Способ изготовления алмазного теплоотводящего основания для лазерных диодных структур
Номер патента: 14404
Опубликовано: 30.06.2011
Авторы: Телеш Евгений Владимирович, Паращук Валентин Владимирович, Рябцев Геннадий Иванович, Беляева Ада Казимировна, Баранов Валентин Владимирович
Текст
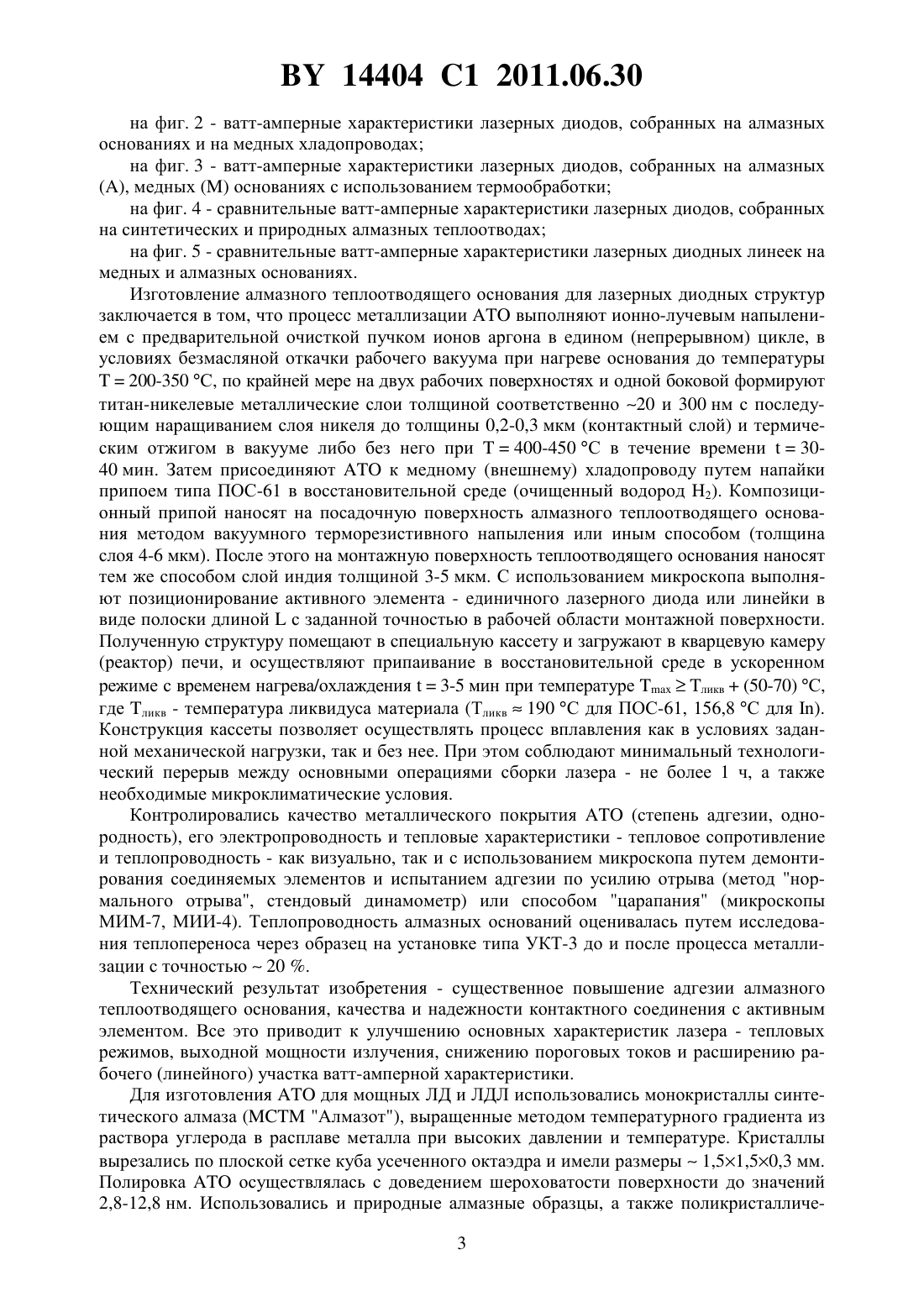
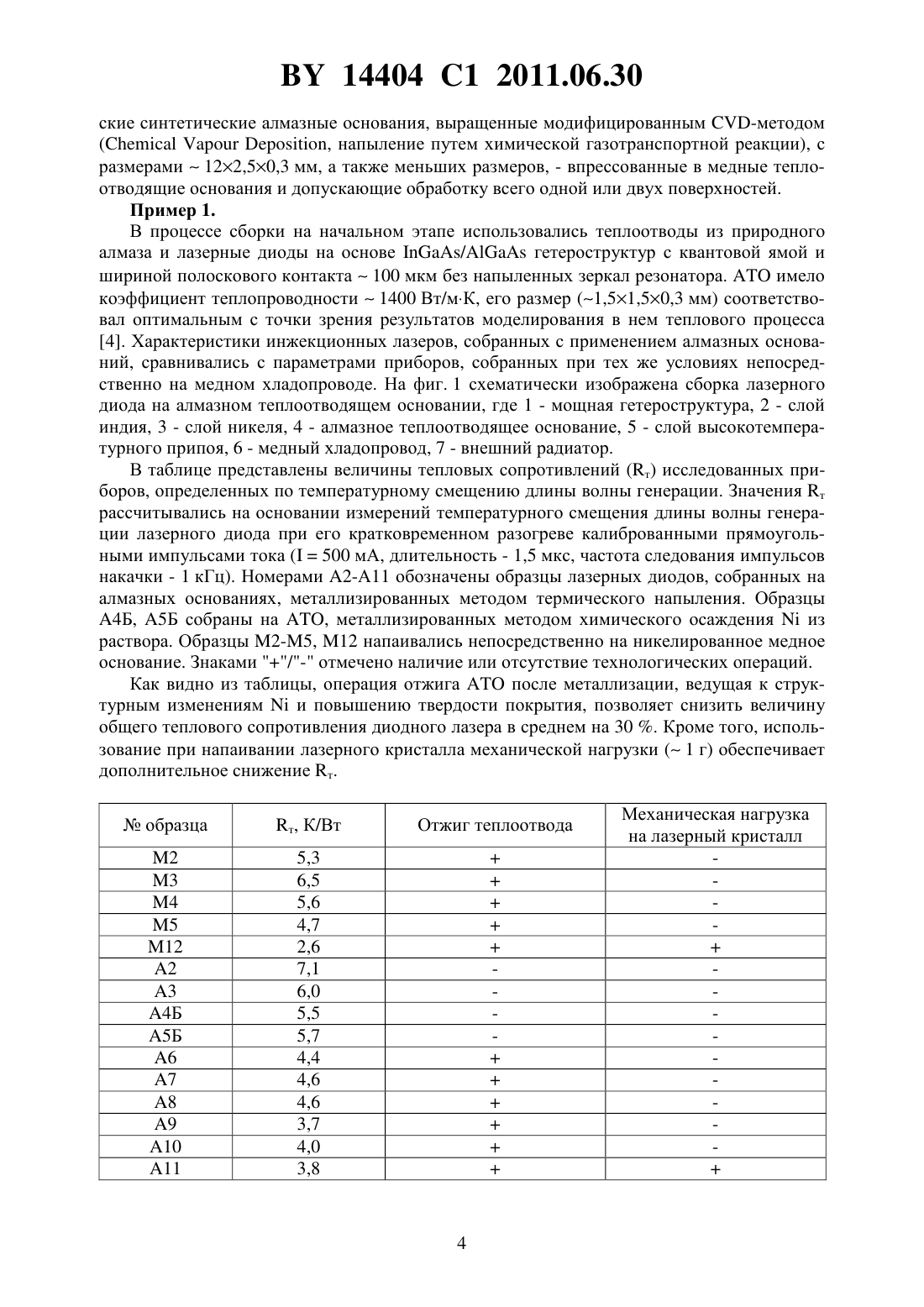
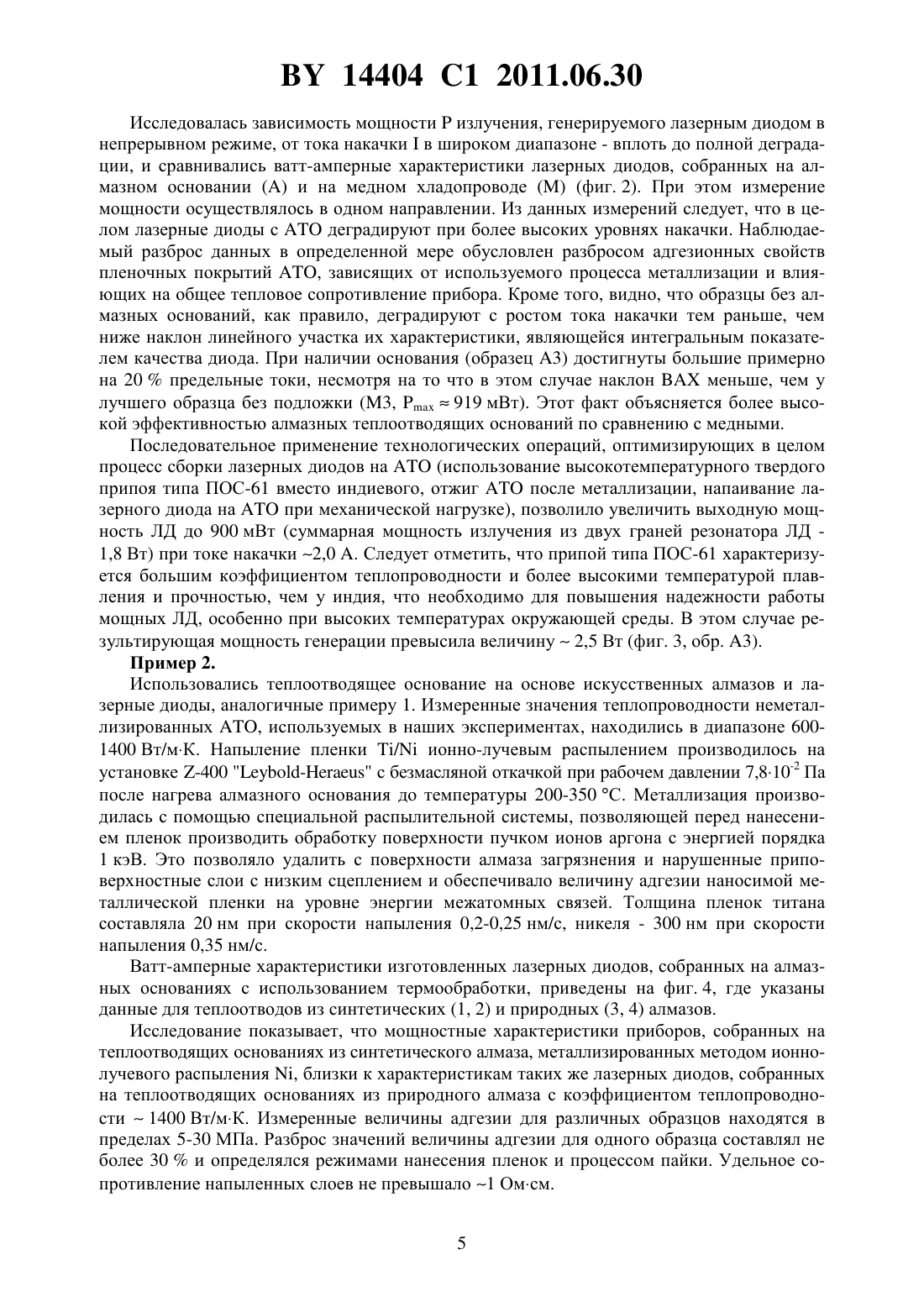
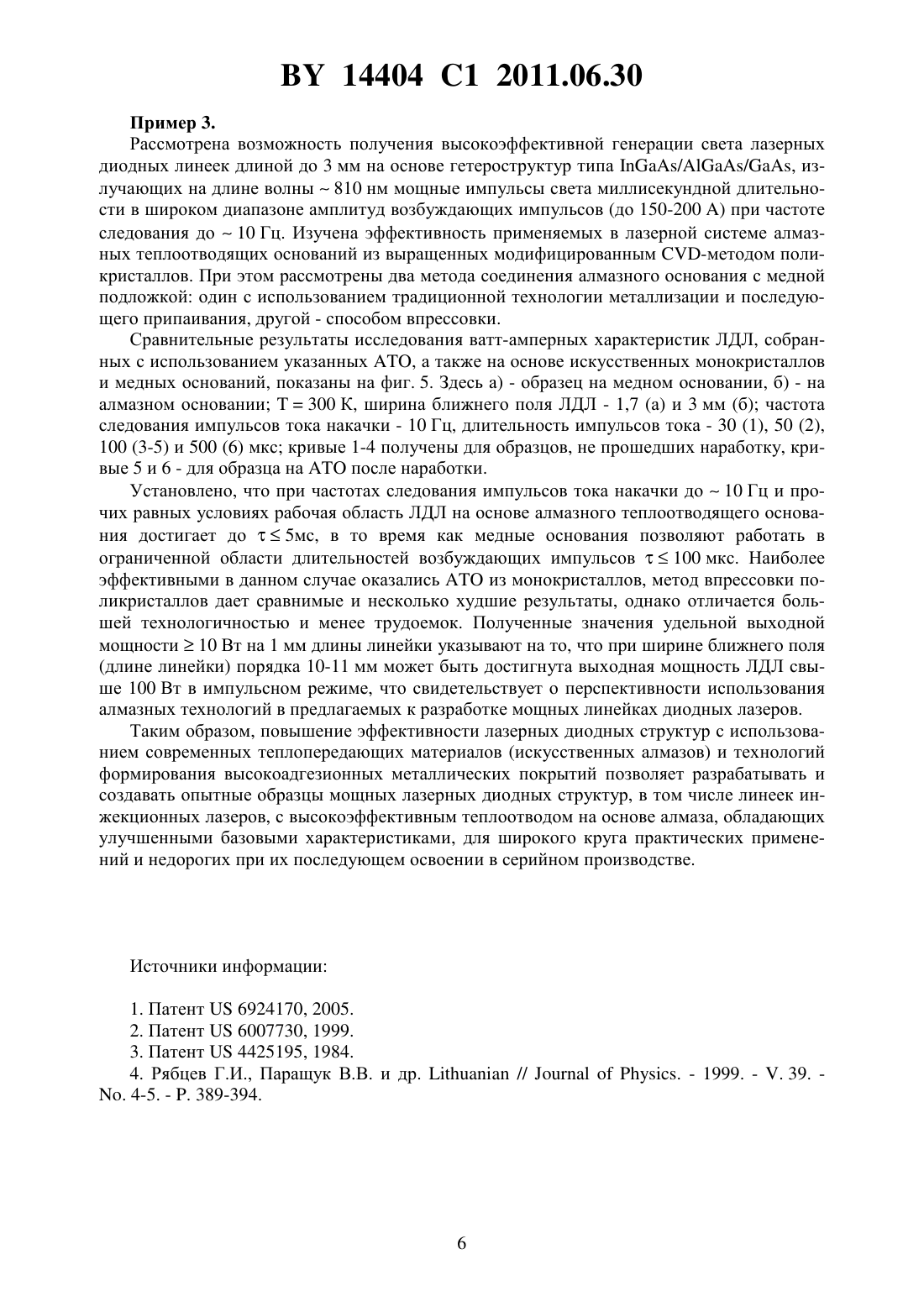
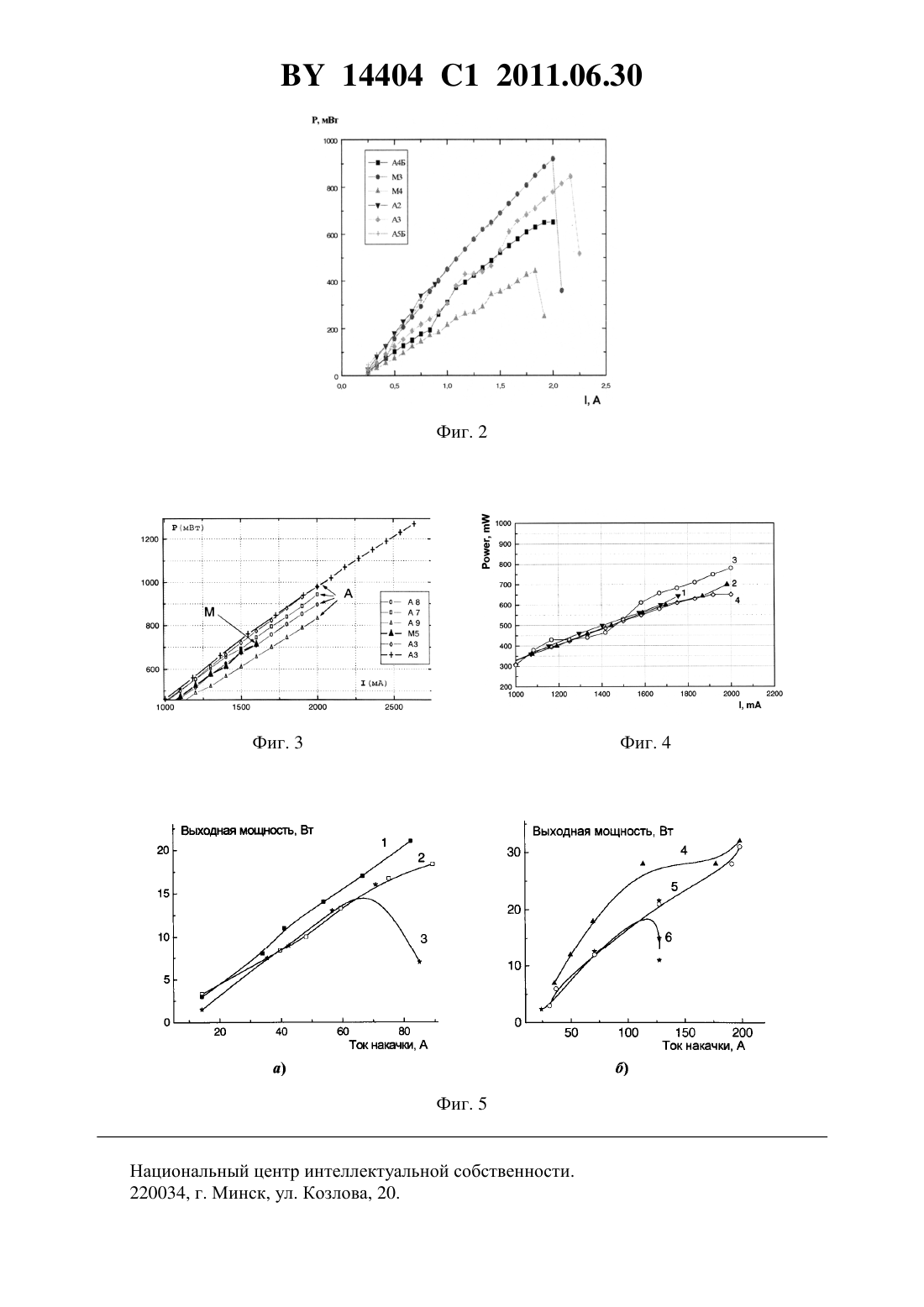
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ТЕПЛООТВОДЯЩЕГО ОСНОВАНИЯ ДЛЯ ЛАЗЕРНЫХ ДИОДНЫХ СТРУКТУР(71) Заявители Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(72) Авторы Баранов Валентин Владимирович Беляева Ада Казимировна Паращук Валентин Владимирович Рябцев Геннадий Иванович Телеш Евгений Владимирович(73) Патентообладатель Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук Беларуси Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(57) Способ изготовления алмазного теплоотводящего основания для лазерных диодных структур, включающий металлизацию поверхностей основания и присоединение его к медному хладопроводу, отличающийся тем, что нагревают основание до температуры 200-350 С, выполняют металлизацию ионно-лучевым напылением с предварительной очисткой пучком ионов аргона в едином цикле и формируют на двух рабочих и, по меньшей мере, одной боковой поверхностях основания металлические слои титан-никель толщиной 0,02 и 0,3 мкм соответственно с последующим наращиванием слоя никеля до толщины 0,2-0,3 мкм и термическим отжигом в вакууме либо без него при температуре 400-450 С в течение 30-40 мин. 14404 1 2011.06.30 Изобретение относится к квантовой электронике, полупроводниковой и оптоэлектронной технологии, в частности к технологии изготовления когерентных излучателей для систем накачки мощных твердотельных лазеров, создания медицинской аппаратуры, лазерного технологического оборудования и других целей. Мощные лазерные диоды и лазерные диодные линейки (структуры), излучающие световую мощность от единиц до десятков и сотен ватт в непрерывном режиме, требуют интенсивного отведения тепла от активной области полупроводниковой гетероструктуры. Создание таких мощных излучающих структур является одним из приоритетных направлений развития мирового лазерного приборостроения. Получение высоких выходных мощностей напрямую связано с решением проблемы отвода тепла от активного слоя структуры. Известны различные способы изготовления теплоотводов для электронных и оптоэлектронных компонентов, в том числе диодных лазеров, путем крепления активного элемента на предварительно металлизированной контактной пластине из алмаза 1, 2. При этом основная проблема эффективного использования металлизированной контактной пластины из алмазного теплоотводящего основаниязаключается в необходимости обеспечения высокой степени адгезии покрытия при достаточно большой величине его электрической проводимости, не