Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Герцик Сергей Николаевич, Урбанович Наталья Ивановна, Садовский Виктор Михайлович, Комаров Олег Сидорович
Текст
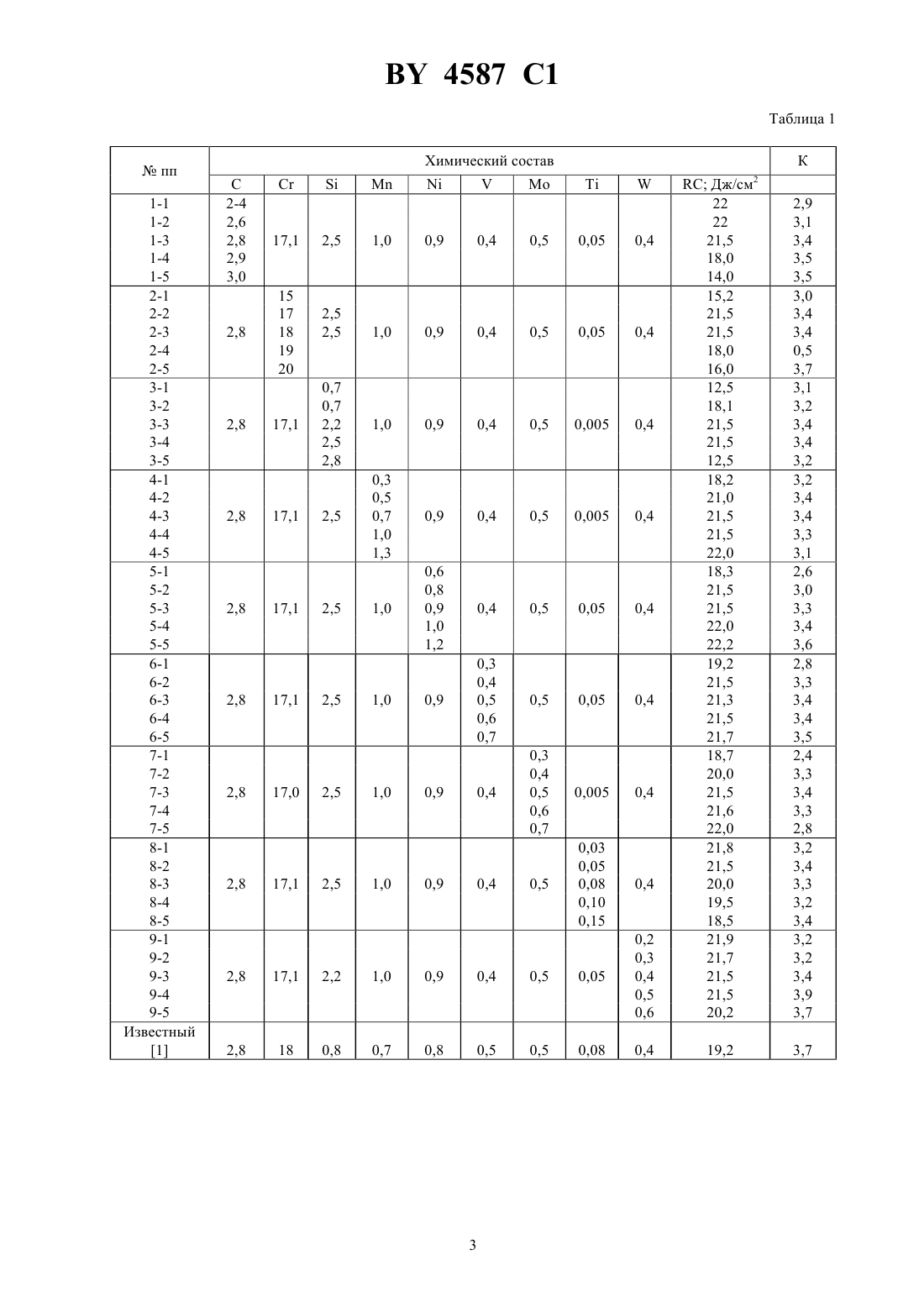
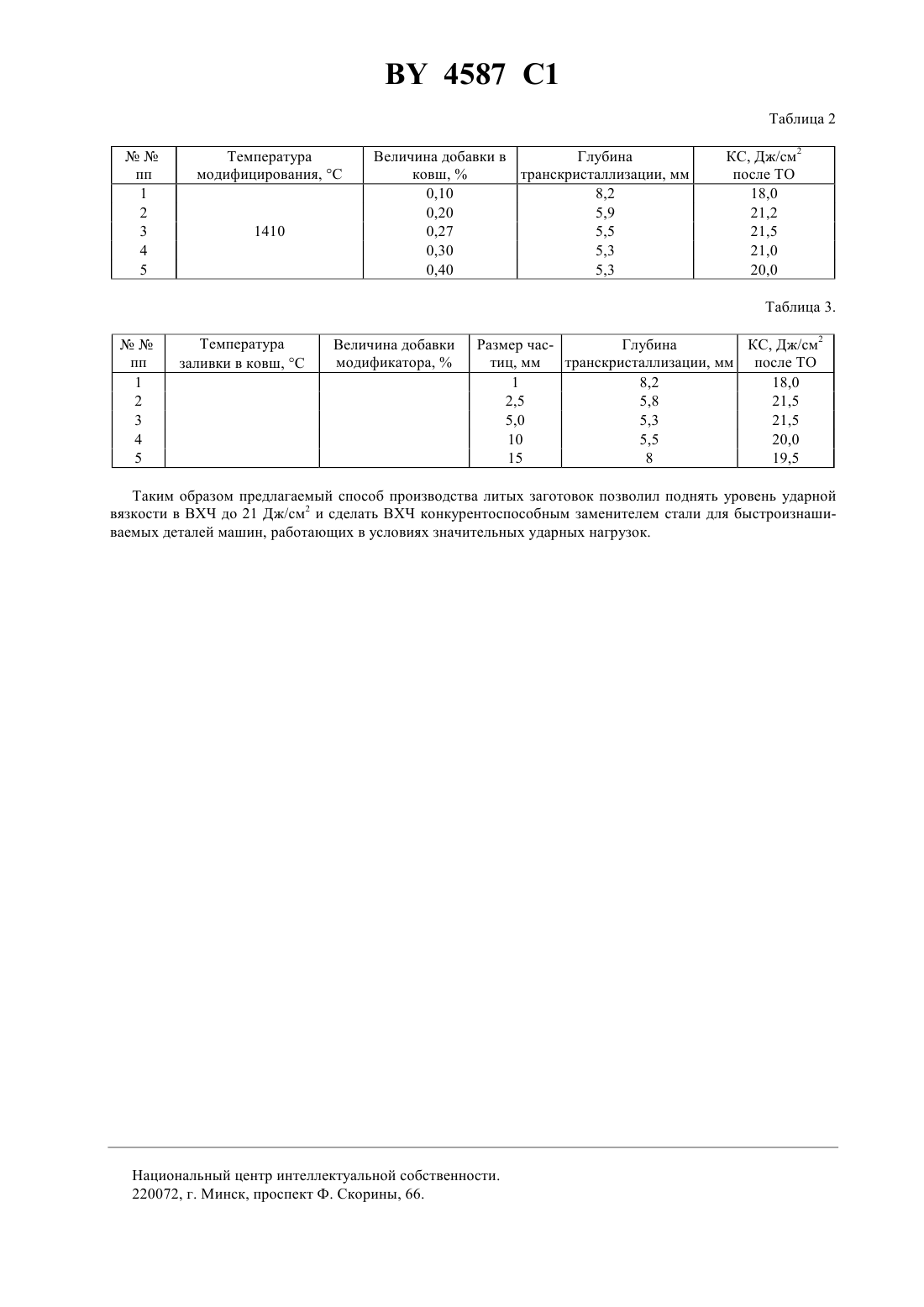
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПРОИЗВОДСТВА ЛИТЫХ ЗАГОТОВОК ДЛЯ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Способ производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан,вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,510 мм в количестве 0,2-0,3 от массы расплава при 1420-1450 С, заливку в формы, последующую закалку на воздухе при 1150-1170 С и отпуск при 200-250 С, отличающийся тем, что выплавляют чугун следующего состава, мас.углерод 2,6-2,9 кремний 1,7-2,5 марганец 0,5-1,0 хром 17-19 никель 0,8-1,0 ванадий 0,4-0,6 молибден 0,4-0,6 титан 0,05-0,10 вольфрам 0,3-0,5 железо остальное. Изобретение относится к машиностроительной промышленности, в частности к способам получения литых заготовок из высокохромистого чугуна (ВХЧ) для быстроизнашиваемых деталей, таких как детали горнодобывающей техники, очистного оборудования, сельхозтехники и т.д. Все эти детали работают в условиях интенсивного абразивного износа, испытывают большие ударные нагрузки. ВХЧ является уникальным износостойким материалом, но предложить его как заменитель стали для производства быстроизнашиваемых деталей, испытывающих ударные нагрузки, не всегда является возможным, т.к. чугуны данного класса имеют низкие показатели по ударной вязкости. Существуют различные способы повышения прочностных характеристик чугуна за счет внепечной обработки его расплава(рафинирование, модифицирование) и термической обработки. Известен способ изготовления отливок из чугуна, заключающийся в расплавлении шихтовых материалов,в модифицировании при выпуске в ковш расплава, заливке в форму и последующей термообработке отливок 1. Наиболее близким к настоящему изобретению является способ производства литых заготовок, включающий выплавку чугуна в электрической печи, содержащего (мас. ) 2,6-2,9 углерод, 0,3-0,8 кремний, 0,5-1,0 марганец, 17-19 хром, 0,8-1,0 никель, 0,4-0,6 ванадий, 0,4-0,6 молибден, 0,05-0,10 титан, 0,3-0,5 вольфрам,4587 1 