Бункер для производства композиционных изделий
Номер патента: U 3405
Опубликовано: 28.02.2007
Авторы: Щепочкина Юлия Алексеевна, Павлович Александр Эдуардович, Подлозный Эдуард Дмитриевич
Текст
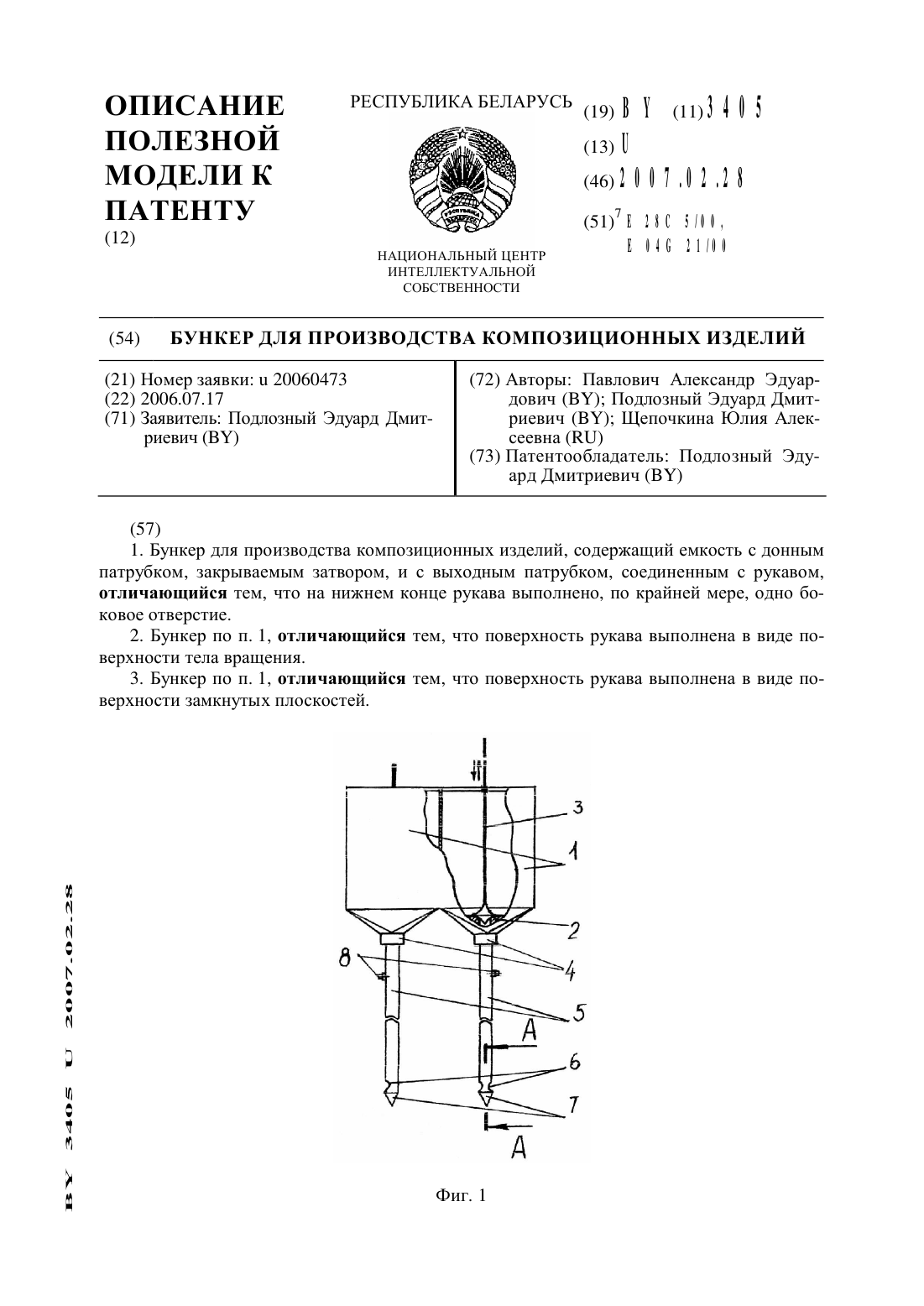
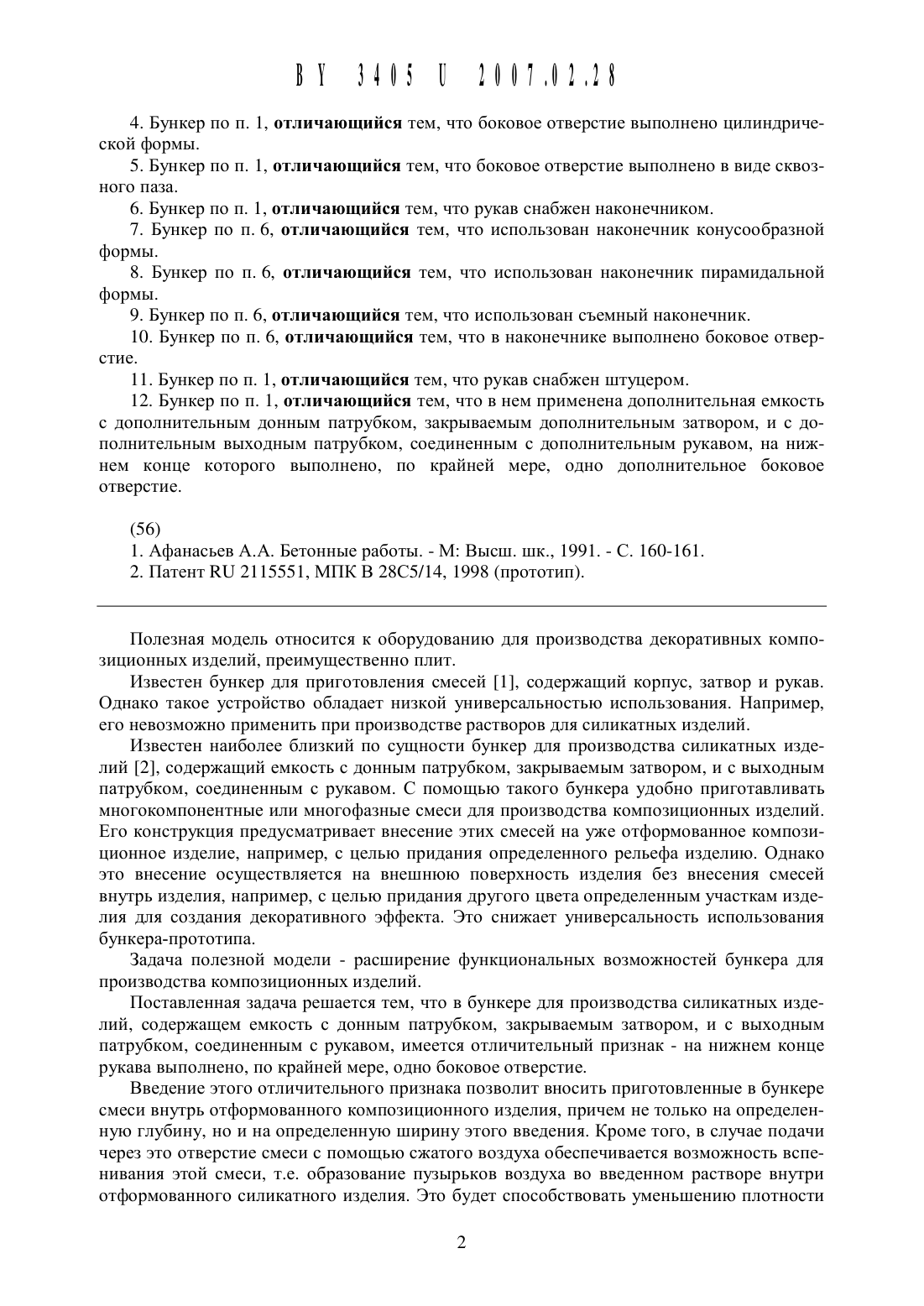
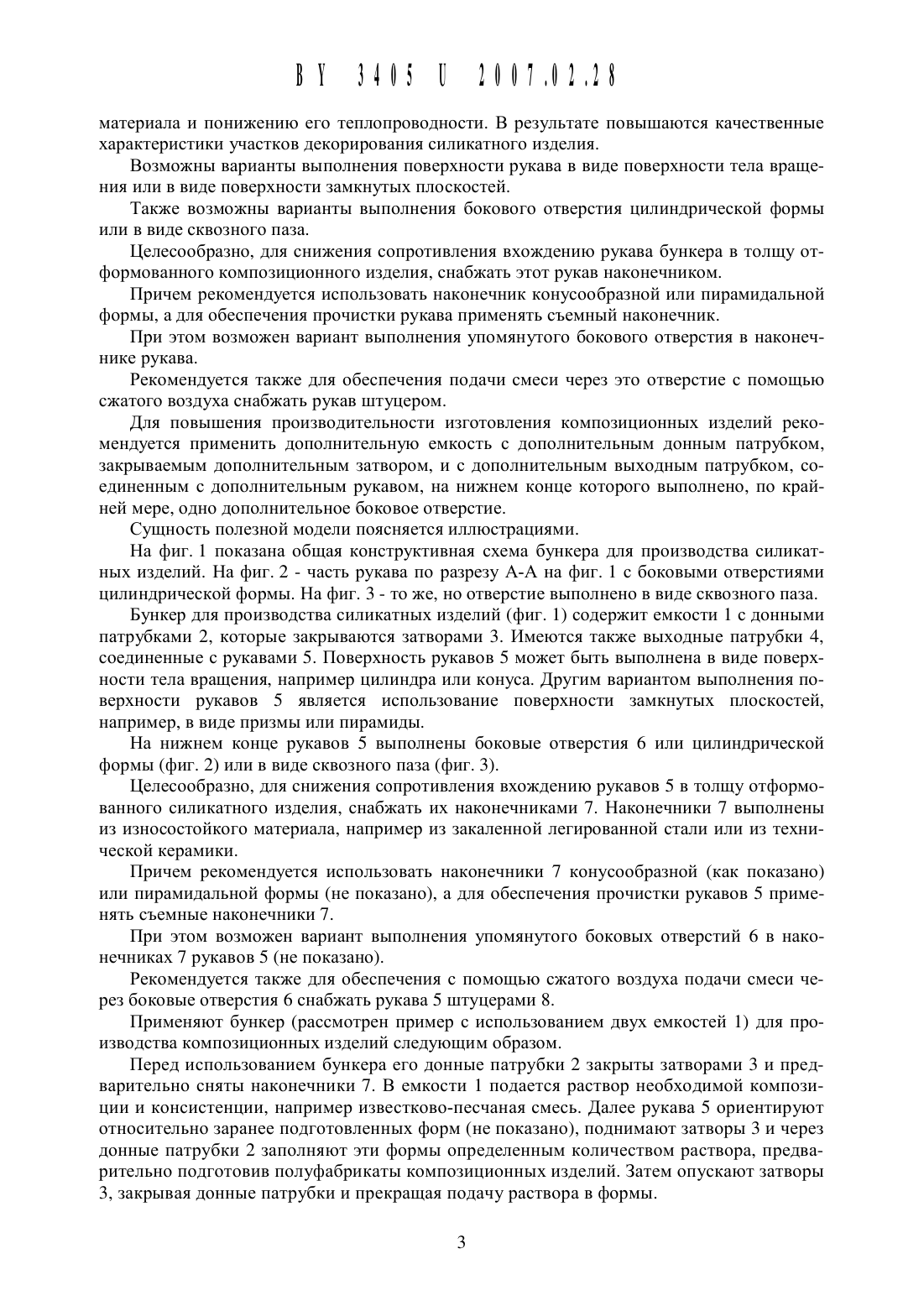
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИК (46)2007.02.28(54) БУНКЕР ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ(71) Заявитель Подлозный Эдуард Дмит(72) Авторы Павлович Александр Эдуардович (ВУ) Подлозный Эдуард Дмитриевич (ВУ) ЩепочКиНа Юлия Алек(73) Патентообладатель Подлозный Эдуард Дмитриевич (ВУ)1.ДЛЯ ПРОИЗВОДСТВЗ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ, содержащий ЕМКОСТЬ С ДОННЫМ патрубком, ЗЗКРЫВЗЕМЫМ затвором, И С ВЫХОДНЫМ патрубком, СОЕДИНЕННЫМ С рукавом,ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО На НИЖНЕМ КОНЦЕ рукава ВЫПОЛНЕНО, ПО Крайней МЕрЕ, ОДНО 60 КОВОЕ ОТВЕРСТИЕ.2.ПО П. 1, ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО ПОВЕРХНОСТЬ рукава ВЫПОЛНЕНа В ВИДЕ ПОВЕрХНОСТИ тела ВраЩЕНИЯ.3.ПО П. 1, ОТЛИЧЗЮЩИЙСЯ ТЕМ, ЧТО ПОВЕРХНОСТЬ рукава ВЫПОЛНЕНа В ВИДЕ ПОВЕрХНОСТИ ЗЗМКНУТЫХ ПЛОСКОСТЕЙ.4. Бункер по п. 1, отличающийся тем, что боковое отверстие выполнено цилиндрической формы.5. Бункер по п. 1, отличающийся тем, что боковое отверстие выполнено в виде сквозного паза.6. Бункер по п. 1, отличающийся тем, что рукав снабжен наконечником.7. Бункер по п. 6, отличающийся тем, что использован наконечник конусообразнойформы. 8. Бункер по п. 6, отличающийся тем, что использован наконечник пирамидальной9. Бункер по п. 6, отличающийся тем, что использован съемный наконечник.10. Бункер по п. 6, отличающийся тем, что в наконечнике выполнено боковое отверстие.11. Бункер по п. 1, отличающийся тем, что рукав снабжен штуцером.12. Бункер по п. 1, отличающийся тем, что в нем применена дополнительная емкость с дополнительным донным патрубком, закрываемым дополнительным затвором, и с дополнительным выходным патрубком, соединенным с дополнительным рукавом, на нижнем конце которого выполнено, по крайней мере, одно дополнительное боковое отверстие.