вызывающей существенного джоулевого нагрева основания. Кроме этого, требуется однородность адгезии по отношению ко всем основным поверхностям основания - монтажной, посадочной (противоположной монтажной) и боковым, которые обеспечивают электрическую связь первых двух поверхностей при минимальном удельном сопротивлении металлического покрытия. Наиболее близким к заявляемому по технической сущности является способ изготовления алмазного теплоотводящего основания, включающий операции металлизации алмаза, установки его на базовую пластину, нанесения гальваническим способом на рабочие поверхности теплоотводящего основания вторичного металлического слоя (слоев) и проволочного соединения сформированных поверхностей 3. Используемый в данном способе процесс металлизации не обеспечивает необходимую степень адгезии как первичного,так и вторичного металлического покрытия рабочих поверхностей теплоотводящего основания. Способ их электрического соединения при помощи проволок обуславливает дополнительный, помимо основных тепловых процессов в активном элементе, джоулев нагрев (за счет конечного их сопротивления, неомичности контактов и т.п.). Сам способ является трудоемким и ненадежным. Задачей изобретения является повышение адгезии алмазного основания, качества и надежности контактного соединения с активным элементом и улучшение на этой основе выходных характеристик лазера. Поставленная задача решается следующим образом. В способе изготовления алмазного теплоотводящего основания для лазерных диодных структур, включающем металлизацию поверхностей основания и присоединение его к медному хладопроводу, нагревают основание до температуры 200-350 С, выполняют металлизации ионно-лучевым напылением с предварительной очисткой пучком ионов аргона в едином цикле и формируют на двух рабочих и, по меньшей мере, одной боковой поверхностях основания металлические слои титан-никель толщиной 0,02 и 0,3 мкм соответственно с последующим наращиванием слоя никеля до толщины 0,2-0,3 мкм и термическим отжигом в вакууме либо без него при температуре 400-450 С в течение 30-40 мин. При этом достигнуто однородное высокоадгезионное металлическое покрытие алмазных оснований с требуемым низким удельным сопротивлением на всех экспонируемых поверхностях основания. Похожие результаты получены и для систем и . Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 показано схематическое изображение сборки лазерной гетероструктуры на алмазном теплоотводящем основании 2 14404 1 2011.06.30 на фиг. 2 - ватт-амперные характеристики лазерных диодов, собранных на алмазных основаниях и на медных хладопроводах на фиг. 3 - ватт-амперные характеристики лазерных диодов, собранных на алмазных, медныхоснованиях с использованием термообработки на фиг. 4 - сравнительные ватт-амперные характеристики лазерных диодов, собранных на синтетических и природных алмазных теплоотводах на фиг. 5 - сравнительные ватт-амперные характеристики лазерных