Способ изготовления мощного высоковольтного ДМОП – транзистора
Номер патента: 10510
Опубликовано: 30.04.2008
Авторы: Алиев Алигаджи Магомедович, Турцевич Аркадий Степанович, Ануфриев Дмитрий Леонидович, Карпов Иван Николаевич, Жигалко Игорь Борисович
Текст
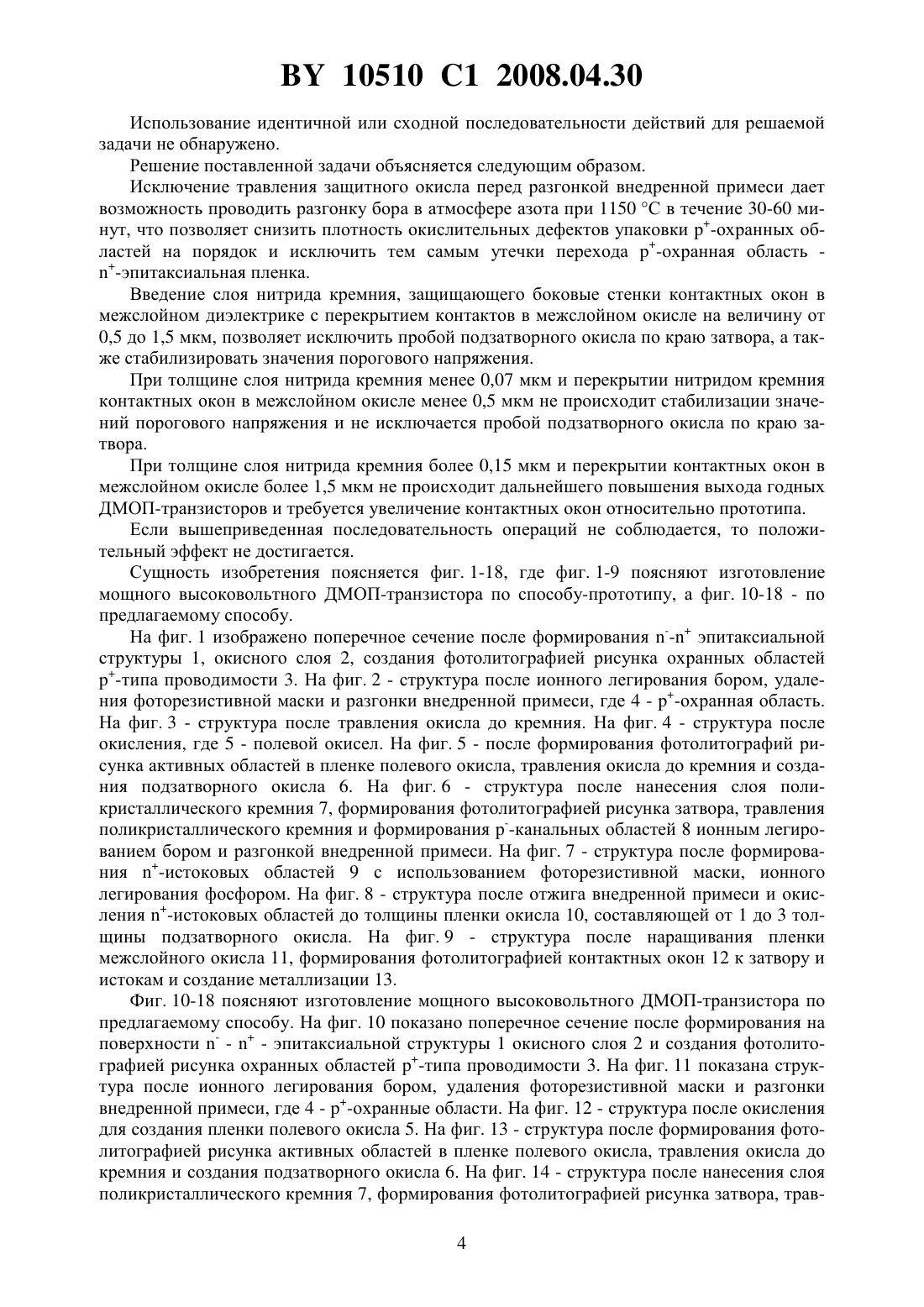
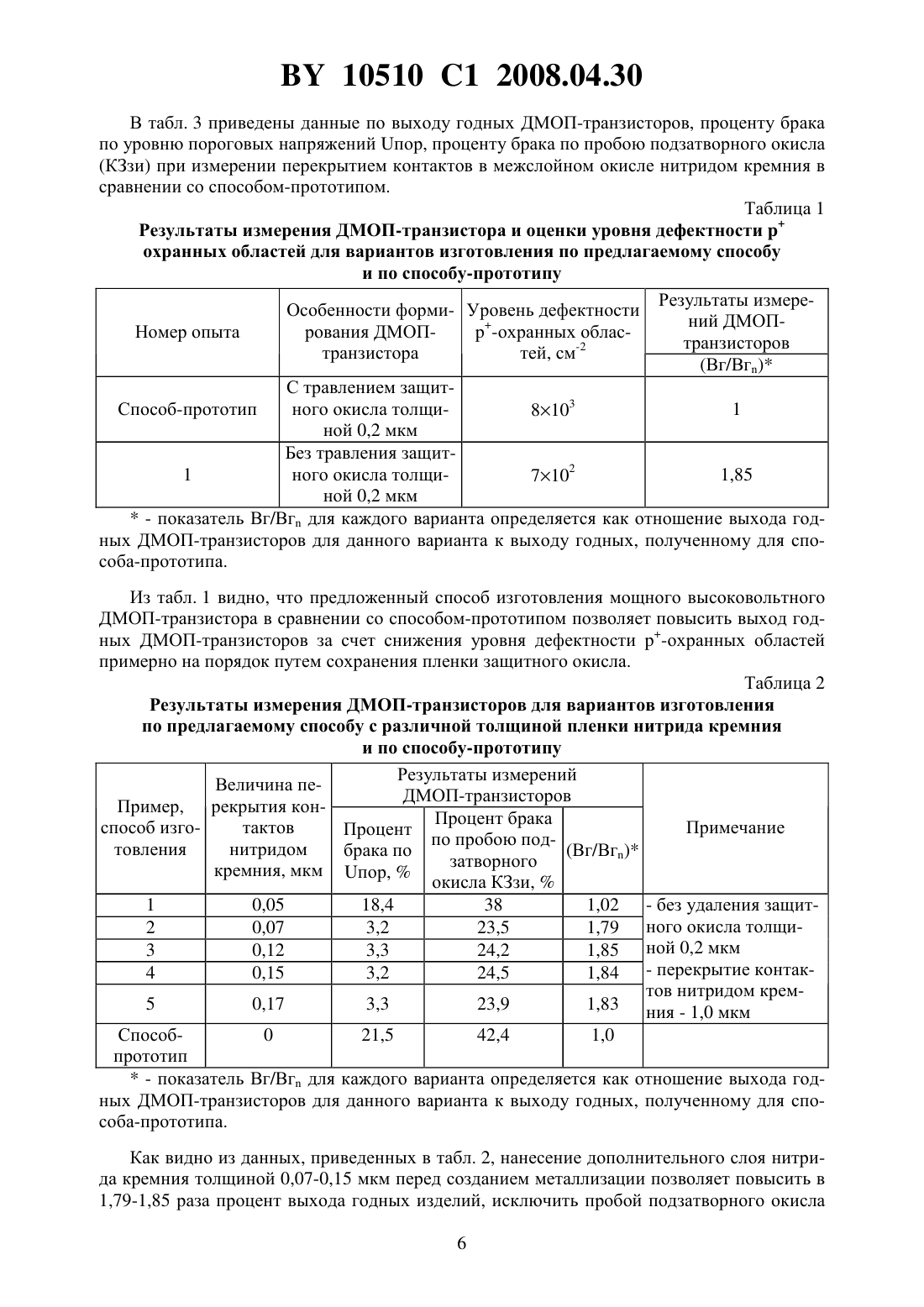
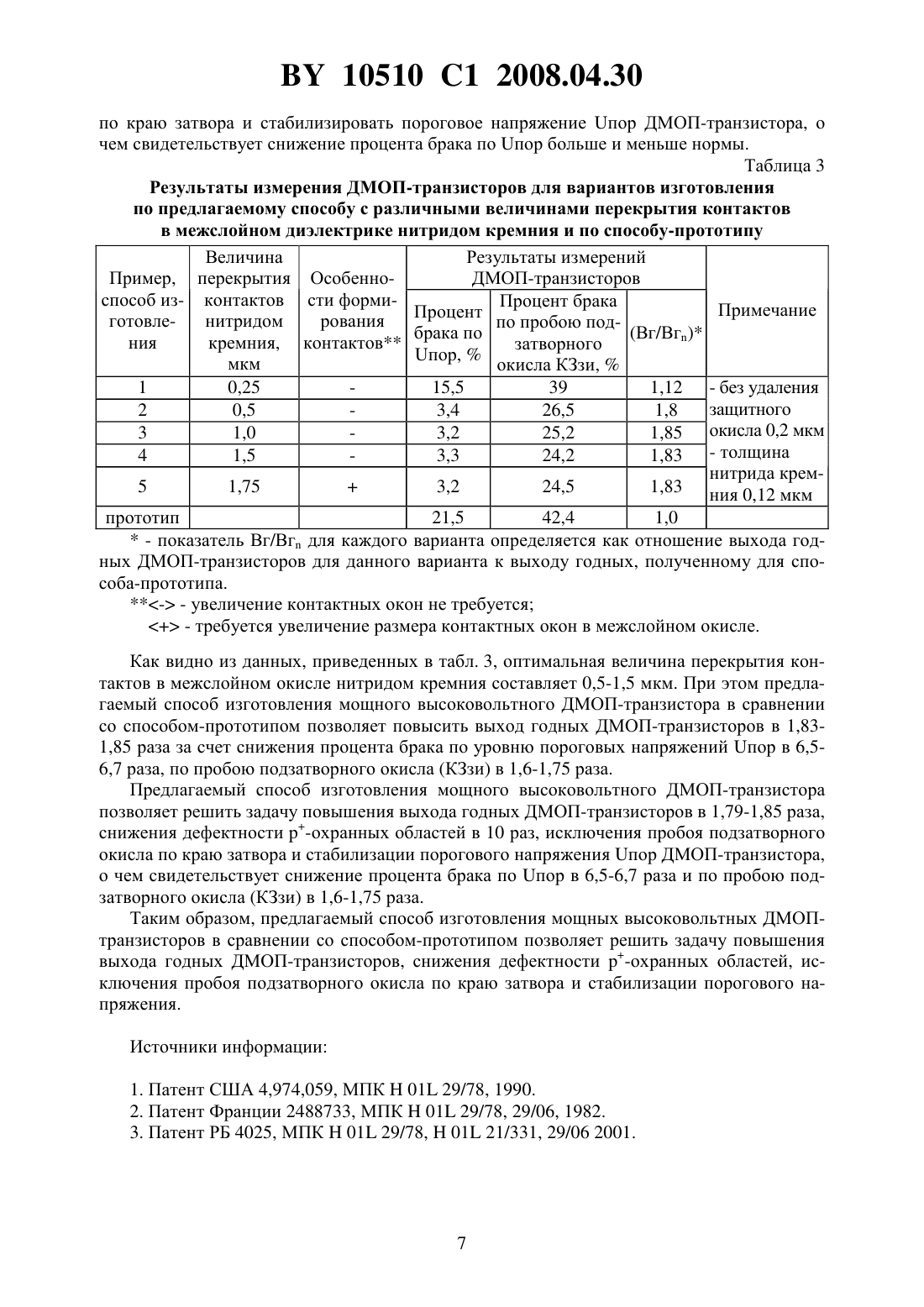
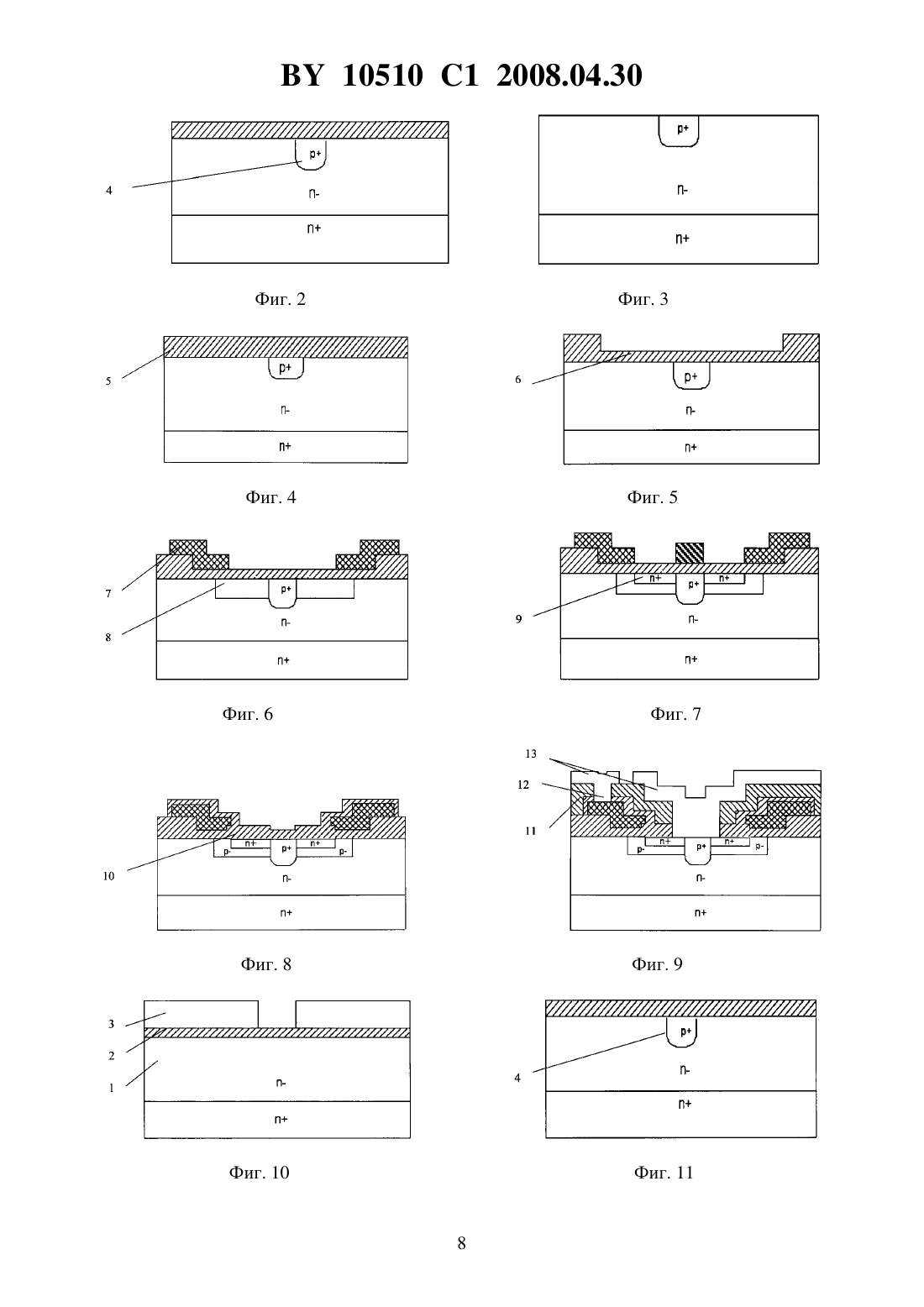
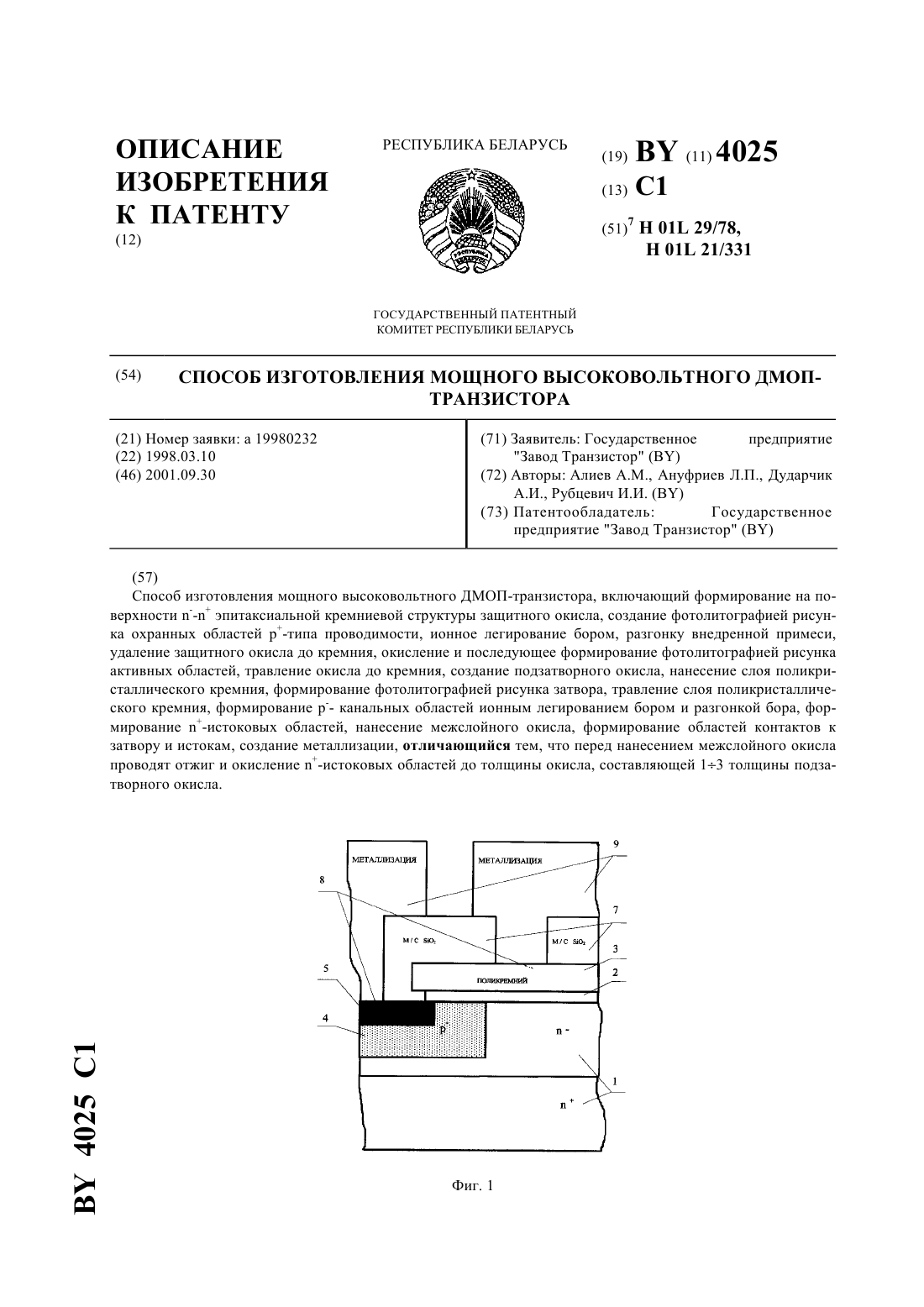
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОГО ВЫСОКОВОЛЬТНОГО ДМОП-ТРАНЗИСТОРА(71) Заявитель Производственное республиканское унитарное предприятие Завод Транзистор(72) Авторы Турцевич Аркадий Степанович Ануфриев Дмитрий Леонидович Жигалко Игорь Борисович Карпов Иван Николаевич Алиев Алигаджи Магомедович(73) Патентообладатель Производственное республиканское унитарное предприятие Завод Транзистор(57) Способ изготовления мощного высоковольтного ДМОП-транзистора, включающий формирование на поверхностиэпитаксиальной кремниевой структуры защитного окисла, создание фотолитографией рисунка охранных областей -типа проводимости,ионное легирование бором, разгонку внедренной примеси, окисление и последующее формирование фотолитографией рисунка активных областей, травление окисла до кремния, создание подзатворного окисла, нанесение слоя поликристаллического кремния,формирование фотолитографией рисунка затвора, травление слоя поликристаллического кремния, формирование канальных областей ионным легированием бором и разгонкой бора, формирование -истоковых областей, отжиг и окисление -истоковых областей до толщины окисла, составляющей от 1 до 3 толщины подзатворного окисла, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, отличающийся тем, что перед созданием металлизации наносят слой нитрида кремния толщиной от 0,07 до 0,15 мкм и формируют в нем области контактов к затвору и истокам с перекрытием контактов в межслойном окисле нитридом кремния на величину от 0,5 до 1,5 мкм. 10510 1 2008.04.30 Изобретение относится к области электронной техники и может быть использовано в технологии изготовления мощных высоковольтных транзисторов Металл - Окисел - Полупроводник, создаваемых методом двойной диффузии - (ДМОП-транзисторов). Известен способ изготовления высоковольтного ДМОП-транзистора 1, включающий формирование на поверхности-эпитаксиальной кремниевой структуры защитного окисла, создание фотолитографией рисунка охранных областей р-типа проводимости, ионное легирование бора, разгонку внедренной примеси, формирование фотолитографического рисунка активных областей, травление защитного окисла до кремния, формирование подзатворного окисла, нанесение слоя поликристаллического кремния, формирование фотолитографического рисунка затвора, травление слоя поликристаллического кремния, формирование р-канальных областей ионным легированием бора и разгонкой бора, формирование -истоковых областей диффузией фосфора из РОС 13, стравливание окисла, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации. Однако данный способ обладает следующими недостатками во время травления подзатворного окисла происходит боковой подтрав окисла под поликремниевый затвор и в области края затвора образуется зазор между поликремниевым затвором и -истоком, который заполняется в дальнейшем межслойным окислом, а так как по качеству, по диэлектрической плотности и устойчивости к электрическому пробою межслойный окисел хуже,чем подзатворный окисел, то и пробой окисла между затвором и -истоком происходит именно по краю затвора, что в итоге уменьшает напряжение пробоя подзатворного окисла и увеличивает брак по напряжению пробоя затвор-исток. Кроме того, наблюдаются утечки перехода р-охранная область -эпитаксиальная пленка из-за того, что защитный окисел после разгонки бора удаляют, также наблюдаются