Усторойство для полунепрерывного гидропрессования длинномерных заготовок
Номер патента: 2776
Опубликовано: 30.06.1999
Авторы: Чумак Геннадий Андреевич, Степашко Михаил Васильевич, Чумак Александр Геннадьевич
Текст
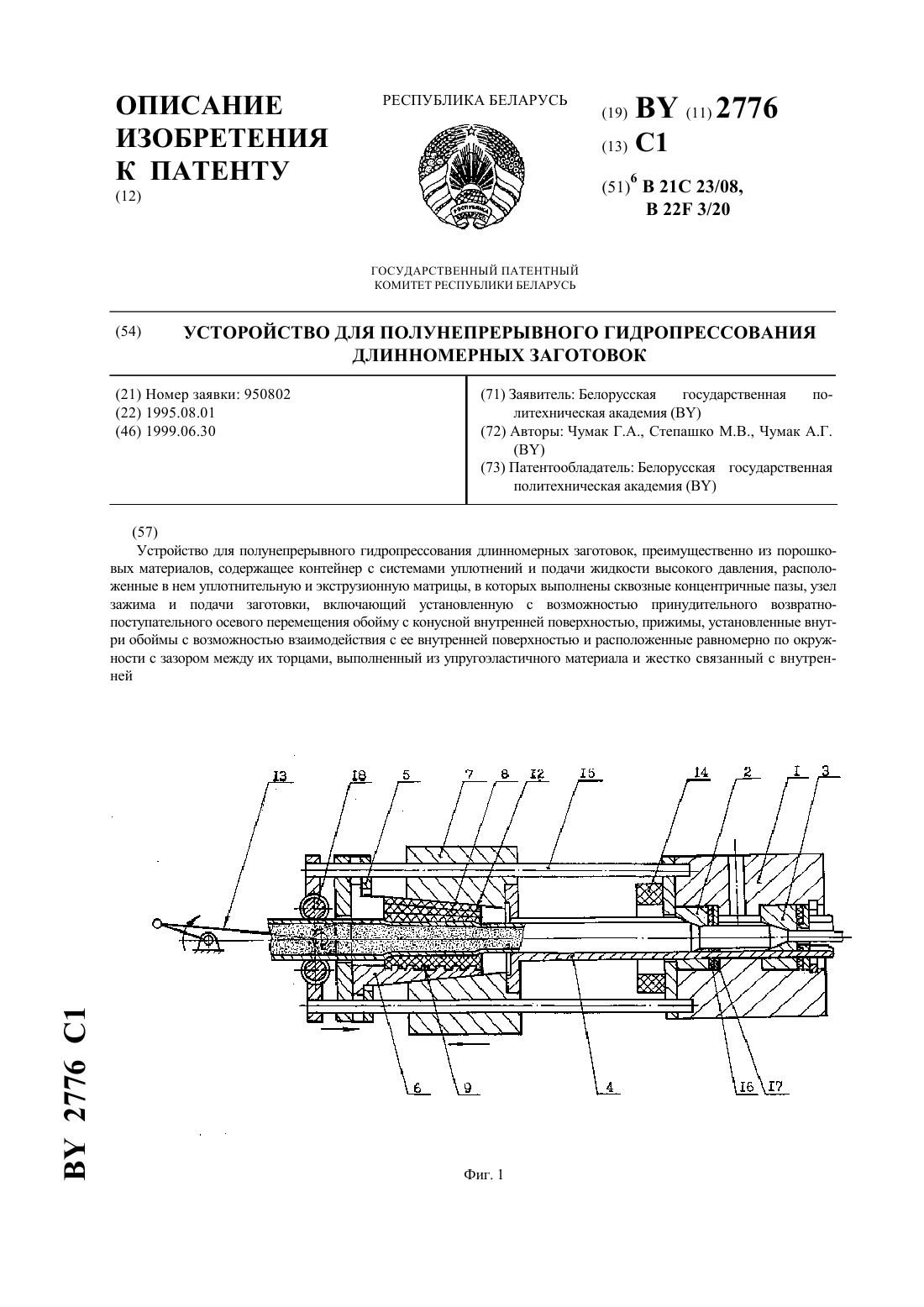
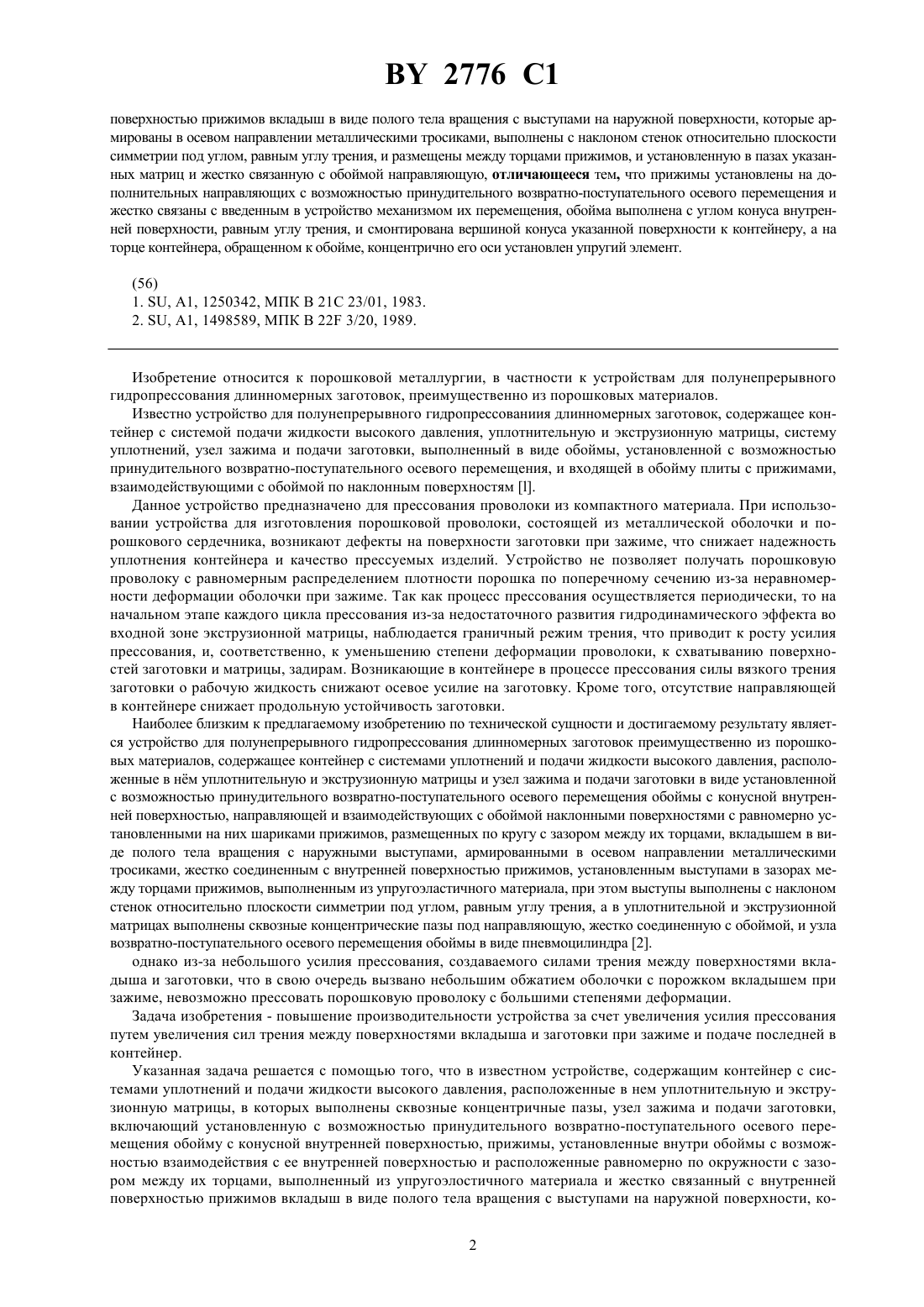
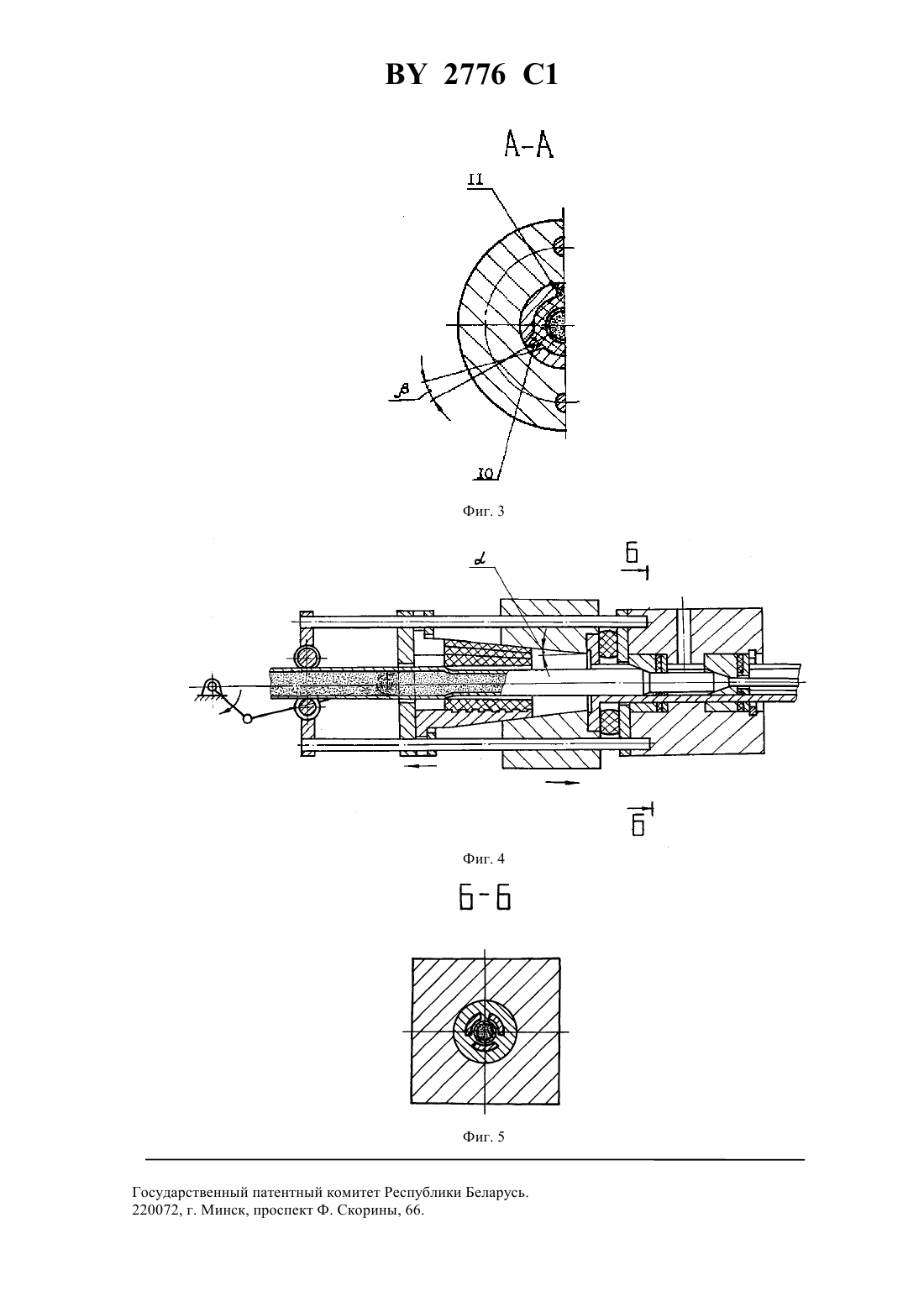
22 3/20 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТОРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ГИДРОПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Устройство для полунепрерывного гидропрессования длинномерных заготовок, преимущественно из порошковых материалов, содержащее контейнер с системами уплотнений и подачи жидкости высокого давления, расположенные в нем уплотнительную и экструзионную матрицы, в которых выполнены сквозные концентричные пазы, узел зажима и подачи заготовки, включающий установленную с возможностью принудительного возвратнопоступательного осевого перемещения обойму с конусной внутренней поверхностью, прижимы, установленные внутри обоймы с возможностью взаимодействия с ее внутренней поверхностью и расположенные равномерно по окружности с зазором между их торцами, выполненный из упругоэластичного материала и жестко связанный с внутренней 2776 1 поверхностью прижимов вкладыш в виде полого тела вращения с выступами на наружной поверхности, которые армированы в осевом направлении металлическими тросиками, выполнены с наклоном стенок относительно плоскости симметрии под углом, равным углу трения, и размещены между торцами прижимов, и установленную в пазах указанных матриц и жестко связанную с обоймой направляющую, отличающееся тем, что прижимы установлены на дополнительных направляющих с возможностью принудительного возвратно-поступательного осевого перемещения и жестко связаны с введенным в устройство механизмом их перемещения, обойма выполнена с углом конуса внутренней поверхности, равным углу трения, и смонтирована вершиной конуса указанной поверхности к контейнеру, а на