Способ изготовления мощного высоковольтного ДМОП-транзистора
Номер патента: 4024
Опубликовано: 30.09.2001
Авторы: Ануфриев Леонид Петрович, Кречко Михаил Михайлович, Рубцевич Иван Иванович, Дударчик Анатолий Иванович, Алиев Алигаджи Магомедович
Текст
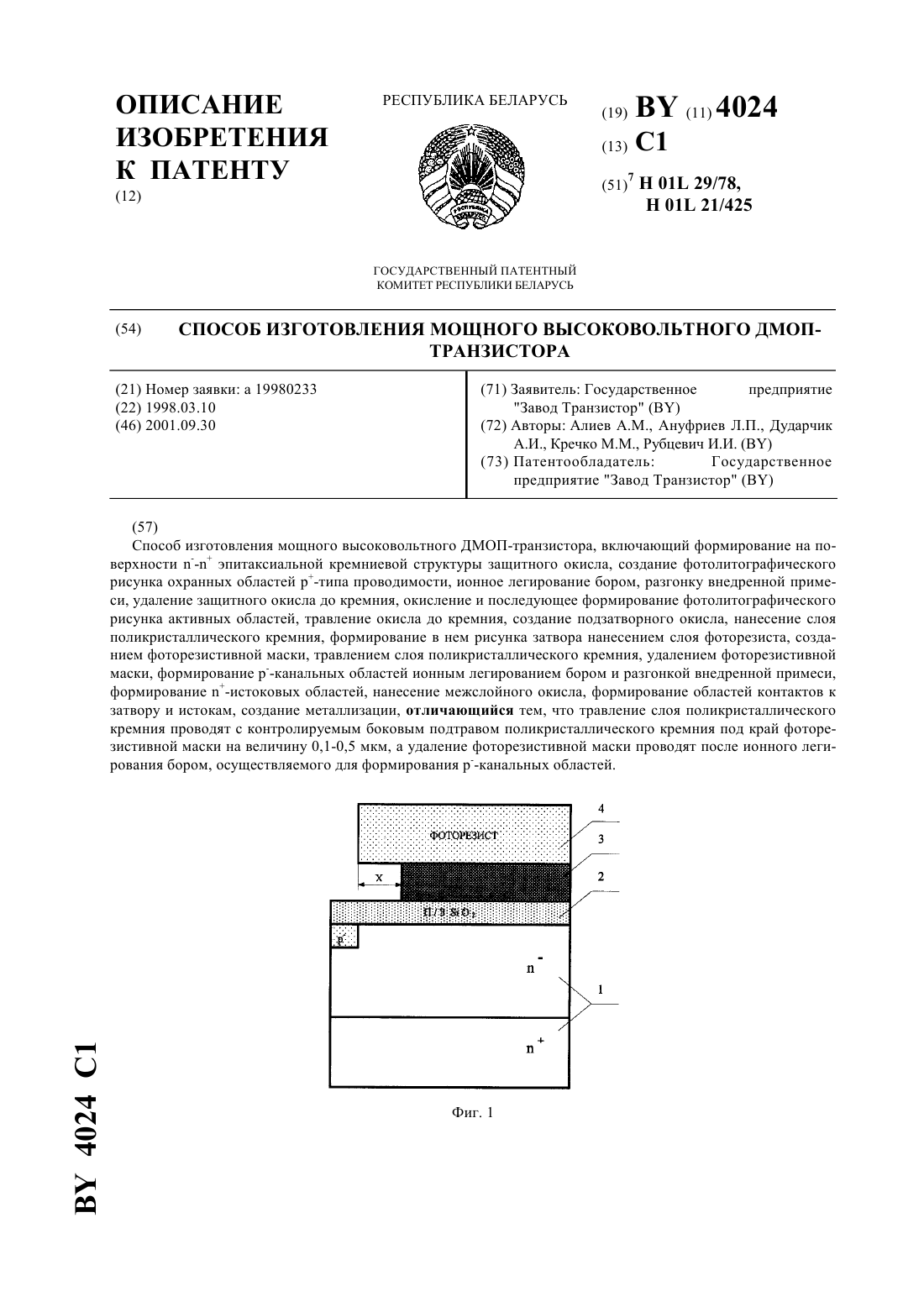
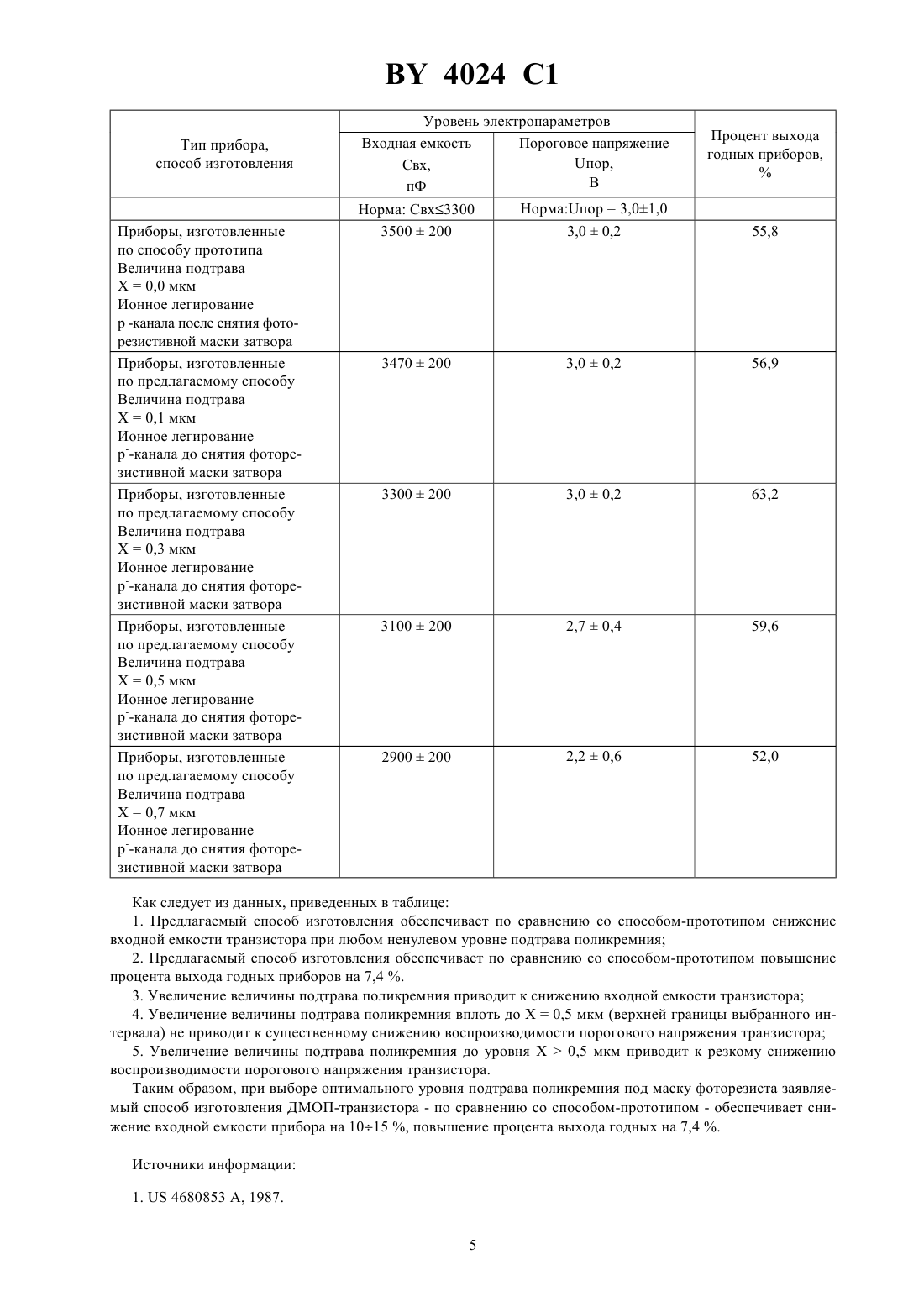
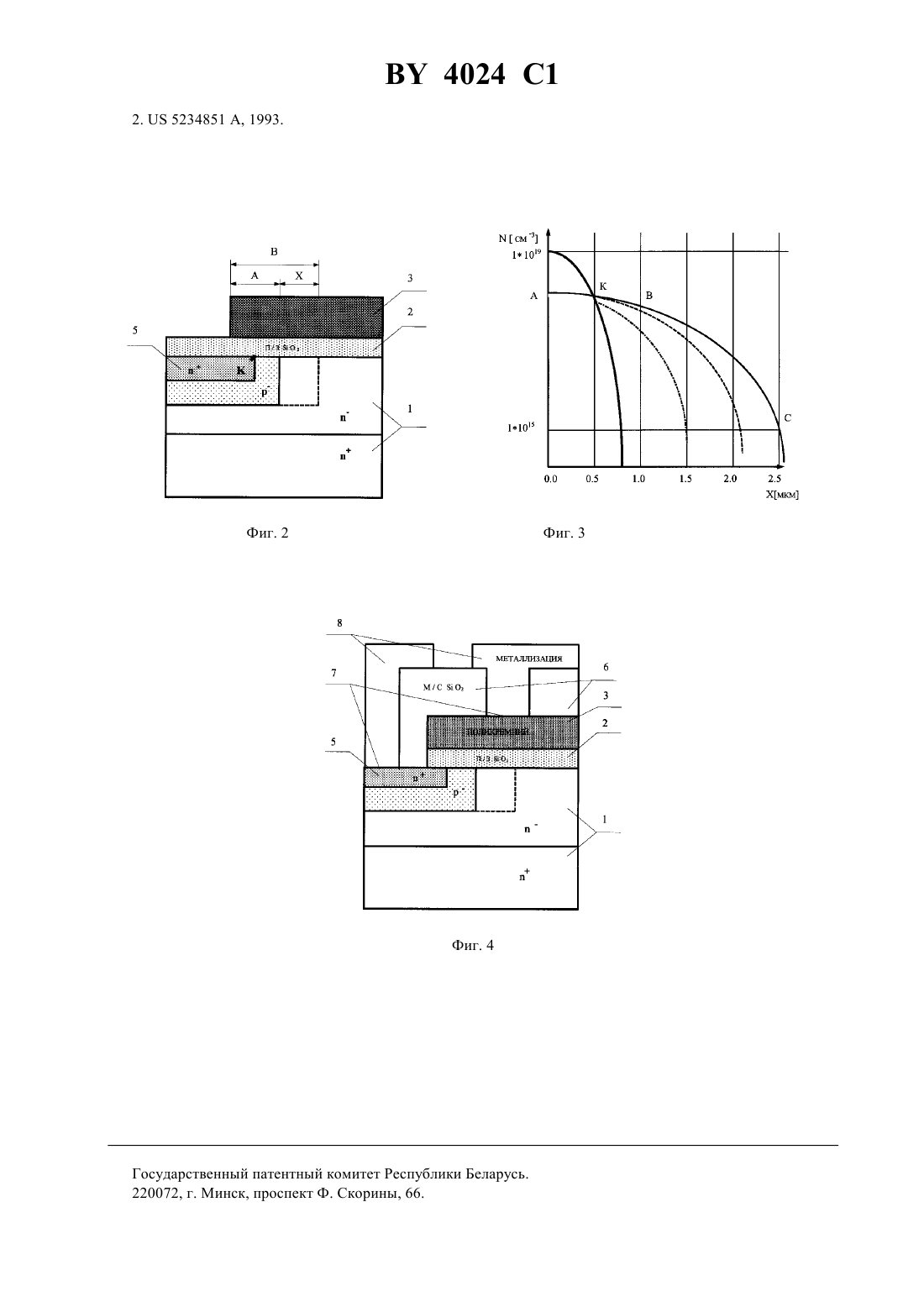
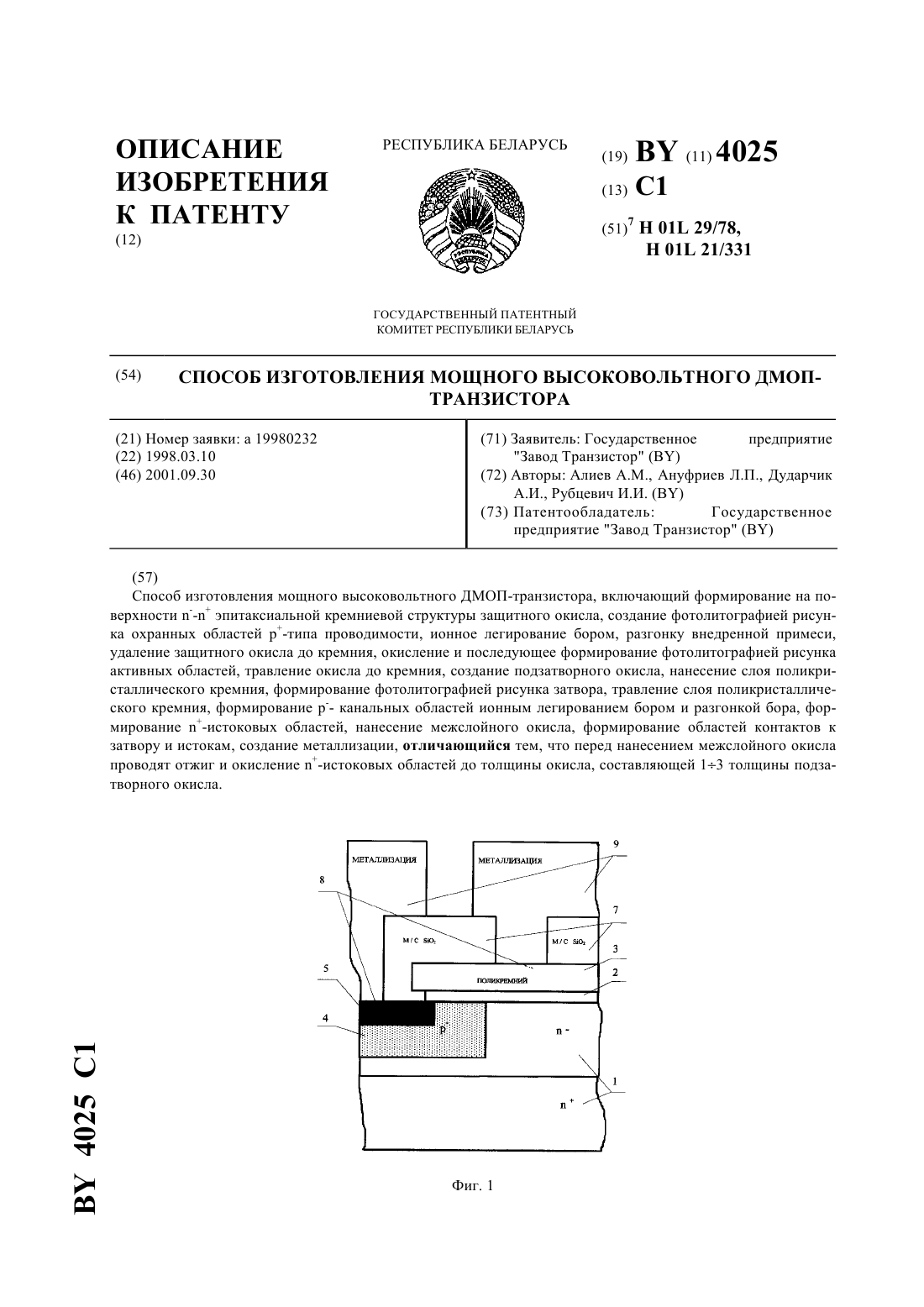
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОГО ВЫСОКОВОЛЬТНОГО ДМОПТРАНЗИСТОРА(71) Заявитель Государственное предприятие Завод Транзистор(73) Патентообладатель Государственное предприятие Завод Транзистор(57) Способ изготовления мощного высоковольтного ДМОП-транзистора, включающий формирование на поверхностиэпитаксиальной кремниевой структуры защитного окисла, создание фотолитографического рисунка охранных областей р-типа проводимости, ионное легирование бором, разгонку внедренной примеси, удаление защитного окисла до кремния, окисление и последующее формирование фотолитографического рисунка активных областей, травление окисла до кремния, создание подзатворного окисла, нанесение слоя поликристаллического кремния, формирование в нем рисунка затвора нанесением слоя фоторезиста, созданием фоторезистивной маски, травлением слоя поликристаллического кремния, удалением фоторезистивной маски, формирование канальных областей ионным легированием бором и разгонкой внедренной примеси,формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, отличающийся тем, что травление слоя поликристаллического кремния проводят с контролируемым боковым подтравом поликристаллического кремния под край фоторезистивной маски на величину 0,1-0,5 мкм, а удаление фоторезистивной маски проводят после ионного легирования бором, осуществляемого для формирования канальных областей. Изобретение относится к области электронной техники, а более конкретно - к технологии производства кристаллов мощных высоковольтных транзисторов Металл-Окисел-Полупроводник, создаваемых методом двойной диффузии (ДМОП-транзисторов), и может быть использовано при изготовлении прибора по технологии ДМОП. Известен способ изготовления мощного высоковольтного ДМОП-транзистора 1, включающий формирование на поверхностиэпитаксиальной кремниевой структуры защитного окисла, создание фотолитографического рисунка областей р-типа проводимости, травление защитного окисла, снятие фоторезиста,ионное легирование бором, разгонку бора, формирование фотолитографического рисунка активных областей, травление