Система калибров валков обжимного прокатного стана
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Белобородов Александр Витальевич, Жучков Сергей Михайлович, Рябцев Олег Викторович
Текст
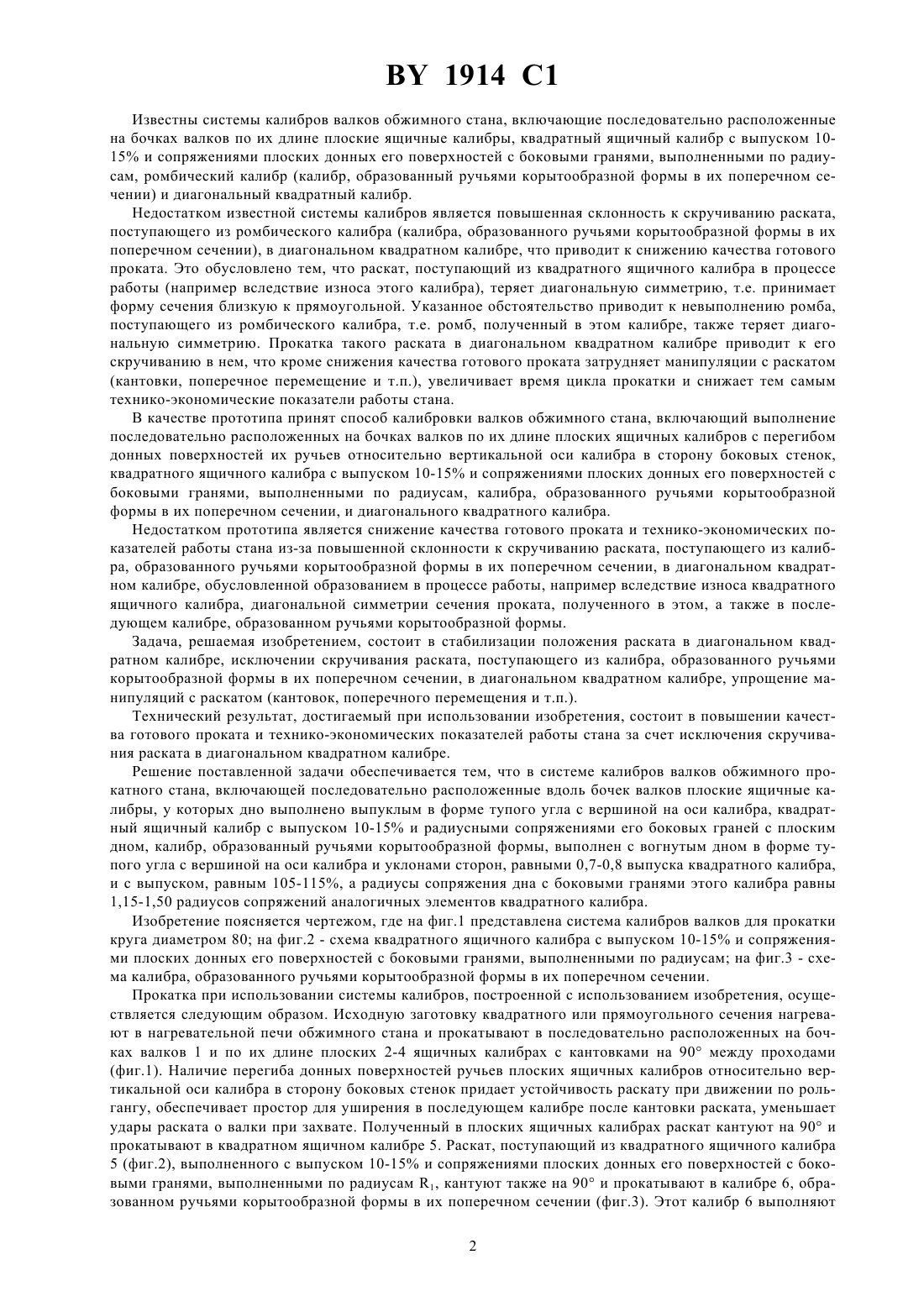
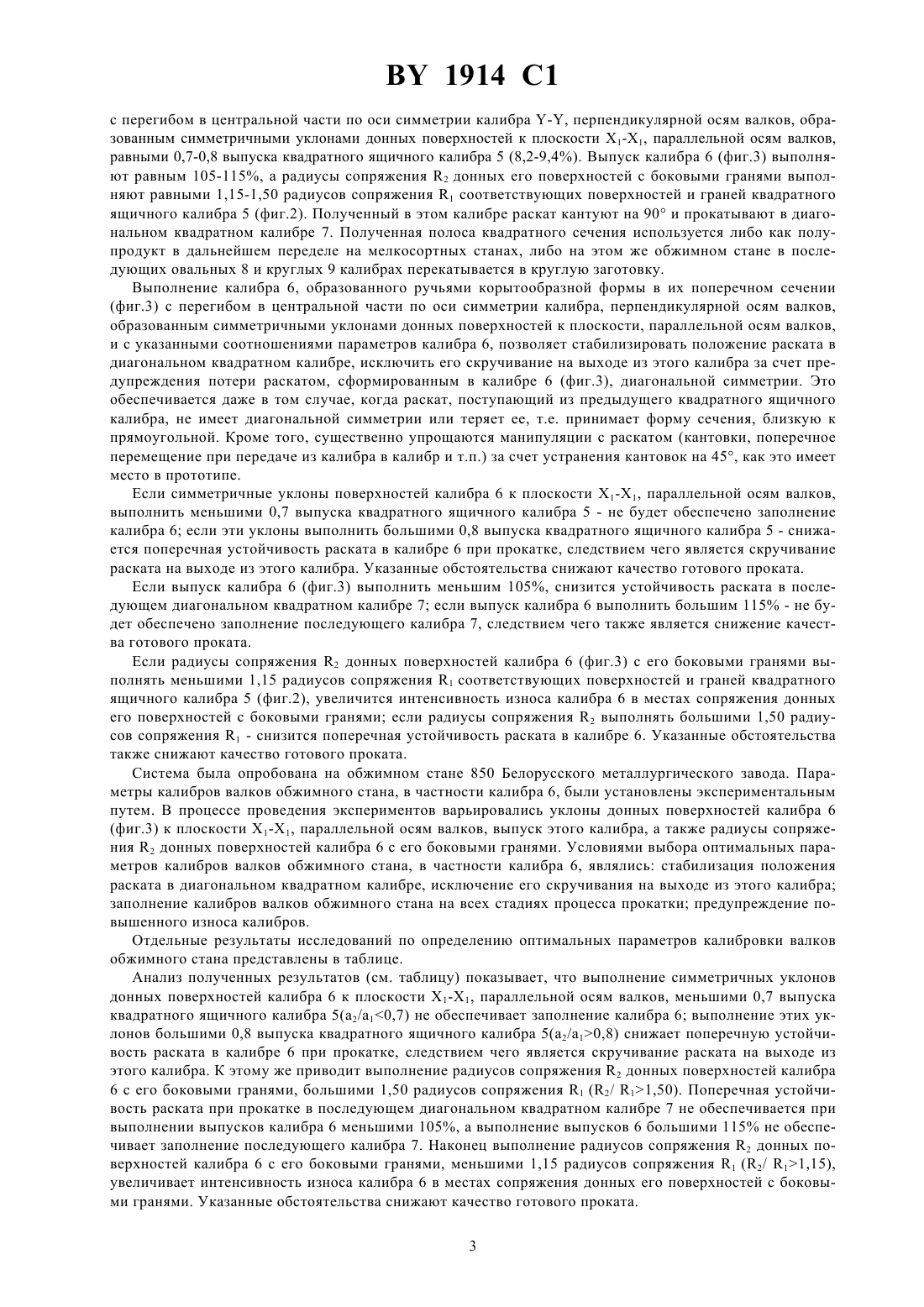
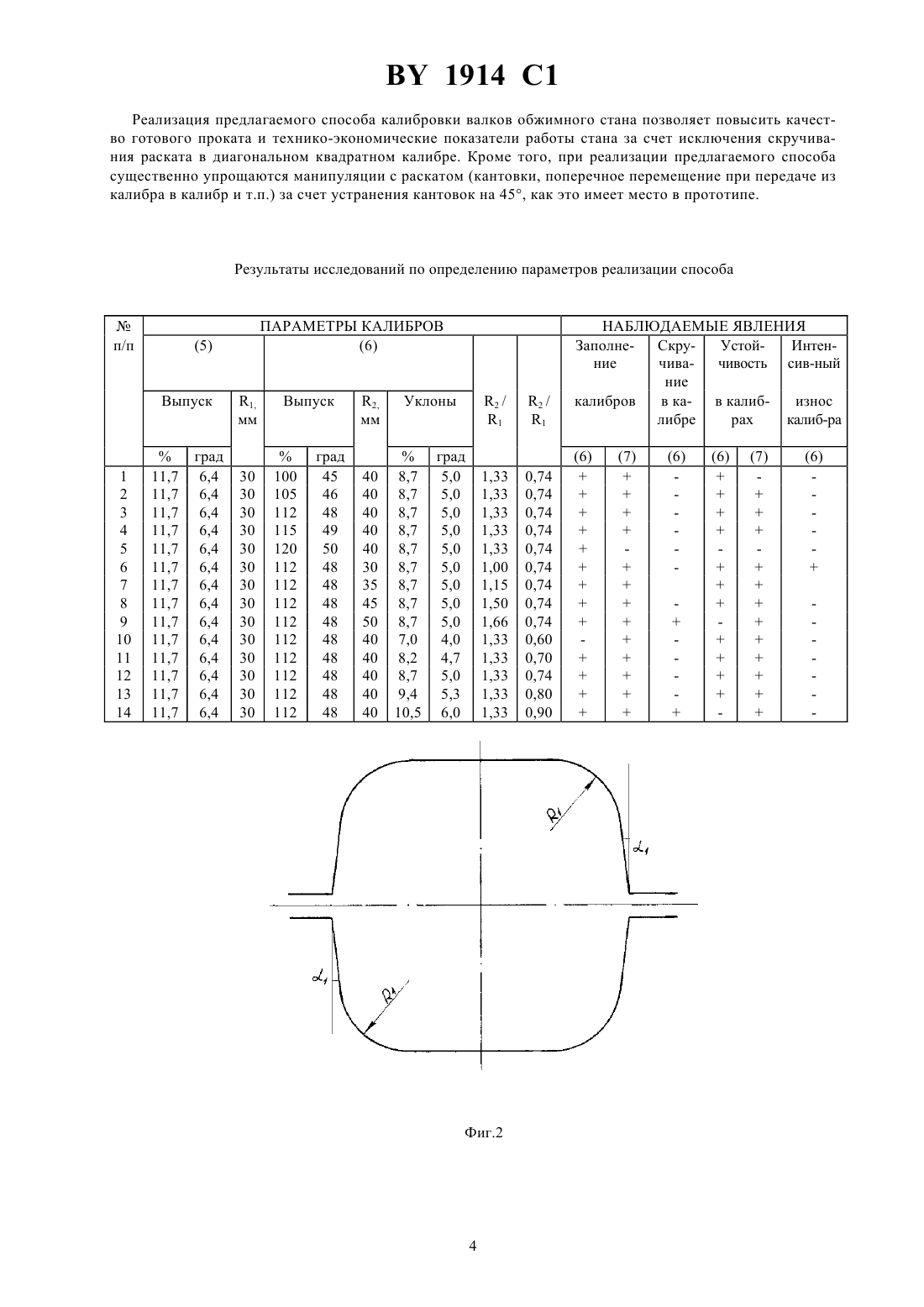
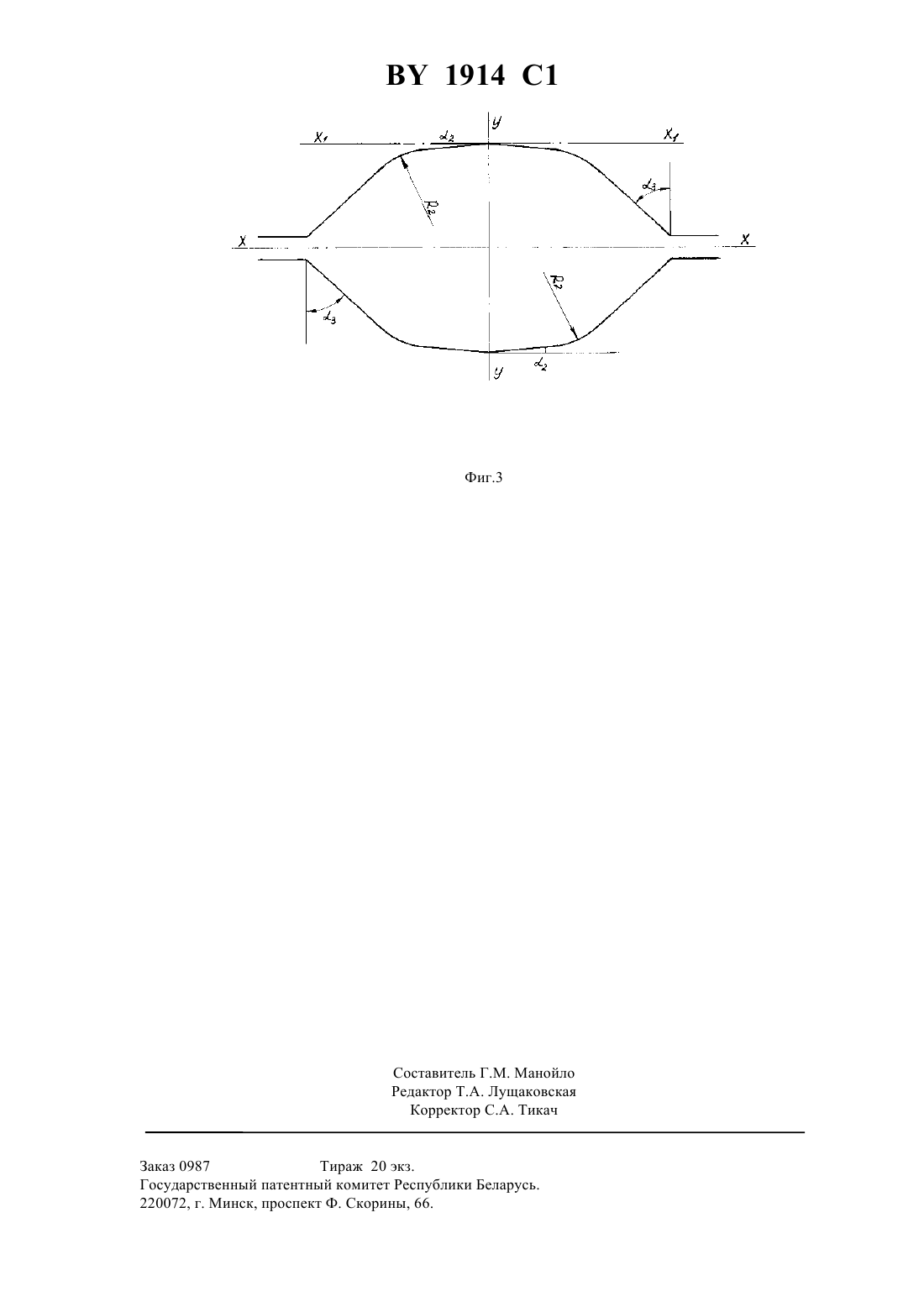
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА(71) Заявитель Белорусский металлургический завод(73) Патентообладатель Белорусский металлургический завод(57) Система калибров валков обжимного прокатного стана, содержащая последовательно расположенные вдоль бочек валков плоские ящичные калибры, у которых дно выполнено выпуклым в форме тупого угла с вершиной на оси калибра, квадратный ящичный калибр с выпуском 10-15 и радиусными сопряжениями его боковых граней с плоским дном, калибр, образованный ручьями корытообразной формы, и диагональный квадратный калибр, отличающаяся тем, что калибр, образованный ручьями корытообразной формы,выполнен с вогнутым дном в форме тупого угла с вершиной на оси калибра и уклонами сторон, равными 0,7-0,8 выпуска квадратного калибра, и с выпуском, равным 105-115, а радиусы сопряжения дна и боковых граней этого калибра равны 1,15-1,50 радиусов сопряжений аналогичных элементов квадратного калибра.(56) Филиппов И.Н. и др. Атлас калибровок прокатных валков. - М. Черметинформация, 1965. - С.11, 22(прототип). Изобретение относится к прокатному производству, а именно к способам калибровки валков обжимного стана, преимущественно для производства заготовок, а также крупносортной стали, и может быть использовано на реверсивных обжимных прокатных станах. 1914 1 Известны системы калибров валков обжимного стана, включающие последовательно расположенные на бочках валков по их длине плоские ящичные калибры, квадратный ящичный калибр с выпуском 1015 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам, ромбический калибр (калибр, образованный ручьями корытообразной формы в их поперечном сечении) и диагональный квадратный калибр. Недостатком известной системы калибров является повышенная склонность к скручиванию раската,поступающего из ромбического калибра (калибра, образованного ручьями корытообразной формы в их поперечном сечении), в диагональном квадратном калибре, что приводит к снижению качества готового проката. Это обусловлено тем, что раскат, поступающий из квадратного ящичного калибра в процессе работы (например вследствие износа этого калибра), теряет диагональную симметрию, т.