Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них
Номер патента: 1382
Опубликовано: 16.09.1996
Авторы: Макаева Галина Григорьевна, Урбанович Наталья Ивановна, Комаров Олег Сидорович, Барановский Константин Эдуардович, Сусина Оксана Анатольевна
Текст
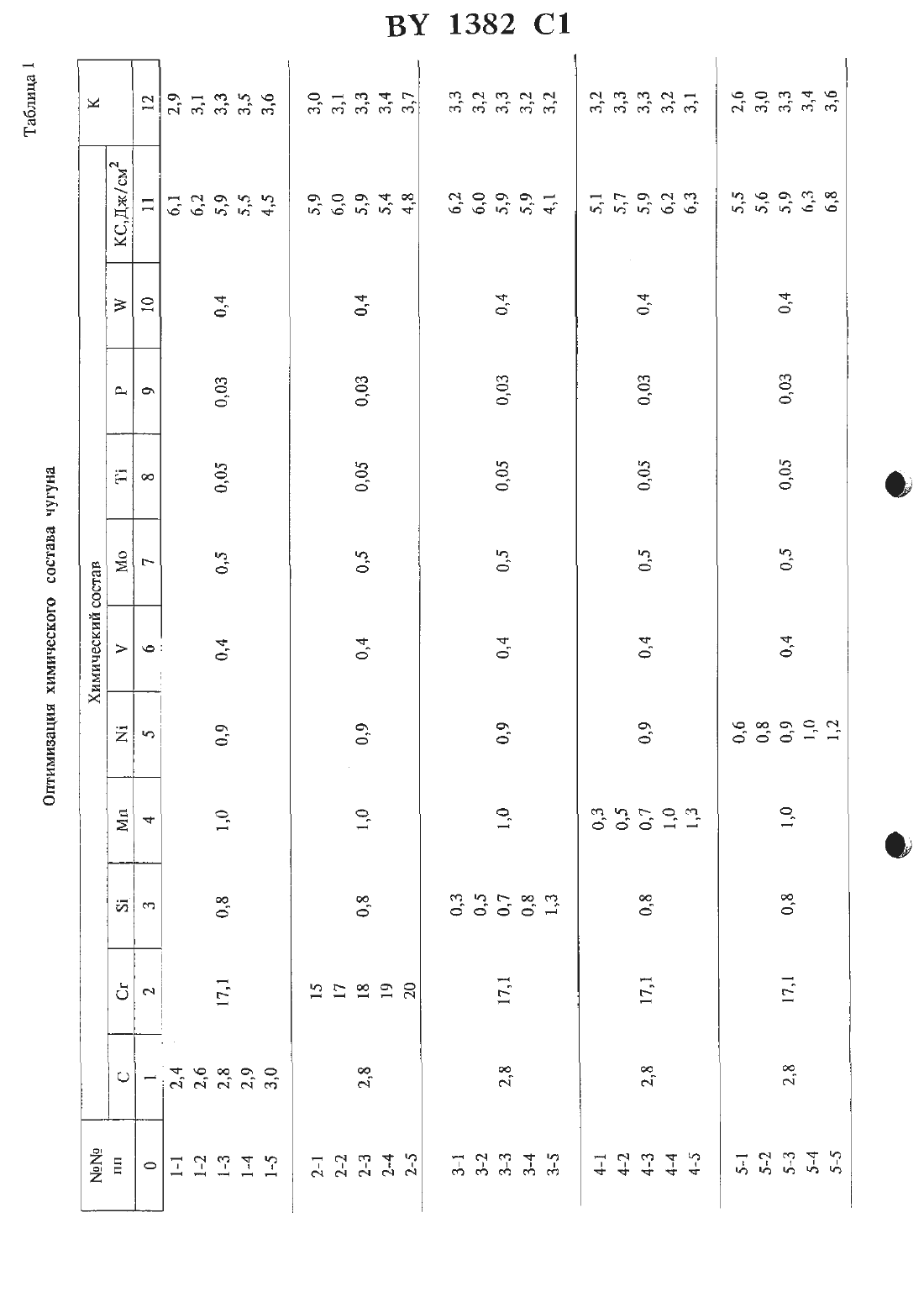
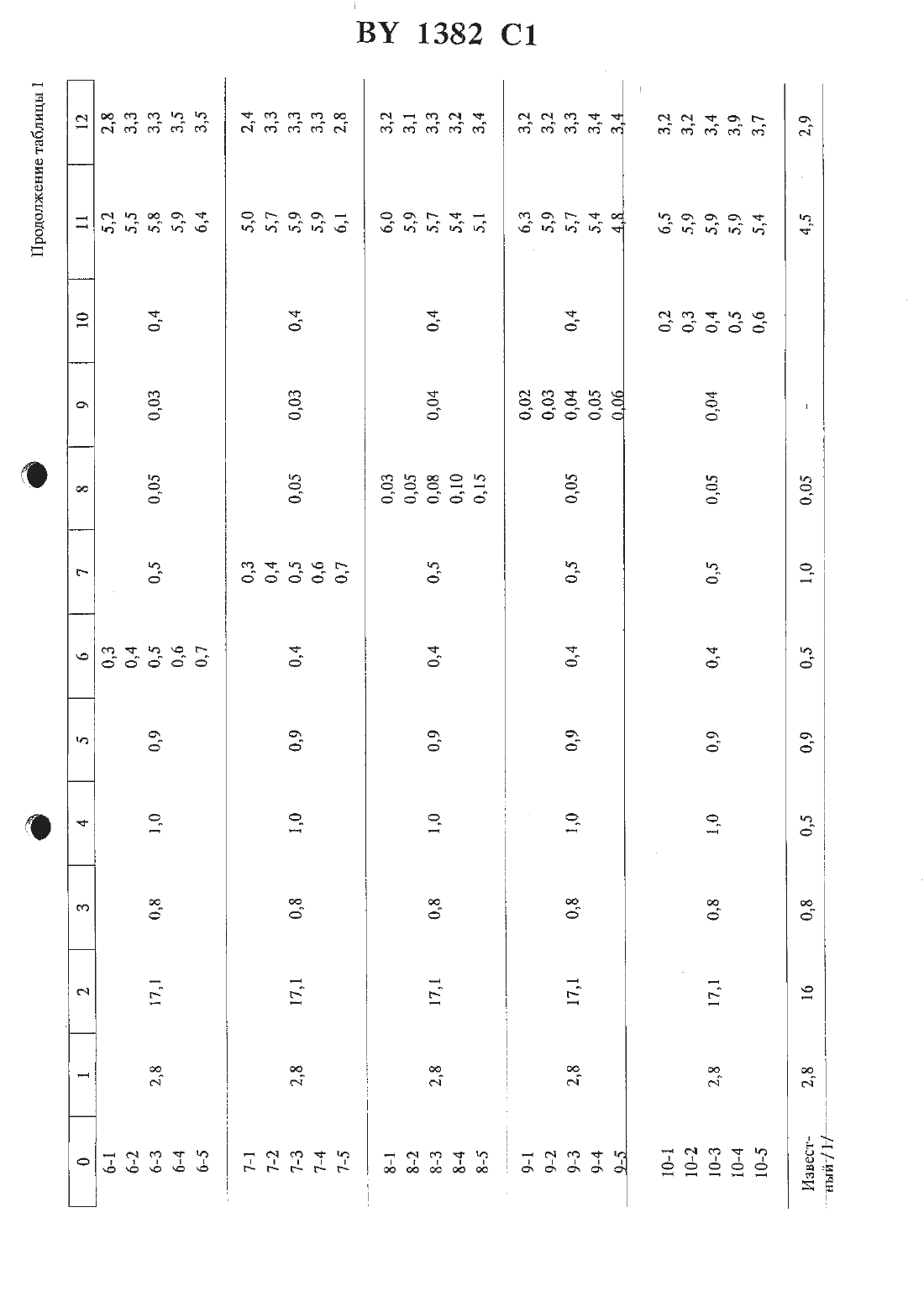
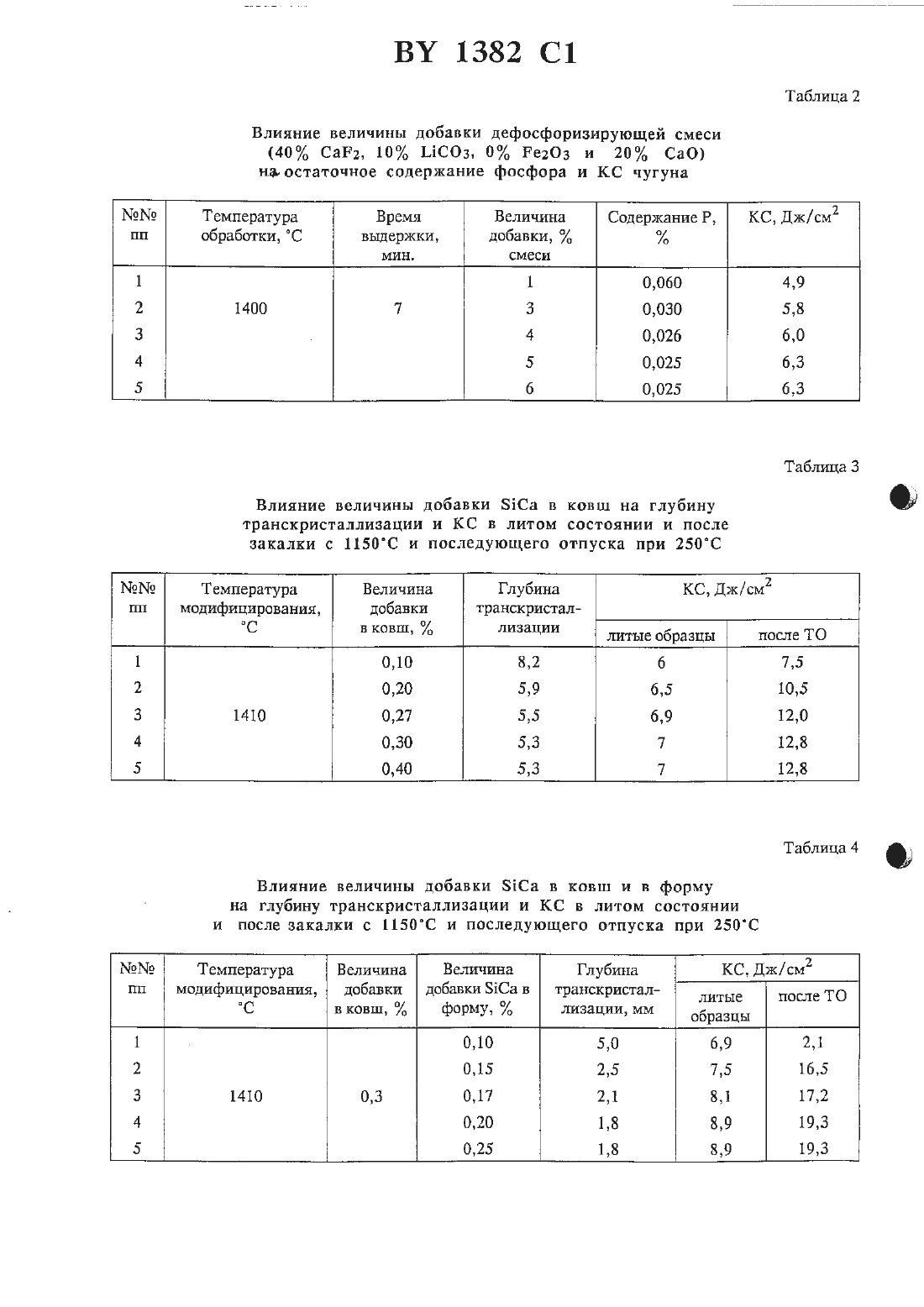
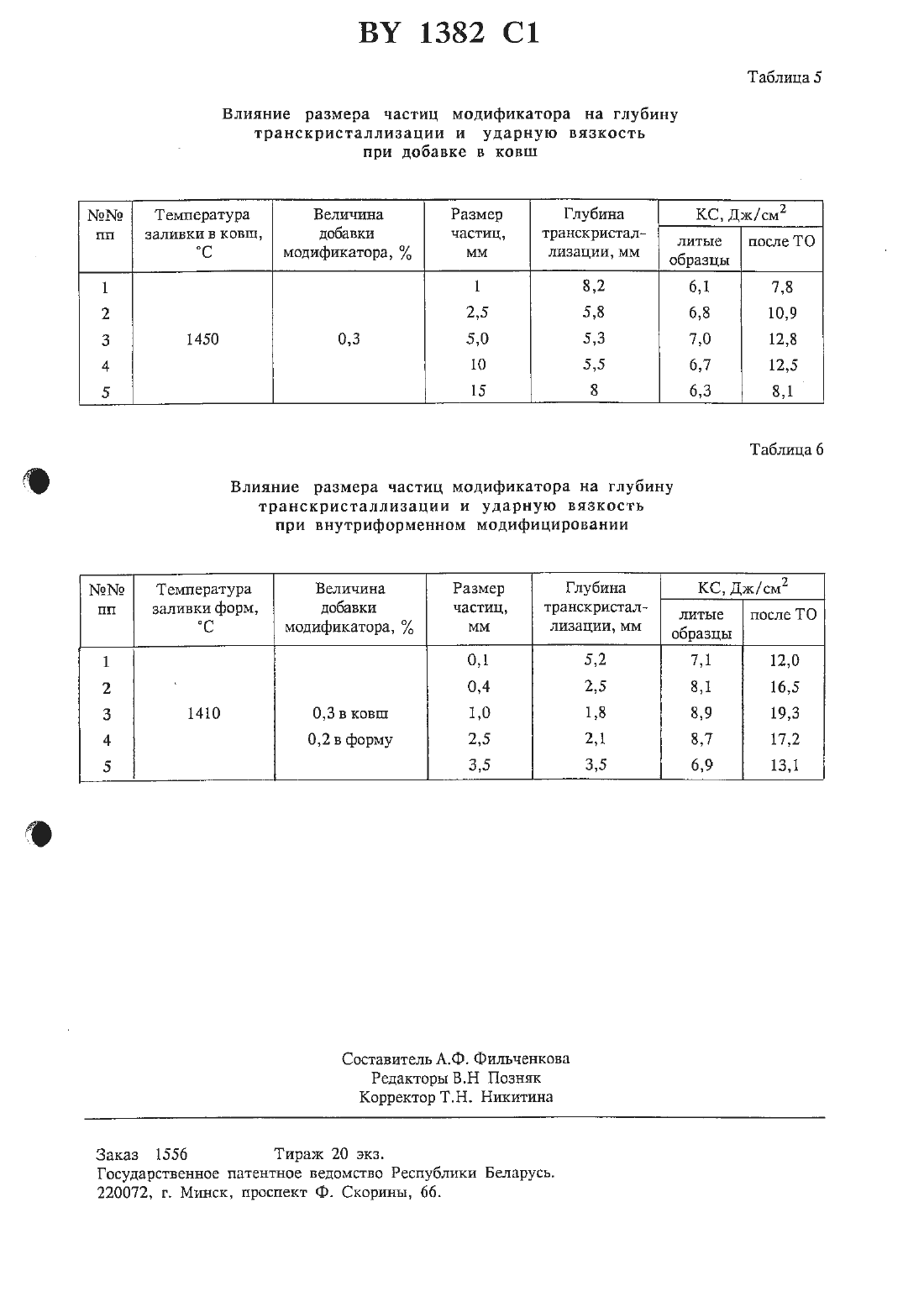
В настоящее время эти детали изготавливают из высокоуглеродистых и легированных сталей и подвергают различным методам поверхностной обработки с целью повышения износостойкости. Несмотря на эту обработку,стойкость их при работе в абразивной среде невелика и, как правило, ресурс работы на порядок меньше ресурса работы всего агрегата, что приводит к Необходимости производства огромных количеств запасных частей и простоям при замене изношенных деталей. В связи с изложенным предлагается использовать для изготовления таких деталей вместо стали высокохромистый чугун (ВХЧ),обладающий высокой износостойкостью среди литейных сплавов.Наиболее близким по технической сущности и достигаемому результату к настоящему изобретению является чугун, содержащий мас. С 2,8-3,2, 1 0,81,1 Сг 13,5-16,0 Мп 0,3-Од Мо 0,7-1,б У 0,2-0,6 Ш 0,3-1,0 ТЕ 0,08-О,12, Ре остальное 1.Известный чугун обладает низкой ударной вязкостью и недостаточной износостойкостью.Задача изобретения - повышение ударной вязкости и износостойкости.