Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11809
Опубликовано: 30.04.2009
Авторы: Куликов Иван Семенович, Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович, Ермаков Владимир Леонидович
Текст
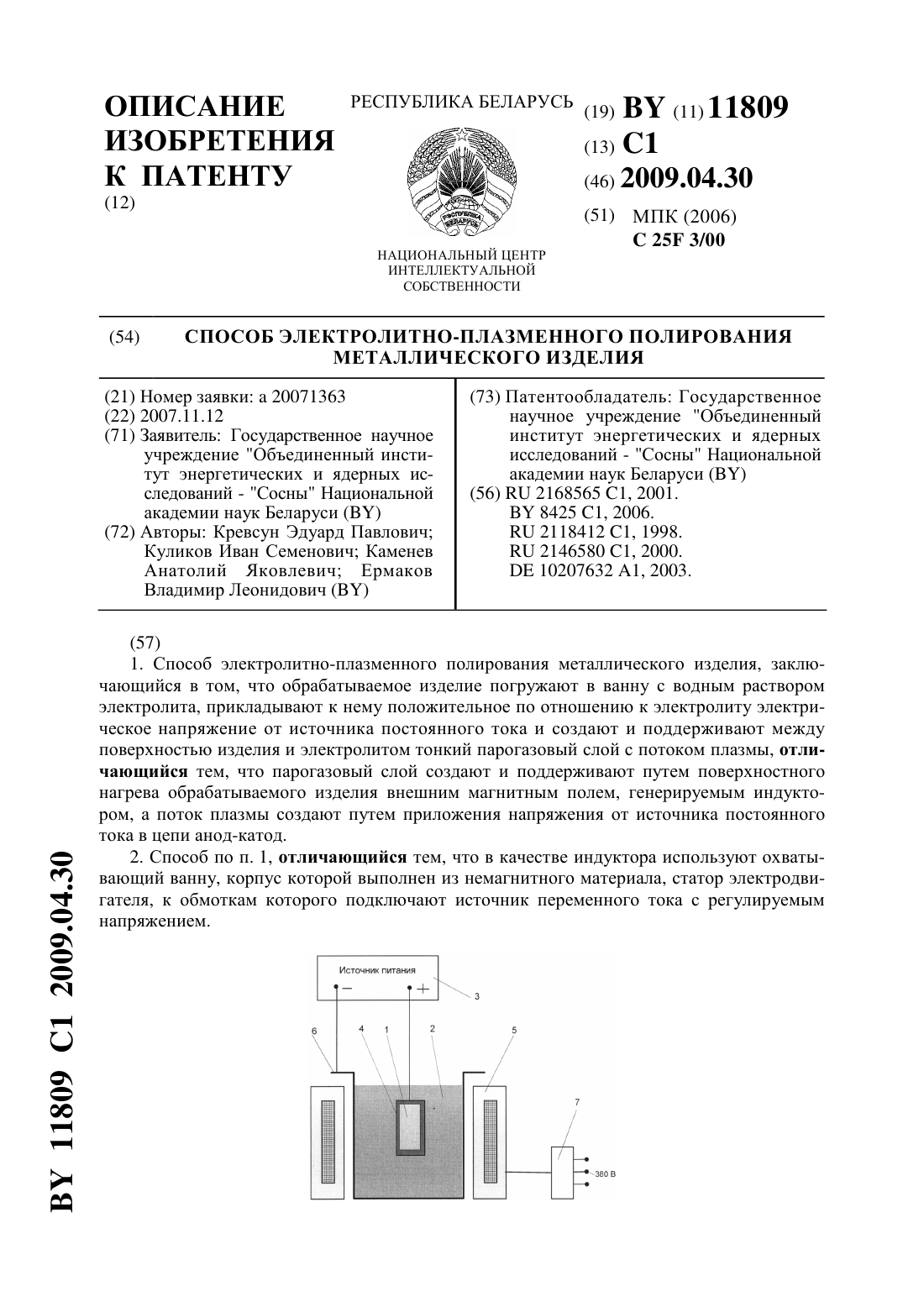
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Кревсун Эдуард Павлович Куликов Иван Семенович Каменев Анатолий Яковлевич Ермаков Владимир Леонидович(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) 1. Способ электролитно-плазменного полирования металлического изделия, заключающийся в том, что обрабатываемое изделие погружают в ванну с водным раствором электролита, прикладывают к нему положительное по отношению к электролиту электрическое напряжение от источника постоянного тока и создают и поддерживают между поверхностью изделия и электролитом тонкий парогазовый слой с потоком плазмы, отличающийся тем, что парогазовый слой создают и поддерживают путем поверхностного нагрева обрабатываемого изделия внешним магнитным полем, генерируемым индуктором, а поток плазмы создают путем приложения напряжения от источника постоянного тока в цепи анод-катод. 2. Способ по п. 1, отличающийся тем, что в качестве индуктора используют охватывающий ванну, корпус которой выполнен из немагнитного материала, статор электродвигателя, к обмоткам которого подключают источник переменного тока с регулируемым напряжением. 