Способ изготовления алмазного инструмента повышенной износостойкости
Текст
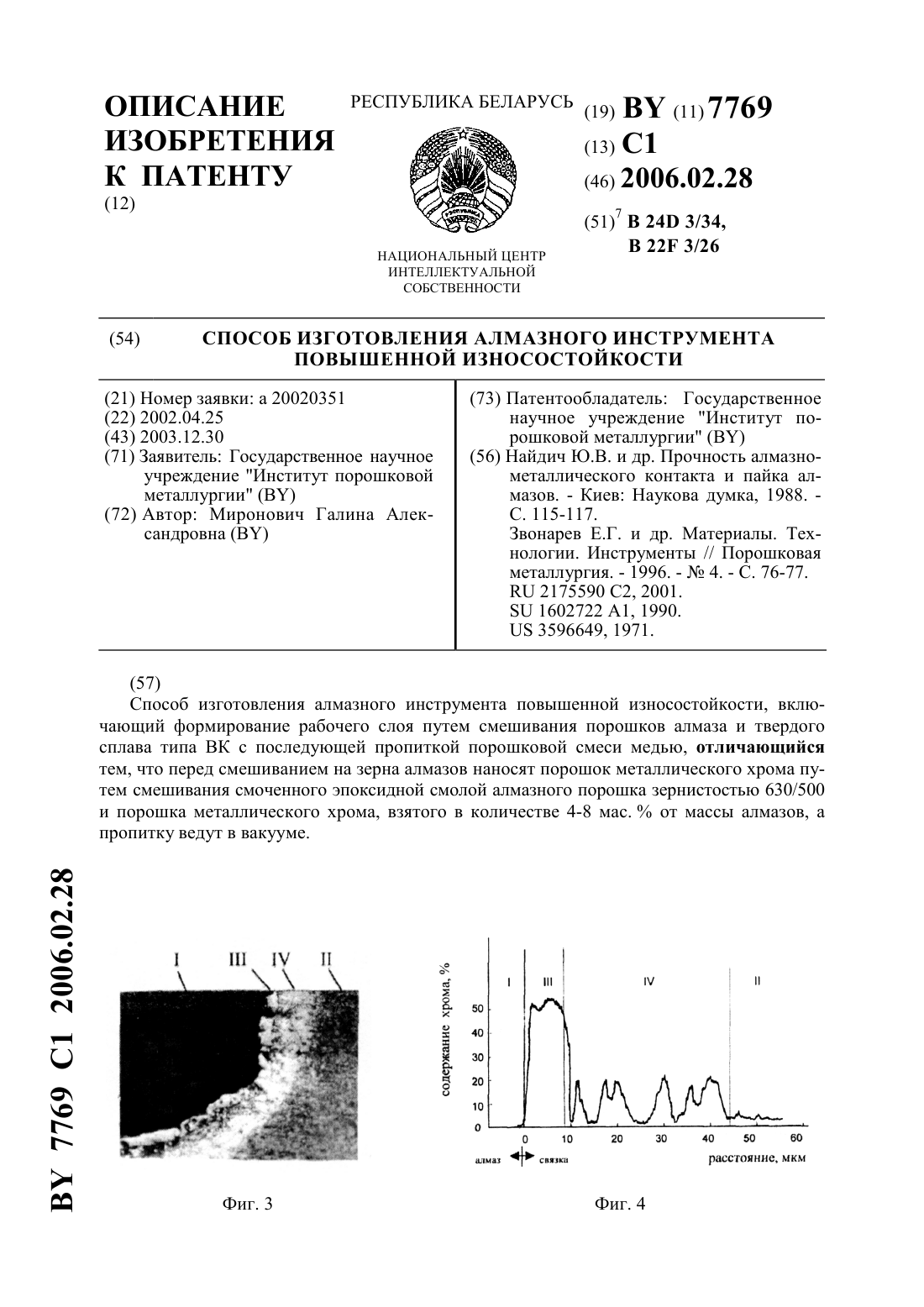
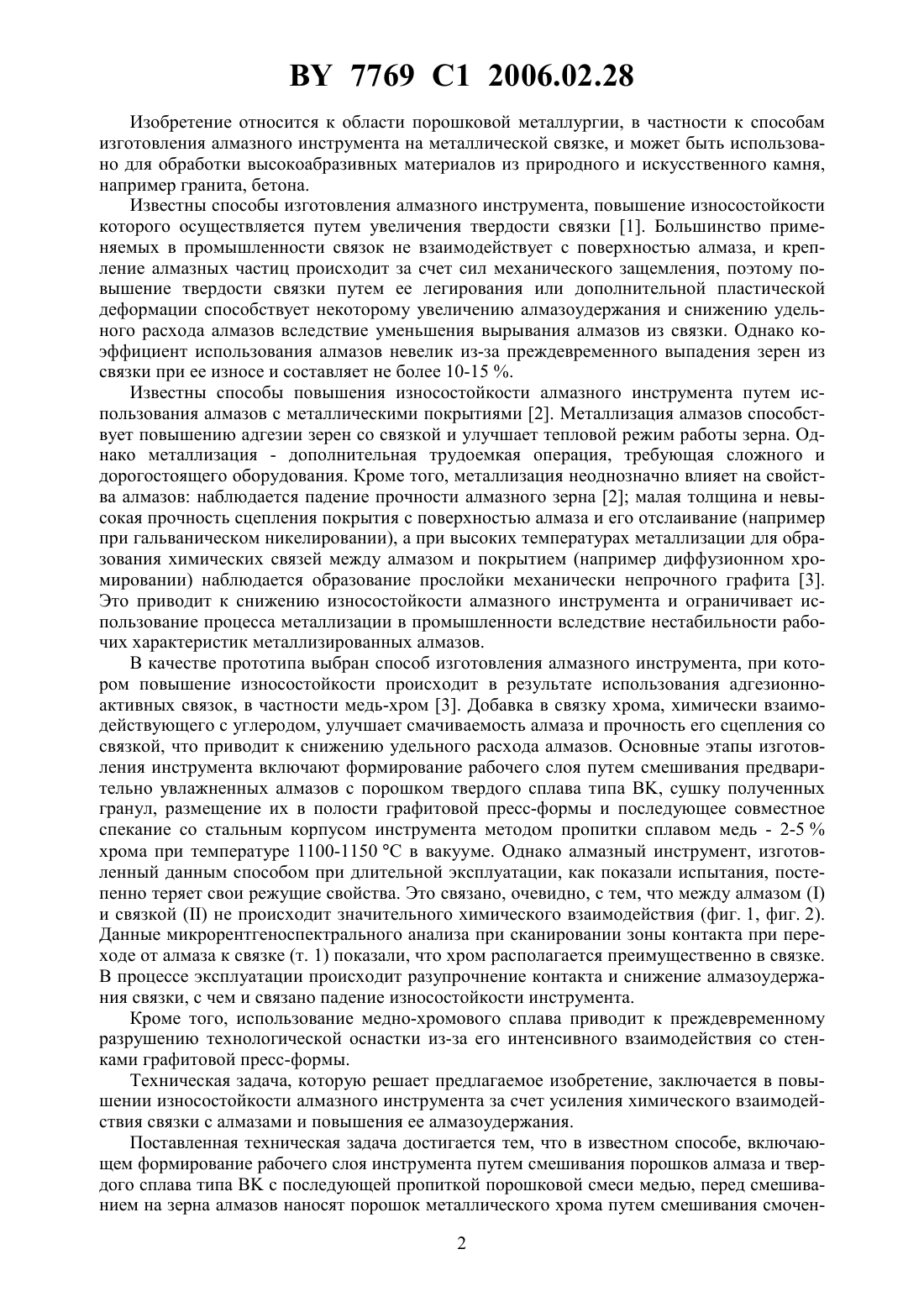
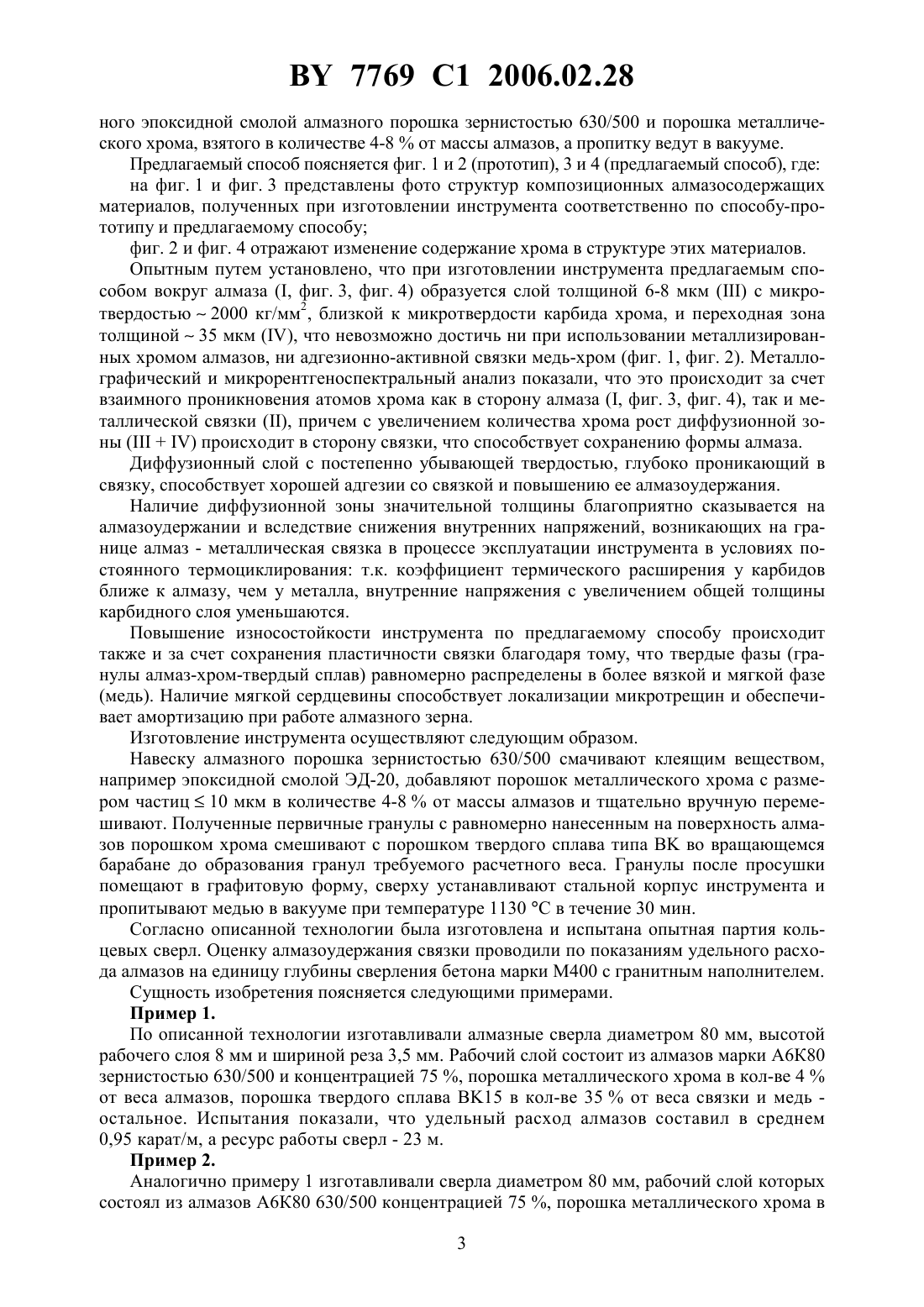
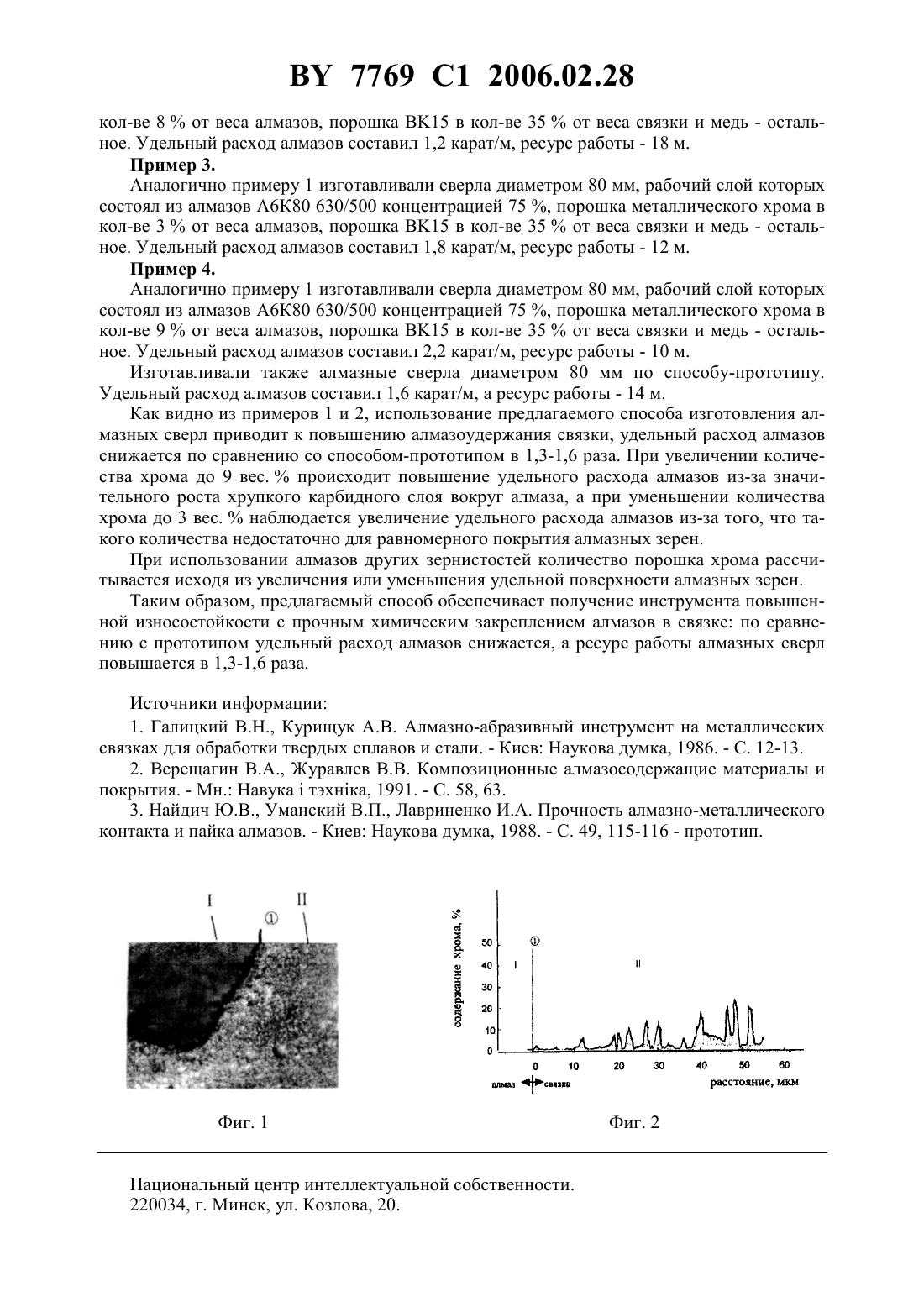
СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Автор Миронович Галина Александровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) Найдич Ю.В. и др. Прочность алмазнометаллического контакта и пайка алмазов. - Киев Наукова думка, 1988. С. 115-117. Звонарев Е.Г. и др. Материалы. Технологии. Инструменты // Порошковая металлургия. - 1996. -4. - С. 76-77.2175590 2, 2001.1602722 1, 1990.3596649, 1971.(57) Способ изготовления алмазного инструмента повышенной износостойкости, включающий формирование рабочего слоя путем смешивания порошков алмаза и твердого сплава типа ВК с последующей пропиткой порошковой смеси медью, отличающийся тем, что перед смешиванием на зерна алмазов наносят порошок металлического хрома путем смешивания смоченного эпоксидной смолой алмазного порошка зернистостью 630/500 и порошка металлического хрома, взятого в количестве 4-8 мас.от массы алмазов, а пропитку ведут в вакууме. 7769 1 2006.02.28 Изобретение относится к области порошковой металлургии, в частности к способам изготовления алмазного инструмента на металлической связке, и может быть использовано для обработки высокоабразивных материалов из природного и искусственного камня,например гранита, бетона. Известны способы изготовления алмазного инструмента, повышение износостойкости которого осуществляется путем увеличения твердости связки 1. Большинство применяемых в промышленности связок не взаимодействует с поверхностью алмаза, и крепление алмазных частиц происходит за счет сил механического защемления, поэтому повышение твердости связки путем ее легирования или дополнительной пластической деформации способствует некоторому увеличению алмазоудержания и снижению удельного расхода алмазов вследствие уменьшения вырывания алмазов из связки. Однако