защитного окисла, очистку пластин, формирование подзатворного окисла, нанесение слоя поликристаллического кремния, формирование окисного слоя, создание фотолитографического рисунка затвора, травление окисного слоя, снятие фоторезиста, травление слоя поликристаллического кремния,формирование рканальных областей ионным легированием бором и разгонкой внедренной примеси, формирование -истоковых областей, нанесение межслойного окисла, формирование в нем областей контактов к затвору и истокам, создание металлизации. Однако данный способ производства кристалла обладает следующими недостатками в виду того, что снятие фоторезиста на фотолитографии затвор происходит сразу после травления окисла, и травление поликремния проводится по маске окисла, а легирование бором - по маске поликремния, то значительная величина перекрытия затвором рканала вносит существенный вклад во входную емкость прибора, в величину заряда затвор-исток, чем ухудшаются динамические характеристики прибора и снижается процент выхода годных приборов. Наиболее близким техническим решением к предполагаемому изобретению является способ изготовления низкоомного мощного полевого прибора 2, включающий выращивание на поверхностиэпитаксиальной кремниевой подложки слоя окисла, нанесение слоя поликристаллического кремния, формирование на нем рисунка затвора нанесением слоя фоторезиста, созданием фоторезистивной маски, травлением слоя поликристаллического кремния, удалением фоторезистивной маски, формирование рканальных областей ионным легированием бором и разгонкой внедренной примеси, формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации. Данный способ производства кристалла обладает следующими недостатками в виду того, что снятие фоторезиста на фотолитографии затвор происходит непосредственно после травления слоя поликристаллического кремния, а легирование рканала осуществляется по маске поликремния, то значительная величина перекрытия затвором рканала вносит существенный вклад во входную емкость прибора, в величину заряда затвор-исток, чем ухудшаются динамические характеристики прибора и снижается процент выхода годных приборов. В основу изобретения положена задача создания способа изготовления мощного высоковольтного ДМОП-транзистора, позволяющего повысить процент выхода годных приборов за счет снижения входной емкости ДМОП-прибора путем уменьшения перекрытия затвором - области рканала. Сущность изобретения заключается в том, что в способе изготовления мощного высоковольтного