торце контейнера, обращенном к обойме, концентрично его оси установлен упругий элемент. Изобретение относится к порошковой металлургии, в частности к устройствам для полунепрерывного гидропрессования длинномерных заготовок, преимущественно из порошковых материалов. Известно устройство для полунепрерывного гидропрессованиия длинномерных заготовок, содержащее контейнер с системой подачи жидкости высокого давления, уплотнительную и экструзионную матрицы, систему уплотнений, узел зажима и подачи заготовки, выполненный в виде обоймы, установленной с возможностью принудительного возвратно-поступательного осевого перемещения, и входящей в обойму плиты с прижимами,взаимодействующими с обоймой по наклонным поверхностям . Данное устройство предназначено для прессования проволоки из компактного материала. При использовании устройства для изготовления порошковой проволоки, состоящей из металлической оболочки и порошкового сердечника, возникают дефекты на поверхности заготовки при зажиме, что снижает надежность уплотнения контейнера и качество прессуемых изделий. Устройство не позволяет получать порошковую проволоку с равномерным распределением плотности порошка по поперечному сечению из-за неравномерности деформации оболочки при зажиме. Так как процесс прессования осуществляется периодически, то на начальном этапе каждого цикла прессования из-за недостаточного развития гидродинамического эффекта во входной зоне экструзионной матрицы, наблюдается граничный режим трения, что приводит к росту усилия прессования, и, соответственно, к уменьшению степени деформации проволоки, к схватыванию поверхностей заготовки и матрицы, задирам. Возникающие в контейнере в процессе прессования силы вязкого трения заготовки о рабочую жидкость снижают осевое усилие на заготовку. Кроме того, отсутствие направляющей в контейнере снижает продольную устойчивость заготовки. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для полунепрерывного гидропрессования длинномерных заготовок преимущественно из порошковых материалов, содержащее контейнер с системами уплотнений и подачи жидкости высокого давления, расположенные в нм уплотнительную и экструзионную матрицы и узел зажима и подачи заготовки в виде установленной с возможностью принудительного возвратно-поступательного осевого перемещения обоймы с конусной внутренней поверхностью, направляющей и взаимодействующих с обоймой наклонными поверхностями с равномерно установленными на них шариками прижимов, размещенных по кругу с зазором между их торцами, вкладышем в виде полого тела вращения с наружными выступами, армированными в осевом направлении металлическими тросиками, жестко соединенным с внутренней поверхностью прижимов, установленным выступами в зазорах между торцами прижимов, выполненным из упругоэластичного материала, при этом выступы выполнены с наклоном стенок относительно плоскости симметрии под углом, равным углу трения, а в уплотнительной и экструзионной матрицах выполнены сквозные концентрические пазы под направляющую, жестко соединенную с обоймой, и узла возвратно-поступательного осевого перемещения обоймы в виде пневмоцилиндра 2. однако из-за небольшого усилия прессования, создаваемого силами трения между поверхностями вкладыша и заготовки, что в свою очередь вызвано небольшим обжатием оболочки с порожком вкладышем при зажиме, невозможно прессовать порошковую проволоку с большими степенями деформации. Задача изобретения - повышение производительности устройства за счет увеличения усилия прессования путем увеличения сил трения между поверхностями вкладыша и заготовки при зажиме и подаче последней в контейнер. Указанная задача решается с помощью того, что в известном устройстве, содержащим контейнер с системами уплотнений и подачи жидкости высокого давления, расположенные в нем уплотнительную и экструзионную матрицы, в которых выполнены сквозные концентричные пазы, узел зажима и подачи заготовки,включающий установленную с возможностью принудительного возвратно-поступательного