Поставленная задача достигается тем, что чугун для быстроизнашиваемых деталей машин, содержащий углерод, кремний, марганец,хром, никель, ванадий, молибден, титан и железо дополнительно содержит вольфрам при следующем соотношении компонентовВ таблице 1 приведены оптимальные соотношения химических элементов сплава. В ходе эксперимента по оптимизации состава исследовали влияние содержания основных и дополнительных компонентов сплава на ударную вязкость (КС) и износостойкость, которая оценивалась как соотношение потери массы при абразивном изнашивании на пшифовшгьной шкурке в образцах из закаленной стали 40 Х к потере массы в образцах из чугуна (коэфф. К).Как следует из приведенных в табл. 1 данных, при содержании углерода менее 2,2 износостойкость чугуна понижается лз-за уменьшения количества упрочняющей фазы. При содержании же хрома ниже 14 уменьшается стойкость металла из-за образования карбидов Цементитного типа с более низкой износостойкостью. Увеличение содержания углерода и хрома благоприятно сказывается наизносостойкости, но существенно снижает ударную вязкость.Никель, ванадий, титан повышают как ударную вязкость, так и износостойкость. Но высокая стоимость ферросплавов на основе этих элементов и побочное их влияние на другие технологические свойства (обрабатываемость резанием, склонность к образованию газовых раковин) не позволяют повышать их содержание свыше 0,4-0,6.Введение молибдена в количестве до 0,2 существенно не влияет на износостойкость чугуна. При содержании молибдена в количестве 0,2-0,6 износостойкость сплава повышается за счет того, что молибден, растворяясь в хромистых карбидах, способствует увеличению твердости этих