е. принимает форму сечения близкую к прямоугольной. Указанное обстоятельство приводит к невыполнению ромба,поступающего из ромбического калибра, т.е. ромб, полученный в этом калибре, также теряет диагональную симметрию. Прокатка такого раската в диагональном квадратном калибре приводит к его скручиванию в нем, что кроме снижения качества готового проката затрудняет манипуляции с раскатом(кантовки, поперечное перемещение и т.п.), увеличивает время цикла прокатки и снижает тем самым технико-экономические показатели работы стана. В качестве прототипа принят способ калибровки валков обжимного стана, включающий выполнение последовательно расположенных на бочках валков по их длине плоских ящичных калибров с перегибом донных поверхностей их ручьев относительно вертикальной оси калибра в сторону боковых стенок,квадратного ящичного калибра с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам, калибра, образованного ручьями корытообразной формы в их поперечном сечении, и диагонального квадратного калибра. Недостатком прототипа является снижение качества готового проката и технико-экономических показателей работы стана из-за повышенной склонности к скручиванию раската, поступающего из калибра, образованного ручьями корытообразной формы в их поперечном сечении, в диагональном квадратном калибре, обусловленной образованием в процессе работы, например вследствие износа квадратного ящичного калибра, диагональной симметрии сечения проката, полученного в этом, а также в последующем калибре, образованном ручьями корытообразной формы. Задача, решаемая изобретением, состоит в стабилизации положения раската в диагональном квадратном калибре, исключении скручивания раската, поступающего из калибра, образованного ручьями корытообразной формы в их поперечном сечении, в диагональном квадратном калибре, упрощение манипуляций с раскатом (кантовок, поперечного перемещения и т.