Полезная модель относится к оборудованию для производства декоративных композиционных изделий, преимущественно плит.Известен бункер для приготовления смесей 1, содержащий корпус, затвор и рукав. Однако такое устройство обладает низкой универсальностью использования. Например,его невозможно применить при производстве растворов для силикатных изделий.Известен наиболее близкий по сущности бункер для производства силикатных изделий 2, содержащий емкость с донным патрубком, закрываемым затвором, и с выходным патрубком, соединенным с рукавом. С помощью такого бункера удобно приготавливать многокомпонентные или многофазные смеси для производства композиционных изделий. Его конструкция предусматривает внесение этих смесей на уже отформованное композиционное изделие, например, с целью придания определенного рельефа изделию. Однако это внесение осуществляется на внешнюю поверхность изделия без внесения смесей внутрь изделия, например, с целью придания другого цвета определенным участкам изделия для создания декоративного эффекта. Это снижает универсальность использования бункера-прототипа.Задача полезной модели - расширение функциональных возможностей бункера для производства композиционных изделий.Поставленная задача решается тем, что в бункере для производства силикатных изделий, содержащем емкость с донным патрубком, закрываемым затвором, и с выходным патрубком, соединенным с рукавом, имеется отличительный признак - на нижнем конце рукава выполнено, по крайней мере, одно боковое отверстие.Введение этого отличительного признака позволит вносить приготовленные в бункере смеси внутрь отформованного композиционного изделия, причем не только на определенную глубину, но и на определенную ширину этого введения. Кроме того, в случае подачи через это отверстие смеси с помощью сжатого воздуха обеспечивается возможность вспенивания этой смеси, т.