большие разбросы по величине порогового напряжения. В результате имеет место низкий процент выхода годных высоковольтных ДМОП-транзисторов, изготавливаемых данным способом. Известен способ изготовления мощного высоковольтного ДМОП-транзистора 2,включающий формирование на поверхности-эпитаксиальной кремниевой структуры защитного окисла, создание фотолитографией рисунка охранных областей р-типа проводимости, ионное легирование бора, разгонку внедренной примеси, формирование фотолитографического рисунка активных областей, травление защитного окисла до кремния,формирование подзатворного окисла, нанесение слоя поликристаллического кремния,формирование фотолитографического рисунка затвора, травление поликристаллического кремния, формирование р-канальных областей ионным легированием бора и разгонкой бора, травление подзатворного окисла в области истока, ионная имплантация фосфора в открытые (без окисла) участки подложки, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации. Данный способ обладает следующими недостатками при травлении подзатворного окисла до подложки перед ионной имплантацией донорной примеси происходит боковой подтрав подзатворного окисла под поликремниевый затвор и в области края затвора образуется зазор между поликремниевым затвором и-истоком, который при последующих операциях изготовления кристалла заполняется межслойным диэлектриком, осаждаемым из газовой среды на поверхности кристалла. Так как электрическая прочность окислов, осаждаемых из газовой среды, гораздо меньше, чем термического окисла, то вероятность пробоя подзатворного окисла, заполненного по краю межслойным окислом, увеличивается легирование открытых участков истоковых -областей большими дозами создает большую дефектность переходов -истоков, что приводит к большим утечкам истоковых -областей и браку ДМОП-транзисторов. наблюдаются большие разбросы по величине порогового напряжения 10510 1 2008.04.30 наблюдаются утечки перехода -охранная область - эпитаксиальная пленка из-за того, что защитный окисел после разгонки бора удаляют. Перечисленные недостатки не позволяют повысить выход годных приборов. Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления мощного высоковольтного ДМОП-транзистора 3, включающий формирование на поверхности-эпитаксиальной кремниевой структуры защитного окисла, создание фотолитографией рисунка охраны областей -типа проводимости, ионное легирование бора, разгонку внедренной примеси, удаление защитного окисла до кремния, окисление и последующее формирование фотолитографией рисунка активных областей, травление окисла до кремния, создание подзатворного окисла, нанесение слоя поликристаллического кремния, формирование фотолитографией рисунка затвора, травление слоя поликристаллического кремния, формирование канальных областей ионным легированием бора и разгонкой бора, формирование -истоковых областей, отжиг и окисление -истоковых областей до толщины окисла, составляющий от 1 до 3 толщины подзатворного окисла, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации. Однако и данный способ не лишен недостатков так как защитный окисел после разгонки бора удаляют до кремния, плотность окислительных дефектов в -областях составляет 8103 см-2, что приводит к утечкам перехода-охранные области - - эпитаксиальная пленка проведение отжига и окисления -истоковых областей до толщины окисла, составляющий от 1 до 3 толщины подзатворного окисла, не исключает полностью пробоя подзатворного окисла по краю затвора, особенно на ДМОП-транзисторах, имеющих зазор контакт-затвор менее 3,0 мкм. В результате наблюдается низкий выход годных ДМОП-транзисторов из-за коротких замыканий затвор-исток, а также нестабильности пороговых напряжений и утечек перехода -охранная область - - эпитаксиальная пленка. Предлагаемое изобретение решает