ДМОП-транзистора, включающем формирование на поверхностиэпитаксиальной кремниевой структуры защитного окисла, создание фотолитографического рисунка охранных областей р-типа проводимости,ионное легирование бором, разгонку внедренной примеси, удаление защитного окисла до кремния, окисление и последующее формирование фотолитографического рисунка активных областей, травление окисла до кремния, создание подзатворного окисла, нанесение слоя поликристаллического кремния, формирование в нем рисунка затвора нанесением слоя фоторезиста, созданием фоторезистивной маски, травлением слоя поликристаллического кремния, удалением фоторезистивной маски, формирование рканальных областей ионным легированием бором и разгонкой внедренной примеси, формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации,травление слоя поликристаллического кремния проводят с контролируемым боковым подтравом поликристаллического кремния под край фоторезистивной маски на величину 0,10,5 мкм, а удаление фоторезистивной маски проводят после ионного легирования бором, осуществляемого для формирования р-канальных областей. 2 4024 1 Сопоставительный анализ предполагаемого изобретения с прототипом показал, что травление слоя поликристаллического кремния проводят с контролируемым боковым подтравом поликристаллического кремния под край фоторезистивной маски на величину 0,10,5 мкм, а удаление фоторезистивной маски проводят после ионного легирования бором, осуществляемого для формирования рканальных областей. В результате происходит сдвиг профиля распределения рпримеси к краю затвора при неизменном профиле -примеси. При этом точка начала канала смещается по профилю рпримеси в конец пологой области,уменьшаются длина канала транзистора и перекрытие затвором области рканала, а следовательно обеспечивается снижение входной емкости ДМОП-прибора. Сущность изобретения поясняется на фиг. 14. На фиг. 1 изображен фрагмент одной рабочей ячейки ДМОП-транзистора в момент после травления поликристаллического кремния и ионного легирования рпримеси по фоторезистивной маске. Величина Х на фиг. 1 показывает величину подтрава поликремния под фоторезистивную маску. На фиг. 2 показан фрагмент одной рабочей ячейки ДМОП-транзистора в момент после разгонки истоков. Сплошной линией показаны границы диффузионных областей, полученные по предлагаемому способу изготовления при оптимальной величине подтрава поликремния под маску фоторезиста пунктирной по способу прототипа. Точкой К обозначено начало канала