осевого перемещения обойму с конусной внутренней поверхностью, прижимы, установленные внутри обоймы с возможностью взаимодействия с ее внутренней поверхностью и расположенные равномерно по окружности с зазором между их торцами, выполненный из упругоэлостичного материала и жестко связанный с внутренней поверхностью прижимов вкладыш в виде полого тела вращения с выступами на наружной поверхности, ко 2 2776 1 торые армированы в осевом направлении металлическими тросиками, выполнены с наклоном стенок относительно плоскости симметрии под углом, равным углу трения, и размещены между торцами прижимов, и установленную в пазах указанных матриц и жестко связанную с обоймой направляющую, при этом прижимы установлены на дополнительных направляющих с возможностью принудительного возвратнопоступательного осевого перемещения и жестко связаны с введенным в устройство механизмом их перемещения, обойма выполнена с углом конуса внутренней поверхности, равным углу трения, и смонтирована вершиной конуса указанной поверхности к контейнеру, а на торце контейнера, обращенном к обойме, концентрично его оси установлен упругий элемент. На фиг. 1 приведено устройство в процессе зажима заготовки узлом зажима и подачи, продольный разрез на фиг. 2 - устройство в процессе прессования длинномерной заготовки, продольный разрез на фиг. 3 разрез А-А на фиг. 2 на фиг. 4 - устройство в процессе снятия зажима заготовки узлом зажима и подачи,продольный разрез на фиг. 5 -разрез Б-Б на фиг. 4. Устройство для полунепрерывного гидропрессования состоит из контейнера 1 с выполненной в нем камерой высокого давления, установленными в контейнере 1 уплотнитальной 2 и экструзионной 3 матриц, в сквозных концентричных пазах которых установлена направляющая 4 и узла зажима и подачи заготовки 5,состоящего из прижимов 6, расположенных равномерно по окружности с зазором между их торцами и взаимодействующих по наружной конической поверхности с углом , равным углу трения, с конусной внутренней