п.). Технический результат, достигаемый при использовании изобретения, состоит в повышении качества готового проката и технико-экономических показателей работы стана за счет исключения скручивания раската в диагональном квадратном калибре. Решение поставленной задачи обеспечивается тем, что в системе калибров валков обжимного прокатного стана, включающей последовательно расположенные вдоль бочек валков плоские ящичные калибры, у которых дно выполнено выпуклым в форме тупого угла с вершиной на оси калибра, квадратный ящичный калибр с выпуском 10-15 и радиусными сопряжениями его боковых граней с плоским дном, калибр, образованный ручьями корытообразной формы, выполнен с вогнутым дном в форме тупого угла с вершиной на оси калибра и уклонами сторон, равными 0,7-0,8 выпуска квадратного калибра,и с выпуском, равным 105-115, а радиусы сопряжения дна с боковыми гранями этого калибра равны 1,15-1,50 радиусов сопряжений аналогичных элементов квадратного калибра. Изобретение поясняется чертежом, где на фиг.1 представлена система калибров валков для прокатки круга диаметром 80 на фиг.2 - схема квадратного ящичного калибра с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам на фиг.3 - схема калибра, образованного ручьями корытообразной формы в их поперечном сечении. Прокатка при использовании системы калибров, построенной с использованием изобретения, осуществляется следующим образом. Исходную заготовку квадратного или прямоугольного сечения нагревают в нагревательной печи обжимного стана и прокатывают в последовательно расположенных на бочках валков 1 и по их длине плоских 2-4 ящичных калибрах с кантовками на 90 между проходами(фиг.1). Наличие перегиба донных поверхностей ручьев плоских ящичных калибров относительно вертикальной оси калибра в сторону боковых стенок придает устойчивость раскату при движении по рольгангу, обеспечивает простор для уширения в последующем калибре после кантовки раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их поперечном сечении (фиг.3). Этот калибр 6 выполняют 2 1914 1 с перегибом в центральной части по оси симметрии калибра -, перпендикулярной осям валков, образованным симметричными