ДМОП-транзистора, уровень концентрации в котором определяет величину порогового напряжения транзистора. Размер А - величина перекрытия затвором р-, -областей по предлагаемому способу изготовления. Размер В - величина перекрытия затвором р-, -областей по способу изготовления прототипа. Размер Х - величина выигрыша в уменьшении перекрытия затвором р-, -областей при использовании предлагаемого способа изготовления. На фиг. 3 показаны диффузионные профили рканала, -истока рабочей ячейки ДМОП-транзистора в момент после разгонки -истоков при различной величине подтрава поликремния под маску фоторезиста пунктирной - по предлагаемому способу для величины подтрава поликремния Х 0,5 мкм (верхней границы выбранного интервала) штрих-пунктирной - по предлагаемому способу для величины подтрава Х 0,7 мкм, выходящей за верхнюю границу выбранного интервала сплошной - по способу прототипа (0,0 мкм). Точкой К обозначено начало канала ДМОП-транзистора, уровень концентрации в котором определяет величину порогового напряжения транзистора. АВ - пологая область распределения Рпримеси ВС - область высокого градиента концентрации Р-. На фиг. 4 показан фрагмент одной рабочей ячейки ДМОП-транзистора после создания металлизации. Предлагаемый способ включает в себя следующую последовательность операций формирование на поверхностиэпитаксиальной кремниевой структуры 1 защитного окисла, создание фотолитографического рисунка охранных областей р-типа проводимости, ионное легирование бором, разгонку внедренной примеси, удаление защитного окисла до кремния, окисление и последующее формирование фотолитографического рисунка активных областей, травление окисла до кремния, создание подзатворного окисла 2, нанесение слоя поликристаллического кремния 3, формирование в нем рисунка затвора нанесением слоя фоторезиста, созданием фоторезистивной маски 4, травлением слоя поликристаллического кремния с контролируемым боковым подтравом поликристаллического кремния под край фоторезистивной маски на величину 0,10,5 мкм, ионное легирование бором, удаление фоторезистивной маски, разгонку внедренной примеси, формирование -истоковых областей 5, нанесение межслойного окисла 6, формирование областей контактов к затвору и истокам 7, создание металлизации 8. При травлении слоя поликремния достигается подтрав под край фоторезистивной маски Х 0,10,5 мкм,в результате чего после ионного легирования бором получается зазор Х между краем легированной бором области и краем поликремниевого затвора (см. фиг. 1). После