Способ изготовления системы металлизации полупроводникового прибора
Номер патента: 10921
Опубликовано: 30.08.2008
Авторы: Емельянов Антон Викторович, Емельянов Виктор Андреевич, Сенько Сергей Федорович, Портнов Лев Яковлевич
Текст
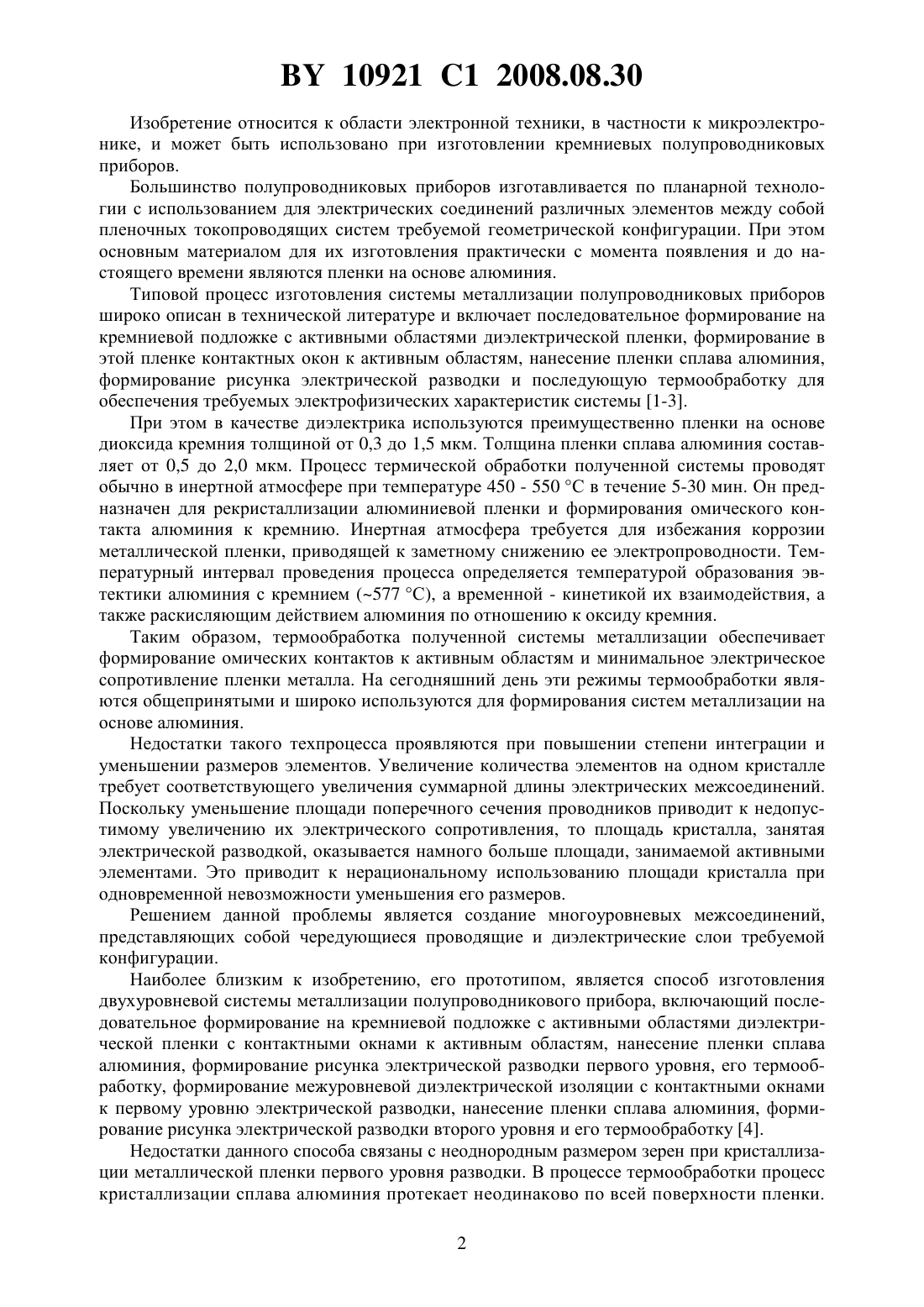
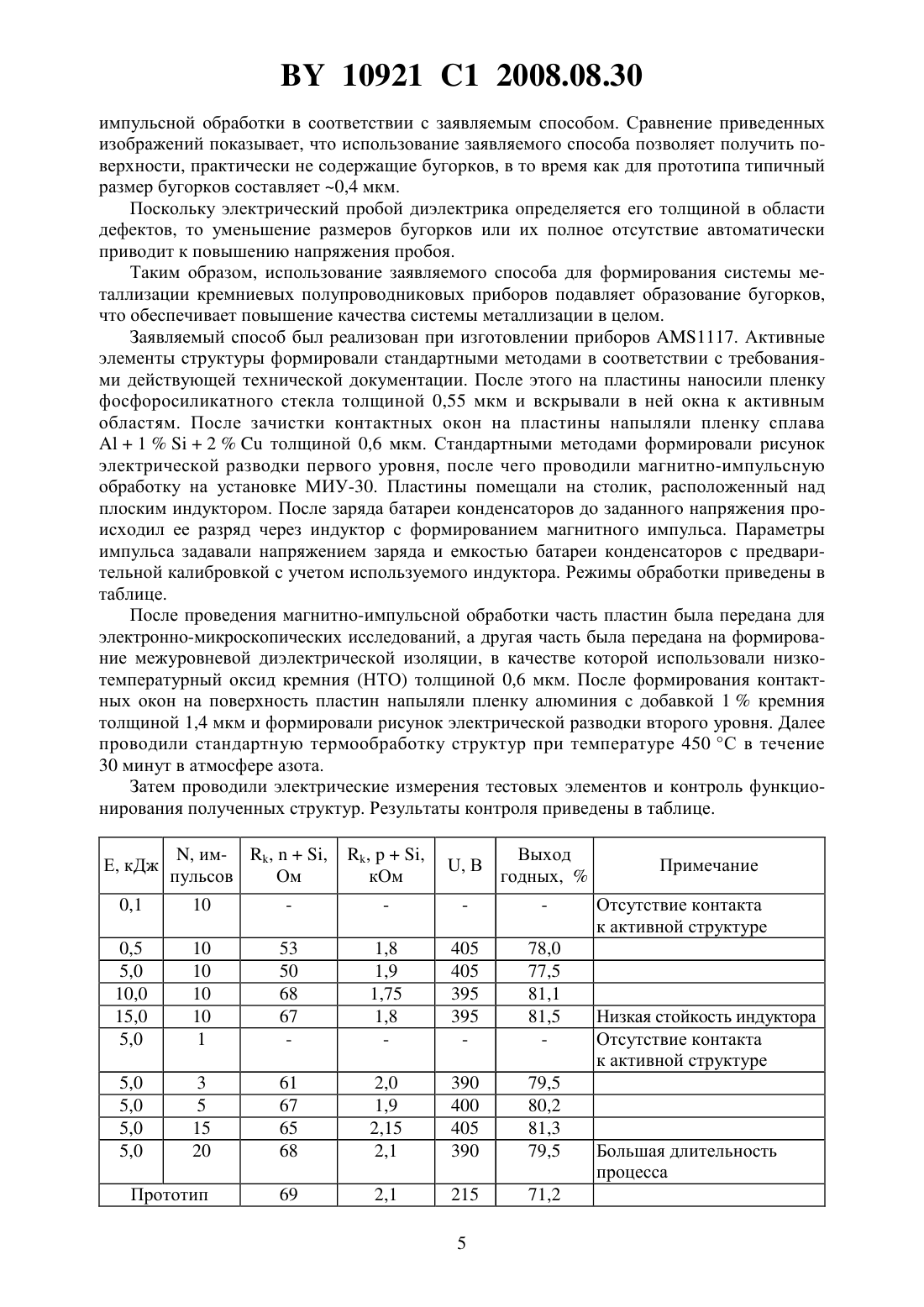
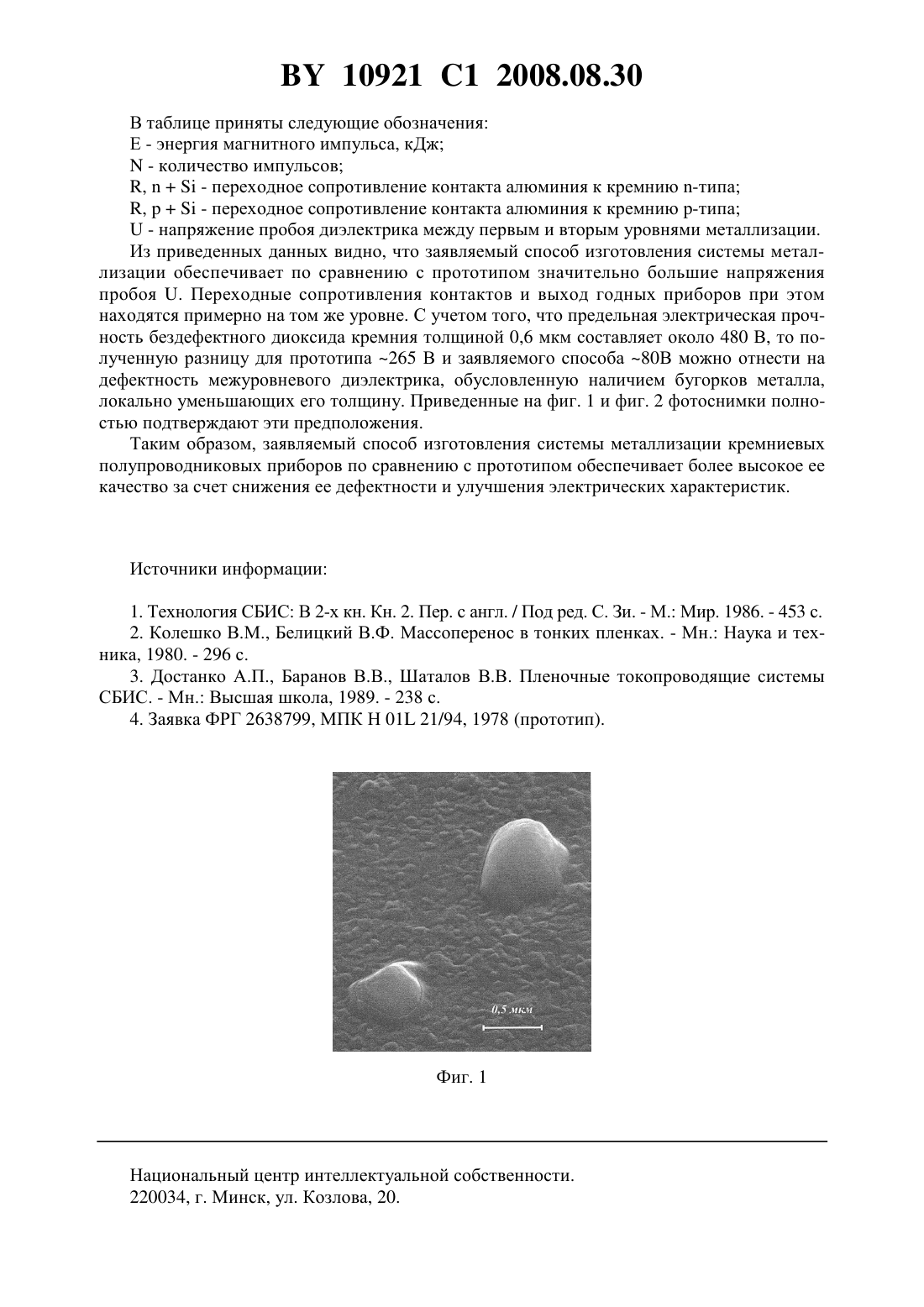
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ МЕТАЛЛИЗАЦИИ ПОЛУПРОВОДНИКОВОГО ПРИБОРА(71) Заявитель Производственное республиканское унитарное предприятие Завод полупроводниковых приборов(72) Авторы Емельянов Виктор Андреевич Емельянов Антон Викторович Сенько Сергей Федорович Портнов Лев Яковлевич(73) Патентообладатель Производственное республиканское унитарное предприятие Завод полупроводниковых приборов(57) Способ изготовления системы металлизации полупроводникового прибора, включающий последовательное формирование на кремниевой подложке с активными областями диэлектрической пленки с контактными окнами к активным областям, нанесение пленки сплава алюминия, формирование рисунка электрической разводки первого уровня, его обработку, формирование межуровневой диэлектрической изоляции с контактными окнами к первому уровню электрической разводки, нанесение пленки сплава алюминия, формирование рисунка электрической разводки второго уровня и его термообработку для получения требуемой кристаллической структуры, отличающийся тем, что обработку первого уровня электрической разводки проводят путем трехкратного - пятнадцатикратного воздействия импульсами магнитного поля энергией 0,5-10 кДж каждый. 10921 1 2008.08.30 Изобретение относится к области электронной техники, в частности к микроэлектронике, и может быть использовано при изготовлении кремниевых полупроводниковых приборов. Большинство полупроводниковых приборов изготавливается по планарной технологии с использованием для электрических соединений различных элементов между собой пленочных токопроводящих систем требуемой геометрической конфигурации. При этом основным материалом для их изготовления практически с момента появления и до настоящего времени являются пленки на основе алюминия. Типовой процесс изготовления системы металлизации полупроводниковых приборов широко описан в технической литературе и включает последовательное формирование на кремниевой подложке с активными областями диэлектрической пленки, формирование в этой пленке контактных окон к активным областям, нанесение пленки сплава алюминия,формирование рисунка электрической разводки и последующую термообработку для обеспечения требуемых электрофизических характеристик системы 1-3. При этом в качестве диэлектрика используются преимущественно пленки на основе диоксида кремния толщиной от 0,3 до 1,5 мкм. Толщина пленки сплава алюминия составляет от 0,5 до 2,0 мкм. Процесс термической обработки полученной системы проводят обычно в инертной атмосфере при температуре 450 - 550 С в течение 5-30 мин. Он предназначен для рекристаллизации алюминиевой пленки и формирования омического контакта алюминия к кремнию. Инертная атмосфера требуется для избежания коррозии металлической пленки, приводящей к заметному снижению ее электропроводности. Температурный интервал проведения процесса определяется температурой образования эвтектики алюминия с кремнием (577 С), а