карбидов. Кроме того, добавки молибдена несколько измельчают зерно, что положительно сказывается на ударной вязкости. Добавка молибдена более 0,6 приводит к образованию стабильного аустенита вместо требуемого для износостойкости метастабильного аустенита, вследствие чего износостойкость чугуна снижается.Введение Мп более 1 также стабилизирует аустенит. Введение вольфрама положительно сказывается на износостойкости за счет образования разветвленных диспергированных карбидов и при оптимальном соотношении компонентов благоприятно сказывается на повышении ударной вязкости. Отрицательное влияние на КС вольфрам оказывает при содержании свыше 0,5 . Кремний ухудшает показатели чугуна, но в связи с тем, что при плавке в печах с кислой футеровкой трудно снизить его содержание ниже 0,5-0,8, эти пределы рекомендованы для промышленных плавок. Фосфор должен выдерживаться на предельно возможном нижнем уровне, т.к. он ухудшает свойства чугуна. Следует рекомендовать проведение специальных мероприятий по удалению фосфора из расплава. Оптимизированный химический состав чугуна обеспечивает получение ударной вязкости в литых образцах на уровне 6 Дж/см 2 и может рассматриваться в качестве базового сплава, совершенствование свойств которого за счет комплекса внепечной и термической обработки позволит сделать его конкурентноспособным заменителем закаленной стали для быстроизнашиваемых деталей машин.Существуют различные способы повышения прочностных характеристик чугуна за счет внепечной обработки его расплава (рафинирование, модифицирование) и термической обработки.