поверхностью обоймы 7. Между прижимами 6 расположен вкладыш 8 из упругоэластичного материала,жестко соединенный с прижимами 6 по наружной поверхности 9 и выполненный в виде полого тела вращения с выступами 10 на наружной поверхности. В выступах 10, размещенных между торцами прижимов 6, и выполненных с наклоном стенок 11 относительно плоскости симметрии под углом , равным углу трения,установлены металлические тросики 12. Прижимы 6 с вкладышем 8 установлены с возможностью принудительного возвратно-поступательного осевого перемещения и жестко связаны с введенным в устройство механизмом перемещения 13. В качестве механизма перемещения может использоваться кривошипноползунный механизм, гидро- или пневмоцилиндры или любой другой механизм возвратно-поступательного перемещения, обеспечивающий быстрое перемещение (более 0,5 м/сек) с резким изменением направления их перемещения в крайних положениях. На торце контейнера 1, обращенном к обойме 7, концентрично его оси установлен упругий элемент 14 (втулка из резины, полиуретана или пружина). Обойма 7 смонтирована вершиной конуса внутренней поверхности к контейнеру 1. Прижимы 6 установлены на дополнительных направляющих 15. Герметизация камеры высокого давления осуществляется уплотнениями 16 и 17. Направление заготовки в узел зажима и подачи, фиксация заготовки от возможных осевых перемещений при снятии зажима заготовки и зажиме е для прессования очередного участка осуществляется роликовым упором 18. Устройство работает следующим образом. Подготовленную заготовку вводят через упор 18 и узел зажима и подачи 5 в контейнер 1 до упора в рабочий конус экструзионной матрицы 3. При перемещении прижимов 6 с вкладышем 8 механизмом перемещения 13 в направлении прессования в данном направлении перемещается и обойма 7. При изменении направления перемещения прижимов 6 с вкладышем 8 на противоположное происходит отрыв обоймы 7 от прижимов 6 под действием сил инерции, соударение ее с упругим элементом 14 и перемещение обоймы 7 в