временной - кинетикой их взаимодействия, а также раскисляющим действием алюминия по отношению к оксиду кремния. Таким образом, термообработка полученной системы металлизации обеспечивает формирование омических контактов к активным областям и минимальное электрическое сопротивление пленки металла. На сегодняшний день эти режимы термообработки являются общепринятыми и широко используются для формирования систем металлизации на основе алюминия. Недостатки такого техпроцесса проявляются при повышении степени интеграции и уменьшении размеров элементов. Увеличение количества элементов на одном кристалле требует соответствующего увеличения суммарной длины электрических межсоединений. Поскольку уменьшение площади поперечного сечения проводников приводит к недопустимому увеличению их электрического сопротивления, то площадь кристалла, занятая электрической разводкой, оказывается намного больше площади, занимаемой активными элементами. Это приводит к нерациональному использованию площади кристалла при одновременной невозможности уменьшения его размеров. Решением данной проблемы является создание многоуровневых межсоединений,представляющих собой чередующиеся проводящие и диэлектрические слои требуемой конфигурации. Наиболее близким к изобретению, его прототипом, является способ изготовления двухуровневой системы металлизации полупроводникового прибора, включающий последовательное формирование на кремниевой подложке с активными областями диэлектрической пленки с контактными окнами к активным областям, нанесение пленки сплава алюминия, формирование рисунка электрической разводки первого уровня, его термообработку, формирование межуровневой диэлектрической изоляции с контактными окнами к первому уровню электрической разводки, нанесение пленки сплава алюминия, формирование рисунка электрической разводки второго уровня и его термообработку 4. Недостатки данного способа связаны с неоднородным размером зерен при кристаллизации металлической пленки первого уровня разводки. В процессе термообработки процесс кристаллизации сплава алюминия протекает неодинаково по всей поверхности пленки. 2 10921 1 2008.08.30 На одних участках он протекает без заметного изменения толщины пленки, а на других - с образованием бугорков, представляющих собой зерна аномально большого размера. Типичная высота таких бугорков составляет 0,2-0,5 мкм, но может достигать более 1 мкм, а плотность - более 108 см-2. При использовании одноуровневой разводки такие дефекты практически не оказывают влияния на характеристики изготавливаемых структур, поскольку растут преимущественно вверх. При контроле поверхности пленки металла в оптическом микроскопе такие дефекты видны как темные точки, получившие название точек вжигания металлизации,поскольку появляются после термообработки. При использовании же многоуровневой металлизации их рост приводит к возникновению дефектов последующих слоев и браку изготавливаемых приборов. При нанесении на такую поверхность пленки межуровневого диэлектрика в местах расположения бугорков ее толщина оказывается меньше, что влечет за собой ухудшение ее диэлектрических свойств, в частности, снижение напряжения пробоя между различными уровнями металлизации и появление проколов, приводящих к короткому замыканию между дорожками металлизации