е. образование пузырьков воздуха во введенном растворе внутри отформованного силикатного изделия. Это будет способствовать уменьшению плотностиматериала И понижению его теплопроводности. В результате повышаются Качественные характеристики участков декорирования силикатного изделия.Возможны варианты выполнения поверхности рукава в виде поверхности тела вращения или в виде поверхности замкнутых плоскостей.Также возможны варианты выполнения бокового отверстия цилиндрической формы или в виде сквозного паза.Целесообразно, для снижения сопротивления вхождению рукава бункера в толщу отформованного композиционного изделия, снабжать этот рукав наконечником.Причем рекомендуется использовать наконечник конусообразной или пирамидальной формы, а для обеспечения прочистки рукава применять съемный наконечник.При этом возможен вариант выполнения упомянутого бокового отверстия в наконечнике рукава.Рекомендуется также для обеспечения подачи смеси через это отверстие с помощью сжатого воздуха снабжать рукав щтуцером.Для повыщения производительности изготовления композиционных изделий рекомендуется применить дополнительную емкость с дополнительным донным патрубком,закрываемым дополнительным затвором, и с дополнительным выходным патрубком, соединенным с дополнительным рукавом, на нижнем конце которого выполнено, по крайней мере, одно дополнительное боковое отверстие.Сущность полезной модели поясняется иллюстрациями.На фиг. 1 показана общая конструктивная схема бункера для производства силикатных изделий. На фиг. 2 - часть рукава по разрезу А-А на фиг. 1 с боковыми отверстиями цилиндрической формы. На фиг. 3 - то же, но отверстие выполнено в виде сквозного паза.Бункер для производства силикатных изделий (фиг. 1) содержит емкости 1 с донными патрубками 2, которые закрываются затворами 3. Имеются также выходные патрубки 4,соединенные с рукавами 5. Поверхность рукавов 5 может быть выполнена в виде поверхности тела вращения, например цилиндра или конуса. Другим вариантом выполнения поверхности рукавов 5 является использование поверхности замкнутых плоскостей,например, в виде призмы или пирамиды.На нижнем конце рукавов 5 выполнены боковые отверстия 6 или цилиндрической формы (фиг. 2) или в виде сквозного паза (фиг. 3).