11809 1 2009.04.30 Изобретение относится к электрохимической обработке электропроводящих материалов и может быть применено в процессах электролитно-плазменного полирования изделий в различных областях техники в машиностроении, в электротехнической промышленности,в приборостроении и в декоративных целях при производстве товаров народного потребления. Известен способ электролитно-плазменного полирования металлических изделий 1,который заключается в том, что обрабатываемое металлическое изделие погружают в водный раствор электролита с температурой 40-80 С и прикладывают к нему положительное по отношению к электролиту электрическое напряжение 240-320 В, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой. В парогазовом слое возникает поток плазмы, благодаря чему происходит полировка металлической поверхности. Описанный способ имеет недостаток ограничены качество обработки и круг обрабатываемых материалов. Это связано со сложностью обеспечения устойчивости парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод. Известен также способ электрохимического полирования металлических изделий 2,наиболее близкий к заявляемому способу и поэтому принятый за прототип. В способе-прототипе обрабатываемое металлическое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, а процесс полирования осуществляют в два этапа, на первом из которых к обрабатываемому изделию прикладывают электрическое напряжение 90-190 В и выдерживают изделие при этом напряжении в течение 0,1-5 с, а на втором этапе это напряжение увеличивают до 200-400 В и поддерживают постоянным до окончания процесса полирования. Недостаток способа-прототипа проявляется в том, что в связи с трудностью обеспечения оптимального состояния парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод ограничиваются качество обработки и круг обрабатываемых