противоположном направлении. Прижимы 6 с вкладышем 8 переместившись за это время в крайнее левое положение движутся навстречу обойме 7. Резкое изменение направления перемещения прижимов с вкладышем в крайнем левом положении позволяет создать большую относительную скорость соударения прижимов с вкладышем и обоймы. При их соударении ввиду большой массы обоймы 7 происходит интенсивное перемещение прижимов 6 в радиальном направлении, мгновенное сжатие упругоэластичного вкладыша 8 и значительное радиальное обжатие оболочки с порошком. Большие по величине радиальные сжимающие силы, действующие на заготовку, создают большие по величине силы трения на поверхности контакта вкладыша 8 с заготовкой, т.е. большое усилие прессования. При перемещении прижимов 6 с вкладышем 8 и обоймы 7 в крайнее правое положение происходит прессование длинномерной заготовки. При изменении направления перемещения прижимов 6 в крайнем правом положении происходит отрыв обоймы 7 от прижимов 6 со снятием зажима заготовки вкладышем 8 и цикл повторяется. Угол конусностиотверстия обоймы 7, равный углу трения, гарантированно обеспечивает отрыв обоймы от прижимов в крайнем правом положении. Высота упругого элемента 14 подобрана таким образом, чтобы обеспечить соударение прижимов 6 с вкладышем 8 и обоймы 7 на недеформированной при предыдущем зажиме частью заготовки. Длина заготовки, подаваемой в контейнер за один ход прижимов с вкладышем, не превышает длины упругоэластичного вкладыша. Пример 1. Пресоовали порошковую проволоку диаметром 3 мм из заготовки, состоящей из медной оболочки наружным диаметром 5,5 мм толщиной стенки 0,5 мм и сердечника из порошка ниобия марки ПНП-1 с относительной плотностью заполнения 0,5. Средняя скорость перемещения прижимов составляла 0,5 м/сек, а масса обоймы равна 8,3 кг. Степень деформации составляла 70 , а усилие прессования 1431 н. На поверхности проволоки отсутствовали дефекты. Проволока имела равномерную по сечению плотность порошка. Колебание плотности порошка по длине не превышало 2,5 . 