Целесообразно, для снижения сопротивления вхождению рукавов 5 в толщу отформованного силикатного изделия, снабжать их наконечниками 7. Наконечники 7 выполнены из износостойкого материала, например из закаленной легированной стали или из технической керамики.Причем рекомендуется использовать наконечники 7 конусообразной (как показано) или пирамидальной формы (не показано), а для обеспечения прочистки рукавов 5 применять съемные наконечники 7.При этом возможен вариант выполнения упомянутого боковых отверстий 6 в наконечниках 7 рукавов 5 (не показано).Рекомендуется также для обеспечения с помощью сжатого воздуха подачи смеси через боковые отверстия 6 снабжать рукава 5 щтуцерами 8.Применяют бункер (рассмотрен пример с использованием двух емкостей 1) для производства композиционных изделий следующим образом.Перед использованием бункера его донные патрубки 2 закрыты затворами 3 и предварительно сняты наконечники 7. В емкости 1 подается раствор необходимой композиции и консистенции, например известково-песчаная смесь. Далее рукава 5 ориентируют относительно заранее подготовленных форм (не показано), поднимают затворы 3 и через донные патрубки 2 заполняют эти формы определенным количеством раствора, предварительно подготовив полуфабрикаты композиционных изделий. Затем опускают затворы 3, закрывая донные патрубки и прекращая подачу раствора в формы.После определенного времени И после формования КОМПОЗИЦИОННЫХ изделий (не показано) предварительно закрепляют наконечники 7 в рукавах 5. Емкости 1 заполняют другим раствором, например отличным от первого по цвету.Далее производят принудительную перфорацию и декорирование полуфабриката композиционных изделий. Для этого прокалывают наконечниками поверхность полуфабриката композиционного изделия в определенном месте и вводят смесь на определенную глубину рукава 5. При этом раствор будет выходить Через боковые отверстия 6, растекаясь на определенную щирину перфорированных отверстий. Затем поднимают затворы 3 вверх и заполняют полученные отверстия другим раствором. После этого закрывают затворы 3 и поднимают вверх емкости 1 с рукавами 5 и наконечниками 7. Повторяют описанную выше операцию перфорации и декорирования полуфабрикатов в их разных местах до получения необходимого сочетания цветов и изображений на поверхности будущих композиционных изделий.