материалов. Задачей настоящего изобретения является создание способа электролитно-плазменного полирования металлических изделий, позволяющего существенно улучшить качество обработки и расширить круг обрабатываемых материалов. Поставленная задача решается тем, что в способе электролитно-плазменного полирования металлического изделия, заключающемся в том, что обрабатываемое изделие погружают в ванну с водным раствором электролита, прикладывают к нему положительное по отношению к электролиту электрическое напряжение от источника постоянного тока и создают и поддерживают между поверхностью изделия и электролитом тонкий парогазовый слой с потоком плазмы, парогазовый слой создают и поддерживают путем поверхностного нагрева обрабатываемого изделия внешним магнитным полем, генерируемым индуктором, а поток плазмы создают путем приложения напряжения от источника постоянного тока в цепи анод-катод. Причем в качестве индуктора используют охватывающий ванну,корпус которой выполнен из немагнитного материала, статор электродвигателя, к обмоткам которого подключают источник переменного тока с регулируемым напряжением. На фигуре изображена схема общего вида устройства для реализации заявляемого способа. Как было указано, процесс электролитно-плазменного полирования идет при наличии тонкого парогазового слоя вблизи поверхности обрабатываемого изделия. По сути дела имеет место так называемое пленочное кипение 3, 4. Кроме того, в парогазовом слое идут разрядные процессы, порождающие поток плазмы. Под действием электрохимических явлений происходит полировка поверхности изделия. В известных способах