диодных линеек на медных и алмазных основаниях. Изготовление алмазного теплоотводящего основания для лазерных диодных структур заключается в том, что процесс металлизациивыполняют ионно-лучевым напылением с предварительной очисткой пучком ионов аргона в едином (непрерывном) цикле, в условиях безмасляной откачки рабочего вакуума при нагреве основания до температуры 200-350 С, по крайней мере на двух рабочих поверхностях и одной боковой формируют титан-никелевые металлические слои толщиной соответственно 20 и 300 нм с последующим наращиванием слоя никеля до толщины 0,2-0,3 мкм (контактный слой) и термическим отжигом в вакууме либо без него при 400-450 С в течение времени 3040 мин. Затем присоединяютк медному (внешнему) хладопроводу путем напайки припоем типа ПОС-61 в восстановительной среде (очищенный водород 2). Композиционный припой наносят на посадочную поверхность алмазного теплоотводящего основания методом вакуумного терморезистивного напыления или иным способом (толщина слоя 4-6 мкм). После этого на монтажную поверхность теплоотводящего основания наносят тем же способом слой индия толщиной 3-5 мкм. С использованием микроскопа выполняют позиционирование активного элемента - единичного лазерного диода или линейки в виде полоски длинойс заданной точностью в рабочей области монтажной поверхности. Полученную структуру помещают в специальную кассету и загружают в кварцевую камеру(реактор) печи, и осуществляют припаивание в восстановительной среде в ускоренном режиме с временем нагрева/охлаждения 3-5 мин при температуреликв(50-70) С,где ликв - температура ликвидуса материала (Тликв 190 С для ПОС-61, 156,8 С для ). Конструкция кассеты позволяет осуществлять процесс вплавления как в условиях заданной механической нагрузки, так и без нее. При этом соблюдают минимальный технологический перерыв между основными операциями сборки лазера - не более 1 ч, а также необходимые микроклиматические условия. Контролировались качество металлического покрытия(степень адгезии, однородность), его электропроводность и тепловые характеристики - тепловое сопротивление и теплопроводность - как визуально, так и с использованием микроскопа путем демонтирования соединяемых элементов и испытанием адгезии по усилию отрыва (метод нормального отрыва, стендовый динамометр) или способом царапания (микроскопы МИМ-7, МИИ-4). Теплопроводность алмазных оснований оценивалась путем исследования теплопереноса через образец на установке типа УКТ-3 до и после процесса металлизации с точностью 20 . Технический результат изобретения - существенное повышение адгезии алмазного теплоотводящего основания, качества и надежности контактного соединения с активным элементом. Все это приводит к улучшению основных характеристик лазера - тепловых режимов, выходной мощности излучения, снижению пороговых токов и расширению рабочего (линейного) участка ватт-амперной характеристики. Для изготовлениядля мощных ЛД и ЛДЛ использовались монокристаллы