Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Текст
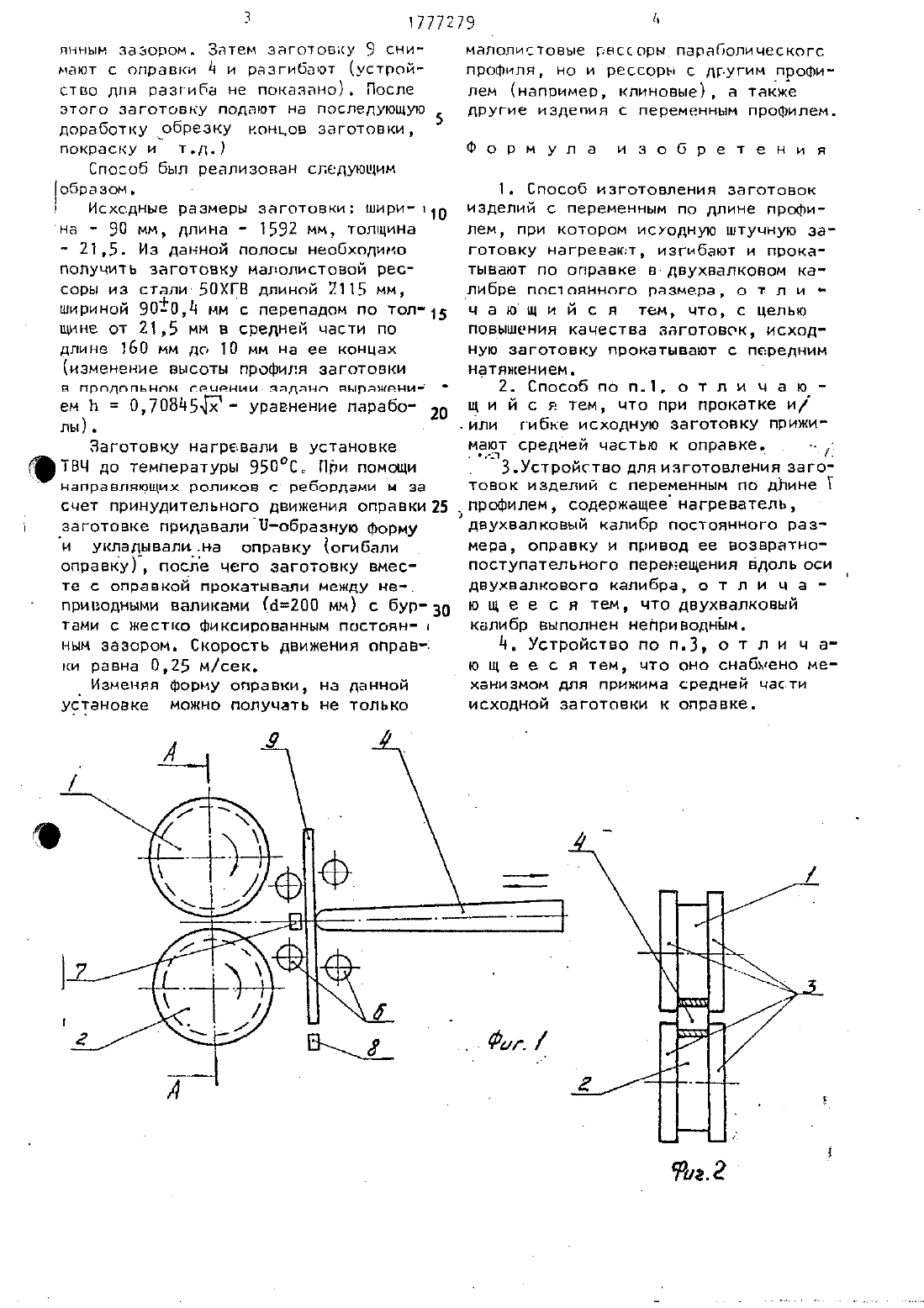
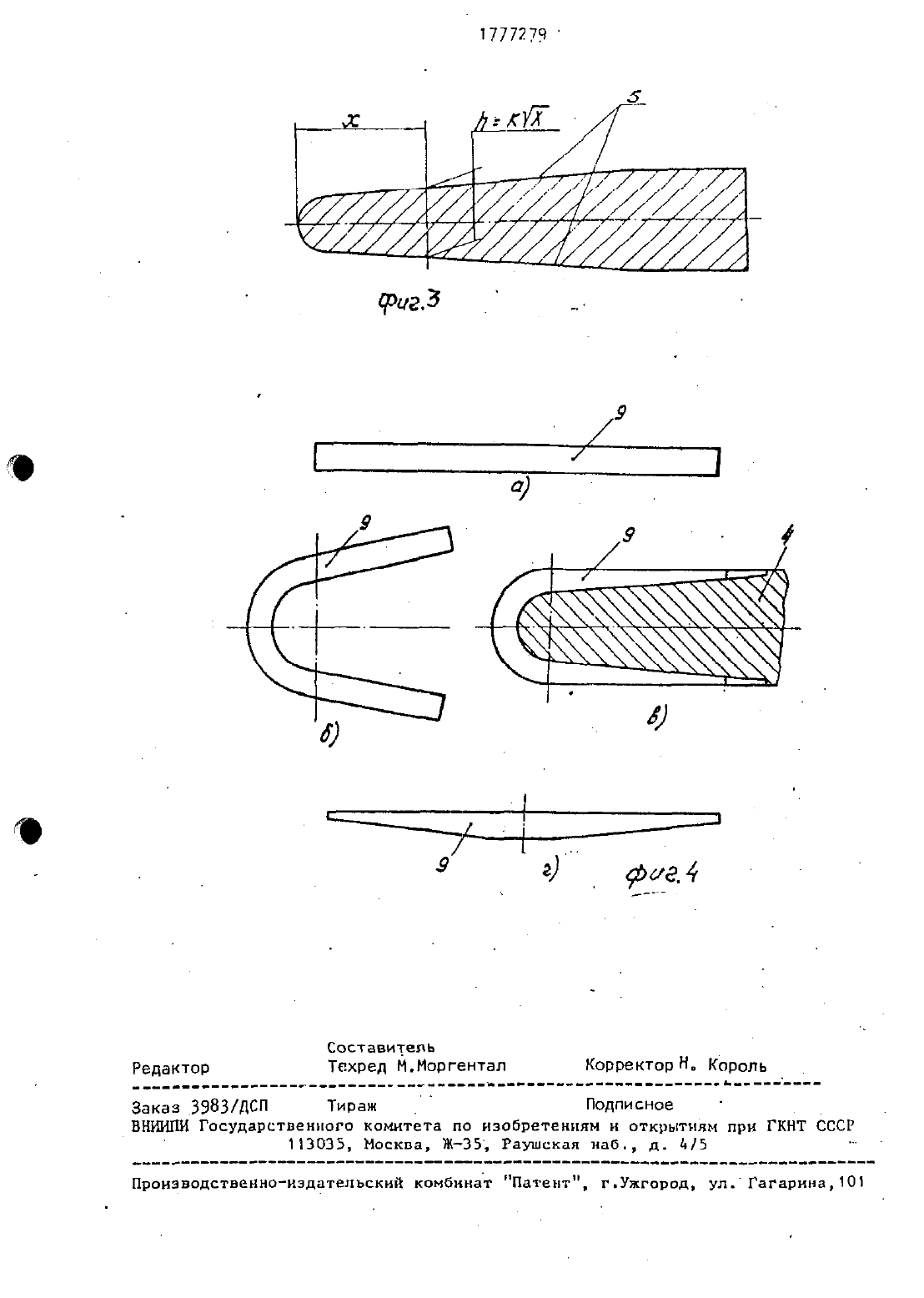
РЕСПУЬЛИН 4957 СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИКЗАРЕ ист тяги д н 3ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО СССР ПОСПАТЕНТ СССЩ(71) Белорусский политехнический институт 7(вд) сносов изготовления здготовок ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПОДПИНЕ ПРОФИ- ЛЕН И УСТРОЙСТВО.ллЛ ЕГО 0 СУЩЕСТВЛЕБЭНИЮ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИЗ делий прокаткой и позволяет повысить качество изделий в отношении точности Ихформьь Для этого заготовки прокаты вают на оправке с передним натяжением, а при прокагне И/или гибка заготовку прижимают к оправке средней частью. Это исключает искажение формы изделий из-за опережения течения металла И смещения заготовки относительно оправки и двухвапкоеого кап либра постоянного размера. В устрой стве валки калибра выполнены неприводными. 3 з.п. Ф-пы Ц ил.Изобретение относится к металлурГИЧЕСУОЙ ПЭОМЫШЛЕННОСТИ, В ЧЕСТНОСТИ к изготовлению прокаткой изделий пе-А ременного по длине профили, и может быть использовано в производстве эзготовок малолистовых рессор.Целью изобретения является повышение кечества заготовок.На фиг.1 изображена конструктивная схема устройства для реализации слот собе изготовления заготовок изделийос переменный по длине профилем на Фит.2 - разрез но дд на фиг 1 на Фиг.3 - ПВОДОЛЬНЫЙ разрез оправки устройства на фиг.д переходы изготъ ТОВЛЕНИЯ ЗЕГОТОВКИ ИЗДЕЛИЯ ТИПЗ ПЕС соры а - исходная заготовка 6 изогнутая исходная заготовка в продольный разрез заготовки и оправкг ки после Прокатки г Н заготовка иэ делил после разгибки.