различных уровней. Данная проблема известна давно. Для ее решения используют более низкие толщины металла и низкие температуры (например, 350 С) обработки, а также сплавы сложных составов 3. Однако такие технологические приемы не в полной мере решают данную проблему, поскольку не устраняют причину различной скорости роста зерен металла при его термообработке на различных участках пленки. Кроме того, малая толщина пленок для получения требуемой электропроводности дорожек межсоединений требует увеличения их ширины, что опять таки влечет нерациональное использование площади кристалла. Низкие температуры термообработки не всегда позволяют получить омические контакты приемлемого качества, поскольку с уменьшением площади контакта усложняется процесс его зачистки перед нанесением пленки металла. Толщина оксидной пленки в контактах малой площади оказывается выше, а низкие температуры не обеспечивают полного раскисления этой пленки алюминием. Использование сплавов сложных составов или многослойных пленок приводит к значительному усложнению процесса и возникновению побочных эффектов, влекущих новые проблемы. Таким образом, недостатком прототипа является относительно низкое качество получаемой системы металлизации из-за низкого напряжения пробоя межуровневой изоляции,вызванного дефектами металлической пленки первого уровня. Задачей заявляемого изобретения является повышение качества получаемой системы металлизации за счет снижения ее дефектности и улучшения электрических характеристик. Поставленная задача решается тем, что в способе изготовления системы металлизации полупроводникового прибора, включающем последовательное формирование на кремниевой подложке с активными областями диэлектрической пленки с контактными окнами к активным областям, нанесение пленки сплава алюминия, формирование рисунка электрической разводки первого уровня, его обработку, формирование межуровневой диэлектрической изоляции с контактными окнами к первому уровню электрической разводки,нанесение пленки сплава алюминия, формирование рисунка электрической разводки второго уровня и его термообработку для получения требуемой кристаллической структуры,обработку первого уровня электрической разводки проводят путем трехкратного - пятнадцатикратного воздействия импульсами магнитного поля энергией 0,5-10 кДж каждый. Сущность заявляемого технического решения заключается в селективном высокоэнергетическом воздействии на металлическую пленку при магнитно-импульсной обработке,что приводит к ее быстрой рекристаллизации без возникновения дефектов. Импульсное магнитное поле, взаимодействуя с полупроводниковой структурой, обусловливает возникновение в ней вихревых токов. Плотность индуцируемого тока зависит от проводимости материала структуры. Кремний является полупроводником и обладает высоким электрическим сопротивлением. Материал металлизации, представляющий собой 3 10921 1 2008.08.30 сплав на основе алюминия, характеризуется низким электрическим сопротивлением. При прохождении импульса электрического тока через проводящий материал происходит повышение его температуры за счет джоулева разогрева. Т.