коэффициент использования алмазов невелик из-за преждевременного выпадения зерен из связки при ее износе и составляет не более 10-15 . Известны способы повышения износостойкости алмазного инструмента путем использования алмазов с металлическими покрытиями 2. Металлизация алмазов способствует повышению адгезии зерен со связкой и улучшает тепловой режим работы зерна. Однако металлизация - дополнительная трудоемкая операция, требующая сложного и дорогостоящего оборудования. Кроме того, металлизация неоднозначно влияет на свойства алмазов наблюдается падение прочности алмазного зерна 2 малая толщина и невысокая прочность сцепления покрытия с поверхностью алмаза и его отслаивание (например при гальваническом никелировании), а при высоких температурах металлизации для образования химических связей между алмазом и покрытием (например диффузионном хромировании) наблюдается образование прослойки механически непрочного графита 3. Это приводит к снижению износостойкости алмазного инструмента и ограничивает использование процесса металлизации в промышленности вследствие нестабильности рабочих характеристик металлизированных алмазов. В качестве прототипа выбран способ изготовления алмазного инструмента, при котором повышение износостойкости происходит в результате использования адгезионноактивных связок, в частности медь-хром 3. Добавка в связку хрома, химически взаимодействующего с углеродом, улучшает смачиваемость алмаза и прочность его сцепления со связкой, что приводит к снижению удельного расхода алмазов. Основные этапы изготовления инструмента включают формирование рабочего слоя путем смешивания предварительно увлажненных алмазов с порошком твердого сплава типа , сушку полученных гранул, размещение их в полости графитовой пресс-формы и последующее совместное спекание со стальным корпусом инструмента методом пропитки сплавом медь - 2-5 хрома при температуре 1100-1150 С в вакууме. Однако алмазный инструмент, изготовленный данным способом при длительной эксплуатации, как