снятия фоторезистивной маски затвора, разгонки рканала и создания обычным способом истоков получается структура, представленная на фиг. 2, характеризующаяся тем, что по сравнению со структурой, полученной способом прототипа, величина перекрытия затвором области канала уменьшена на величину Х (см. фиг. 1, 2). Величина подтрава края поликремниевого затвора под край фоторезиста регулируется в зависимости от типа изделия в пределах 0,10,5 мкм, верхняя граница величины затрава ограничена из соображений воспроизводимого получения порогового напряжения ДМОП-транзистора, а нижняя определяется точностью измерения величины подтрава. Как следует из фиг. 3, профиль распределения рпримеси имеет начальный пологий участок протяженностью порядка 1 мкм, переходящий в участок высокого градиента концентрации. Приблизительно половина пологого участка профиля распределения рпримеси поглощается -истоком, поэтому вправо от точки на 3 4024 1 чала канала (точка К на фиг. 2, 3) имеется пологий участок профиля рканала протяженностью порядка 0,5 мкм. Уровень концентрации рпримеси в точке начала канала (точка К на фиг. 2, 3) непосредственно определяет величину порогового напряжения ДМОП-транзистора. Наличие подтраваполикремниевого затвора под маску фоторезиста приводит к сдвигу профиля распределения рпримеси влево на величину Х при неизменном профиле -примеси. При этом точка начала канала (точка К на фиг. 2, 3) смещается по профилю рпримеси при Х 0,5 мкм (верхняя граница выбранного интервала) - в конец пологой области, при Х 0,5 мкм -на участок высокого градиента рпримеси. При попадании точки начала канала на участок высокого градиента рпримеси резко снижается воспроизводимость порогового напряжения ДМОП-транзистора. Как видно из фиг. 2, в структуре, изготовленной предлагаемым способом, по сравнению со структурой,полученной по способу прототипа, величина перекрытия затвором области канала уменьшена на величину Х(см. фиг. 1, 2), и следовательно уменьшена входная емкость прибора, поскольку величина перекрытия затвором рканала вносит существенный вклад во входную емкость, что в итоге приводит к повышению процента выхода годных приборов. Пример конкретного выполнения На поверхностиэпитаксиальной структуры типономинала 9 КЭФ 0.7 ориентации 100 формировали защитный окисел толщиной 0,2 мкм, фотолитографическим методом создавали рисунок областей р-типа проводимости, проводили ионное легирование бором дозой Д 400 мкКл/см 2 и разгонку внедренной примеси при температуре Т 1150 С