3 2776 1 Предельная степень деформации, которую можно было достичь на известном устройстве при прессовании порошковой проволоки указанного состава и диаметра не превышала 46 при усилии прессования 856 н. Пример 2. Прессовали специальную порошковую проволоку диаметром 2 мм из заготовки, состоящей из отожженной латунной оболочки наружным диаметром 4 мм, толщиной стенки 0,25 мм и порошка титана с относительной плотностью заполнения 0,39. Средняя скорость перемещения прижимов составляла 0,8 м/сек,а масса обоймы 7,8 кг. Степень деформации составляла 75 , а усилие 629 н. На поверхности проволоки отсутствовали дефекты. Проволока имела равномерную по сечению плотность порошка. Колебание плотности порошка по длине не превышало 1,2 . Предельная степень деформации, которую можно было достичь на известном устройстве при прессовании специальной порошковой проволоки указанного состава и диаметра не превышала 52 при усилии прессования 396 н. Технический результат, полученный при использовании устройства, состоит в увеличении усилия прессования путм увеличения сил трения между поверхностями упругоэластичного вкладыша и заготовки при зажиме и подаче последней в контейнер. Фиг. 5 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B21C 23/08, B22F 3/20
Метки: усторойство, гидропрессования, заготовок, полунепрерывного, длинномерных
Код ссылки
<a href="https://by.patents.su/5-2776-ustorojjstvo-dlya-polunepreryvnogo-gidropressovaniya-dlinnomernyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Усторойство для полунепрерывного гидропрессования длинномерных заготовок</a>
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Бовин Валерий Павлович, Чумак Геннадий Андреевич, Вайцехович Алла Андреевна, Исаевич Леонид Александрович, Чумак Александр Геннадьевич
МПК: B22F 3/20, B21C 33/00
Метки: длинномерных, прессования, изделий, непрерывного, устройство
Текст:
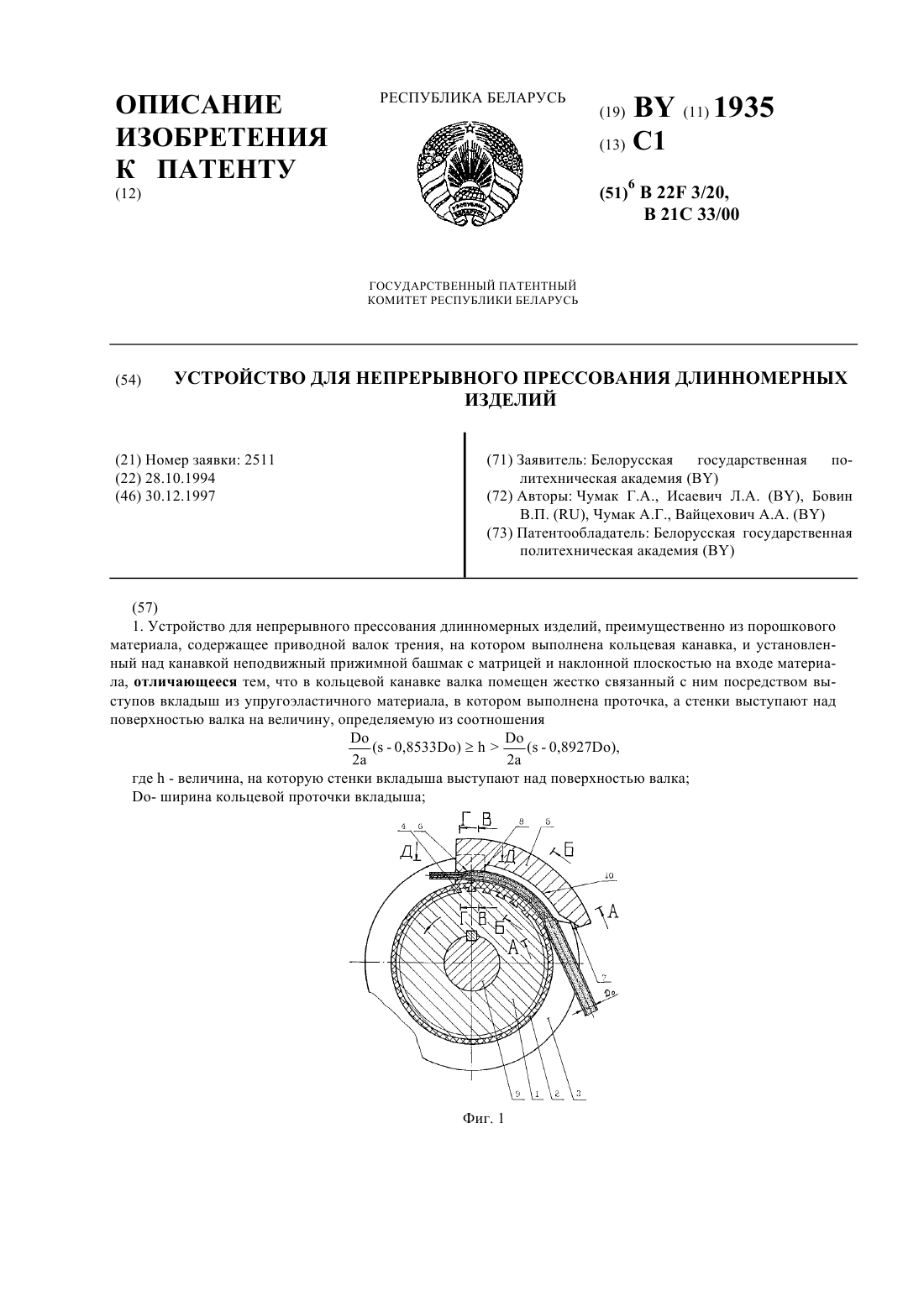