показали испытания, постепенно теряет свои режущие свойства. Это связано, очевидно, с тем, что между алмазоми связкойне происходит значительного химического взаимодействия (фиг. 1, фиг. 2). Данные микрорентгеноспектрального анализа при сканировании зоны контакта при переходе от алмаза к связке (т. 1) показали, что хром располагается преимущественно в связке. В процессе эксплуатации происходит разупрочнение контакта и снижение алмазоудержания связки, с чем и связано падение износостойкости инструмента. Кроме того, использование медно-хромового сплава приводит к преждевременному разрушению технологической оснастки из-за его интенсивного взаимодействия со стенками графитовой пресс-формы. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении износостойкости алмазного инструмента за счет усиления химического взаимодействия связки с алмазами и повышения ее алмазоудержания. Поставленная техническая задача достигается тем, что в известном способе, включающем формирование рабочего слоя инструмента путем смешивания порошков алмаза и твердого сплава типас последующей пропиткой порошковой смеси медью, перед смешиванием на зерна алмазов наносят порошок металлического хрома путем смешивания смочен 2 7769 1 2006.02.28 ного эпоксидной смолой алмазного порошка зернистостью 630/500 и порошка металлического хрома, взятого в количестве 4-8 от массы алмазов, а пропитку ведут в вакууме. Предлагаемый способ поясняется фиг. 1 и 2 (прототип), 3 и 4 (предлагаемый способ), где на фиг. 1 и фиг. 3 представлены фото структур композиционных алмазосодержащих материалов, полученных при изготовлении инструмента соответственно по способу-прототипу и предлагаемому способу фиг. 2 и фиг. 4 отражают изменение содержание хрома в структуре этих материалов. Опытным путем установлено, что при изготовлении инструмента предлагаемым способом вокруг алмаза (, фиг. 3, фиг. 4) образуется слой толщиной 6-8 мкмс микротвердостью 2000 кг/мм 2, близкой к микротвердости карбида хрома, и переходная зона толщиной 