Наиболее близким к настоящему изобретению по способу производства литых заготовок из ВХЧ является способ производства литых заготовок, включающий выплавку чугуна в электрической печи, модифицирование расплава силикокальцием при выпуске в ковш, 51382 С 1 взаливку в формы ипоследующую закалкуи отпуск литых заготовок 2 . Однако Известный способ не решает задачу дефосфоризации чугуна.Задача, решаемая в данном изобретении, заключалась в оптимизации состава ВХЧ, изначально обеспечивающего высокие ударные характеристики, а затем в повышении этих характеристик за счет применения комгшекса внепечной обработки расплава и термической обработки деталей до уровня характерного для закаленных высокоуглеродистых сталей.Поставленная задача решалась тем, что согласно настоящему способу производства литых заготовок для быстроизнашиваемых деталей, включающий выплавку чугуна в электрической печи, модифицирование расгшава силикокальцием при выпуске в ковш,заливку в формы и последующую закалку и отпуск литых заготовок, при этом расплав в печи дефосфорируют смесью, содержащей,мас.в количестве 3-5 И, от массы расплава, модифицирование при выпуске в ковш ведут силикокальцием с размером частиц 2,5-10 мм в количестве 0,20,3 от массы расплава при 142 О-1450 С осуществляют дополнительное модифицирование в формах силикокальцием с размером частиц 0,42,5 мм в количестве 015 ш 020 от массы металла в форме, закалку проводят на воздухе при 115 О-1170 С, а отпуск 200-250 С.