остальное железо, дефосфоризацию расплава специальной смесью, модифицирование расплава силикокальцием при выпуске в ковш, заливку в формы, дополнительное модифицирование силикокальцием в формах и последующую закалку и отпуск литых заготовок 2. Известный способ позволит поднять уровень ударной вязкости в ВХЧ до 17-19 Дж/см 2, коэффициент износа до 3,4-3,5. Недостатком данного способа является применение сложного, дорогого и экологически вредного комплекса технологических операций, который хотя и позволит поднять в ВХЧ показатель по ударной вязкости, но не настолько, чтобы он являлся конкурентоспособным заменителем стали для деталей, работающих в абразивной среде, и испытывающих сильные динамические нагрузки. Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при 14201450 С, заливку в формы, последующую закалку на воздухе при 1150-1170 С и отпуск при 200-250 С, выплавляют чугун следующего состава, мас.углерод 2,6-2,9 кремний 1,7-2,5 марганец 0,5-1,0 хром 17-19 никель 0,8-1,0 ванадий 0,4-0,6 молибден 0,4-0,6 титан 0,05-0,10 вольфрам 0,3-0,5 железо остальное. В табл. 1 приведены примеры конкретного выполнения заявляемого способа. Износостойкость оценивалась как соотношение потери массы при абразивном изнашивании на шлифовальной шкурке в образцах из закаленной стали 40 Х к потере массы в образцах из чугуна (коэффициент К). Анализируя табл. 1, видно, что самый высокий показатель по ударной вязкости имеют заготовки следующего состава ( по массе) углерод 2,6-2,9, кремний 1,7-2,5, марганец 0,5-1,0, хром 17-19, никель 0,8-1,0,ванадий 0,4-0,6, молибден 0,4-0,6, титан 0,05-1,10, вольфрам 0,3-0,5, железо - остальное. Существует мнение, что кремний ухудшает показатели заготовок из чугуна, но при предлагаемом способе производства заготовок показатель по ударной вязкости выше, чем у известного. Механизм повышения ударной вязкости у предлагаемого чугуна с высокотемпературной закалки можно объяснить следующим образом. Известно, что у медленно кристаллизующихся ВХЧ кремний повышает концентрациюв карбидной фазе, способствует образованию гексагонального карбида 73 и снижает концентрацию в твердом растворе что благоприятно должно сказываться на прочностных характеристиках. Но при