35 мкм , что невозможно достичь ни при использовании металлизированных хромом алмазов, ни адгезионно-активной связки медь-хром (фиг. 1, фиг. 2). Металлографический и микрорентгеноспектральный анализ показали, что это происходит за счет взаимного проникновения атомов хрома как в сторону алмаза (, фиг. 3, фиг. 4), так и металлической связки , причем с увеличением количества хрома рост диффузионной зоны происходит в сторону связки, что способствует сохранению формы алмаза. Диффузионный слой с постепенно убывающей твердостью, глубоко проникающий в связку, способствует хорошей адгезии со связкой и повышению ее алмазоудержания. Наличие диффузионной зоны значительной толщины благоприятно сказывается на алмазоудержании и вследствие снижения внутренних напряжений, возникающих на границе алмаз - металлическая связка в процессе эксплуатации инструмента в условиях постоянного термоциклирования т.к. коэффициент термического расширения у карбидов ближе к алмазу, чем у металла, внутренние напряжения с увеличением общей толщины карбидного слоя уменьшаются. Повышение износостойкости инструмента по предлагаемому способу происходит также и за счет сохранения пластичности связки благодаря тому, что твердые фазы (гранулы алмаз-хром-твердый сплав) равномерно распределены в более вязкой и мягкой фазе(медь). Наличие мягкой сердцевины способствует локализации микротрещин и обеспечивает амортизацию при работе алмазного зерна. Изготовление инструмента осуществляют следующим образом. Навеску алмазного порошка зернистостью 630/500 смачивают клеящим веществом,например эпоксидной смолой ЭД-20, добавляют порошок металлического хрома с размером частиц 10 мкм в количестве 4-8 от массы алмазов и тщательно вручную перемешивают. Полученные первичные гранулы с равномерно нанесенным на поверхность алмазов порошком хрома смешивают с порошком твердого сплава типаво вращающемся барабане до образования гранул требуемого расчетного веса. Гранулы после просушки помещают в графитовую форму, сверху устанавливают