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Степаненко А. В., Король В. А., Исаевич Г. А.
МПК: B21H 7/00
Метки: изготовления, осуществления, изделий, профилем, заготовок, длине, устройство, способ, переменным
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ металлизации заготовок пьезокерамических элементов
Номер патента: 1135
Опубликовано: 14.06.1996
Авторы: Марченко Игорь Викторович, Аршавский Василий Иванович, Баринов Владимир Николаевич, Самойлов Владимир Васильевич
МПК: C04B 41/88
Метки: элементов, металлизации, способ, пьезокерамических, заготовок
Текст:
...медного электрода, вышеуказанный технический результат достигается тем, что предварительно в едином технологическом цикле с вакуумным напылением проводят активирование поверхНОСТИ КСРЗМИЗШ ПУТЕМ ее ОЧИСТКИ В плазме высокочастотного разряда в среде аргона, а на основной слой медного электрода дополнительно наиыляют защитный слой ншцаля.В данном случае повышение прочности сцепления металла с керамикой, снижение трудоемкости и стоимости процесса...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Стеблов Анвер Борисович, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Сокиркин Сергей Николаевич, Бобренок Геннадий Людвигович, Токмаков Вадим Анатольевич, Асанов Валерий Николаевич
МПК: B21H 1/02
Метки: сортовых, устройство, заготовок, прокатки, многоручьевой
Текст:
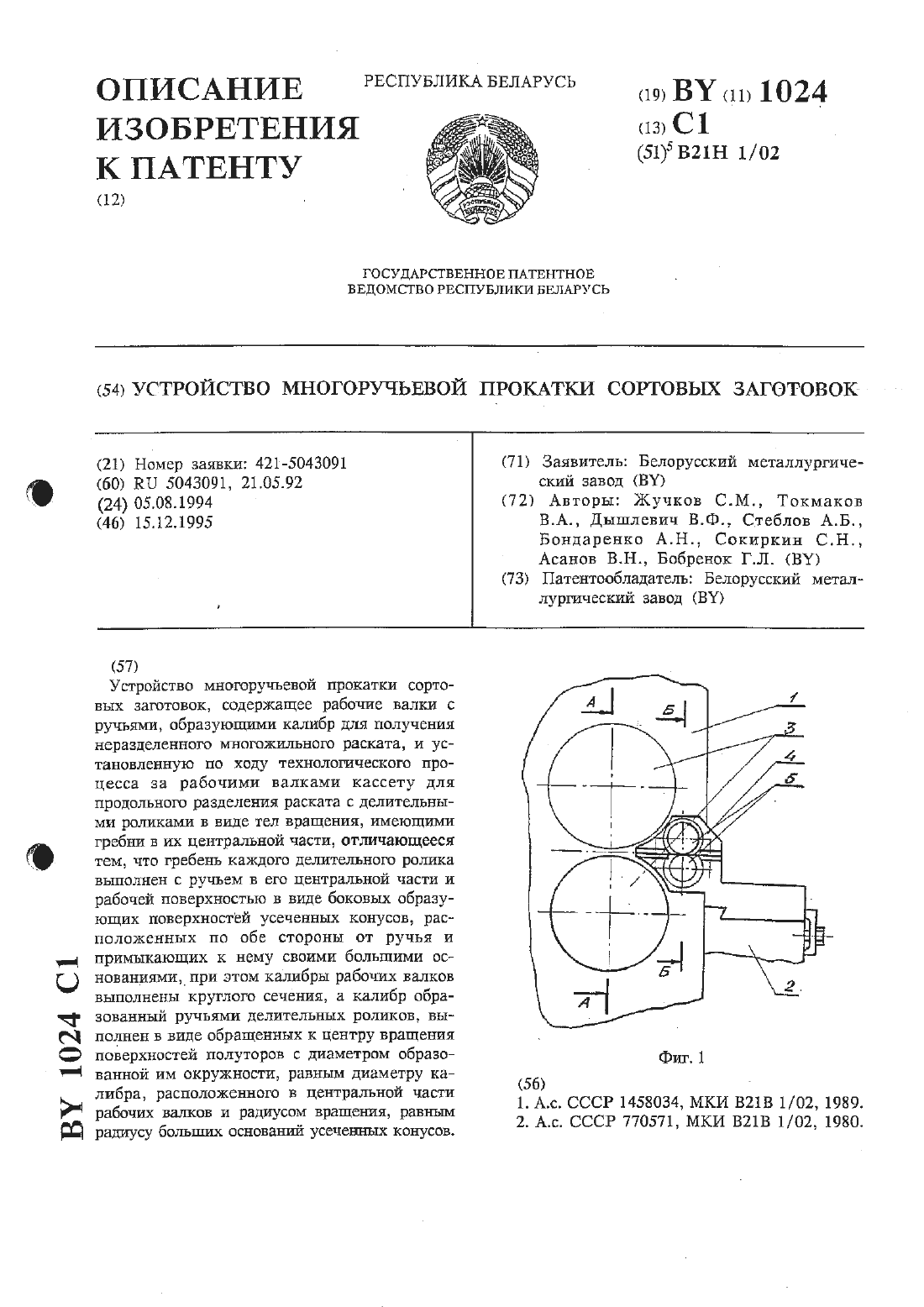
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Комаров Олег Сидорович, Барановский Константин Эдуардович, Сусина Оксана Анатольевна, Урбанович Наталья Ивановна, Макаева Галина Григорьевна
МПК: C21C 1/00, C22C 37/10
Метки: литых, них, производства, способ, деталей, чугун, быстроизнашиваемых, заготовок
Текст:
...характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в...
Предыдущий патент: Стенд для исследования динамики редукторов
Следующий патент: Способ дифференциальной диагностики туберкулеза органов дыхания и острой пневмонии
Случайный патент: Способ управления перемещением удлиненного элемента