Устройство включает верхний 1 и нижний 2 валки с упорными ограничи д 392тельными буртами 3 и калиброванную оправку д, которая аз продольном сечеНии представляет собой профиль, образозанный симметрично расположенными относительно продольной оси оправкии оправкой Ч установлены направляюч ЩИЕ Попики 6 с ребордами и прижимной механизм 7. Имеется регулируемый 4 упор 8.СПОСОб ОСУЩЗТВЛНЕТСЯ СЛЕДУЮЩИМ ОЙ образом.Нагретую до температуры прокаткизаготовку Э при помощи прижимного устройстза прижимают к оправке ц и за счет напраеляющнх роликов 6 с реберДЭ И ЙПИНУДИТЛЬНОГО ДЕИЖЗНИЯ ОППНВКИ д Перегибают симметрично относительно-поперечной оси до придания ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина - 1592 мм, толщина 21,5. Из данной полосы необходимо получить заготовку малолистовой рессоры из стали БОХГВ длиной 2115 мм,ШИРИНОЙ 900,д ММ с перепадом По тол-15 щнне от 21,5 мм в средней части по длине 160 мм до 10 мм на ее концах(изменение высоты профиля заготовки В ППОДОЛЬНОМ СЕЧЕНИРЪЭЭДЭНО ЕЫРЭЖЕНИ ем Ь 07 О 8 Ц 5 уравнение параБо- 20 лы). .ЮТВЧ до температуры 95 ПС При помощинаправляющих роликов с ребордами н за счет принудительного движения оправки 25заготовке придавали Побразную формуИ Укдадывалидна оправку (огибали оправку). После чего заготовку вместе с оправкой прокатывали между не приводными валиками (а 200 мм) с бур 3 о ТВМИ С ЖЕСТКО ФИКСИВОВЭННЫМ ПОСТОЯН-1 ным зазором. Скорость движения оправч ки равна 0,25 м/сек.Изменяя форму оправки, на данной установке можно получать не толькомалолистовые рессоры параболического ПРОФИЛЯ, но и рессоры с другим профилем (например, кпиновые), а также другие изделия с переменным профилем.