уклонами донных поверхностей к плоскости 1-1, параллельной осям валков,равными 0,7-0,8 выпуска квадратного ящичного калибра 5 (8,2-9,4). Выпуск калибра 6 (фиг.3) выполняют равным 105-115, а радиусы сопряжения 2 донных его поверхностей с боковыми гранями выполняют равными 1,15-1,50 радиусов сопряжения 1 соответствующих поверхностей и граней квадратного ящичного калибра 5 (фиг.2). Полученный в этом калибре раскат кантуют на 90 и прокатывают в диагональном квадратном калибре 7. Полученная полоса квадратного сечения используется либо как полупродукт в дальнейшем переделе на мелкосортных станах, либо на этом же обжимном стане в последующих овальных 8 и круглых 9 калибрах перекатывается в круглую заготовку. Выполнение калибра 6, образованного ручьями корытообразной формы в их поперечном сечении(фиг.3) с перегибом в центральной части по оси симметрии калибра, перпендикулярной осям валков,образованным симметричными уклонами донных поверхностей к плоскости, параллельной осям валков,и с указанными соотношениями параметров калибра 6, позволяет стабилизировать положение раската в диагональном квадратном калибре, исключить его скручивание на выходе из этого калибра за счет предупреждения потери раскатом, сформированным в калибре 6 (фиг.3), диагональной симметрии. Это обеспечивается даже в том случае, когда раскат, поступающий из предыдущего квадратного ящичного калибра, не имеет диагональной симметрии или теряет ее, т.е. принимает форму сечения, близкую к прямоугольной. Кроме того, существенно упрощаются манипуляции с раскатом (кантовки, поперечное перемещение при передаче из калибра в калибр и т.п.) за счет устранения кантовок на 45, как это имеет место в прототипе. Если симметричные уклоны поверхностей калибра 6 к плоскости 1-1, параллельной осям валков,выполнить меньшими 0,7 выпуска квадратного ящичного калибра 5 - не будет обеспечено заполнение калибра 6 если эти уклоны выполнить большими 0,8 выпуска квадратного ящичного калибра 5 - снижается поперечная устойчивость раската в калибре 6 при прокатке, следствием чего является скручивание раската на выходе из этого калибра. Указанные обстоятельства снижают качество готового проката. Если выпуск калибра 