стальной корпус инструмента и пропитывают медью в вакууме при температуре 1130 С в течение 30 мин. Согласно описанной технологии была изготовлена и испытана опытная партия кольцевых сверл. Оценку алмазоудержания связки проводили по показаниям удельного расхода алмазов на единицу глубины сверления бетона марки М 400 с гранитным наполнителем. Сущность изобретения поясняется следующими примерами. Пример 1. По описанной технологии изготавливали алмазные сверла диаметром 80 мм, высотой рабочего слоя 8 мм и шириной реза 3,5 мм. Рабочий слой состоит из алмазов марки А 6 К 80 зернистостью 630/500 и концентрацией 75 , порошка металлического хрома в кол-ве 4 от веса алмазов, порошка твердого сплава 15 в кол-ве 35 от веса связки и медь остальное. Испытания показали, что удельный расход алмазов составил в среднем 0,95 карат/м, а ресурс работы сверл - 23 м. Пример 2. Аналогично примеру 1 изготавливали сверла диаметром 80 мм, рабочий слой которых состоял из алмазов А 6 К 80 630/500 концентрацией 75 , порошка металлического хрома в 3 7769 1 2006.02.28 кол-ве 8 от веса алмазов, порошка 15 в кол-ве 35 от веса связки и медь - остальное. Удельный расход алмазов составил 1,2 карат/м, ресурс работы - 18 м. Пример 3. Аналогично примеру 1 изготавливали сверла диаметром 80 мм, рабочий слой которых состоял из алмазов А 6 К 80 630/500 концентрацией 75 , порошка металлического хрома в кол-ве 3 от веса алмазов, порошка 15 в кол-ве 35 от веса связки и медь - остальное. Удельный расход алмазов составил 1,8 карат/м, ресурс работы - 12 м. Пример 4. Аналогично примеру 1 изготавливали сверла диаметром 80 мм, рабочий слой которых состоял из алмазов А 6 К 80 630/500 концентрацией 75 , порошка металлического хрома в кол-ве 9 от веса алмазов, порошка 15 в кол-ве 35 от веса связки и медь - остальное. Удельный расход алмазов составил 2,2 карат/м, ресурс работы - 10 м. Изготавливали также алмазные сверла диаметром 80 мм по способу-прототипу. Удельный расход алмазов составил 1,6 карат/м, а ресурс работы - 14 м. Как видно из примеров 1 и 2, использование предлагаемого способа изготовления алмазных сверл приводит к повышению алмазоудержания связки, удельный расход алмазов снижается по сравнению со способом-прототипом в 1,3-1,6 раза. При увеличении количества хрома до 9 вес.