Так как фосфор резко снижает ударную вязкость при его содержании свыше 0,0 З, а достичь столь низкого уровня при использовании обычных шихтовок материалов не представляется возможным, предложено проводить обработку расплава смесью, содержащей (мас.) 3080 Саш, 0,430 Ы 2 СОз 550 Ре 2 О 3 и до 40 СаО в количестве 35 от массы расплава. Для дальнейшего повышения ударной вязкости необходимо устранить транскристгиШизацию в отливках, для чего применяли двойное модифицирование расплава чугуна Б 1 Са вначале при переливе из печи в ковш в количестве 0,20,3 от массы расплава, а затем непосредственно внутри формы в количестве 0,150,20 от металлоемкости формы. Для лучшего и более равномерного усвоения 51 Са предлагается при добавлении в ковш измельчить его до размера частиц 2,5-10 мм, а при добавлении в форму измельчить до 04-2,5 мм и вводить в стояк в виде вставки, состоящей из вспененного полистирола и 51 Са. Двойное модифицирование обеспечивает стабильную ликвидацию транскристаллизации в отливках и получение мелкой и плотной структуры эв 10тектики, что способствует примерно двухкрат ному повышению ударной вязкости. Следующей ступени ее повышения можно добиться путем закалки отливки с температуры 1150117 ОС и последующего отпуска при 200-250 С. Разработанный комплекс технологических мероприятий позволяет поднять уровеъпэ ударной вязкости в ВХЧ до 17-19 Дж/см и сделать ВХЧ конкурентноспособным заменителем стали для быстроизнашиваемых деталей машин, работающих в условиях значительных ударных нагрузок.