6 (фиг.3) выполнить меньшим 105, снизится устойчивость раската в последующем диагональном квадратном калибре 7 если выпуск калибра 6 выполнить большим 115 - не будет обеспечено заполнение последующего калибра 7, следствием чего также является снижение качества готового проката. Если радиусы сопряжения 2 донных поверхностей калибра 6 (фиг.3) с его боковыми гранями выполнять меньшими 1,15 радиусов сопряжения 1 соответствующих поверхностей и граней квадратного ящичного калибра 5 (фиг.2), увеличится интенсивность износа калибра 6 в местах сопряжения донных его поверхностей с боковыми гранями если радиусы сопряжения 2 выполнять большими 1,50 радиусов сопряжения 1 - снизится поперечная устойчивость раската в калибре 6. Указанные обстоятельства также снижают качество готового проката. Система была опробована на обжимном стане 850 Белорусского металлургического завода. Параметры калибров валков обжимного стана, в частности калибра 6, были установлены экспериментальным путем. В процессе проведения экспериментов варьировались уклоны донных поверхностей калибра 6(фиг.3) к плоскости 1-1, параллельной осям валков, выпуск этого калибра, а также радиусы сопряжения 2 донных поверхностей калибра 6 с его боковыми гранями. Условиями выбора оптимальных параметров калибров валков обжимного стана, в частности калибра 6, являлись стабилизация положения раската в диагональном квадратном калибре, исключение его скручивания на выходе из этого калибра заполнение калибров валков обжимного стана на всех стадиях процесса прокатки предупреждение повышенного износа калибров. Отдельные результаты исследований по определению оптимальных параметров калибровки валков обжимного стана представлены в таблице. Анализ полученных результатов (см. таблицу) показывает, что выполнение симметричных уклонов донных поверхностей калибра 6 к плоскости Х 1-Х 1, параллельной осям валков, меньшими 0,7 выпуска квадратного ящичного калибра 5(а 2/а 10,7) не обеспечивает заполнение калибра 6 выполнение этих уклонов большими 0,8 выпуска квадратного ящичного калибра 5(а 2/а 10,8) снижает поперечную устойчивость раската в калибре 6 при прокатке, следствием чего является скручивание раската на