При этом, при необходимости, осуществляют принудительную подачу растворов под давлением, например сжатым воздухом, вводимым через Штуцеры 8.Окончательную обработку таких изделий производят с помощью известных способов,например при помощи распиливания заполненных форм на плиты, последующей автоклавной обработки этих плит растворами азотнокислых солей металлов (кобальта, меди,никеля) и оплавлением поверхности плит, например, с помощью плазмотрона.При необходимости очистки рукавов 5 от оставщихся частиц растворов наконечники 7 снимают и прочищают после заключительной операции окращивания полуфабрикатов.Применение устройства полезной модели расщирит функциональные возможности бункера для производства композиционных изделий.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: E04G 21/00, E28C 5/00
Метки: изделий, производства, бункер, композиционных
Код ссылки
<a href="https://by.patents.su/4-u3405-bunker-dlya-proizvodstva-kompozicionnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Бункер для производства композиционных изделий</a>
Способ производства макаронных изделий быстрого приготовления
Номер патента: 1015
Опубликовано: 15.12.1995
Авторы: Максимов Валерий Владимирович, Чудаев Валерий Георгиевич
МПК: A23L 1/16
Метки: приготовления, макаронных, быстрого, изделий, производства, способ
Текст:
...включать поваренную соль,глютаминат натрия, сахарную пудру и пряность в количественном соотношении, соответственно, (29-33)(50-5,6)(27-З,0(7,4-8,3) мас.ч. При этом в качестве пряности можно использовать кориандр или тмин, или пряную зелень, шш перец красный или черный, илиЛЗВРОВЫЙ ЛИСТ, ИЛИ ИХ СМССЬ В РЗЗЛИЧНЫХ СО четаниях. Причем пряность можно использовать в виде порошка или эфирного масла, или экстракта.При упаковке макаронных изделий...