к. сила индуцированного тока в объеме кремниевой пластины сравнительно мала, наблюдается разогрев только металлической пленки. Кроме того, за счет скин-эффекта, характерного для подобных импульсных воздействий, большинство носителей заряда оттесняется в поверхностную область структуры, где находятся активные элементы и формируемая система металлизации. Таким образом, использование импульсного магнитного поля приводит к локальному разогреву во всей полупроводниковой структуре только металлической пленки, т.е. воздействует на нее селективно. Скин-эффект усиливает селективность воздействия магнитного поля на металлическую пленку. Высокая энергия импульсов и локальный разогрев металлической пленки приводят к ее быстрой кристаллизации и формированию омических контактов за счет последовательного межфазного взаимодействия алюминия сначала с собственным оксидом кремния, а затем с кремнием. Малая длительность импульсов при этом также предупреждает возникновение ямок травления в контактных окнах - контакт получается мелкозалегающим, что особенно важно для приборов с малыми размерами активных элементов. Малая длительность процесса обработки обеспечивает получение плотных и мелкозернистых металлических пленок, т.к. вихревые токи в металлической пленке приводят к возникновению множества центров кристаллизации. Кроме того, это практически полностью подавляет образование бугорков на поверхности металла, т.к. за время обработки они просто не успевают вырасти. Локальный разогрев металлической пленки компенсируется быстрым ее охлаждением за счет поглощения выделяемого тепла относительно холодной кремниевой пластиной. Экспериментально установлено, что формирование омических контактов металла к активным областям при магнитно-импульсной обработке достигается при использовании импульсов с энергией 0,5-10 кДж после 3-15 кратного воздействия. Использование меньших энергий импульсов, например 0,1 кДж, не позволяет получить требуемый эффект ввиду слабого разогрева пленки. Использование энергий более 10 кДж приводит к возникновению побочных эффектов, значительно усложняющих процесс. Так, например, при энергии 15 кДж стойкость индуктора для получения импульсов составляет всего 10-20 импульсов, после чего требуется его замена на новый, т.к. ремонту он не подлежит из-за полного разрушения. Это значительно повышает себестоимость процесса. При использовании заявляемого интервала энергии стойкость индукторов достигает несколько сотен импульсов. Использование 3-15 кратной обработки продиктовано, с одной стороны, суммарными энергетическими затратами, необходимыми для проведения полной рекристаллизации пленки. А с другой - постадийным формированием омических контактов. На первой стадии, как отмечалось выше, происходит взаимодействие алюминия с остатками оксида кремния в контактных окнах с его раскислением. Индуцируемые термические напряжения,определяемые разностью температуры металлической пленки и кремниевой подложки,значительно повышают скорость формирования контактов. Экспериментально установлено, что использование трех импульсов магнитного поля при зачистке контактных окон в соответствии с требованиями действующей технической документацией является достаточным для образования омического контакта металла с кремнием. Использование более 15 импульсов нецелесообразно, т.