в течение времени 90 минут в среде азота, снимали окисел до кремния и проводили окисление до толщины 0,6 мкм при температуре Т 1000 С в среде влажного кислорода,фотолитографией создавали рисунок активных областей, травили окисел до кремния, выращивали подзатворный окисел толщиной 800 А, наносили слой поликристаллического кремния толщиной 0,6 мкм, наносили слой фоторезиста, создавали фотолитографический рисунок затвора, проводили травление слоя поликристаллического кремния с контролируемым боковым подтравом поликремния под край фоторезистивной маски на величину 0,10,7 мкм, осуществляли ионное легирование бором дозой Д 6,0 мкКл/см 2, энергией Е 60 КЭВ, проводили снятие фоторезистивной маски затвора, разгоняли внедренную примесь при температуре Т 1150 С в течение 90 минут в среде азота, получали глубину -2,5 мкм, проводили утонение подзатворного окисла до толщины 500 А, формировали -истоковые области глубиной 0,5 мкм, наносили слой межслойного окисла толщиной 1,8 мкм, формировали области контактов к затвору и истокам, создавали металлизацию. После окончательного формирования структуры приборов был проведен замер их электропараметров,результаты которого приведены в таблице. Замер входной емкости приборов осуществлялся на установке Е 7-12, порогового напряжения - на приборе ПНХТ Л 2-56. Приборы, изготовленные по способу прототипа Величина подтрава Х 0,0 мкм Ионное легирование рканала после снятия фоторезистивной маски затвора Приборы, изготовленные по предлагаемому способу Величина подтрава Х 0,1 мкм Ионное легирование рканала до снятия фоторезистивной маски затвора Приборы, изготовленные по предлагаемому способу Величина подтрава Х 0,3 мкм Ионное легирование рканала до снятия фоторезистивной маски затвора Приборы, изготовленные по предлагаемому способу Величина подтрава Х 0,5 мкм Ионное легирование рканала до снятия фоторезистивной маски затвора Приборы, изготовленные по предлагаемому способу Величина подтрава Х 0,7 мкм Ионное легирование рканала до снятия фоторезистивной маски затвора Уровень электропараметров Входная емкость Пороговое напряжение п,Свх,В пФ Нормап 3,01,0 Норма Свх 3300 3500200 3,00,2 Процент выхода годных приборов,Как следует из данных, приведенных в таблице 1. Предлагаемый способ изготовления обеспечивает по сравнению со способом-прототипом снижение входной емкости транзистора при любом ненулевом уровне подтрава поликремния 2. Предлагаемый способ изготовления обеспечивает по сравнению со способом-прототипом повышение процента выхода годных приборов на 7,4 . 