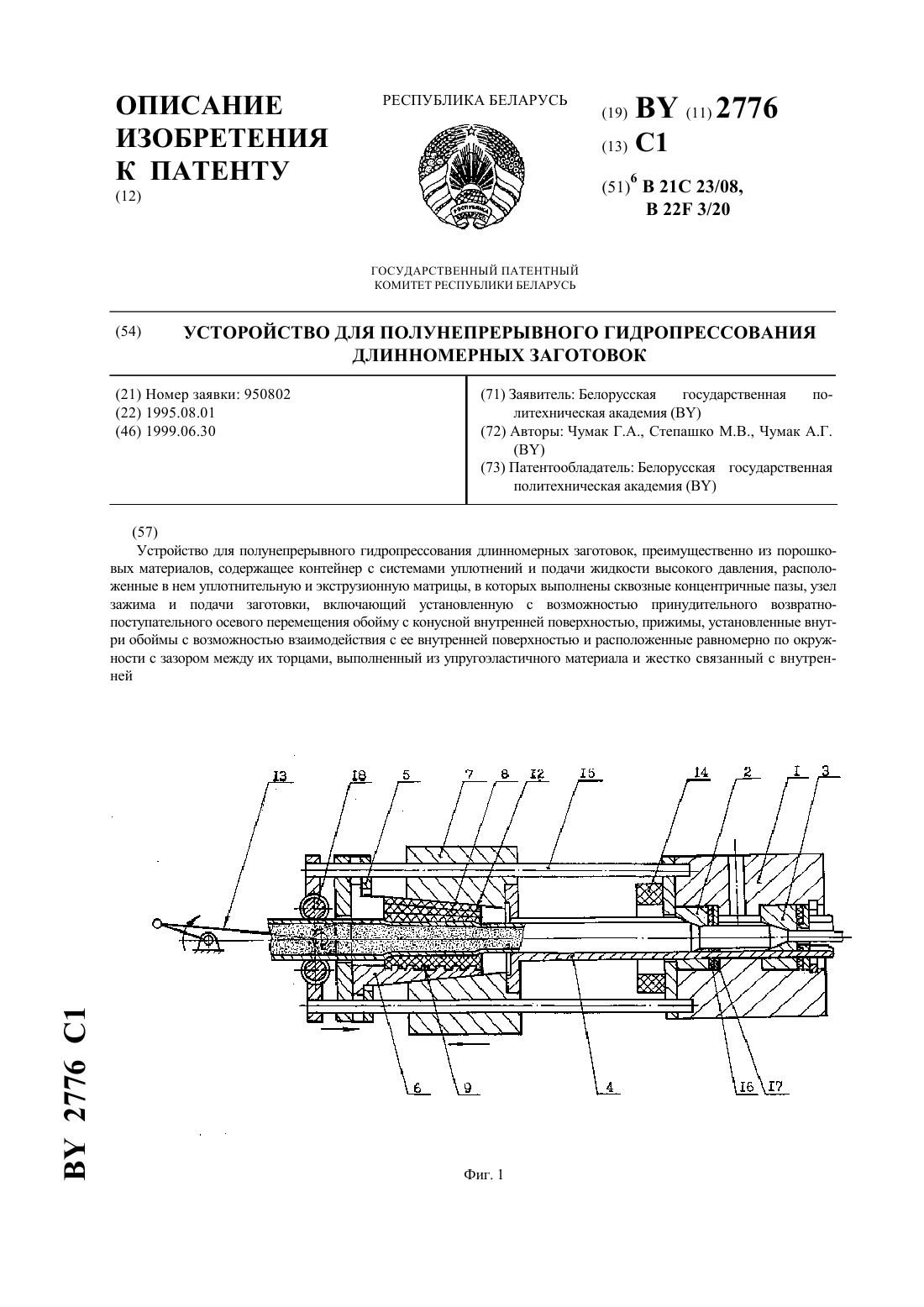
Номер патента: 2776
Опубликовано: 30.06.1999
Авторы: Чумак Александр Геннадьевич, Степашко Михаил Васильевич, Чумак Геннадий Андреевич
МПК: B21C 23/08, B22F 3/20
Метки: гидропрессования, полунепрерывного, заготовок, длинномерных, усторойство
Текст:
...плоскости симметрии под углом, равным углу трения, и размещены между торцами прижимов, и установленную в пазах указанных матриц и жестко связанную с обоймой направляющую, при этом прижимы установлены на дополнительных направляющих с возможностью принудительного возвратнопоступательного осевого перемещения и жестко связаны с введенным в устройство механизмом их перемещения, обойма выполнена с углом конуса внутренней поверхности, равным углу...
Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
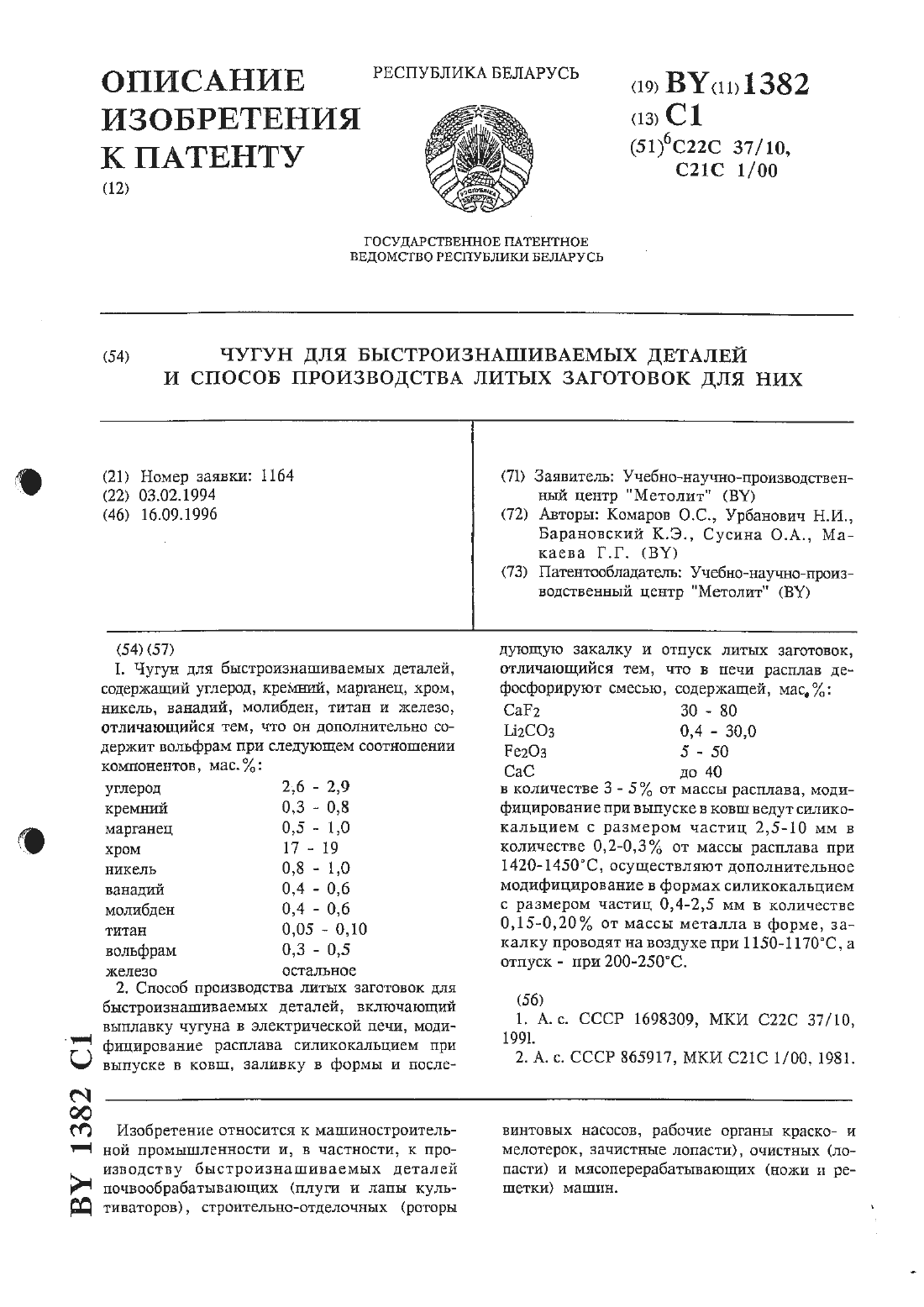
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Сусина Оксана Анатольевна, Барановский Константин Эдуардович, Комаров Олег Сидорович, Макаева Галина Григорьевна, Урбанович Наталья Ивановна
МПК: C22C 37/10, C21C 1/00
Метки: чугун, деталей, заготовок, них, производства, способ, быстроизнашиваемых, литых
Текст:
...характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в...