Ф 0 р м у л а и з о 6 р е т е н и я 1. Способ изготовления заготовок изделий с переменным по длине профилем, при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке в двухвалконом катч а ющ и й с я тем, что, с целью повышения качества заготовок, исходНУЮ ЗЭГОТОВКу прокатывают С ПЕОЕДНИМ натяжением.2. Способ по п.1, о т л и ч а ю щ и й с я тем, что при прокатке и/.или угибке исходную заготовку прижи маю средней частью к оправке, -д 1 Ц 3.Устройство длнпааготовления заготовок изделий с переменным по длине Т профилем, содержащее нагреватель,деухвалковый калибр постоянного размера, ОПРЭВКУ И ППИВОД ее ВОЗВВЭТНО поступательного перемещения вдоль оси двухвалкового калибра, о т л и ч а ю щ е е с я тем, что двухвалковый калибр выполнен неприводным.д. Устройство по п.3, о т л и ч аЮ Щ В В С Я ТЕМ, ЧТО ОНО снабжено механизмом для прижима средней части исходной заготовки к оправке.Составитель 7 Редактор Техрел Мморгентал Корректор Н. Король . . г Ън-пн-Ь-ПШОЬсц заказ ЗЭЗЗ/ДСП Типаж ПодписноеВНИПИ Государственного комнтта по изобретениям н открытиям при ГКНТ СССР 113035, Москва, ЖЧЗБ Раушская наб., д. д/Э
МПК / Метки
МПК: B21H 7/00
Метки: переменным, изделий, осуществления, устройство, изготовления, заготовок, профилем, длине, способ
Код ссылки
<a href="https://by.patents.su/3-434-sposob-izgotovleniya-zagotovok-izdelijj-s-peremennym-po-dline-profilem-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления</a>
Способ изготовления щетинных изделий и устройство для его осуществления
Номер патента: 472
Опубликовано: 30.03.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/04
Метки: изготовления, изделий, осуществления, щетинных, устройство, способ
Текст:
...2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Лев Григорьевич, Павлов Анатолий Львович
МПК: B21H 1/00
Метки: изделий, преимущественно, кулачковых, валов, изготовления, способ
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Корюков В. П., Горелик А. Л.
