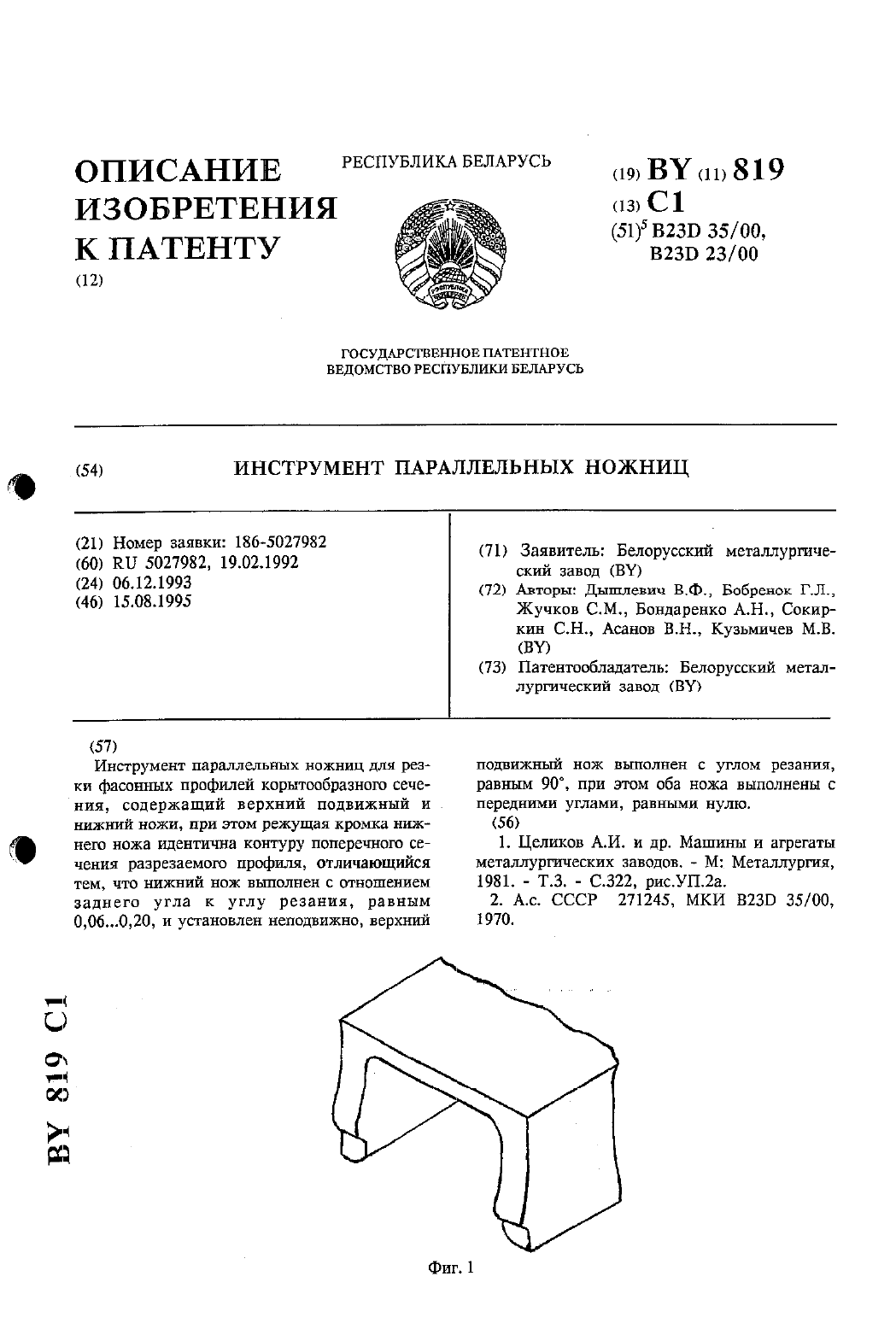
Инструмент параллельных ножниц
Номер патента: 819
Опубликовано: 15.08.1995
Авторы: Асанов В. Н., Дышлевич В. Ф., Кузьмичев М. В., Бондаренко А. Н., Жучков С. М., Сокиркин С. Н., Бобренок Г. Л.