синтетического алмаза ( Алмазот), выращенные методом температурного градиента из раствора углерода в расплаве металла при высоких давлении и температуре. Кристаллы вырезались по плоской сетке куба усеченного октаэдра и имели размеры 1,51,50,3 мм. Полировкаосуществлялась с доведением шероховатости поверхности до значений 2,8-12,8 нм. Использовались и природные алмазные образцы, а также поликристалличе 3 14404 1 2011.06.30 ские синтетические алмазные основания, выращенные модифицированным -методом(, напыление путем химической газотранспортной реакции), с размерами 122,50,3 мм, а также меньших размеров, - впрессованные в медные теплоотводящие основания и допускающие обработку всего одной или двух поверхностей. Пример 1. В процессе сборки на начальном этапе использовались теплоотводы из природного алмаза и лазерные диоды на основе / гетероструктур с квантовой ямой и шириной полоскового контакта 100 мкм без напыленных зеркал резонатора.имело коэффициент теплопроводности 1400 Вт/мК, его размер (1,51,50,3 мм) соответствовал оптимальным с точки зрения результатов моделирования в нем теплового процесса 4. Характеристики инжекционных лазеров, собранных с применением алмазных оснований, сравнивались с параметрами приборов, собранных при тех же условиях непосредственно на медном хладопроводе. На фиг. 1 схематически изображена сборка лазерного диода на алмазном теплоотводящем основании, где 1 - мощная гетероструктура, 2 - слой индия, 3 - слой никеля, 4 - алмазное теплоотводящее основание, 5 - слой высокотемпературного припоя, 6 - медный хладопровод, 7 - внешний радиатор. В таблице представлены величины тепловых сопротивлений (т) исследованных приборов, определенных по температурному смещению длины волны генерации. Значения т рассчитывались на основании измерений температурного смещения длины волны генерации лазерного диода при его кратковременном разогреве калиброванными прямоугольными импульсами тока (500 мА, длительность - 1,5 мкс, частота следования импульсов накачки - 1 кГц). Номерами 2-А 11 обозначены образцы лазерных диодов, собранных на алмазных основаниях, металлизированных методом термического напыления. Образцы 4 Б, 5 Б собраны на , металлизированных методом химического осажденияиз раствора. Образцы 2-5, 12 напаивались непосредственно на никелированное медное основание. Знаками /- отмечено наличие или отсутствие технологических операций. Как видно из таблицы, операция отжигапосле металлизации, ведущая к структурным изменениями повышению твердости покрытия, позволяет снизить величину общего теплового сопротивления диодного лазера в среднем на 30 . Кроме того, использование при напаивании лазерного кристалла механической нагрузки ( 1 г) обеспечивает дополнительное снижение т.