охлаждении отливокспособствует обратной ликвидации в металлической основе, обусловливая неоднородность ее структуры, которая является смесью аустенита и мартенсита. Только высокотемпературная выдержка (1150 С) устраняет ликвацию, в результате чего , расширяющий -область, способствует образованию структуры аустенита, что благоприятно сказывается на ударной вязкости. Для определения влияния величины добавкив ковш на глубину транскристаллизации и ударную вязкость проведена серия экспериментов, в ходе которой установлено, что при температуре модифицирования 1410-1450 С наилучший эффект обеспечивается при ковшевом модифицированиив количестве 0,20,3 от массы расплава (табл. 2). При этом следует отметить, что модифицирование данной серии экспериментов осуществлялис размером частиц 0,2-10 мм. Глубину транскристаллизации определяли на цилиндрических образцах 20 мм. В табл. 3 представлены результаты экспериментов по установлению оптимального соотношения размера частиц модификатора на эффективность добавки 0,3 , в результате чего установлено, что при температуре модифицирования 1410-1450 С наилучший эффект обеспечивается при размере гранул модификатора 2,5-10,0 мм. Таким образом предлагаемый способ производства литых заготовок позволил поднять уровень ударной вязкости в ВХЧ до 21 Дж/см 2 и сделать ВХЧ конкурентоспособным заменителем стали для быстроизнашиваемых деталей машин, работающих в условиях значительных ударных нагрузок. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: C22C 37/06, C21C 1/00
Метки: быстроизнашиваемых, способ, деталей, заготовок, производства, литых
Код ссылки
<a href="https://by.patents.su/4-4587-sposob-proizvodstva-lityh-zagotovok-dlya-bystroiznashivaemyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ производства литых заготовок для быстроизнашиваемых деталей</a>
Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Комаров Олег Сидорович, Сусина Оксана Анатольевна, Урбанович Наталья Ивановна, Макаева Галина Григорьевна, Барановский Константин Эдуардович
МПК: C22C 37/10, C21C 1/00
Метки: производства, деталей, способ, быстроизнашиваемых, них, заготовок, литых, чугун
Текст:
...характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в...