задачу повышения выхода годных ДМОП-транзисторов, снижения дефектности -охранных областей, исключения пробоя подзатворного окисла по краю затвора, и стабилизации порогового напряжения. Поставленная задача решается тем, что в способе изготовления мощного высоковольтного ДМОП-транзистора, включающем формирование на поверхности - -эпитаксиальной кремниевой структуры защитного окисла, создание фотолитографией рисунка охранных областей -типа проводимости, ионное легирование бором, разгонку внедренной примеси, окисление и последующее формирование фотолитографией рисунка активных областей, травление окисла до кремния, создание подзатворного окисла, нанесение слоя поликристаллического кремния, формирование фотолитографией рисунка затвора,травление слоя поликристаллического кремния, формирование рканальных областей ионным легированием бора и разгонкой бора, формирование -истоковых областей, отжиг и окисление -истоковых областей до толщины окисла, составляющей от 1 до 3 толщины подзатворного окисла, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, перед созданием металлизации наносят слой нитрида кремния толщиной от 0,07 до 0,15 мкм и формируют в нем области контактов к затвору и истокам с перекрытием контактов в межслойном окисле нитридом кремния на величину от 0,5 до 1,5 мкм. Сопоставительный анализ предлагаемого изобретения с прототипом показал, что заявляемый способ отличается тем, что перед созданием металлизации наносят слой нитрида кремния толщиной от 0,07 до 0,15 мкм и формируют в нем области контактов к затвору и истокам с перекрытием контактов в межслойном окисле нитридом кремния на величину 0,5-1,5 мкм. 10510 1 2008.04.30 Использование идентичной или сходной последовательности действий для решаемой задачи не обнаружено. Решение поставленной задачи объясняется следующим образом. Исключение травления защитного окисла перед разгонкой внедренной примеси дает возможность проводить разгонку бора в атмосфере азота при 1150 С в течение 30-60 минут, что позволяет снизить плотность окислительных дефектов упаковки -охранных областей на порядок и исключить тем самым утечки перехода -охранная область -эпитаксиальная пленка. Введение слоя нитрида кремния, защищающего боковые стенки контактных окон в межслойном диэлектрике с перекрытием контактов в межслойном окисле на величину от 0,5 до 1,5 мкм, позволяет исключить пробой подзатворного окисла по краю затвора, а также стабилизировать значения порогового напряжения. При толщине слоя нитрида кремния менее 0,07 мкм и перекрытии нитридом кремния контактных окон в межслойном окисле менее 0,5 мкм не происходит стабилизации значений порогового напряжения и не исключается пробой подзатворного окисла по краю затвора. При толщине слоя нитрида кремния более 0,15 мкм и перекрытии контактных окон в межслойном окисле более 1,5 мкм не происходит дальнейшего повышения выхода годных ДМОП-транзисторов и требуется увеличение контактных окон относительно прототипа. Если вышеприведенная последовательность операций не соблюдается, то положительный эффект не достигается. Сущность изобретения поясняется фиг. 1-18, где фиг. 1-9 поясняют изготовление мощного высоковольтного ДМОП-транзистора по способу-прототипу, а фиг. 10-18 - по предлагаемому способу. На фиг. 1 изображено поперечное сечение после формированияэпитаксиальной структуры 1, окисного слоя 2, создания фотолитографией рисунка охранных областей-типа проводимости 3. На фиг. 2 - структура после ионного легирования бором, удаления фоторезистивной маски и разгонки внедренной примеси, где 4 - -охранная область. На фиг. 3 - структура после травления окисла до кремния. На фиг. 4 - структура после окисления, где 5 - полевой окисел. На фиг. 5 - после формирования фотолитографий рисунка активных областей в пленке полевого окисла, травления