выходе из этого калибра. К этому же приводит выполнение радиусов сопряжения 2 донных поверхностей калибра 6 с его боковыми гранями, большими 1,50 радиусов сопряжения 1 (2/ 11,50). Поперечная устойчивость раската при прокатке в последующем диагональном квадратном калибре 7 не обеспечивается при выполнении выпусков калибра 6 меньшими 105, а выполнение выпусков 6 большими 115 не обеспечивает заполнение последующего калибра 7. Наконец выполнение радиусов сопряжения 2 донных поверхностей калибра 6 с его боковыми гранями, меньшими 1,15 радиусов сопряжения 1 (2/ 11,15),увеличивает интенсивность износа калибра 6 в местах сопряжения донных его поверхностей с боковыми гранями. Указанные обстоятельства снижают качество готового проката. 3 1914 1 Реализация предлагаемого способа калибровки валков обжимного стана позволяет повысить качество готового проката и технико-экономические показатели работы стана за счет исключения скручивания раската в диагональном квадратном калибре. Кроме того, при реализации предлагаемого способа существенно упрощаются манипуляции с раскатом (кантовки, поперечное перемещение при передаче из калибра в калибр и т.п.) за счет устранения кантовок на 45, как это имеет место в прототипе. Результаты исследований по определению параметров реализации способа НАБЛЮДАЕМЫЕ ЯВЛЕНИЯ Заполне- СкруУстойИнтенние чивачивость сив-ный ние калибров в ка- в калибизнос либре рах калиб-ра оставитель Г.М. Манойло Редактор Т.А. Лущаковская Корректор С.А. Тикач Заказ 0987 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B21B 1/02
Метки: система, стана, валков, калибров, прокатного, обжимного
Код ссылки
<a href="https://by.patents.su/5-1914-sistema-kalibrov-valkov-obzhimnogo-prokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Система калибров валков обжимного прокатного стана</a>
Способ калибровки валков реверсивного прокатного стана
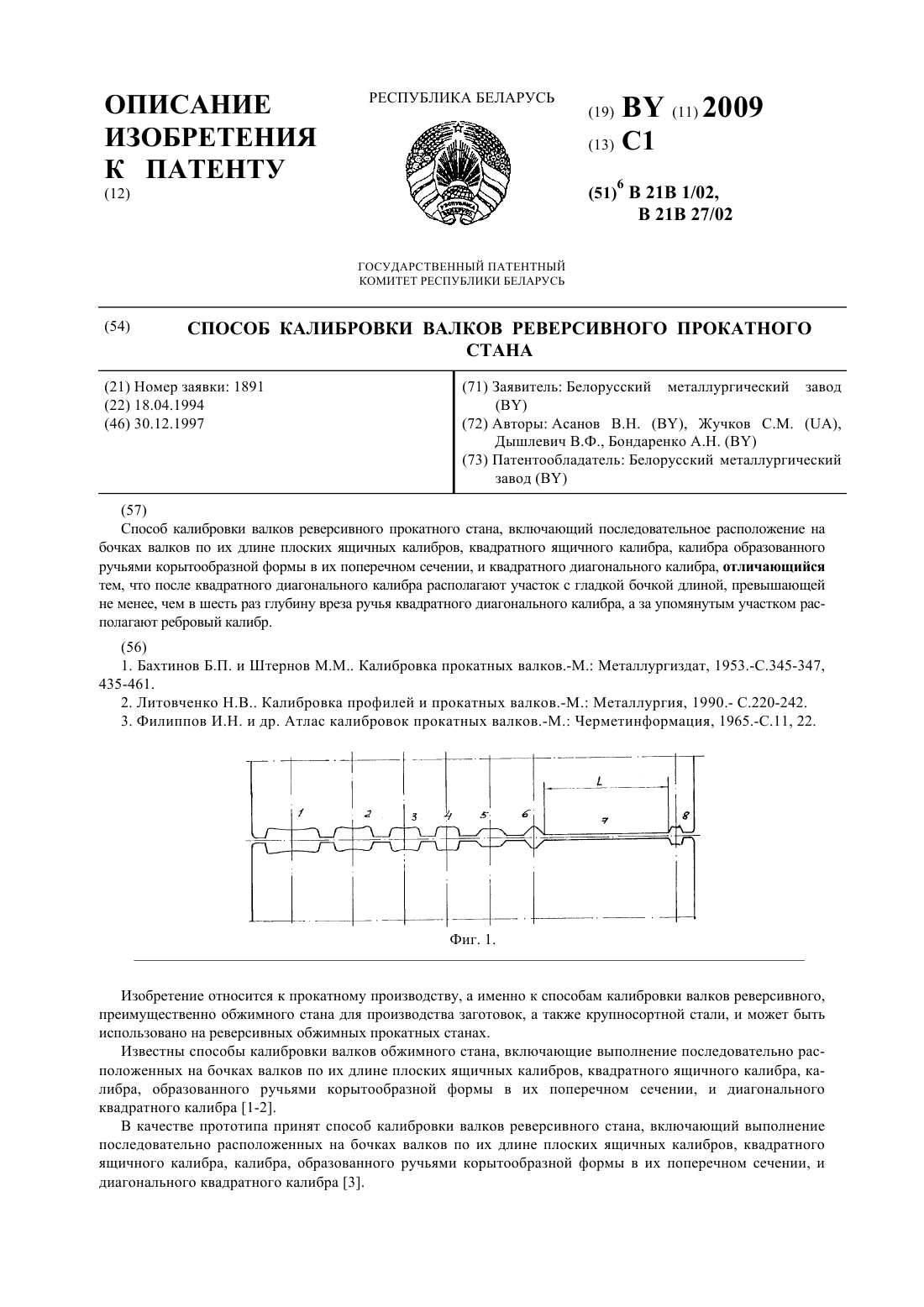
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
МПК: B21B 27/02, B21B 1/02
Метки: прокатного, способ, реверсивного, стана, калибровки, валков
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Рассадин В. М., Силантьев М. А., Дышлевич В. Ф., Мачулин В. М., Зиберт В. П.