парогазовый слой как теплофизическое явление и, одновременно, поток плазмы питаются энергией 2 11809 1 2009.04.30 от источника постоянного тока цепи анод-катод. Это приводит, как показывает опыт, к трудностям по управлению процессом полировки, которые выражаются в неустойчивости парогазового слоя (колебания его толщины, срывы, нагрев изделия, появление пены, искрообразование и резкие колебания тока в электрической цепи). В итоге это приводит к снижению качества обработки и сужению круга обрабатываемых материалов. Предлагаемый способ лишен указанных недостатков, так как парогазовый слой и поток плазмы питаются от разных источников энергии. Заявляемый способ осуществляется следующим образом. Обрабатываемое изделие 1 погружают в водный раствор электролита 2, прикладывают к нему положительное по отношению к электролиту электрическое напряжение от источника постоянного тока 3 и создают такие условия (за счет подвода энергии, температуры электролита, его состава, давления над уровнем электролита), когда между поверхностью обрабатываемого изделия и электролитом образуется тонкий парогазовый слой 4 с потоком плазмы. При этом парогазовый слой создают и поддерживают путем поверхностного нагрева обрабатываемого изделия внешним магнитным полем (токами Фуко), генерируемым индуктором 5, а поток плазмы создают путем приложения напряжения от источника постоянного тока 3 в цепи анод-катод. В качестве индуктора используют охватывающий ванну 6 статор электродвигателя, к обмоткам которого подключают источник переменного тока 7 с регулируемым напряжением, а корпус ванны 6 выполняют из немагнитного