окисла до кремния и создания подзатворного окисла 6. На фиг. 6 - структура после нанесения слоя поликристаллического кремния 7, формирования фотолитографией рисунка затвора, травления поликристаллического кремния и формирования канальных областей 8 ионным легированием бором и разгонкой внедренной примеси. На фиг. 7 - структура после формирования -истоковых областей 9 с использованием фоторезистивной маски, ионного легирования фосфором. На фиг. 8 - структура после отжига внедренной примеси и окисления -истоковых областей до толщины пленки окисла 10, составляющей от 1 до 3 толщины подзатворного окисла. На фиг. 9 - структура после наращивания пленки межслойного окисла 11, формирования фотолитографией контактных окон 12 к затвору и истокам и создание металлизации 13. Фиг. 10-18 поясняют изготовление мощного высоковольтного ДМОП-транзистора по предлагаемому способу. На фиг. 10 показано поперечное сечение после формирования на поверхности - -- эпитаксиальной структуры 1 окисного слоя 2 и создания фотолитографией рисунка охранных областей -типа проводимости 3. На фиг. 11 показана структура после ионного легирования бором, удаления фоторезистивной маски и разгонки внедренной примеси, где 4 - -охранные области. На фиг. 12 - структура после окисления для создания пленки полевого окисла 5. На фиг. 13 - структура после формирования фотолитографией рисунка активных областей в пленке полевого окисла, травления окисла до кремния и создания подзатворного окисла 6. На фиг. 14 - структура после нанесения слоя поликристаллического кремния 7, формирования фотолитографией рисунка затвора, трав 4 10510 1 2008.04.30 ления поликристаллического кремния и формирования канальных областей 8 ионным легированием бором и разгонкой бора. На фиг. 15 - структура после формирования-истоковых областей 9 с использованием фоторезистивной маски и ионного легирования фосфором. На фиг. 16 - структура после отжига внедренной примеси и окисления-истоковых областей до толщины пленки окисла 10, составляющей от 1 до 3 толщины подзатворного окисла. На фиг. 17 - структура после наращивая пленки межслойного окисла 11, формирования фотолитографией контактных окон 12 к затвору и истокам. На фиг. 18 - структура после нанесения слоя нитрида кремния 14 толщиной от 0,07 до 0,15 и формирования в нем контактов 15 к затвору и истокам с перекрытием контактов в межслойном окисле нитридом кремния на величину от 0,5 до 1,5 мкм и создания металлизации 13. В качестве примера показано применение предлагаемого способа для изготовления мощного высоковольтного ДМОП-транзистора КП 749. На поверхностиэпитаксиальной структуры 1 с типономиналом 28 КЭФ 5,5 ориентации 100 формировали пленку защитного окисла 2 толщиной 0,2 мкм и фотолитографический рисунок -охранных областей 4 ионным легированием бором дозой 200 мкКл/см 2 и энергией Е 80 кэВ. После удаления фоторезистивной маски проводили разгонку внедренной примеси в атмосфере азота при Т 1150 С в течение 30 мин. Защитный окисел не удаляли, после чего проводили окисление для создания полевого окисла 5, формировали фотолитографией рисунок активных областей, травили окисел до кремния, выращивали подзатворный окисел 6 толщиной 80 нм, наносили поликристаллический кремний 0,6 мкм пиролизом моносилана в реакторе пониженного давления, формировали рисунок затвора плазмохимическим травлением поликристаллического кремния с использованием фоторезистивной маски,проводили формирование канальных областей 8 ионным легированием бора дозой 9 мкКл/см 2, энергией Е 60 кэВ и разгонкой внедренной примеси при Т 1150 С в течение 360 мин в атмосфере азота. Далее проводили формирование -истоковых областей 9 ионным легированием фосфора дозой 200 мкКл/см 2, энергией Е 80 кэВ и отжигом при Т 1000 С в течение 45 мин в атмосфере азота и пирогенным окислением