Способ металлизации заготовок пьезокерамических элементов
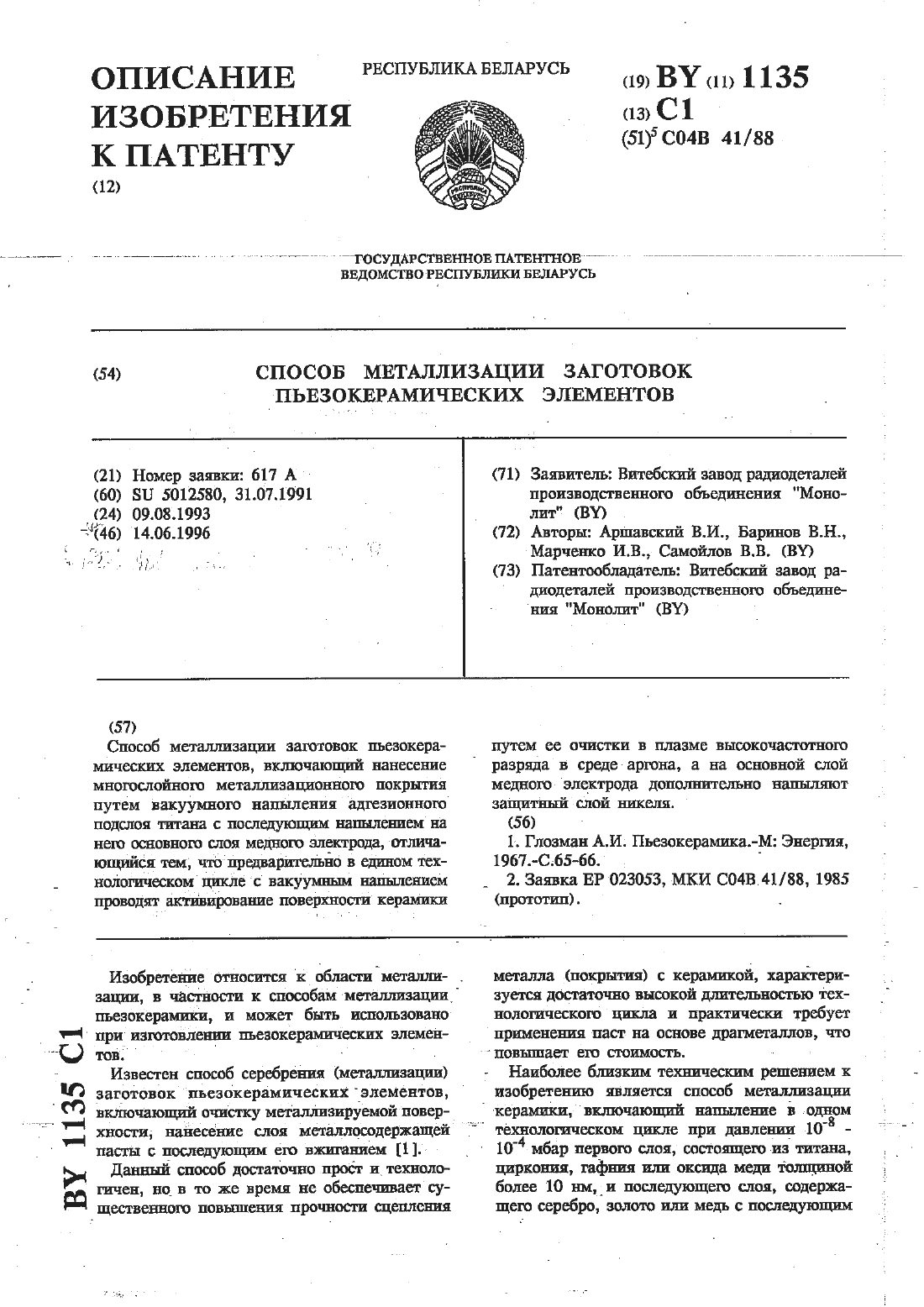
Номер патента: 1135
Опубликовано: 14.06.1996
Авторы: Аршавский Василий Иванович, Марченко Игорь Викторович, Самойлов Владимир Васильевич, Баринов Владимир Николаевич
МПК: C04B 41/88
Метки: металлизации, элементов, способ, заготовок, пьезокерамических
Текст:
...медного электрода, вышеуказанный технический результат достигается тем, что предварительно в едином технологическом цикле с вакуумным напылением проводят активирование поверхНОСТИ КСРЗМИЗШ ПУТЕМ ее ОЧИСТКИ В плазме высокочастотного разряда в среде аргона, а на основной слой медного электрода дополнительно наиыляют защитный слой ншцаля.В данном случае повышение прочности сцепления металла с керамикой, снижение трудоемкости и стоимости процесса...