Для проверки эффективности выбранного комплекса обработки проведены специальные серии экспериментов, в результате которых для чугуна, содержащего ( но массе) 2,7 С 18 Сг 0,6 31 1,0 Мп 0,9 М 0,5 У 0,5 Мо 0,1 Тй 0,4 Г 0,025 Р приведены в табл. 2-6.Следует отметить, что в опытах по определению влияния величины добавки, вводимой в форму в виде вставки на основе вспененного полистирола, на глубину транскристшшизации и ударную вязкость во всех случаях осуществляли предварительное модифицирование в ковше добавкой 0,3 ЗЕСа, фракции 2,0-10 мм,и в форме фракции 0,4-2,5 мм. Глубину транскристаллизации определяли на цилиндриче ских образцах 20 мм. Для определения КС отливали стандартные образцы.С целью установления оптимального соотнощения размера частиц модификатора на эффективность добавки 0,3 1 Са в ковш и 0,2 в форму проведена специальная серия экспериментов, в ходе которой установлено, что при температуре модифицирования 1410-1450 С наилучший эффект обеспечивается при размере гранул модификатора 25-10,0 мм для ковшевого модифицирования (табл. 5) и 0,42,5 мм для внутриформенного модифицирования (табл. б).Таким образом, оптимизирован состав высокохромистого чугуна и обеспечив высокое начальное значение его ударной вязкости, а затем применив комплексную технологическую обработку, включающую рафинирование и модифицирование расплава, а также термическую обработку заготовок, удалось повысить ударную вязкость ВХЧ до уровня близкого к наблюдаемому в закаленных сталях и сделать этот материал конкурентноспособным заменителем стали для быстроизнашиваемых деталей машин.