при Т 1000 С для получения окисла 10 толщиной 0,15 мкм, что составляет 1,87 от толщины подзатворного окисла. Затем провели нанесение межслойного окисла 11 наращиванием фосфоросиликатного стекла толщиной 1,8 мкм с содержанием фосфора 3-5 весовыххимическим осаждением из газовой фазы при пониженном давлении, формировали контактные окна к областям истоков и затвору 12 при помощи фотолитографии и плазмохимического травления фосфоросиликатного стекла, наносили слой нитрида кремния 14 аммонолизом дихлорсилана при пониженном давлении и проводили повторное вскрытие контактных окон 15 с использованием фоторезистивной маски и плазмохимического травления пленки нитрида кремния. Перекрытие контактных окон в межслойном окисле нитридом кремния обеспечивалось использованием дополнительного металлизированного промежутка с откорректированным размером контактных окон по отношению к их размеру в окисном межслойном диэлектрике. Затем создавали металлизацию 13. Толщины окисных слоев и слоя нитрида кремния определялись на спектрометретолщиномере фирмы , травление пластин для оценки уровня дефектности-охранных областей проводилось в травителе Секко, измерение линейных размеров на установке -2, а измерение ДМОП-транзисторов - на установке Иней 1. В табл. 1 приведены данные по уровню дефектности -охранных областей выходу годных ДМОП-транзисторов для вариантов изготовления по предлагаемому способу и способу-прототипу. В табл. 2 приведены данные по выходу годных ДМОП-транзисторов, проценту брака по уровню пороговых напряжений пор, проценту брака по пробою подзатворного окисла(КЗзи) при измерении ДМОП-транзисторов, изготовленных по предлагаемому способу с различной толщиной слоя нитрида кремния в сравнении со способом-прототипом. 5 10510 1 2008.04.30 В табл. 3 приведены данные по выходу годных ДМОП-транзисторов, проценту брака по уровню пороговых напряжений пор, проценту брака по пробою подзатворного окисла(КЗзи) при измерении перекрытием контактов в межслойном окисле нитридом кремния в сравнении со способом-прототипом. Таблица 1 Результаты измерения ДМОП-транзистора и оценки уровня дефектностиохранных областей для вариантов изготовления по предлагаемому способу и по способу-прототипу Результаты измереОсобенности форми- Уровень дефектности ний ДМОПНомер опыта рования ДМОП-охранных областранзисторов транзистора тей, см-2(Вг/Вг) С травлением защитСпособ-прототип ного окисла толщи 1 8103 ной 0,2 мкм Без травления защит 1 ного окисла толщи 1,85 7102 ной 0,2 мкм- показатель Вг/Вг для каждого варианта определяется как отношение выхода годных ДМОП-транзисторов для данного варианта к выходу годных, полученному для способа-прототипа. Из табл. 1 видно, что предложенный способ изготовления мощного высоковольтного ДМОП-транзистора в сравнении со способом-прототипом позволяет повысить выход годных ДМОП-транзисторов за счет снижения уровня дефектности -охранных областей примерно на порядок путем сохранения пленки защитного окисла. Таблица 2 Результаты измерения ДМОП-транзисторов для вариантов изготовления по предлагаемому способу с различной толщиной пленки нитрида кремния и по способу-прототипу Результаты измерений Величина пеДМОП-транзисторов Пример, рекрытия конПроцент брака способ изготактов Примечание Процент по пробою подтовления нитридом брака по(Вг/Вг) затворного кремния, мкм пор,окисла КЗзи,1 0,05 18,4 38 1,02 - без удаления защит 2 0,07 3,2 23,5 1,79 ного окисла толщи 3 0,12 3,3 24,2 1,85 ной 0,2 мкм 4 0,15 3,2 24,5 1,84 - перекрытие контактов нитридом крем 5 0,17 3,3 23,9 1,83 ния - 1,0 мкм Способ 0 21,5 42,4 1,0 прототип- показатель Вг/Вг для каждого варианта определяется как отношение выхода годных ДМОП-транзисторов для данного варианта к выходу годных, полученному для способа-прототипа. Как видно из данных, приведенных в табл. 2, нанесение