происходит повышение удельного расхода алмазов из-за значительного роста хрупкого карбидного слоя вокруг алмаза, а при уменьшении количества хрома до 3 вес.наблюдается увеличение удельного расхода алмазов из-за того, что такого количества недостаточно для равномерного покрытия алмазных зерен. При использовании алмазов других зернистостей количество порошка хрома рассчитывается исходя из увеличения или уменьшения удельной поверхности алмазных зерен. Таким образом, предлагаемый способ обеспечивает получение инструмента повышенной износостойкости с прочным химическим закреплением алмазов в связке по сравнению с прототипом удельный расход алмазов снижается, а ресурс работы алмазных сверл повышается в 1,3-1,6 раза. Источники информации 1. Галицкий В, Курищук А.В. Алмазно-абразивный инструмент на металлических связках для обработки твердых сплавов и стали. - Киев Наукова думка, 1986. - С. 12-13. 2. Верещагин В.А., Журавлев В.В. Композиционные алмазосодержащие материалы и покрытия. - Мн. Навукатэхнка, 1991. - С. 58, 63. 3. Найдич Ю.В., Уманский В.П., Лавриненко И.А. Прочность алмазно-металлического контакта и пайка алмазов. - Киев Наукова думка, 1988. - С. 49, 115-116 - прототип. Фиг. 1 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: инструмента, износостойкости, повышенной, изготовления, способ, алмазного
Код ссылки
<a href="https://by.patents.su/4-7769-sposob-izgotovleniya-almaznogo-instrumenta-povyshennojj-iznosostojjkosti.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного инструмента повышенной износостойкости</a>
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: изготовления, инструмента, способ, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B22F 1/00, B24D 3/20, B24D 18/00...