Композиция ингредиентов для производства хлебных изделий
Номер патента: 8230
Опубликовано: 30.06.2006
Авторы: Засимович Василий Иванович, Смолякова Татьяна Васильевна, Воробьева Раиса Денисовна
Метки: ингредиентов, композиция, изделий, хлебных, производства
Текст:
...вырабатывается подовым из смеси муки ржаной сеяной и пшеничной первого сорта с добавлением солода ржаного, инвертного сиропа, семян подсолнечника, пищевой добавки Рогена и воды. Поверхность посыпана смесью семян подсолнечника и кунжута. Допускается замена инвертного сиропа на мед сахарный янтарный. Тесто готовится в четыре стадии осахаренная заварка, заквашенная заварка, сброженная заварка, тесто. Замес теста производится на...
Бункер для сыпучих материалов
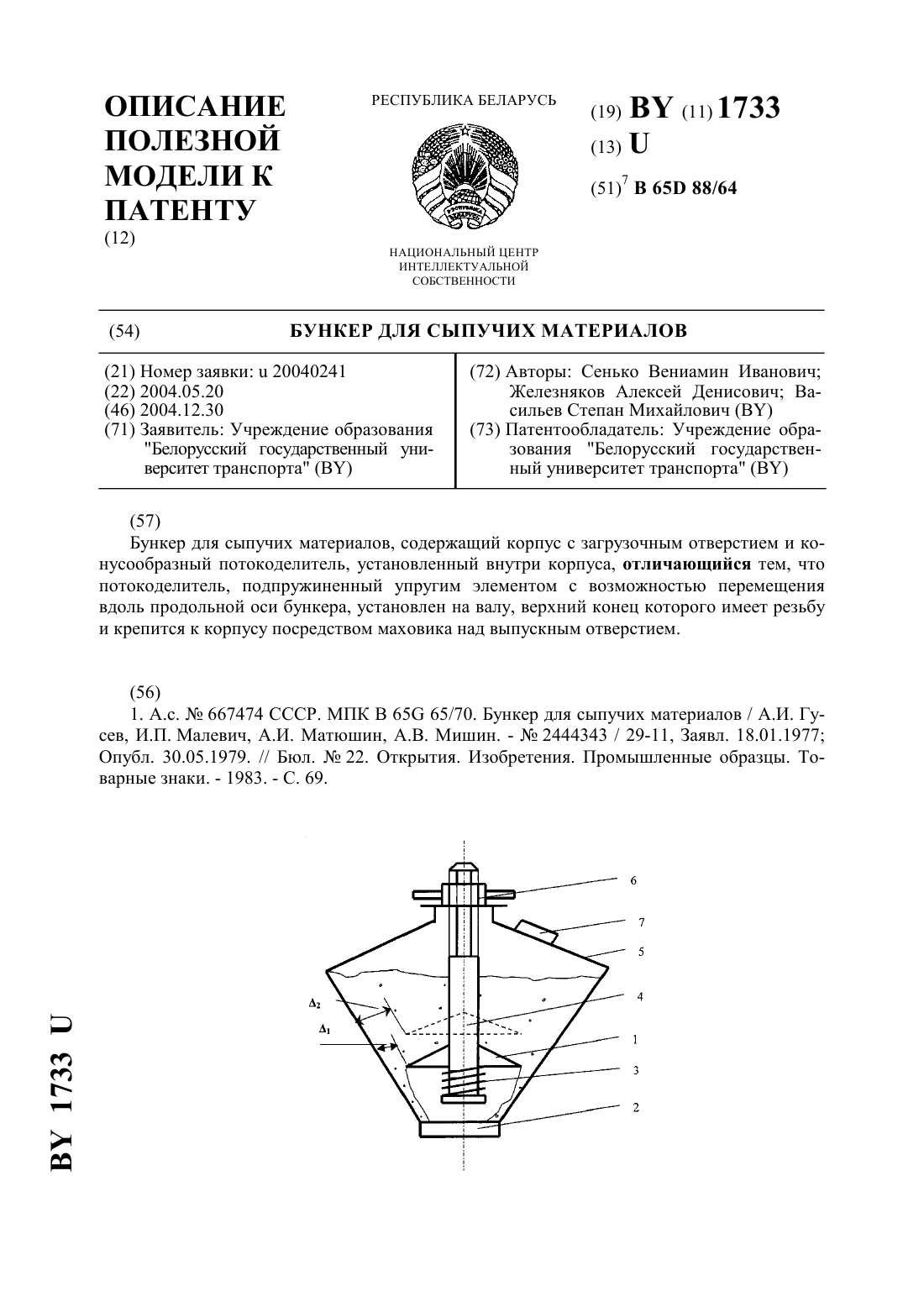
Номер патента: U 1733
Опубликовано: 30.12.2004
Авторы: Железняков Алексей Денисович, Васильев Степан Михайлович, Сенько Вениамин Иванович
МПК: B65D 88/64
Метки: бункер, материалов, сыпучих
Текст:
...по технической сущности является бункер для сыпучих материалов, содержащий цилиндрический корпус, имеющий разгрузочную часть с наклонными стенками, и шарнирно смонтированный в последней конусообразный потокоделитель 2. Недостатком этого устройства является неравномерность выгрузки сыпучего материала в зависимости от загрузки бункера. Задачей, на решение которой направлена заявляемая полезная модель, является повышение равномерности...
Способ производства фарфоровых санитарных изделий
Номер патента: 7922
Опубликовано: 30.04.2006