дополнительного слоя нитрида кремния толщиной 0,07-0,15 мкм перед созданием металлизации позволяет повысить в 1,79-1,85 раза процент выхода годных изделий, исключить пробой подзатворного окисла 6 10510 1 2008.04.30 по краю затвора и стабилизировать пороговое напряжение пор ДМОП-транзистора, о чем свидетельствует снижение процента брака по пор больше и меньше нормы. Таблица 3 Результаты измерения ДМОП-транзисторов для вариантов изготовления по предлагаемому способу с различными величинами перекрытия контактов в межслойном диэлектрике нитридом кремния и по способу-прототипу Величина Результаты измерений Пример, перекрытия ОсобенноДМОП-транзисторов способ из- контактов сти формиПроцент брака Примечание Процент готовленитридом рования по пробою подбрака по(Вг/Вг) ния кремния, контактов затворного пор,мкм окисла КЗзи,1 0,25 15,5 39 1,12 - без удаления защитного 2 0,5 3,4 26,5 1,8 3 1,0 3,2 25,2 1,85 окисла 0,2 мкм 4 1,5 3,3 24,2 1,83 - толщина нитрида крем 5 1,75 3,2 24,5 1,83 ния 0,12 мкм прототип 21,5 42,4 1,0- показатель Вг/Вг для каждого варианта определяется как отношение выхода годных ДМОП-транзисторов для данного варианта к выходу годных, полученному для способа-прототипа.- - увеличение контактных окон не требуется- требуется увеличение размера контактных окон в межслойном окисле. Как видно из данных, приведенных в табл. 3, оптимальная величина перекрытия контактов в межслойном окисле нитридом кремния составляет 0,5-1,5 мкм. При этом предлагаемый способ изготовления мощного высоковольтного ДМОП-транзистора в сравнении со способом-прототипом позволяет повысить выход годных ДМОП-транзисторов в 1,831,85 раза за счет снижения процента брака по уровню пороговых напряжений пор в 6,56,7 раза, по пробою подзатворного окисла (КЗзи) в 1,6-1,75 раза. Предлагаемый способ изготовления мощного высоковольтного ДМОП-транзистора позволяет решить задачу повышения выхода годных ДМОП-транзисторов в 1,79-1,85 раза,снижения дефектности -охранных областей в 10 раз, исключения пробоя подзатворного окисла по краю затвора и стабилизации порогового напряжения пор ДМОП-транзистора,о чем свидетельствует снижение процента брака по пор в 6,5-6,7 раза и по пробою подзатворного окисла (КЗзи) в 1,6-1,75 раза. Таким образом, предлагаемый способ изготовления мощных высоковольтных ДМОПтранзисторов в сравнении со способом-прототипом позволяет решить задачу повышения выхода годных ДМОП-транзисторов, снижения дефектности -охранных областей, исключения пробоя подзатворного окисла по краю затвора и стабилизации порогового напряжения. Источники информации 1. Патент США 4,974,059, МПК 01 29/78, 1990. 2. Патент Франции 2488733, МПК 01 29/78, 29/06, 1982. 3. Патент РБ 4025, МПК 01 29/78,01 21/331, 29/06 2001. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: H01L 21/02, H01L 29/66
Метки: дмоп, способ, высоковольтного, изготовления, транзистора, мощного
Код ссылки
<a href="https://by.patents.su/9-10510-sposob-izgotovleniya-moshhnogo-vysokovoltnogo-dmop-tranzistora.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления мощного высоковольтного ДМОП – транзистора</a>
Способ изготовления мощного высоковольтного ДМОП-транзистора
Номер патента: 4025
Опубликовано: 30.09.2001
Авторы: Ануфриев Леонид Петрович, Рубцевич Иван Иванович, Алиев Алигаджи Магомедович, Дударчик Анатолий Иванович
МПК: H01L 29/78, H01L 21/331
Метки: мощного, дмоп-транзистора, изготовления, способ, высоковольтного
Текст:
...кремния, формирование канальных областей ионным легированием бором и разгонкой бора, формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, перед нанесением межслойного 2 4025 1 окисла проводят отжиг и окисление -истоковых областей до толщины окисла, составляющей 13 толщины подзатворного окисла. Сопоставительный анализ предполагаемого изобретения с...