Текст
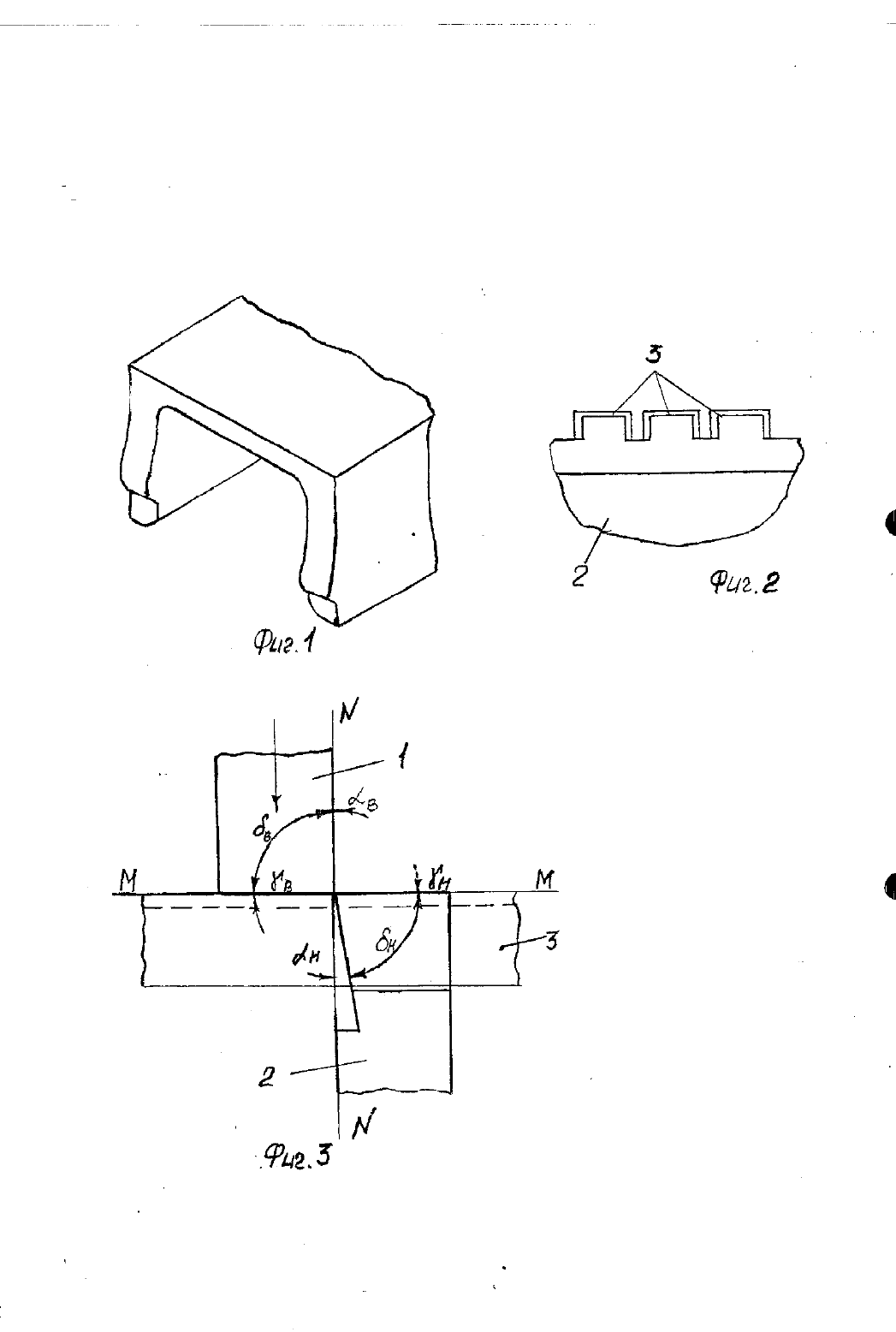
/ Изобретение относится к произвовству фасонных профилей норытообразного сеченияа именно и конструкциям ножей ножниц холодной резни с верхним резомпредназначенннх для порезни профилей преимушевтвенно щвеллерного типе и может быть использовано в ножницах холодной резки сортового проката на участках отделки сортовых прокатных станов. гИзвестен инструмент параллельных ножнип,внполненннй в виде двух ножей с передними углами 34 равными нулю,и углом резания.5 верхнего подвижного ноша,равным 900 /1/. Недостатком известного инструмента является снижение качества реза из-за смятия фланцев профиля при пореаке.В качестве прототипа принят инструмент параллельных ножниц для резни фасонных профилей корытообрааного сечения,внполненннй а виде двух ножей о передними углами 37 равными нулю,ревушеи кромкой нижнего неподвижного ножа,идентиннои соответствующему контуру поперечного сечения разрезаемого профиляи углом резания верхнего подвижного ножа,равным 9 О /2/.Недостатком известного инструмента является снижение капе ства из-за образовании наплывов на фланцах профиля.Унаванные наплывы образуются во время третьей стадии процесса резания -сналывания (отрыва) оставшейся нераврезной части сечения,происхо-. дяшей после первых двух стадийвмятия ножей в металл и собственно резания (сдвига металла по слоскости резания).Происходит зтос одной стороны по причине наличия некоторых люфтов в узлах крепления и механизма привода верхнего подвижного ножа,приводпших к его отклонению от плоскости реза не стадии резания металле (этому отклонению способствует также упрочнение металла з процессе резания в зоне плоскости реза),с другой стороны - по причине отклонения разрезаемого профиля от оси,перпендииулярной плоскости реза на стадии вмятин ножей в металл.Последнее особенно ярко проявляется при порзке профилей мелких сеченийнапримершвеллеров б 6,5.Занача,решаемая изобретениемсостоит в предотвращении обра зования наплывов на фланпех профиля на стадии скалывания неразрезанной части сечения профиля путем компенсации фактороввнеываюших эти наплывы. бПоставленная ЭаЦЧ 8 РЭШЭЭТСЯ темчто в инструменте парал лельных ножнип для резки фасонных профилей корытообразного сече нинвыполненном В виде двух ножей с передними углами Д равными нулюреишшей кромкой нижнего неподвижного ножа идентичнойсоответствующему контуру поперечного сечения разрезаемого профи ляи углом резания верхнего подвижного ножаравным 9 О,нижнии неподвижный нож выполнен с отношением заднего угла ш 1 к углу резание (Г равннмос / 7 О,О 6-О,2 О.