3. Увеличение величины подтрава поликремния приводит к снижению входной емкости транзистора 4. Увеличение величины подтрава поликремния вплоть до Х 0,5 мкм (верхней границы выбранного интервала) не приводит к существенному снижению воспроизводимости порогового напряжения транзистора 5. Увеличение величины подтрава поликремния до уровня Х 0,5 мкм приводит к резкому снижению воспроизводимости порогового напряжения транзистора. Таким образом, при выборе оптимального уровня подтрава поликремния под маску фоторезиста заявляемый способ изготовления ДМОП-транзистора - по сравнению со способом-прототипом - обеспечивает снижение входной емкости прибора на 1015 , повышение процента выхода годных на 7,4 . Источники информации 1.4680853 А, 1987. 5 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 6
МПК / Метки
МПК: H01L 21/425, H01L 29/78
Метки: способ, дмоп-транзистора, мощного, высоковольтного, изготовления
Код ссылки
<a href="https://by.patents.su/6-4024-sposob-izgotovleniya-moshhnogo-vysokovoltnogo-dmop-tranzistora.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления мощного высоковольтного ДМОП-транзистора</a>
Способ изготовления мощного высоковольтного ДМОП-транзистора
Номер патента: 4025
Опубликовано: 30.09.2001
Авторы: Ануфриев Леонид Петрович, Рубцевич Иван Иванович, Алиев Алигаджи Магомедович, Дударчик Анатолий Иванович
МПК: H01L 21/331, H01L 29/78
Метки: изготовления, способ, дмоп-транзистора, высоковольтного, мощного
Текст:
...кремния, формирование канальных областей ионным легированием бором и разгонкой бора, формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, перед нанесением межслойного 2 4025 1 окисла проводят отжиг и окисление -истоковых областей до толщины окисла, составляющей 13 толщины подзатворного окисла. Сопоставительный анализ предполагаемого изобретения с...
Способ изготовления МДП-транзистора
Номер патента: 973
Опубликовано: 15.12.1995
Авторы: Довнар Николай Александрович, Красницкий Василий Яковлевич, Смаль Игорь Вацлавович
МПК: H01L 21/335
Метки: способ, изготовления, мдп-транзистора
Текст:
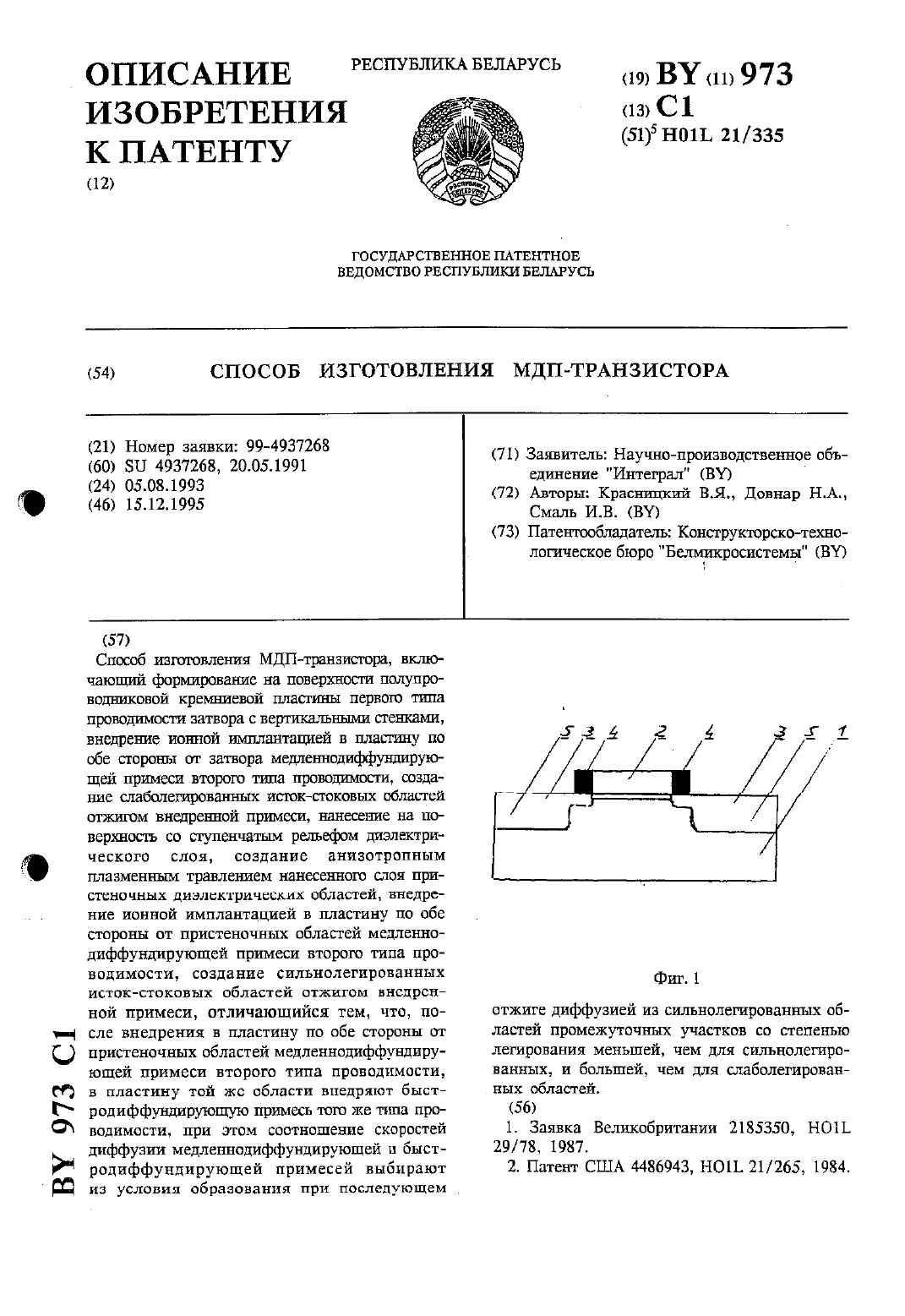
...примеси второго типа проводимости,создание сильнолегированньтх исток-стоковых областей отлил-ом внедрештой примеси, после внедрения в пластину по обе стороны от приставочных областей медленнодиффут-тдирующей примеси второго ттша проводимости, в пластину,в те же области внедряют быстродиффундирующую примесь того же тшта проводимости, и одновременно с созданием сильнолегированньпс исток-стоковых областей диффузией быстродиффундирующей...