к. такое увеличение длительности процесса дополнительных преимуществ не дает. Заявляемое изобретение поясняется фиг. 1 и фиг. 2. На фиг. 1 приведено электронномикроскопическое изображение поверхности пленки сплава алюминия с 1 кремния после термообработки в соответствии с прототипом, а на фиг. 2 - электронно-микроскопическое изображение поверхности пленки сплава алюминия с 1 кремния после магнитно 4 10921 1 2008.08.30 импульсной обработки в соответствии с заявляемым способом. Сравнение приведенных изображений показывает, что использование заявляемого способа позволяет получить поверхности, практически не содержащие бугорков, в то время как для прототипа типичный размер бугорков составляет 0,4 мкм. Поскольку электрический пробой диэлектрика определяется его толщиной в области дефектов, то уменьшение размеров бугорков или их полное отсутствие автоматически приводит к повышению напряжения пробоя. Таким образом, использование заявляемого способа для формирования системы металлизации кремниевых полупроводниковых приборов подавляет образование бугорков,что обеспечивает повышение качества системы металлизации в целом. Заявляемый способ был реализован при изготовлении приборов 1117. Активные элементы структуры формировали стандартными методами в соответствии с требованиями действующей технической документации. После этого на пластины наносили пленку фосфоросиликатного стекла толщиной 0,55 мкм и вскрывали в ней окна к активным областям. После зачистки контактных окон на пластины напыляли пленку сплава 12 толщиной 0,6 мкм. Стандартными методами формировали рисунок электрической разводки первого уровня, после чего проводили магнитно-импульсную обработку на установке МИУ-30. Пластины помещали на столик, расположенный над плоским индуктором. После заряда батареи конденсаторов до заданного напряжения происходил ее разряд через индуктор с формированием магнитного импульса. Параметры импульса задавали напряжением заряда и емкостью батареи конденсаторов с предварительной калибровкой с учетом используемого индуктора. Режимы обработки приведены в таблице. После проведения магнитно-импульсной обработки часть пластин была передана для электронно-микроскопических исследований, а другая часть была передана на формирование межуровневой диэлектрической изоляции, в качестве которой использовали низкотемпературный оксид кремния (НТО) толщиной 0,6 мкм. После формирования контактных окон на поверхность пластин напыляли пленку алюминия с добавкой 1 кремния толщиной 1,4 мкм и формировали рисунок электрической разводки второго уровня. Далее проводили стандартную термообработку структур при температуре 450 С в течение 30 минут в атмосфере азота. Затем проводили электрические измерения тестовых элементов и контроль функционирования полученных структур. Результаты контроля приведены в таблице. Е, кДж Примечание Отсутствие контакта к активной структуре Низкая стойкость индуктора Отсутствие контакта к активной структуре 10921 1 2008.08.30 В таблице приняты следующие обозначения Е - энергия магнитного импульса, кДж- количество импульсов,- переходное сопротивление контакта алюминия к кремнию -типа,- переходное сопротивление контакта алюминия к кремнию -типа- напряжение пробоя диэлектрика между первым и вторым уровнями металлизации. Из приведенных данных видно, что заявляемый способ изготовления системы металлизации обеспечивает по сравнению с прототипом значительно большие напряжения пробоя . Переходные сопротивления контактов и выход годных приборов при этом находятся примерно на том же уровне. С учетом того, что предельная электрическая прочность бездефектного диоксида кремния толщиной 0,6 мкм составляет около 480 В, то полученную разницу для прототипа 265 В и заявляемого способа 80 В можно отнести на дефектность межуровневого диэлектрика, обусловленную наличием бугорков металла,локально уменьшающих его толщину. Приведенные на фиг. 1 и фиг. 2 фотоснимки полностью подтверждают эти предположения. Таким образом, заявляемый способ изготовления системы металлизации кремниевых полупроводниковых приборов по сравнению с прототипом обеспечивает более высокое ее качество за счет снижения ее дефектности и улучшения электрических характеристик. Источники информации 1. Технология СБИС В 2-х кн. Кн. 2. Пер. с англ. / Под ред. С. Зи. - М. Мир. 1986. - 453 с. 2. Колешко В.М., Белицкий В.Ф. Массоперенос в тонких пленках. - Мн. Наука и техника, 1980. - 296 с. 3. Достанко А.П., Баранов В.В., Шаталов В.В. Пленочные токопроводящие системы СБИС. - Мн. Высшая школа, 1989. - 238 с. 4. Заявка ФРГ 2638799, МПК Н 01 21/94, 1978 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: H01L 21/02
Метки: полупроводникового, изготовления, металлизации, системы, прибора, способ
Код ссылки
<a href="https://by.patents.su/6-10921-sposob-izgotovleniya-sistemy-metallizacii-poluprovodnikovogo-pribora.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления системы металлизации полупроводникового прибора</a>
Способ изготовления системы металлизации кремниевых полупроводниковых приборов
Номер патента: 10527
Опубликовано: 30.04.2008
Авторы: Белоус Анатолий Иванович, Плебанович Владимир Иванович, Сенько Сергей Федорович
МПК: H01L 21/02, H01L 23/48, H01L 23/52...
Метки: приборов, способ, кремниевых, металлизации, полупроводниковых, изготовления, системы
Текст:
...к снижению ВНО. Происходит разрыв токоведущей дорожки и отказ прибора.Использование сплавов алюминия дает заметный положительный эффект за счет снижения концентрации электрически активных дефектов, однако не является радикальным методом, поскольку не сводит влияние дефектов к нулю. Поэтому системы металлизациис использованием сплавов алюминия также характеризуются наличием значительной электромиграции.Наиболее близким К изобретению, его...
Способ изготовления системы металлизации кремниевых полупроводниковых приборов
Номер патента: 9585
Опубликовано: 30.08.2007
Автор: Емельянов Антон Викторович
МПК: H01L 23/48, H01L 21/02
Метки: кремниевых, изготовления, системы, приборов, способ, полупроводниковых, металлизации
Текст:
...пленки, в том числе и в составе рассматриваемой системы, зависит от глубины. На границе с барьерным слоем поликристаллического или аморфного кремния металлическая пленка является мелкокристаллической. Это обусловлено как особенностями конденсации пленки на подложке при ее вакуумном напылении,так и последующим их взаимодействием. Более высокая концентрация кремния в металлической пленке со стороны подложки приводит к меньшему размеру...
Способ изготовления системы металлизации интегральных схем
Номер патента: 7756
Опубликовано: 28.02.2006
Авторы: Белоус Анатолий Иванович, Емельянов Виктор Андреевич, Сенько Сергей Федорович
МПК: H01L 21/02, C23C 14/00, H01L 21/28...