образца Механическая нагрузка на лазерный кристалл 14404 1 2011.06.30 Исследовалась зависимость мощностиизлучения, генерируемого лазерным диодом в непрерывном режиме, от тока накачкив широком диапазоне - вплоть до полной деградации, и сравнивались ватт-амперные характеристики лазерных диодов, собранных на алмазном основаниии на медном хладопроводе(фиг. 2). При этом измерение мощности осуществлялось в одном направлении. Из данных измерений следует, что в целом лазерные диоды сдеградируют при более высоких уровнях накачки. Наблюдаемый разброс данных в определенной мере обусловлен разбросом адгезионных свойств пленочных покрытий , зависящих от используемого процесса металлизации и влияющих на общее тепловое сопротивление прибора. Кроме того, видно, что образцы без алмазных оснований, как правило, деградируют с ростом тока накачки тем раньше, чем ниже наклон линейного участка их характеристики, являющейся интегральным показателем качества диода. При наличии основания (образец 3) достигнуты большие примерно на 20 предельные токи, несмотря на то что в этом случае наклонменьше, чем у лучшего образца без подложки (3,919 мВт). Этот факт объясняется более высокой эффективностью алмазных теплоотводящих оснований по сравнению с медными. Последовательное применение технологических операций, оптимизирующих в целом процесс сборки лазерных диодов на(использование высокотемпературного твердого припоя типа ПОС-61 вместо индиевого, отжигпосле металлизации, напаивание лазерного диода напри механической нагрузке), позволило увеличить выходную мощность ЛД до 900 мВт (суммарная мощность излучения из двух граней резонатора ЛД 1,8 Вт) при токе накачки 2,0 . Следует отметить, что припой типа ПОС-61 характеризуется большим коэффициентом теплопроводности и более высокими температурой плавления и прочностью, чем у индия, что необходимо для повышения надежности работы мощных ЛД, особенно при высоких температурах окружающей среды. В этом случае результирующая мощность генерации превысила величину 2,5 Вт (фиг. 3, обр. 3). Пример 2. Использовались теплоотводящее основание на основе искусственных алмазов и лазерные диоды, аналогичные примеру 1. Измеренные значения теплопроводности неметаллизированных , используемых в наших экспериментах, находились в диапазоне 6001400 Вт/мК. Напыление пленки / ионно-лучевым распылением производилось на установке -400 - с безмасляной откачкой при рабочем давлении 7,810-2 Па после нагрева алмазного основания до температуры 200-350 С. Металлизация производилась с помощью специальной распылительной системы, позволяющей перед нанесением пленок производить обработку поверхности пучком ионов аргона с энергией порядка 1 кэВ. Это позволяло удалить с поверхности алмаза загрязнения и нарушенные приповерхностные слои с низким сцеплением и обеспечивало величину адгезии наносимой металлической пленки на уровне энергии межатомных связей. Толщина пленок титана составляла 20 нм при скорости напыления 0,2-0,25 нм/с, никеля - 300 нм при скорости напыления 0,35 нм/с. Ватт-амперные характеристики изготовленных лазерных диодов, собранных на алмазных основаниях с использованием термообработки, приведены