Сравнение с прототипом по называетнто ЗЗНВЛЕЗМЫЙ ИНСТРУМЗНТ отличается темчто НИЖНИЙ НЕ полвижный нон выполнен с отношением заднего мгла ФЬ к углу резания Ж равным об/Э ООб-О,2 О.Слеловательнозаявляемый инструмент соответствует критерию новизна.Сравнение заявляемого инструмента с другими техническими решениями в данной области техники не позволило выявить в нихпризнаки,отличаюшие заявляемое ТВХНИЧЭСКОЭ решение от ПРОТОТИПВ.следовательно оно имеет изобретательский уровень.Изобретение поясняется чертежомгве на фиг.Т представлена форма наплываобразуюшегоол при резрезании швеллерного профиля известным инструментом ножнинна фиг.2 - профиль нижнего неполвижного ножа (вид спереди) для порезки швеллерного прокатана фиг.3 - взаимное расположение верхнего и нижнего ножей Свндд сбоку 3 здеоь дего и он 5-15 - задние углы сгд 9 о и Я.75-85 -углы резания фв иди О- передние углысоответственно,верхнего и нижнего.Инструмент параллельных ножнип с верхним ревом для резни фасонных профилей корытообразного сечения выполнен в виде верхнего Е и нижнего 2 ноией,режушие кромки которых параллельныплоскости М-М,перпенлииулярной плоскости реза дд 4,т.е. с перед ними углами,равными нулю фа дби О.Режушан кромка нижнего неподвижного ножа 2 идентична (конгруентна) контуру поперечного сечения разрезаемого профиля З Сфиг,2).Угол резания 52 верхнего подвижного ноиа 1 выполнен равннмк 90.В этом случае задний угол ад верхнего ножа 1 равен нулю,а его боковая кромка совпадает с плоскостью реза Ж/Ю .Угол резания .Щ нижнего не подвижного ножа 2 выполнен равннм 75 - 850. При этом его задний угол (Н ( между егобоковой кромкой и плоскостью реза 4 - А 7 составляет 5-150. Прини мая во внимание то, что д О, а дН- 3 д 900, отношениезаднего угла с к углу резания Н в этом случае составляет и, 27,4 0,06 0,20.Процесс резания металла ипяхллн на параллельных ножиицах ЬГСЛОВНО МОЖНО разделить НЕ три ЭТВПЯ ВМЯТИЭ НОЖЗЙ В НВТЭЛЛ собственно резаниедскалывание оставшейся неразрезанной Части сечения.На стадии резания металл профиля упрочняется по мере проникновения ножей в его сечение. Упрочнение металла при разрезие стен фасонного профиля не сказывается сколь-нибудь значительно на качестве резки. При разрезке же фланцев профиля по мере его упрочненив металле создаются условия или отклонения боковой грани верхнего ноже отплотности реза А/ А/1 Указанное отклонение В случае выполнение задних углов равными нулю оеи О приведет н образованию на торцевой поверхности фланцев профили наплывов(фиг.13 смижаюших качество реза в частности и готового проката в целом. Выполнение нижнего ножа с отношением сХн/ 32 В 06 О 2 О т.