Авторы: Терещенко Игорь Михайлович, Попова Гюльнара Вагиф гызы, Попов Ростислав Юрьевич, Шишканова Людмила Георгиевна
МПК: C04B 33/24
Метки: фарфоровых, санитарных, производства, изделий, способ
Текст:
...литейных свойств шликера. Выстаивание осуществляется в течение 3-х суток. Параметры готового шликера массовая доля влаги 29,2-30,4 плотность 1760-1780 кг/м 3 массовая доля остатка на сите 0063 не более 2,2 . После этого идет процесс формования изделий методом литья в пористые формы с подвялкой и сушкой изделий для приобретения ими механической прочности, достаточной для дальнейших манипуляций. Далее наносят глазурный слой на поверхность...
Способ производства студневой основы для кондитерских изделий
Номер патента: 4812
Опубликовано: 30.12.2002
Авторы: Васькина Валентина Андреевна, Чиртулов Владлен Гаврилович, Геллер Борис Эммануилович, Кондратова Ирина Ивановна
МПК: A23L 1/05, A23L 1/052, A23L 1/0524...
Метки: кондитерских, способ, студневой, основы, производства, изделий
Текст:
...массы и ухудшению внешнего вида. Это обусловлено тем, что при уваривании массы происходит гидролиз сахарозы до глюкозы и фруктозы, а последняя, в свою очередь, разлагается до оксиметилфурфурола и других продуктов распада, которые окрашивают студень в темно-коричневый цвет и придают ему горький вкус. Введение сахара в количестве меньше 75,68 мас.на сухое вещество композиции приводит к получению ненасыщенных сахарных растворов, снижению...
Предыдущий патент: Ёлка новогодняя
Следующий патент: Переносная емкость для укладки строительных смесей
Случайный патент: Роторный двигатель