Способ выделения катализатора на основе ацетатов кобальта и марганца из золы сжигания остатка перегонки производства диметилтерефталата
Номер патента: 211
Опубликовано: 30.12.1994
Авторы: Карл-Гейнц Дисель, Фридрих Штраус, Рудольф Модик
МПК: B01J 31/40, B01J 23/94
Метки: золы, способ, остатка, выделения, ацетатов, марганца, кобальта, основе, катализатора, диметилтерефталата, сжигания, производства, перегонки
Текст:
...воды, а элюацию ионов кобальта и марганца проводят 400 мл смеси первого и последнего погонов предыдущей элюации и 200 мл 18-ного раствора ацетата натрия с содержанием 15 г/л свободной уксусной кислоты и 200 мл полностью обессоленной воды. При этом получают 60 мл первого погона, 400 мл концентрата и 340 мл последнего погона, богатого натриевыми,ионами. Первый и последний погоны соединяют и снова применяют в качеги 175 ч/мили. натрия...
Инструментальная сталь
Номер патента: 2555
Опубликовано: 30.12.1998
Авторы: Понкратин Евгений Иванович, Глинкин Александр Петрович, Цейгер Елена Николаевна, Василевский Александр Антонович
МПК: C22C 38/50, C22C 38/28
Метки: сталь, инструментальная
Текст:
...алюминий, молибден, ванадий, железо в следующем соотношении,мас.углерод 0,45-0,60, кремний 0,60 - 1,00, марганец 0,20 - 0,40, хром 5,00 - 6,50, вольфрам 2,00 - 3,00, титан 0,03 - 0,10, алюминий 0,03 - 0,08, молибден 0,50 - 1,00, ванадий 0,30 - 0,70, железо - остальное. Положительный эффект обусловлен тем, что введение титана в количестве 0,03 - 0,10 мас.способствует формированию в структуре стали, подвергнутой ХТО, тонкодисперсных включений...
Чугун
Номер патента: 4427
Опубликовано: 30.06.2002
Авторы: Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Данильчик Игорь Константинович, Покровский Артур Игоревич
МПК: C22C 37/00
Метки: чугун
Текст:
...выделения первичного цементита, что ухудшает деформируемость и снижает механические свойства чугуна. Легирование чугуна фосфором имеет целью повышение антифрикционных свойств за счет образования фосфидной эвтектики, дробящейся при деформационных воздействиях. Возможно незначительное ухудшение формы включения графита в данном случае не имеет принципиального значения, поскольку материал при изготовлении колец подвергается горячей...
Сплав на основе железа
Номер патента: 3494
Опубликовано: 30.09.2000
Авторы: Целуев Михаил Юрьевич, Карпенко Михаил Иванович, Верещагин Михаил Николаевич
МПК: C22C 38/58, C22C 38/54
Текст:
...металлы являются дорогими и дефицитными металлами, с низкой степенью усвоения,снижающими удароустойчивость, стабильность длительной прочности, термическую стойкость, поэтому они исключены из состава сплава. Содержание легирующих добавок (марганец 0,7-2,9 мас. , хром 0,05-1,20 мас. , никель 0,02-2,5 мас. , алюминий 0,05-6,0 мас. ) обеспечивает существенное повышение длительной прочности и термической стойкости металла. Их концентрация...
Предыдущий патент: Хирургический режущий инструмент
Следующий патент: Инкубатор
Случайный патент: Установка для приготовления и подачи питательного раствора растениям