Метки: инструмента, изготовления, алмазного, способ
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 18/00, B24D 3/06
Метки: способ, инструмента, алмазного, изготовления
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Способ изготовления алмазного инструмента (варианты)
Номер патента: 2236
Опубликовано: 30.09.1998
Авторы: Жорник Виктор Иванович, Верещагин Виталий Алексеевич, Белоцерковская Татьяна Николаевна, Шилов Альберт Яковлевич, Белоцерковский Марат Артемович
Метки: варианты, способ, изготовления, инструмента, алмазного
Текст:
...прочные пленки кислых фосфатов. Например, для железного порошка реакция с образованием связующих пленок фосфатов проходит следующим образом 234(24)22(24)2422 43(4)22 Как показали эксперименты, воздействие температуры в интервале 200-300 С в течение 0,2-2,5 ч способствует повышению прочности фосфатных связей и увеличению твердости фосфатных пленок. Алмаз не реагирует с ортофосфорной кислотой и все его частицы полностью сохраняют свои...
Способ изготовления алмазного инструмента
Номер патента: 4122
Опубликовано: 30.09.2001
Авторы: Старченко Игорь Михайлович, Звонарев Евгений Владимирович, Шипило Виктор Брониславович, Сенють Владимир Тадеушевич
МПК: C01B 31/06, B22F 3/02
Метки: инструмента, алмазного, изготовления, способ
Текст:
...из термостойкого и химически инертного графита и/или графитоподобного нитрида бора, обладающих минимальными коэффициентами трения среди известных твердых материалов, приводит к устранению царапин на обрабатываемых поверхностях изделий и схватыванию взаимодействующих поверхностей. Это позволяет повысить чистоту обработки оптических деталей и производительность труда, а также снизить процент брака.Использование высоких давлений 2-12 ГПа...
Предыдущий патент: Активная радиальная одноступенчатая турбина
Следующий патент: Способ определения упругого сопротивления древесностружечного брикета в условиях горячего прессования
Случайный патент: Гипериммунная сыворотка против пневмонии свиней