Метки: изготовления, способ, металлизации, интегральных, схем, системы
Текст:
...процесс проводят после УФ-облучения фоторезиста в 0,9 растворе гидрооксида калия, применяемом для проявления фоторезиста. При этом по окончании удаления фоторезиста происходит контакт поверхности полиимидной пленки с раствором щелочи и протекает первая стадия гидролиза. Химическая реакция взаимодействия гидрооксида калия и полиимида представлена ниже Наличие на поверхности полиимидной пленки солей полиамидокислоты отрицательно...
Способ изготовления полевого полупроводникового МОП-прибора
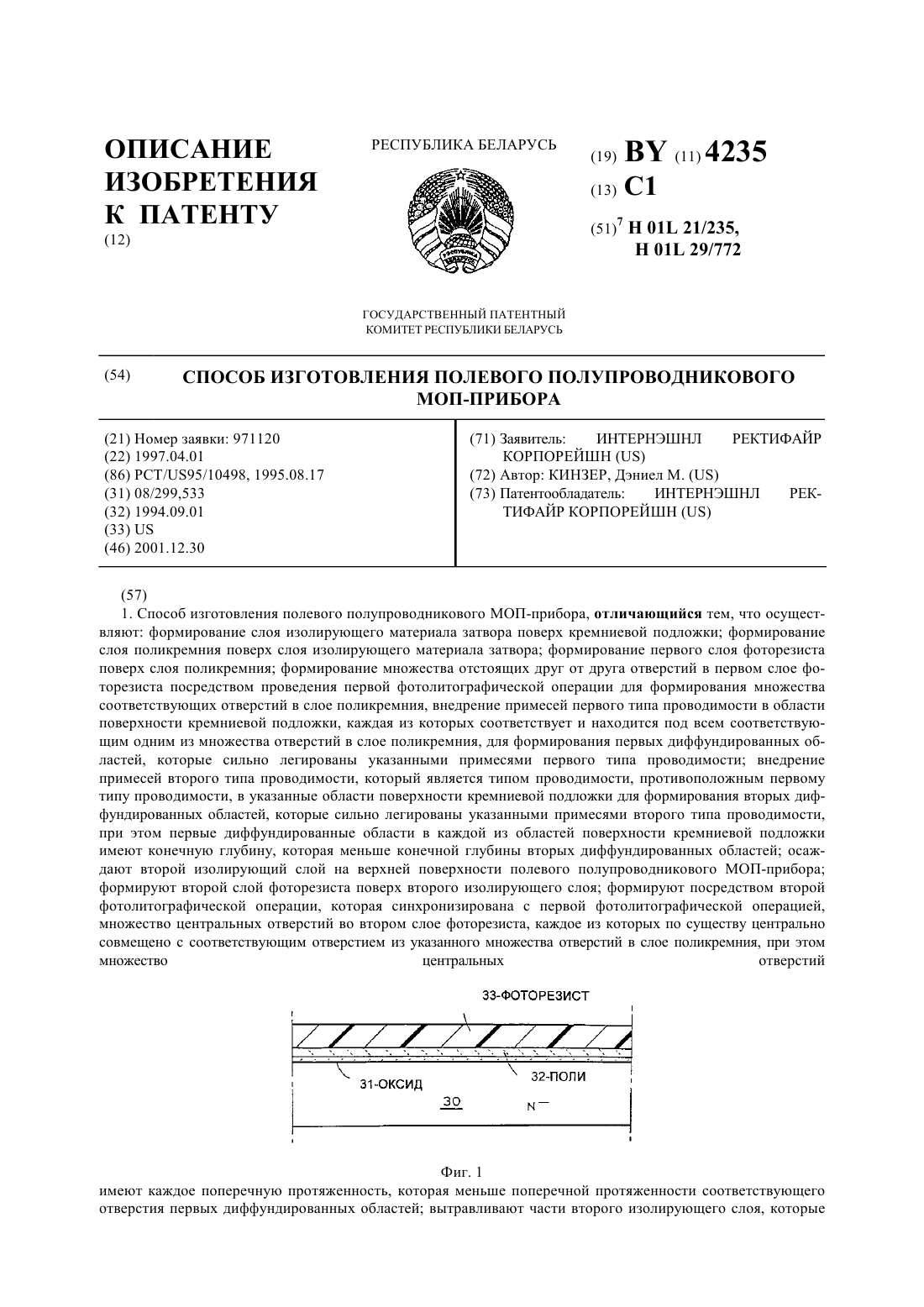
Номер патента: 4235
Опубликовано: 30.12.2001
Авторы: КИНЗЕР, Дэниел М.
МПК: H01L 21/235, H01L 29/772
Метки: моп-прибора, полупроводникового, способ, изготовления, полевого
Текст:
...в качестве теневой маски. На фиг. 13 изображена структура, показанная на фиг. 12, на которой проведены последующее удаление фоторезиста и металлизация структуры с выполнением усовершенствованной операции нанесения покрытия. На фиг. 14 изображено усовершенствование способа, при котором после операции, показанной на фиг. 3,формируют и -имплантант и Р-имплантант через отверстия, сформированные первой маской. На фиг. 15 изображена структура,...