Проверка эффективности замены стали чугуном проведена на винтовых роторах шпаклевочных агрегатов, лапах дизельных культиваторов и ножах и решетках промышленных мясорубок. Во всех случаях наблюдали увеличение ресурса работы деталей в 4-8 раз по сравнению с исходными стальными. чтоподтверждает эффективность предложенных технических решений.он то то шт то о то по он то тоо щоо то то чо о то т то он он то . од мы то то а то м те а а о по он то моо щоо чо то чо то о т од он . чо а то то а 3 то а 3. о Тю а он то ооо що.о по то о.о о то т од то а он. чо по то то то то 2 от по то . Э то он он но юо.о щоо до то чо о о м ы а оо 2 ты о.м он В ты онмдом пщмьооо фьомцогввви щзпопгзэпото 3 - ооо о о.о о.о о.о о оо ььоа то то о.о о-о то он оо тоо то он то тоо ооо то то то о о т ы то. а он оо мА о оо о тоо то 4.1 очо очт то то ооо то он то то тоо оо.о по то по од о 3 то о он ооо то о о ыоо то то то ото оо о то ото то мы то то оо ооо оо то то о но ч а то то он оо.о о а о.о ооо то мы .о то по он оо . то то то моо оо.о оо то то о о т 2 по то то он оо Е 2 то то о-о он то то то он о то ооо ооо о.о то то о о т то то он. то о
МПК / Метки
МПК: C22C 37/10, C21C 1/00
Метки: чугун, деталей, производства, них, способ, литых, заготовок, быстроизнашиваемых
Код ссылки
<a href="https://by.patents.su/7-1382-chugun-dlya-bystroiznashivaemyh-detalejj-i-sposob-proizvodstva-lityh-zagotovok-dlya-nih.html" rel="bookmark" title="База патентов Беларуси">Чугун для быстроизнашиваемых деталей и способ производства литых заготовок для них</a>
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23B 31/00
Метки: деталей, трубчатых, способ, зажима, тонкостенных