Устройство многоручьевой прокатки сортовых заготовок
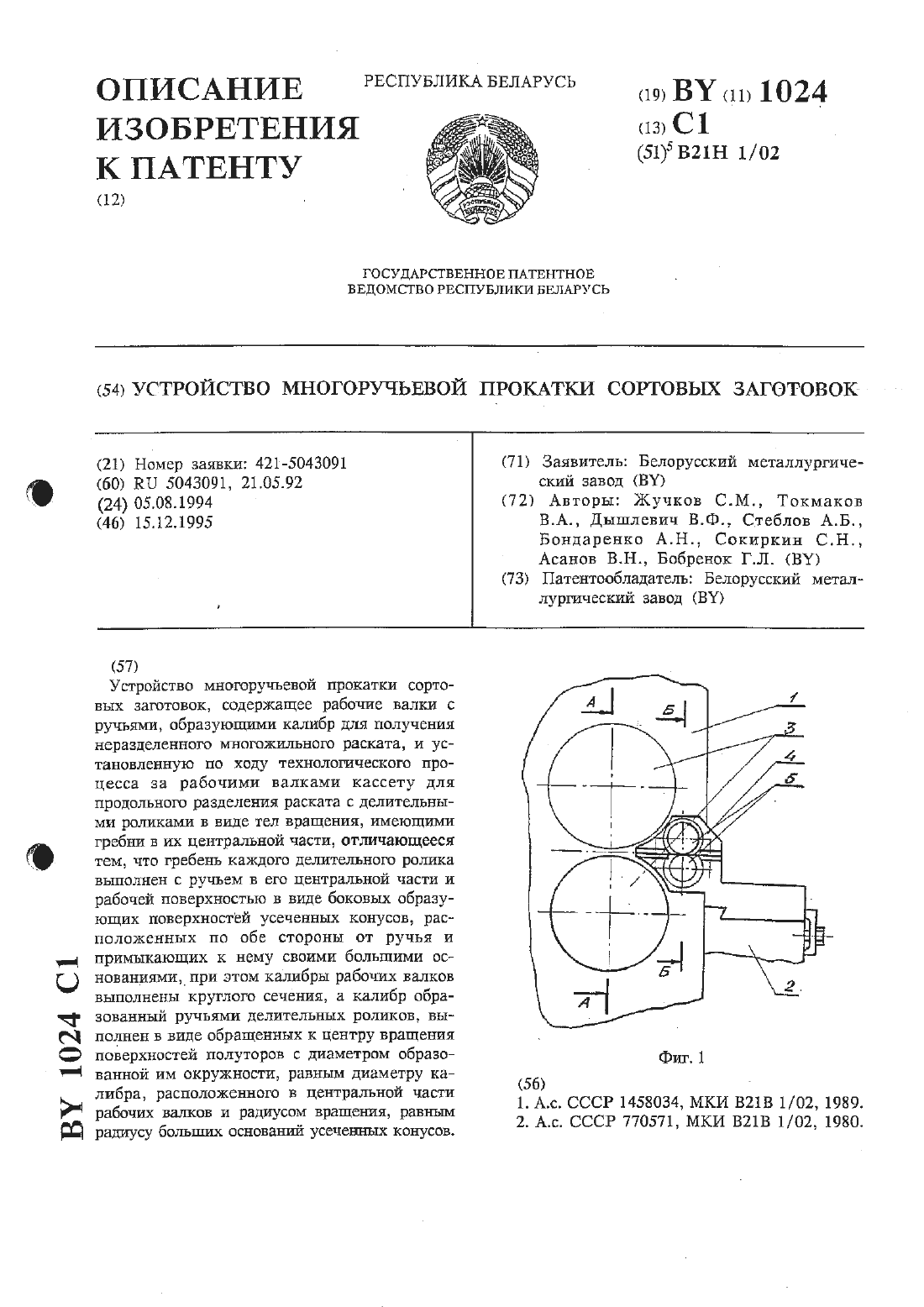
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Стеблов Анвер Борисович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Дышлевич Виктор Федорович, Сокиркин Сергей Николаевич, Асанов Валерий Николаевич, Токмаков Вадим Анатольевич
МПК: B21H 1/02
Метки: прокатки, заготовок, многоручьевой, устройство, сортовых
Текст:
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Степаненко А. В., Исаевич Г. А.
МПК: B21H 7/00
Метки: способ, изготовления, осуществления, переменным, устройство, профилем, длине, изделий, заготовок
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...