МПК: B21B 37/06, B21B 37/00
Метки: прокатного, стана, система, группе, натяжения, непрерывного, раската, черновой, клетей, регулирования
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Клеть прокатного стана
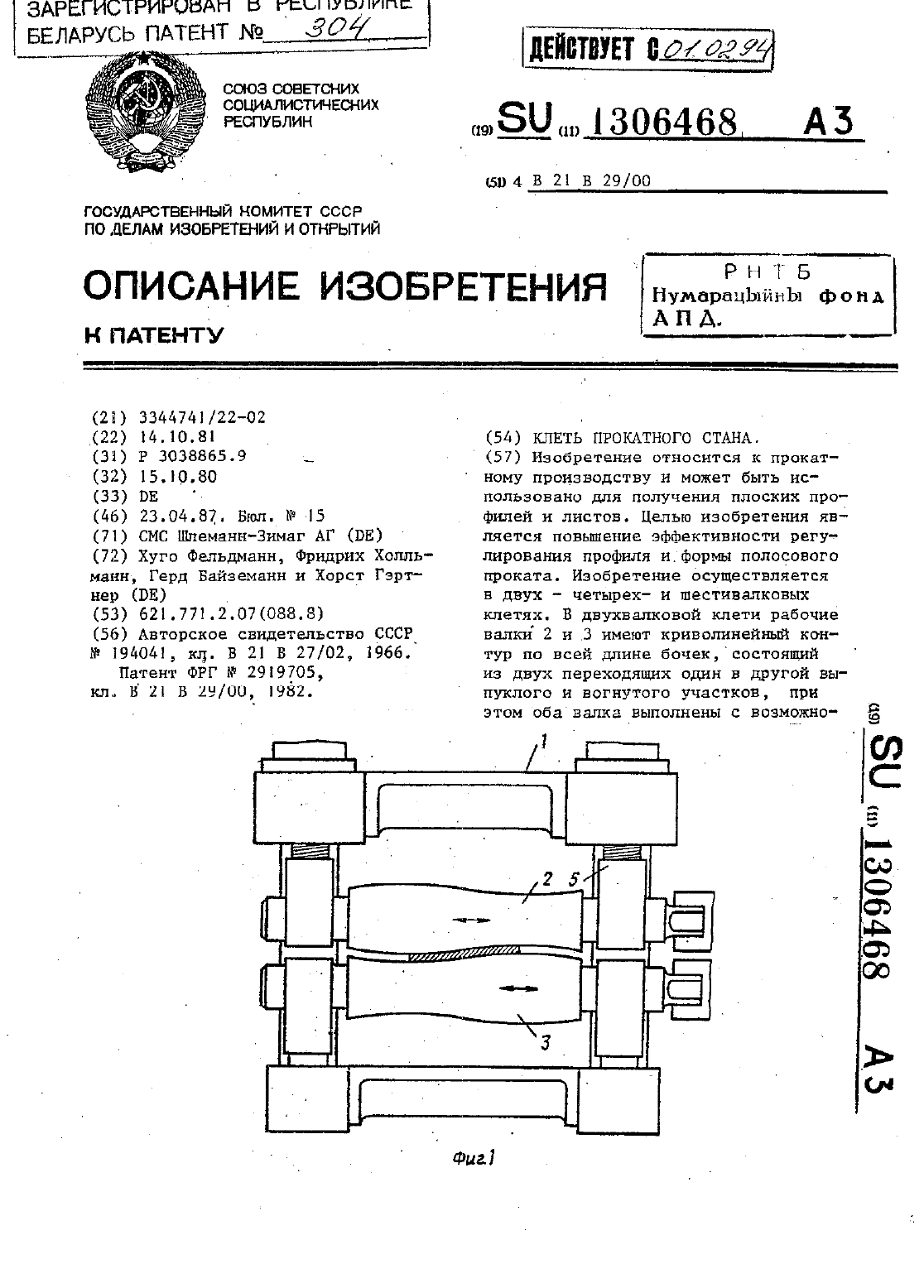
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Герд Байземанн, Фридрих Холльман, Хорст Гэртнер, Хуго Фельдманн
МПК: B21B 29/00
Метки: стана, прокатного, клеть
Текст:
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Кузьмичев М. В., Асанов В. Н., Дышлевич В. Ф., Бондаренко А. Н., Жучков С. М.