Текст:
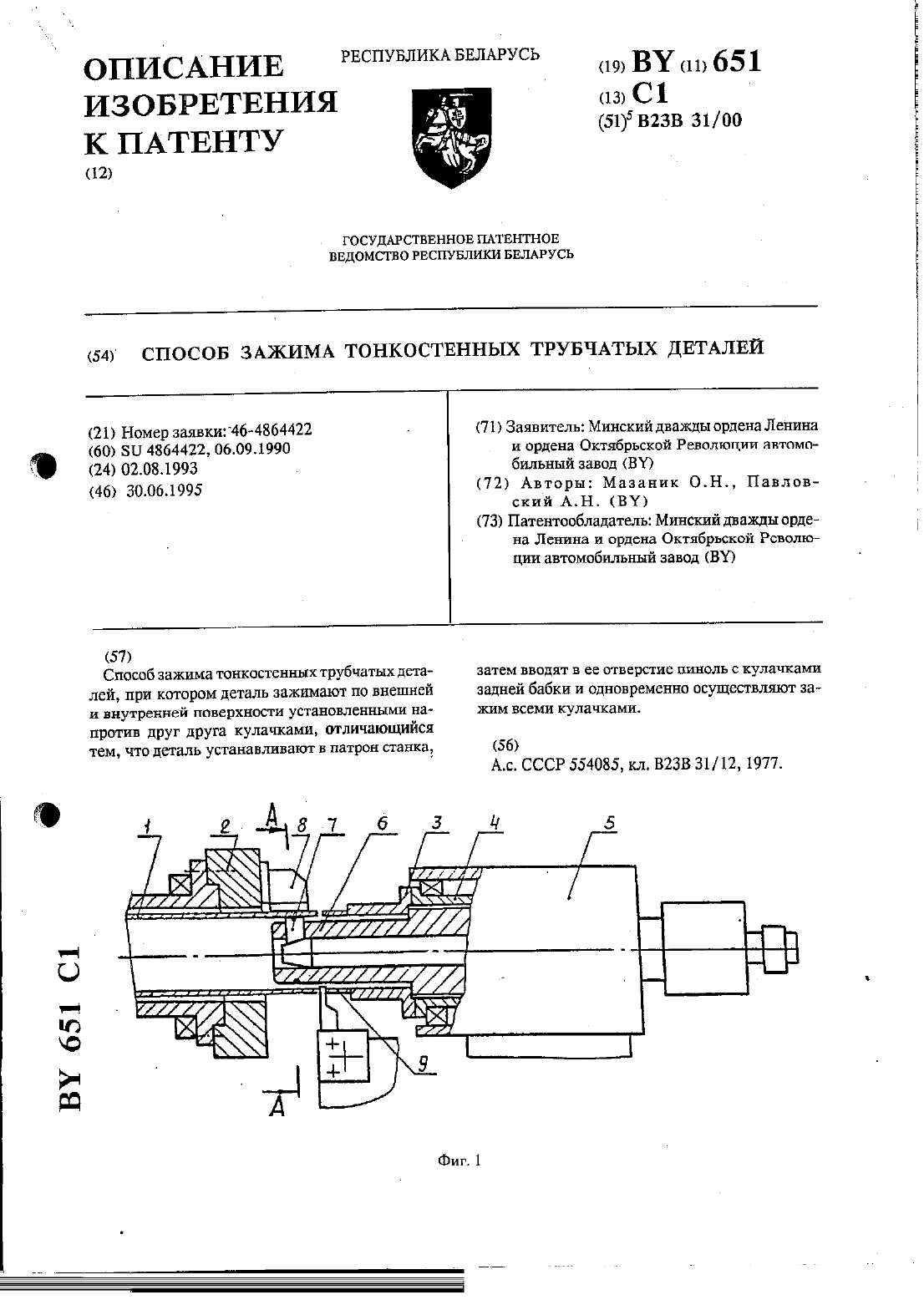
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Абросимов В. П., Редреев Л. И., Фетисов В. П., Алексеев Ю. Г., Березуев А. И., Бирюков Б. А., Пикулин В. А.
Метки: стан, обработки, передельной, способ, металлокорда, проволоки, заготовки, производства, волочильный
Текст:
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: поверхностей, деталей, наружных, способ, ультразвуком, упрочнения, цилиндрических
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ соединения деталей стрелки
Номер патента: 727
Опубликовано: 30.06.1995
Автор: Йоханес Блумауер
МПК: E01B 11/44
Метки: способ, стрелки, деталей, соединения
Текст:
...сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной...
Способ производства теста для бисквита
Номер патента: 1376
Опубликовано: 16.09.1996
Авторы: Кондратенко Раиса Григорьевна, Макасеева Ольга Николаевна
МПК: A21D 13/08
Метки: бисквита, теста, производства, способ
Текст:
...способствует повышению пищевой ценности изделий.Следует заменять 540 от массы пшеничной муки мукой из цельносмолотого люпина. Применение менее 5 И, муки из цельносмолотого люпина нецелесообразно, так как практически не влияет на увеличение биологической ценности, а использование более 10 приводит к снижению объема взбитого теста и , как следствие, высоты бисквитного полуфабриката.Применение муки из термически необработанного люпина придает...
Предыдущий патент: Устройство водозабора
Следующий патент: Глазурь
Случайный патент: Устройство для получения слитков