Способ изготовления мощного высоковольтного ДМОП-транзистора
Номер патента: 4476
Опубликовано: 30.06.2002
Авторы: Алиев Алигаджи Магомедович, Кречко Михаил Михайлович, Рубцевич Иван Иванович, Ануфриев Леонид Петрович, Дударчик Анатолий Иванович
МПК: H01L 29/78, H01L 21/265
Метки: мощного, дмоп-транзистора, высоковольтного, способ, изготовления
Текст:
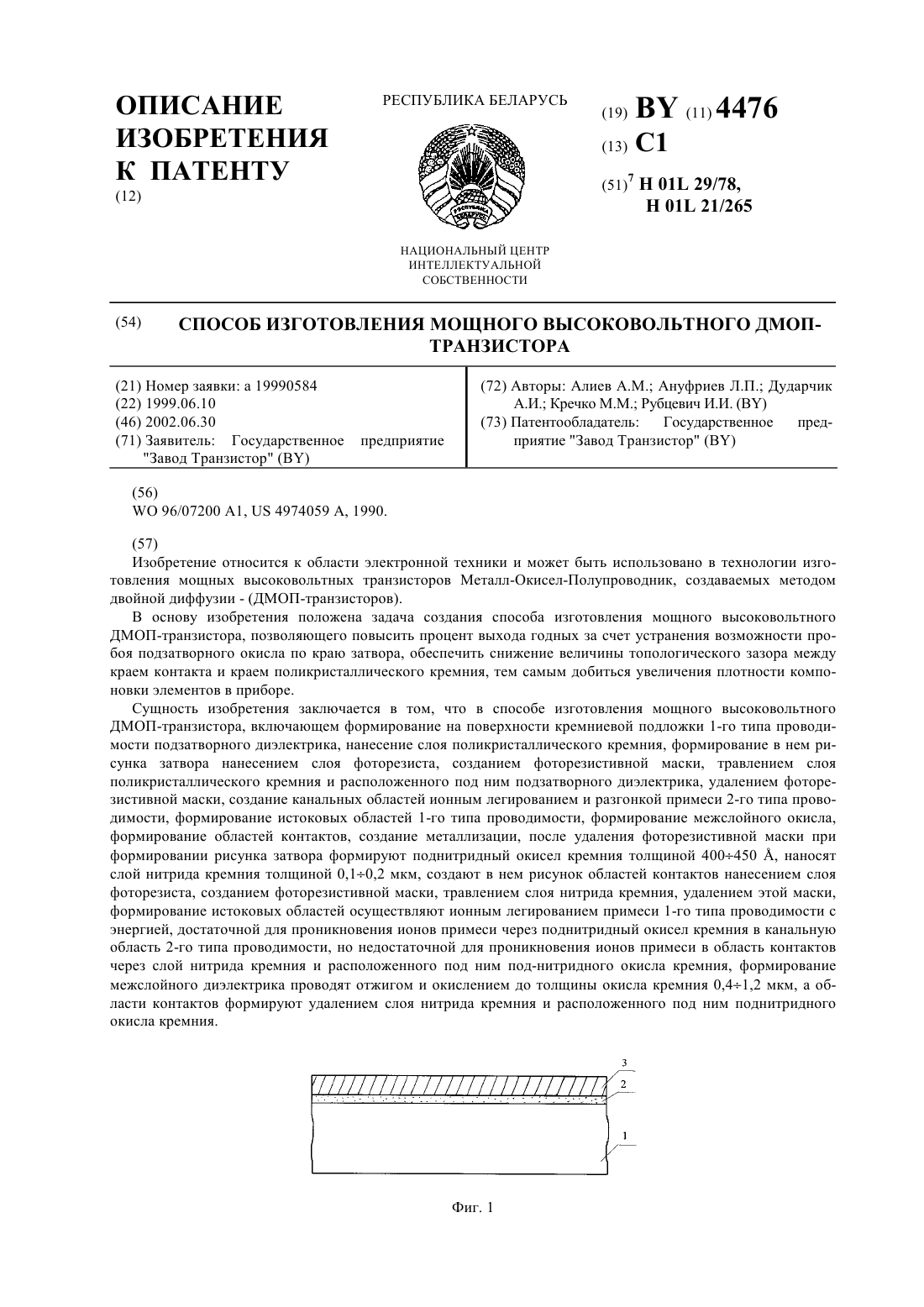
...структуры транзисторной ячейки после формирования на поверхности кремниевой подложки 1-го типа проводимости 1 подзатворного диэлектрика 2, нанесения слоя поликристаллического кремния 3, на фиг. 2 - после формирования в нем рисунка затвора нанесением слоя фоторезиста, созданием фоторезистивной маски, травлением слоя поликристаллического кремния и расположенного под ним подзатворного диэлектрика, удалением фоторезистивной маски,на фиг. 3 -...
Способ изготовления мощного высоковольтного ДМОП-транзистора
Номер патента: 4024
Опубликовано: 30.09.2001
Авторы: Рубцевич Иван Иванович, Алиев Алигаджи Магомедович, Дударчик Анатолий Иванович, Ануфриев Леонид Петрович, Кречко Михаил Михайлович
МПК: H01L 21/425, H01L 29/78
Метки: мощного, способ, дмоп-транзистора, высоковольтного, изготовления
Текст:
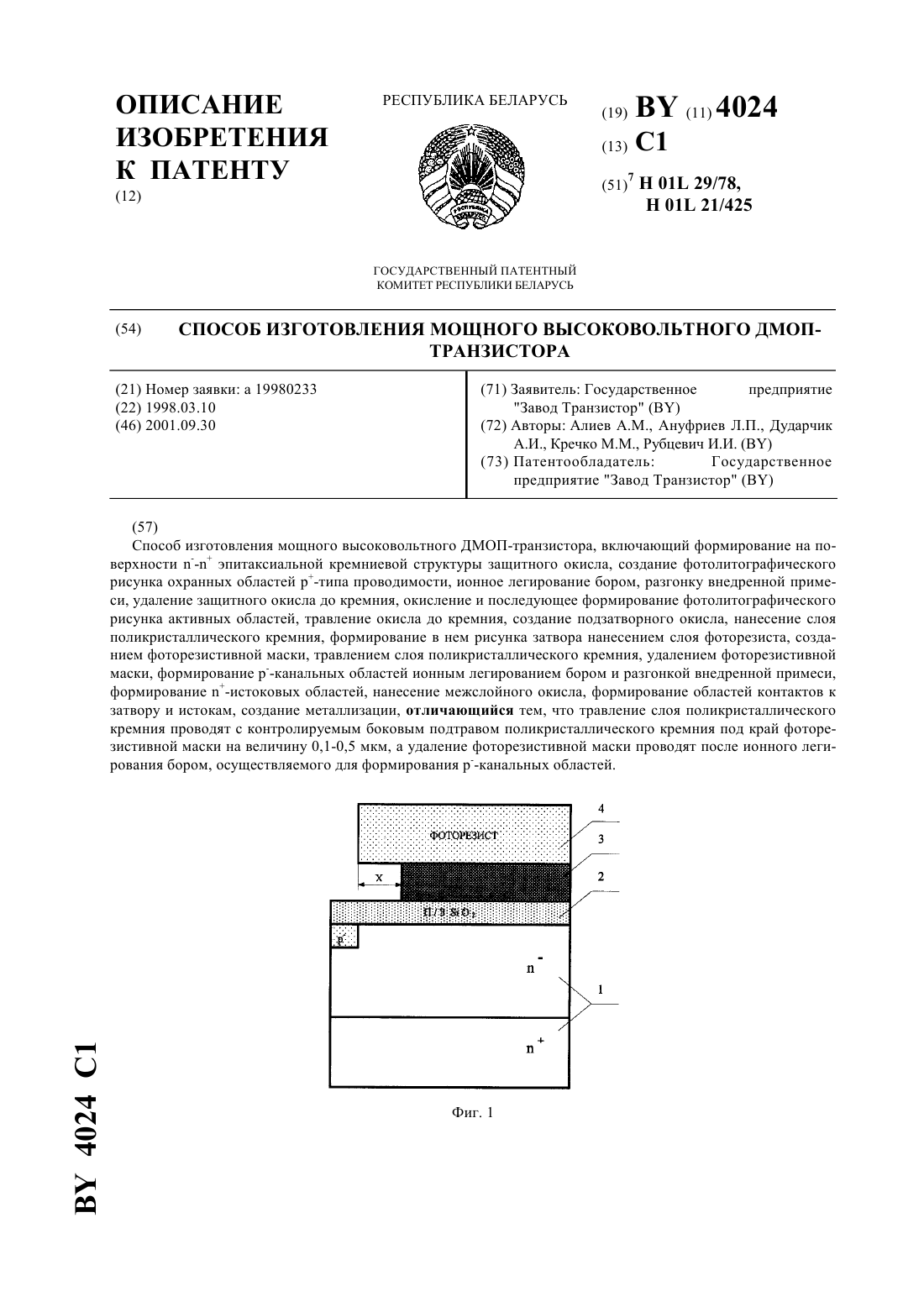
...выигрыша в уменьшении перекрытия затвором р-, -областей при использовании предлагаемого способа изготовления. На фиг. 3 показаны диффузионные профили рканала, -истока рабочей ячейки ДМОП-транзистора в момент после разгонки -истоков при различной величине подтрава поликремния под маску фоторезиста пунктирной - по предлагаемому способу для величины подтрава поликремния Х 0,5 мкм (верхней границы выбранного интервала) штрих-пунктирной - по...