Металлизация полупроводникового прибора
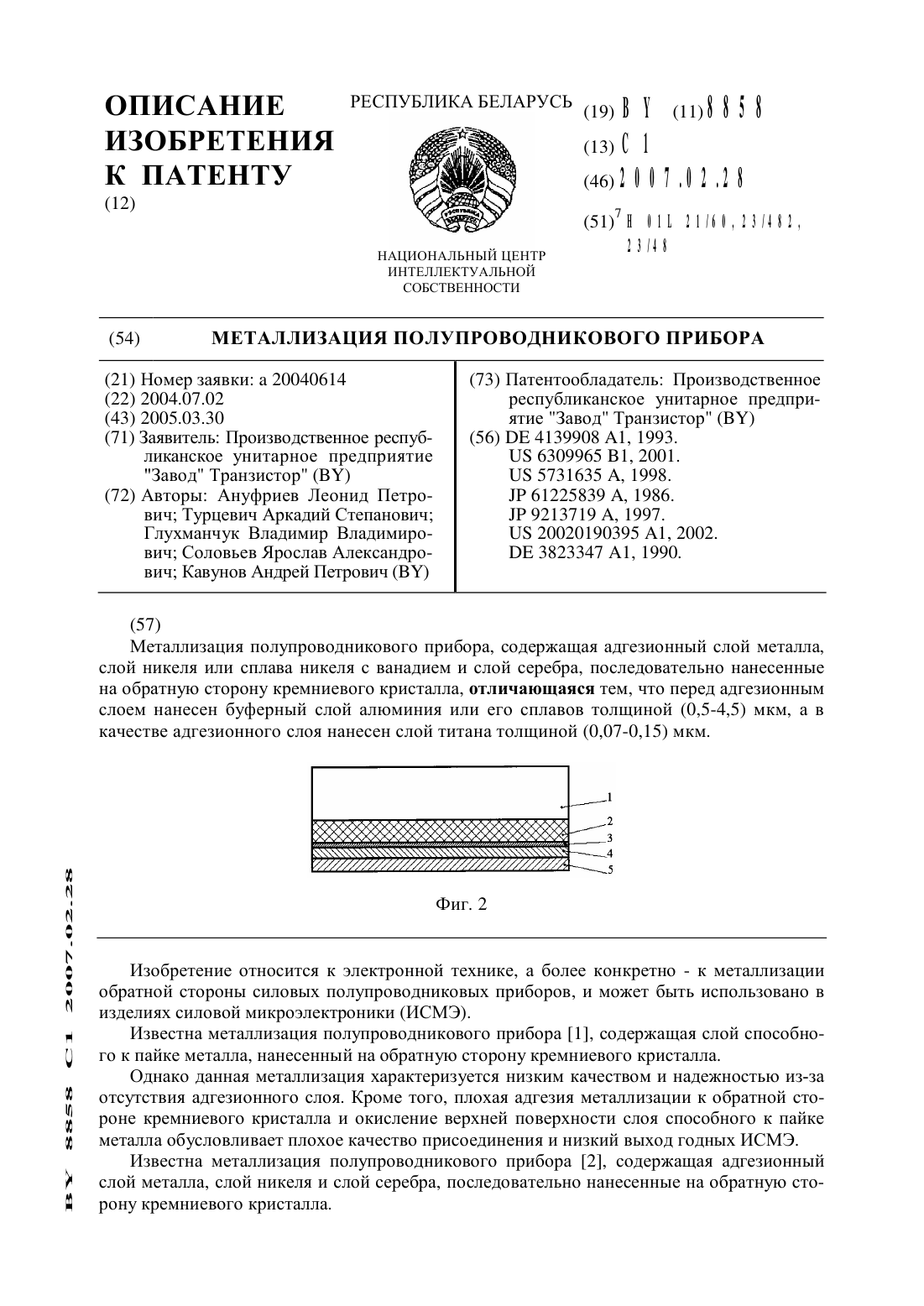
Номер патента: 8858
Опубликовано: 28.02.2007
Авторы: Глухманчук Владимир Владимирович, Кавунов Андрей Петрович, Ануфриев Леонид Петрович, Соловьев Ярослав Александрович, Турцевич Аркадий Степанович
МПК: H01L 21/60, H01L 23/482, H01L 23/48...
Метки: полупроводникового, прибора, металлизация
Текст:
...полупроводникового прибора.Адгезионный слой титана толщиной (0,07-0,15) мкм служит для улучшения адгезии слоя никеля или никеля с ванадием к буферному слою алюминия или его сплава, вовторь 1 х, структура А 1/Т 1 устойчива к электромиграции и шипообразованию из-за образования интерметаллического соединения А 1 Т 13. Интерметаллическое соединение А 1 Т 13 образуется на границе раздела алюминий - титан во время присоединения кремниевого...
Предыдущий патент: Бессвинцовое хрустальное стекло
Следующий патент: Устройство управления фрикционами автоматической гидромеханической передачи
Случайный патент: Способ определения остаточного количества пенициллина в пищевом продукте, продовольственном сырье, корме или биологически активной добавке