на фиг. 4, где указаны данные для теплоотводов из синтетических (1, 2) и природных (3, 4) алмазов. Исследование показывает, что мощностные характеристики приборов, собранных на теплоотводящих основаниях из синтетического алмаза, металлизированных методом ионнолучевого распыления , близки к характеристикам таких же лазерных диодов, собранных на теплоотводящих основаниях из природного алмаза с коэффициентом теплопроводности 1400 Вт/мК. Измеренные величины адгезии для различных образцов находятся в пределах 5-30 МПа. Разброс значений величины адгезии для одного образца составлял не более 30 и определялся режимами нанесения пленок и процессом пайки. Удельное сопротивление напыленных слоев не превышало 1 Омсм. 5 14404 1 2011.06.30 Пример 3. Рассмотрена возможность получения высокоэффективной генерации света лазерных диодных линеек длиной до 3 мм на основе гетероструктур типа //, излучающих на длине волны 810 нм мощные импульсы света миллисекундной длительности в широком диапазоне амплитуд возбуждающих импульсов (до 150-200 ) при частоте следования до 10 Гц. Изучена эффективность применяемых в лазерной системе алмазных теплоотводящих оснований из выращенных модифицированным -методом поликристаллов. При этом рассмотрены два метода соединения алмазного основания с медной подложкой один с использованием традиционной технологии металлизации и последующего припаивания, другой - способом впрессовки. Сравнительные результаты исследования ватт-амперных характеристик ЛДЛ, собранных с использованием указанных , а также на основе искусственных монокристаллов и медных оснований, показаны на фиг. 5. Здесь а) - образец на медном основании, б) - на алмазном основании 300 К, ширина ближнего поля ЛДЛ - 1,7 (а) и 3 мм (б) частота следования импульсов тока накачки - 10 Гц, длительность импульсов тока - 30 (1), 50 (2),100 (3-5) и 500 (6) мкс кривые 1-4 получены для образцов, не прошедших наработку, кривые 5 и 6 - для образца напосле наработки. Установлено, что при частотах следования импульсов тока накачки до 10 Гц и прочих равных условиях рабочая область ЛДЛ на основе алмазного теплоотводящего основания достигает до 5 мс, в то время как медные основания позволяют работать в ограниченной области длительностей возбуждающих импульсов 100 мкс. Наиболее эффективными в данном случае оказалисьиз монокристаллов, метод впрессовки поликристаллов дает сравнимые и несколько худшие результаты, однако отличается большей технологичностью и менее трудоемок. Полученные значения удельной выходной мощности 10 Вт на 1 мм длины линейки указывают на то, что при ширине ближнего поля(длине линейки) порядка 10-11 мм может быть достигнута выходная мощность ЛДЛ свыше 100 Вт в импульсном режиме, что свидетельствует о перспективности использования алмазных технологий в предлагаемых к разработке мощных линейках диодных лазеров. Таким образом, повышение эффективности лазерных диодных структур с использованием современных