МПК: B21B 1/02
Метки: способ, сортовых, сдвоенной, профилей, прокатки
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Опора прокатного валка клети дрессировочного стана
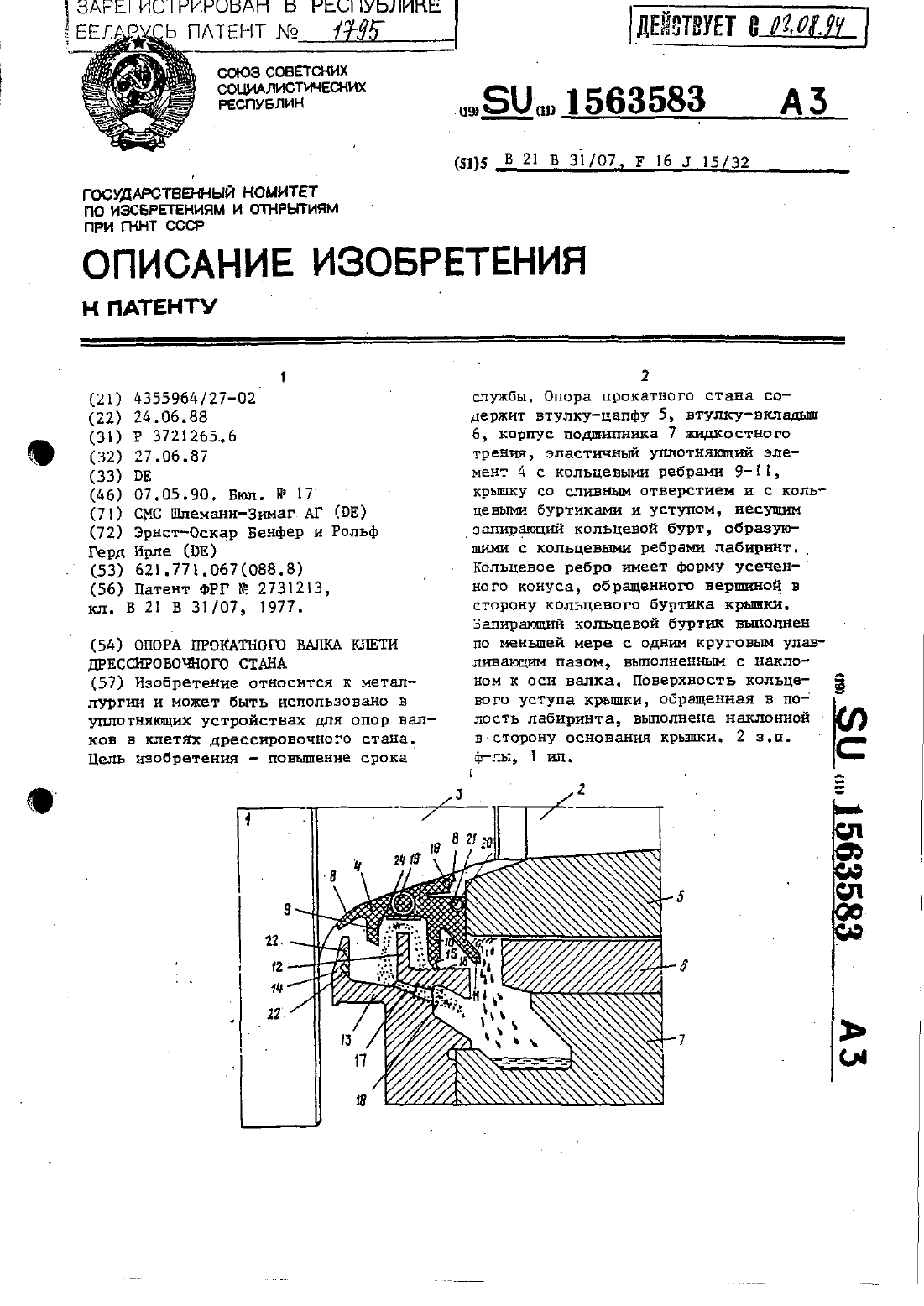
Номер патента: 1795
Опубликовано: 30.12.1997
Авторы: Рольф-Герд Ирле, Эрнст-Оскар Бенфер
МПК: F16J 15/32, B21B 31/07
Метки: опора, валка, прокатного, дрессировочного, стана, клети
Текст:
...к оси валка так, что масло, которое собралось в улавливающем пазу, может беспрепятственно стекать к самой нижней точке уступа 13 и к сливному отверстию. Олора работает следующим образом.Во время работы клети в опоре валка могут возникать очень высокие температуры масла. При кипящем масле масляные пары поднимаются из маслосборника и попадают через отверстие для стока масла к валку. дВыполнение опоры с уплотнением решает исключение...
Предыдущий патент: Устройство для очистки газа
Следующий патент: Способ оценки качества эмбрионов свиней
Случайный патент: Оборотный плуг с комбинированными рабочими органами