Способ изготовления МДП-транзистора
Номер патента: 973
Опубликовано: 15.12.1995
Авторы: Смаль Игорь Вацлавович, Красницкий Василий Яковлевич, Довнар Николай Александрович
МПК: H01L 21/335
Метки: изготовления, мдп-транзистора, способ
Текст:
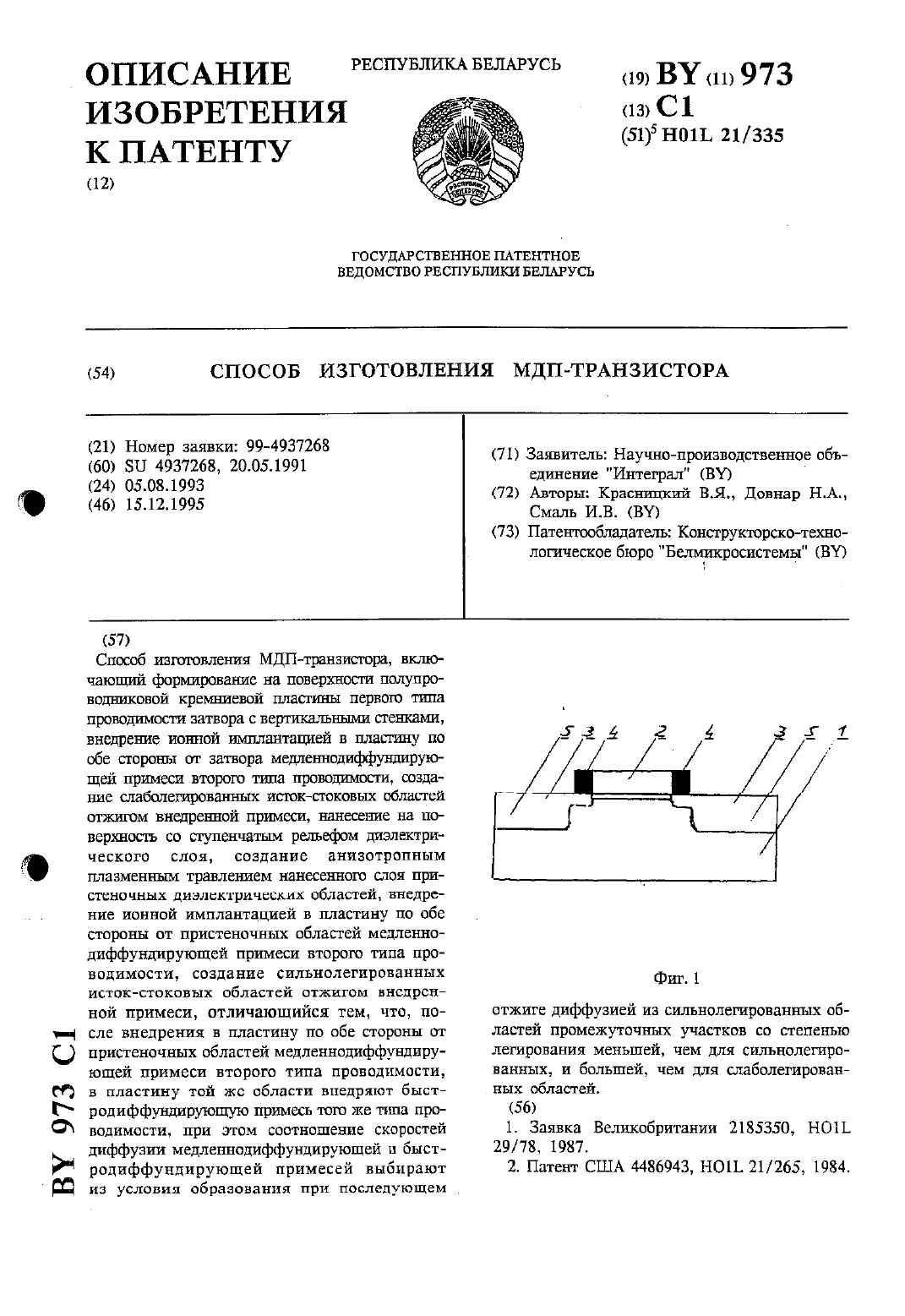
...примеси второго типа проводимости,создание сильнолегированньтх исток-стоковых областей отлил-ом внедрештой примеси, после внедрения в пластину по обе стороны от приставочных областей медленнодиффут-тдирующей примеси второго ттша проводимости, в пластину,в те же области внедряют быстродиффундирующую примесь того же тшта проводимости, и одновременно с созданием сильнолегированньпс исток-стоковых областей диффузией быстродиффундирующей...
Элемент защиты выходного МОП транзистора интегральной схемы от статического электричества

Номер патента: 4988
Опубликовано: 30.03.2003
Авторы: Лемешевская Алла Михайловна, Усов Геннадий Иванович, Емельянов Виктор Андреевич, Пономарь Владимир Николаевич, Шведов Сергей Васильевич, Силин Анатолий Васильевич
МПК: H01L 29/06
Метки: электричества, транзистора, схемы, моп, выходного, элемент, статического, интегральной, защиты
Текст:
...к области коллектора. Элемент защиты выходного МОП транзистора интегральной схемы от воздействия статического электричества содержит биполярный транзистор 1, совмещенный с выходным МОП транзистором, и они выполнены в виде симметричной структуры. Структура элемента защиты содержит области эмиттера 2, коллектора 3 (совмещен со стоком), базового контакта 4. Область истока 5 расположена в центре структуры и ограничена с двух сторон областью...
Предыдущий патент: Способ производства картофельного концентрата
Следующий патент: Способ нанесения металлического покрытия
Случайный патент: Установка для утилизации отработанного газа