теплопередающих материалов (искусственных алмазов) и технологий формирования высокоадгезионных металлических покрытий позволяет разрабатывать и создавать опытные образцы мощных лазерных диодных структур, в том числе линеек инжекционных лазеров, с высокоэффективным теплоотводом на основе алмаза, обладающих улучшенными базовыми характеристиками, для широкого круга практических применений и недорогих при их последующем освоении в серийном производстве. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: H01S 3/04, H01L 33/00, H01L 21/02, H01S 5/00
Метки: изготовления, алмазного, теплоотводящего, способ, лазерных, диодных, основания, структур
Код ссылки
<a href="https://by.patents.su/7-14404-sposob-izgotovleniya-almaznogo-teplootvodyashhego-osnovaniya-dlya-lazernyh-diodnyh-struktur.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного теплоотводящего основания для лазерных диодных структур</a>
Способ сборки лазерных структур на теплоотводящем основании из керамики нитрида бора
Номер патента: 13388
Опубликовано: 30.06.2010
Авторы: Красковский Андрей Сергеевич, Соколов Сергей Николаевич, Щемелев Максим Анатольевич, Беляева Ада Каземировна, Шишенок Николай Александрович, Леончик Сергей Викентьевич, Рябцев Геннадий Иванович, Микаелян Геворк Татевосович, Безъязычная Татьяна Владимировна, Рябцев Андрей Геннадьевич, Пожидаев Александр Викторович, Богданович Максим Владимирович, Кабанов Владимир Викторович, Титовец Сергей Николаевич, Шишенок Елена Михайловна, Паращук Валентин Владимирович, Жиздюк Татьяна Борисовна, Тепляшин Леонид Леонидович
МПК: H01S 5/00, H01L 33/00
Метки: основании, бора, нитрида, способ, керамики, теплоотводящем, лазерных, структур, сборки
Текст:
...распределение припоя по поверхности монтажной пластины можно получить нанесением последовательно в едином технологическом цикле четырех металлов хромникель-олово-серебро (патент 2173913, МПК 601 21/58, опубл. 15.07.1999). Каждый из вышеперечисленных способов имеет свой недостаток. Так, в техническом решении по патенту 2075140 на монтажную поверхность наносится слой золота,геометрические параметры которого необходимо выдерживать в жестких...
Способ разбраковки полупроводниковых кремниевых диодных структур
Номер патента: 13236
Опубликовано: 30.06.2010
Авторы: Жданович Николай Евгеньевич, Коршунов Федор Павлович, Марченко Игорь Георгиевич
МПК: H01L 21/66, G01R 31/26
Метки: диодных, разбраковки, кремниевых, структур, полупроводниковых, способ
Текст:
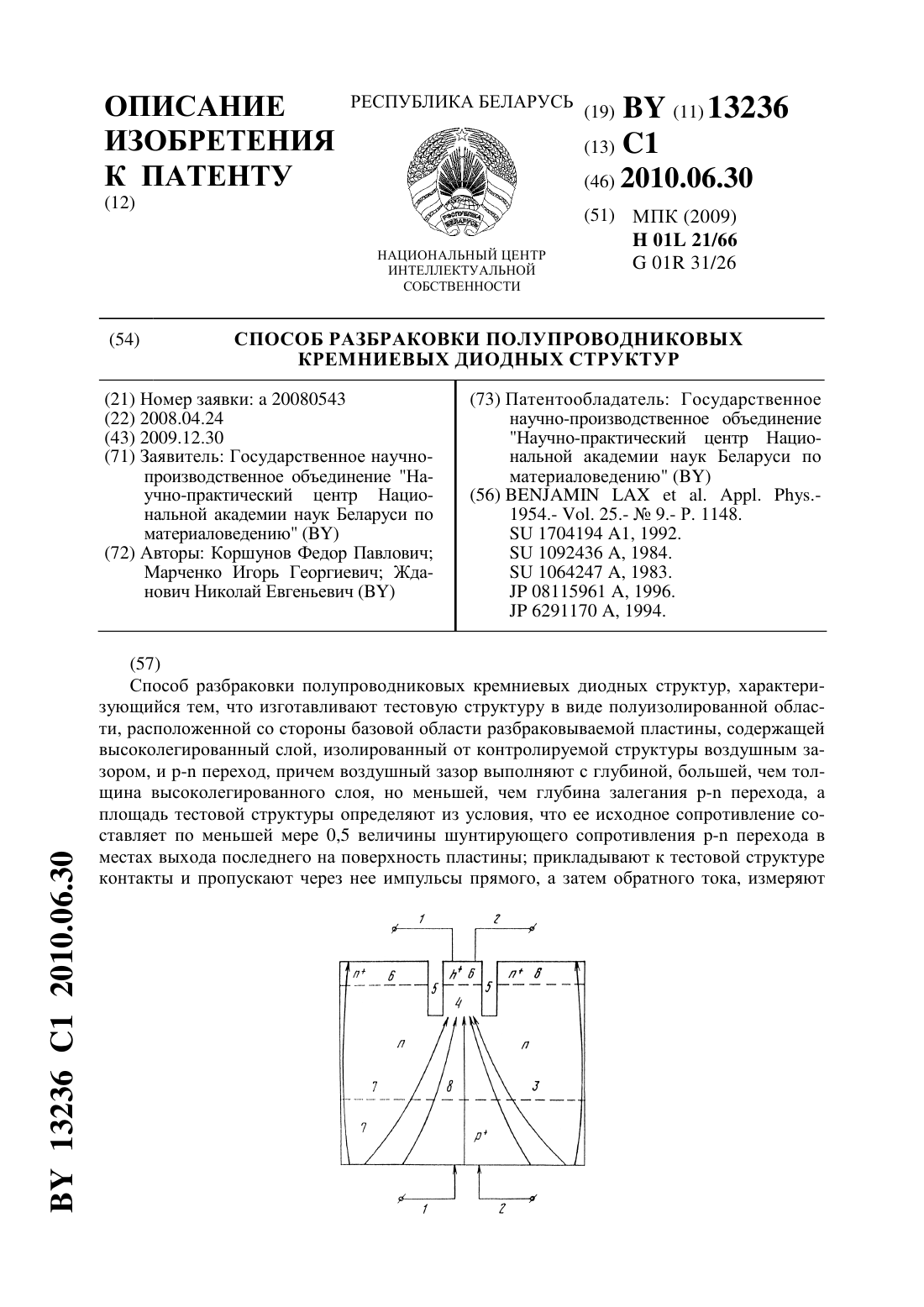
...прикладывают к тестовой структуре контакты и пропускают через нее импульсы прямого, а затем обратного тока, измеряют прямое падение напряжения и определяют время жизни неосновных носителей заряда в 2 13236 1 2010.06.30 базовой области, по которому осуществляют разбраковку структур, причем измеряют прямое падение напряжения посредством дополнительных контактов, прикладываемых к тестовой структуре. Сущность изобретения заключается в том,...