МПК: B29D 23/22, B29C 67/14
Метки: изготовления, способ, полимерных, трубчатых, изделий
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Способ изготовления трубчатых полимерных изделий
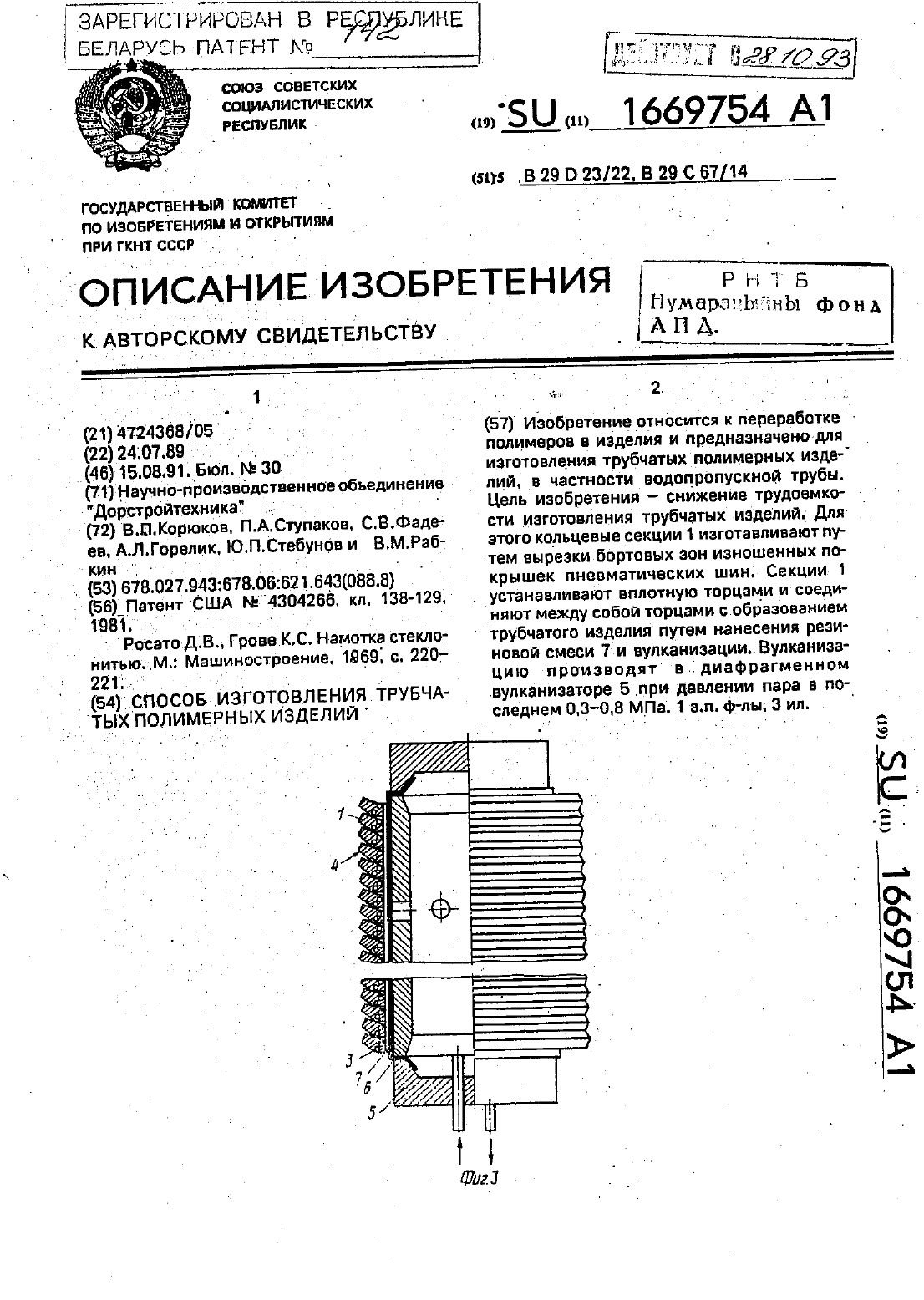
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Фадеев С. В., Горелик А. Л., Ступаков П. А., Стебунов Ю. П., Рабкин В. М., Корюков В. П.
МПК: B29C 67/14, B29D 23/22
Метки: изготовления, способ, трубчатых, полимерных, изделий
Текст:
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
Способ изготовления длинных макаронных изделий
Номер патента: 505
Опубликовано: 30.03.1995
Авторы: Вернер Сейлер, Фридрих Эггер, Иосеф Мансер
МПК: A23L 1/16
Метки: длинных, макаронных, способ, изделий, изготовления
Текст:
...выделение влаги на поверхности длинны макарон нык изделий. При обработке длинным . макаронных изделий в климатическнх.зо пак получается более высокий эффект,если часть потока воздуха направлена вертикально по отношению к длинным макаронным изделиям, а часть воздуха. 50 турбосистемы вводится в каналы, рас положенные внутри и вне сушильной камеры, и выводится из них в целях управления параметрами в соответствыходящее из первой...
Предыдущий патент: Упаковочный контейнер для жидких продуктов
Следующий патент: Способ борьбы с нежелательной растительностью
Случайный патент: Устройство для перекачивания жидкости для капельного полива овощей в открытом грунте