Способ включения полевого транзистора с управляющим р-n переходом
Номер патента: 1267
Опубликовано: 16.09.1996
Авторы: Володкевич А. А., Дворников О. В., Просандеев Д. Е.
МПК: H01L 29/80
Метки: способ, переходом, транзистора, полевого, управляющим, включения
Текст:
...смещения, прилагаемую к истоку,выбирают из условия обеспечения смещения перехода затвореисток в прямом направлении при удовлетворении соотношения абсолютных значешай падений напряжения на переходах затворсток и затвор-исток условиюАПЗШАПЗС - падение напряжения на переходах затвор-исток, затвор-сток по абсолютной величине, Вш - безразмерный фактор, характеризующий отклонение вольтамперных характеристик от идеальной, 0,5 ш 2,5Изобретение...
Способ изготовления горизонтальных р-п-р транзисторов для интегральных схем
Номер патента: 2336
Опубликовано: 30.09.1998
Авторы: Балбуцкий Сергей Васильевич, Сасновский Владимир Арестархович, Чаусов Виктор Николаевич, Гайдук Сергей Иванович
МПК: H01L 21/265
Метки: интегральных, способ, схем, р-п-р, горизонтальных, изготовления, транзисторов
Текст:
...и пленки двуокиси кремния СУМР ной толщиойсО 3 мкм. Методом ФОТОлитографии и травления пленки и слоя двуокиси кремния вскрыаются контактные отверстия к областям итеГР 8 ПЬ Ной схемы. Методом фотолитографии формируютфотореэнстнвную маску С Отверстием над областью контакта К КОЛ лектору прптранэистора. СЛУЖЗЩЕГО одновременно контактом к базовой Об 50ппантацией ионов фосфора с ЗНЕРГНЭЙ 30 кэВ и поверхностной концентрациейконтакта области базы...
Способ изготовления КМОП-структур
Номер патента: 235
Опубликовано: 30.12.1994
Авторы: Саньков И. В., Сидоренко Е. Б., Нагорный А. А., Плащинский Г. И.
МПК: H01L 21/336
Метки: изготовления, способ, кмоп-структур
Текст:
...ворах с последующей промывкой в деион 12 3 атвдра 7 ннзованной воде и сушкой подложкиП Р И Н В Р 1 После форМнроВа центрифугированием,.формровали поддня 5 накасдВмещенд прдйздодидир т затворный диэлектрик методом термихимнчесКУю обработку подложки после 20 екг Окисденин подложки ПРИ 1 О 00 бС довательно в перекисно-серпом и пе В течение 15 Мин В атмосфере ВдаЖ рекнснотамачном растворах с после- нгкНСлрда ТлщиНй 0512 МКМ- ПРИ дующей промышкой...
Предыдущий патент: Способ изготовления мощного высоковольтного ДМОП-транзистора
Следующий патент: Способ пластики ушной раковины
Случайный патент: Способ электролитно-плазменного полирования металлического изделия