Способ изготовления алмазного инструмента повышенной износостойкости
Номер патента: 7769
Опубликовано: 28.02.2006
Автор: Миронович Галина Александровна
Метки: способ, инструмента, повышенной, изготовления, алмазного, износостойкости
Текст:
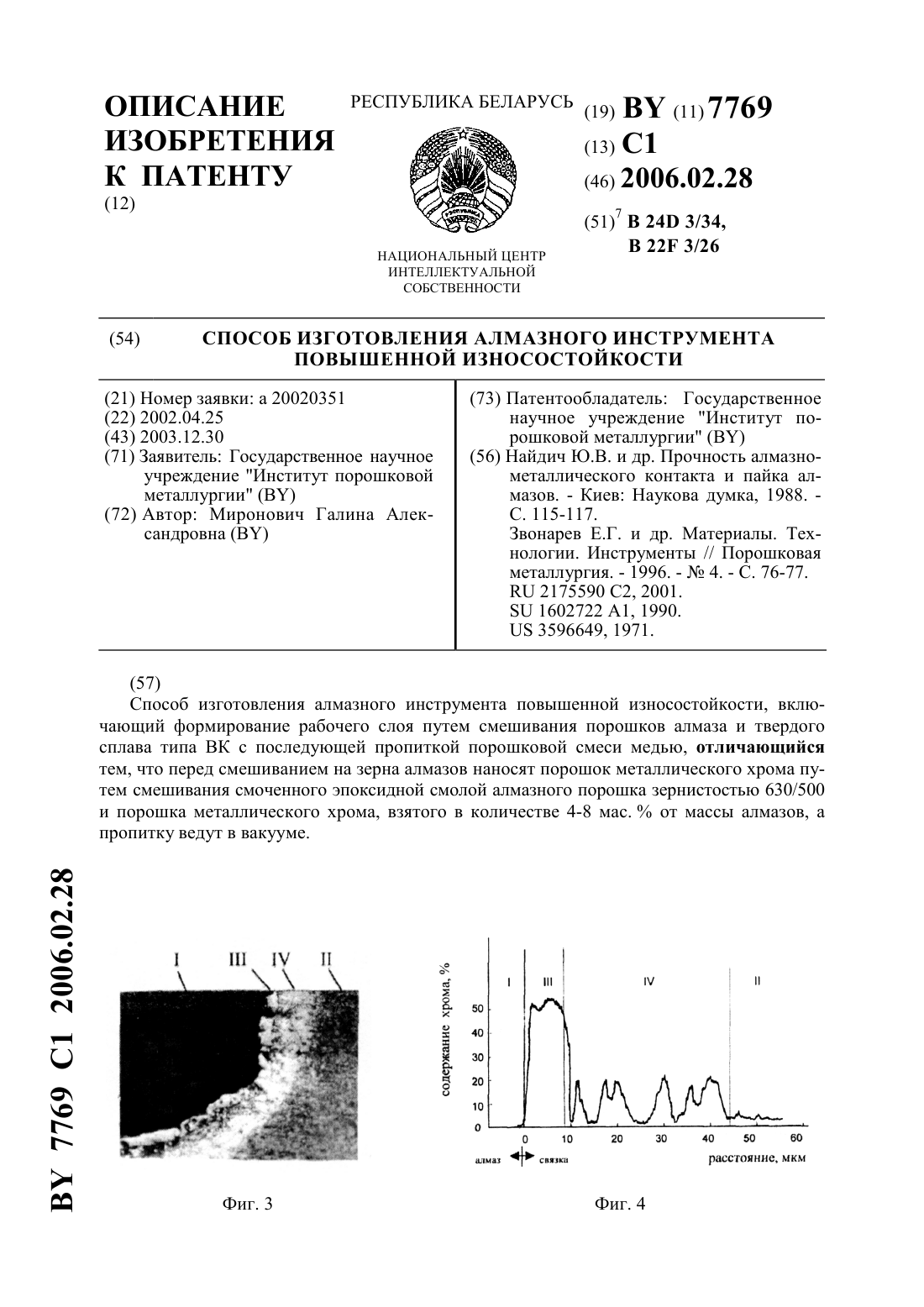
...инструмента соответственно по способу-прототипу и предлагаемому способу фиг. 2 и фиг. 4 отражают изменение содержание хрома в структуре этих материалов. Опытным путем установлено, что при изготовлении инструмента предлагаемым способом вокруг алмаза (, фиг. 3, фиг. 4) образуется слой толщиной 6-8 мкмс микротвердостью 2000 кг/мм 2, близкой к микротвердости карбида хрома, и переходная зона толщиной 35 мкм , что невозможно достичь ни при...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: способ, алмазного, изготовления, инструмента
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B22F 1/00, B24D 3/20, B24D 18/00...
Метки: алмазного, способ, изготовления, инструмента
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Предыдущий патент: Способ определения массового расхода жидкого или газообразного вещества
Следующий патент: Пробка заливной горловины, преимущественно топливного бака транспортного средства
Случайный патент: Вычислительное устройство унитарных кодов по модулю три