материала. Предлагаемый способ предполагает использование известных приемов, процедур, материалов и оборудования, что свидетельствует о возможности промышленной реализации изобретения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C25F 3/00
Метки: электролитно-плазменного, металлического, изделия, полирования, способ
Код ссылки
<a href="https://by.patents.su/3-11809-sposob-elektrolitno-plazmennogo-polirovaniya-metallicheskogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменного полирования металлического изделия</a>
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11808
Опубликовано: 30.04.2009
Авторы: Куликов Иван Семенович, Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович
МПК: C25F 3/00
Метки: металлического, полирования, изделия, способ, электролитно-плазменного
Текст:
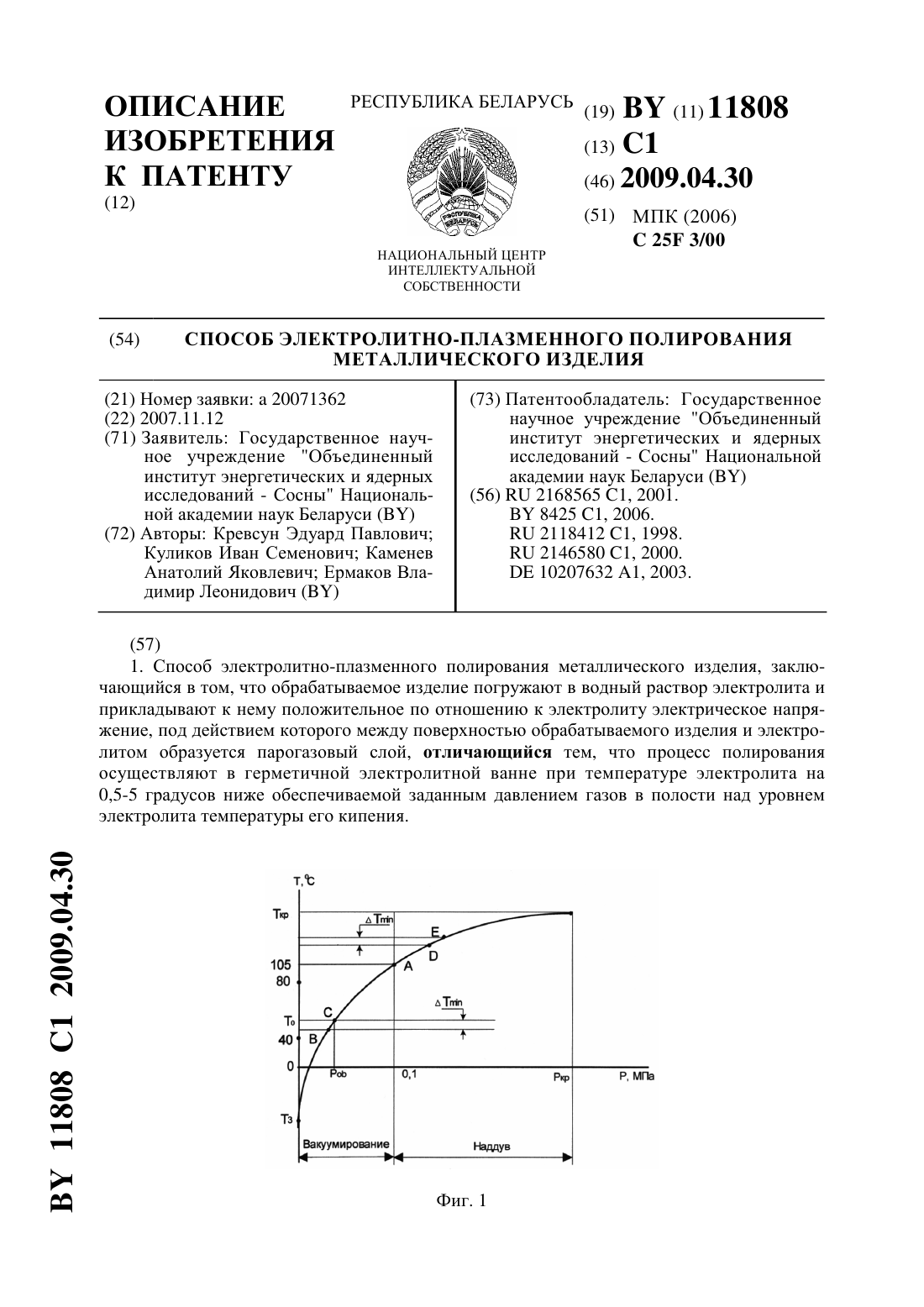
...указанное давление задают путем вакуумирования или наддува указанной полости, а указанное давление задают с помощью быстродействующей системы автоматического управления и контроля, в качестве управляющих параметров которой выбирают температуру в объеме электролита и величину тока в цепи катод-анод. На фиг. 1 показан график зависимости температуры кипения от давления насыщенных паров. На фиг. 2 изображена схема общего вида устройства для...
Способ плазменно-электролитного полирования поверхности изделия из меди и/или ее сплавов
Номер патента: 11410
Опубликовано: 30.12.2008
Авторы: Багаев Сергей Игоревич, Капустин Иван Аврамович
МПК: C25F 3/00
Метки: сплавов, полирования, плазменно-электролитного, способ, поверхности, меди, изделия
Текст:
...процесса полировки, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму. Недостатком является использование специального источника питания, обеспечивающего непрерывную подачу напряжения, что приводит к существенному техническому усложнению установки. 2 11410 1 2008.12.30 Наиболее близким по технической сущности...
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
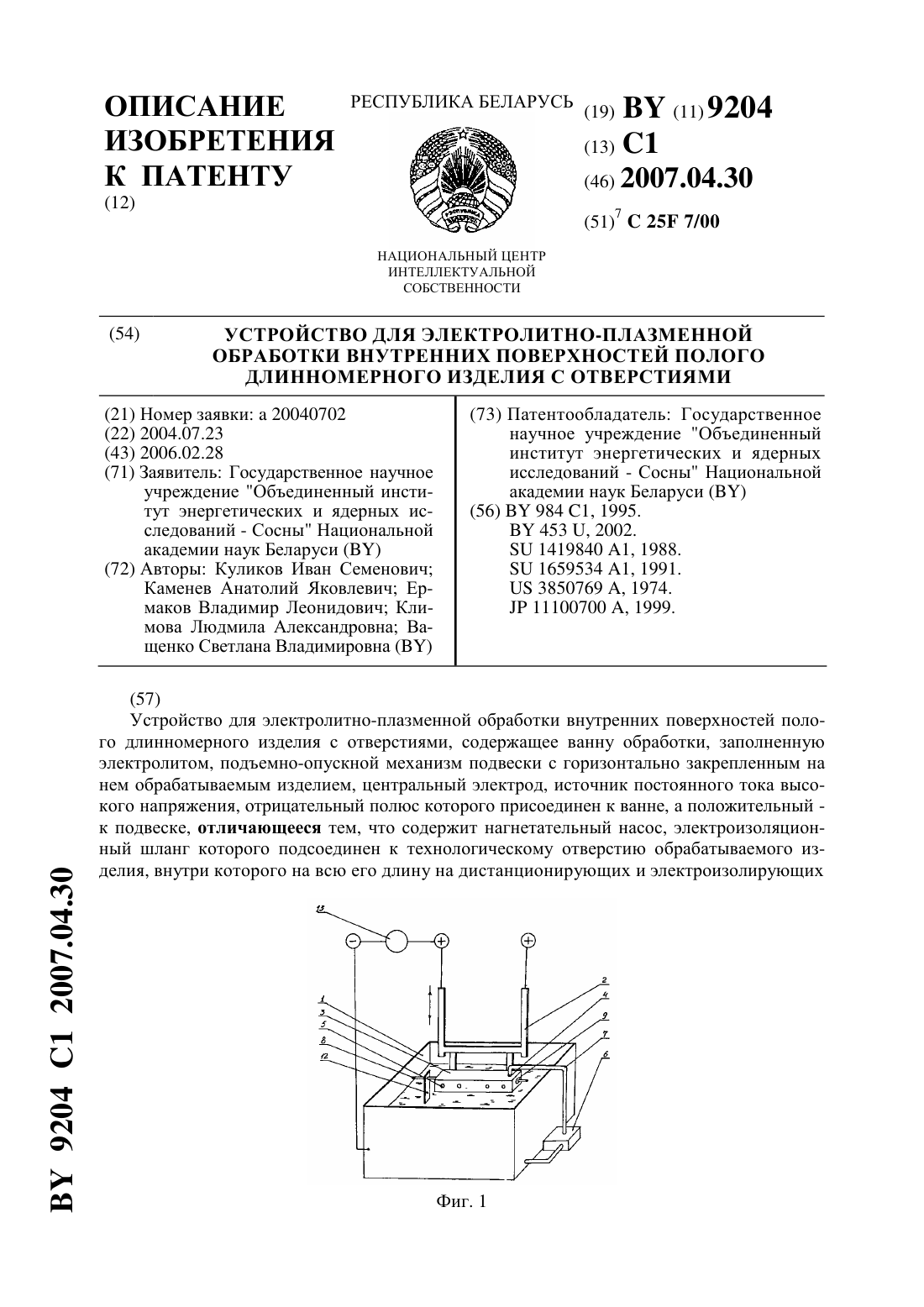
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Ващенко Светлана Владимировна, Каменев Анатолий Яковлевич, Климова Людмила Александровна, Куликов Иван Семенович, Ермаков Владимир Леонидович
МПК: C25F 7/00
Метки: обработки, устройство, изделия, поверхностей, полого, длинномерного, внутренних, отверстиями, электролитно-плазменной
Текст:
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
Устройство для электролитно-плазменной обработки изделий сложной формы
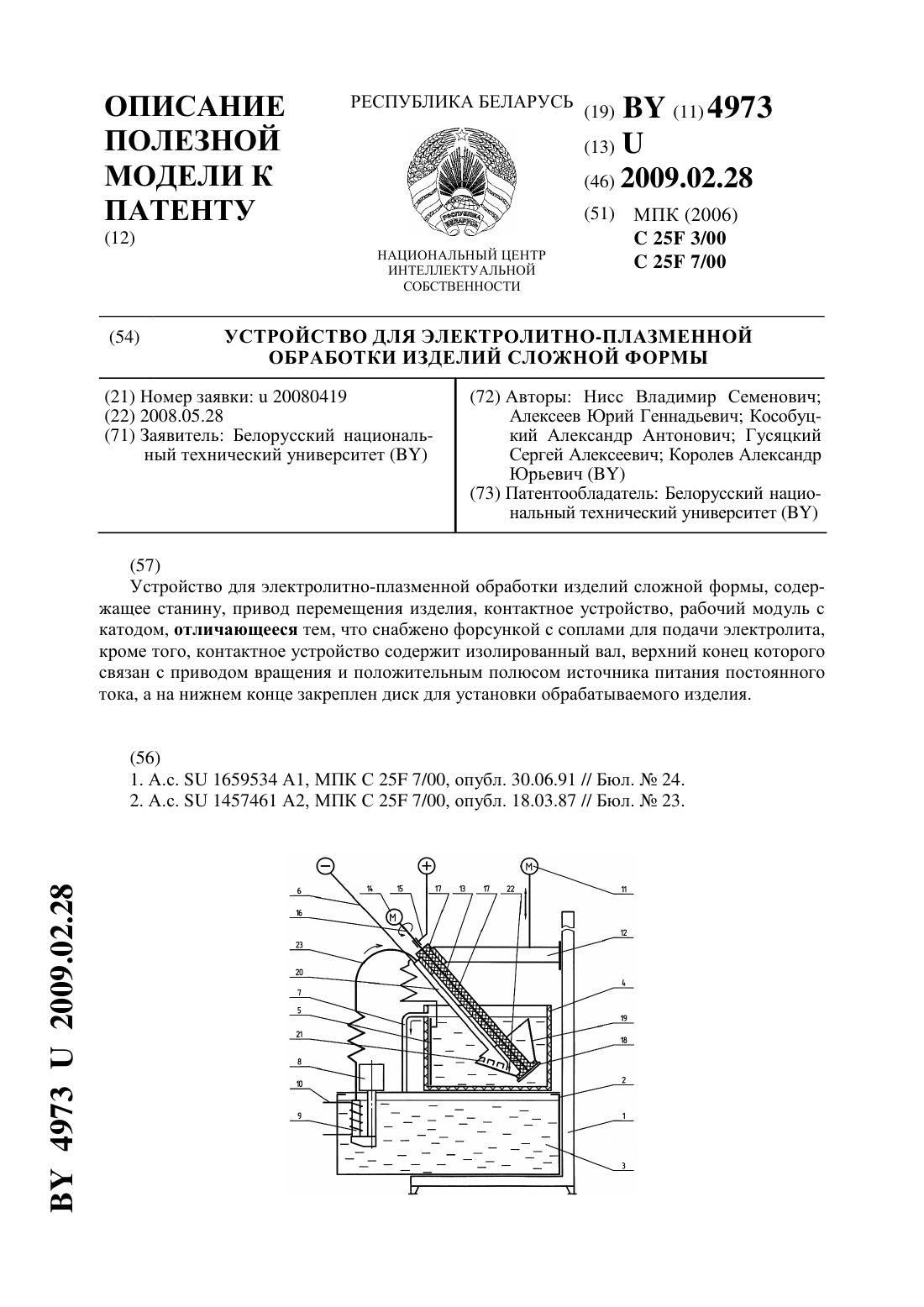
Номер патента: U 4973
Опубликовано: 28.02.2009
Авторы: Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Кособуцкий Александр Антонович, Гусяцкий Сергей Алексеевич, Нисс Владимир Семенович
Метки: изделий, формы, электролитно-плазменной, обработки, сложной, устройство
Текст:
...с соплами для подачи электролита, кроме того, контактное устройство содержит изолированный вал,верхний конец которого связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце закреплен диск для установки обрабатываемого изделия. Сущность полезной модели поясняется чертежом. Устройство состоит из станины 1, на которой установлен рабочий модуль 2, который включает бак 3 и ванну 4, выполненную из...
Способ неразрушающего контроля усталости металлического изделия и устройство для его осуществления
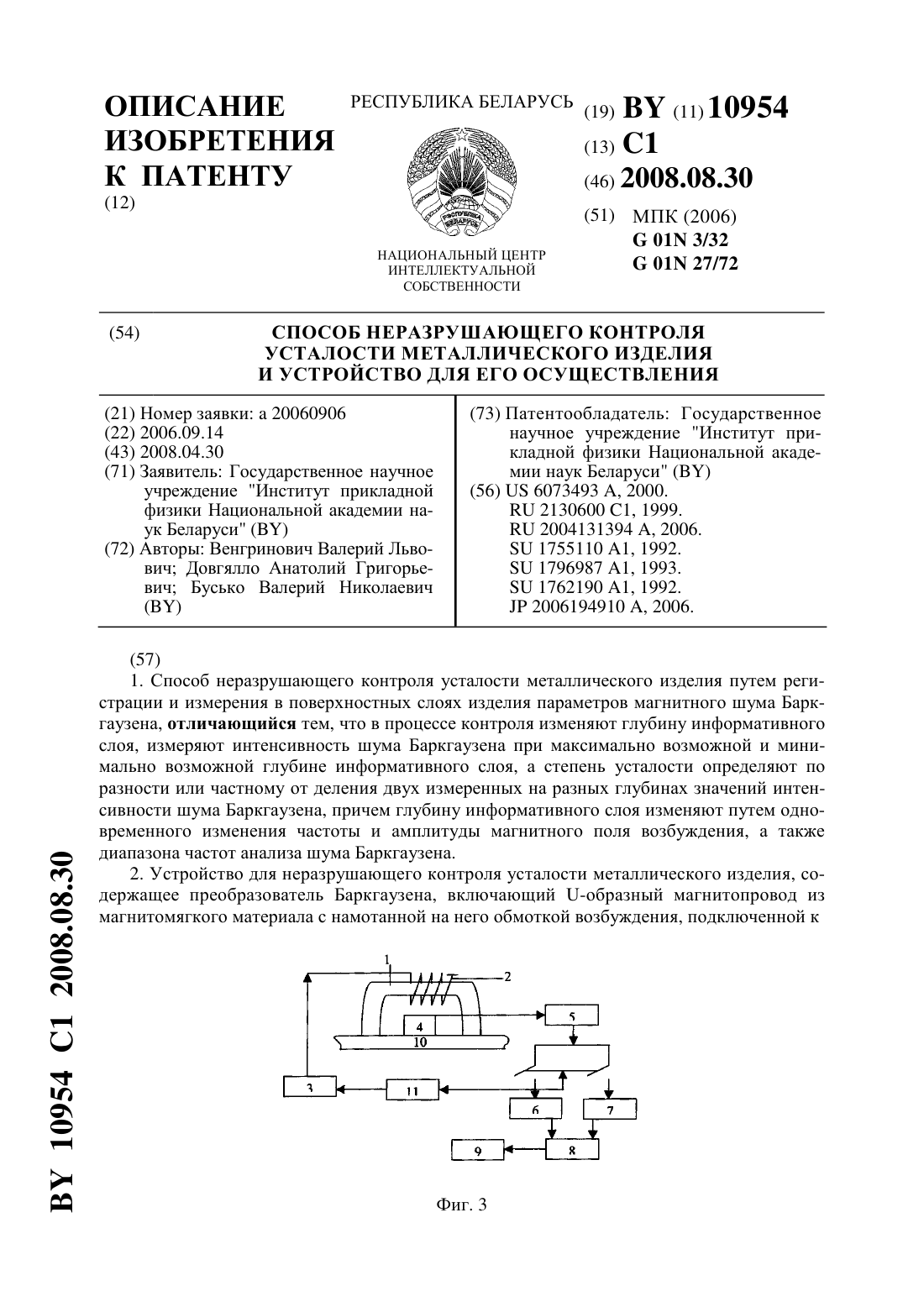
Номер патента: 10954
Опубликовано: 30.08.2008
Авторы: Бусько Валерий Николаевич, Довгялло Анатолий Григорьевич, Венгринович Валерий Львович
МПК: G01N 27/72, G01N 3/32
Метки: контроля, осуществления, неразрушающего, усталости, способ, металлического, устройство, изделия
Текст:
...распределения ШБ в образцах, подвергнутых знакопеременному циклированию изгибом. В результате впервые было установлено, что по мере увеличения числа циклов нагружения существенно возрастает градиент магнитного ШБ по глубине образца. Это является результатом сегрегации дефектов структуры металла и примесей на поверхности. Как правило, с увеличением степени деградации металла в процессе усталости ШБ в тонком поверхностном слое возрастает,...
Предыдущий патент: Способ электролитно-плазменного полирования металлического изделия
Следующий патент: Способ лечения артериальной гипертензии
Случайный патент: Корм для контрольного откорма свиней