е. прид д( 900 с задним углом 311. равным 515 И углом резания дъ, равным 75-850 компенсирует факторы, снижающие качестВО реза упрочнение НВТЕЛЛЯ Е ЗОНЕ ПЛОСКОГО реза И ВЫЗВВННОВ этим отклонением боковой кромки верхнего ножа от этой плоскости,е тенте и которое отклонение разрезаемого профиля от плоскости М-1, перпендикулярной плоскости реза, на стадии вмятин ножей в металл. Выполнение нижнего ножа с отнопениемдхд / сд 50,0 б, т.еи при эцдз а с,785 не позволит полностью компенсировать указе ные факторы И качество реза будет неудовлетворительным из-за образования упомянутых наплывор Сфиг.13. Выполнение же нииаего ножа с отношением с 6 г/ 00 т.е. при .х 15. а 3157 б, с одной стороны - снизит стойкость нижнего нона из-за опасности скола его режущей кромки в зоне, близкой к плотности реза /Ч. А/ с другой стороны - также ухудшает качество реза из-за непредсказуемости направления скола оставшейся неразрезанной части сечения фланцев Ку их вершин 3.Заявленный инструмент опробован на участке отделки пролета,оборудованного параллельными ножницами с верхним ревом, непрерывного мелиосортнопроволочного стана 320-150, в процессе проведенил экспериментальных исследований, направленных на повышение качествреза. Исследования выполнялись с соблюдением критериев подобия при порезке швеллера Ю 65 горячекатанного и термически упрочненнопИЗ УГЛВВОДИСФОЙ стали, ПОЗВОЛЯЮЩИМ охватить ЗЗЯВЛЯЗНЪТЦИ ДИЗПВЗОНЭуглов нижнего ножа легкую часть сортамента фасонных профилей корытообразного сечении. в частности. шделлеров низ-1 ос различными характеристиками механических свойств (горнчекатанных и термоупрочненных).Анализ результатов исследований показал. что при порезке мелких горячеквтанннх профилей нижний нож следует выполнять с отношениен О/н/ блине к нижней границе заявляемого диапазона пе.с л/до в тон числе, термически упрочненных отношение Хн/ стремится к верхней границе заявляемого Диапазона, т.е. ил/с-0 ОТак, выполнение нижнего нода с 04 д 50, а д 850 или с отношением СУН/.ди 0,06 при порезке.горячехатанного треллере 5 не позволит компенсировать упрочнение Металла в зоне плоскости резе и приведет к образованно наплывов (фиг.1) не торцевои поверхности фланцев профиля, ухудшающих товарный вид готового проката. Выполнение нижнего ножа с отношением е /51,2-0,20,т.е. с сир 7 150, а с 75 при порезке термически упрочненного швеллера Ш 10 приведет к оыстропу выходу из строя нижнего ноне по причине скола его режущей кромки в зоне плоскости реза м- А/ а при порезке горячекатаных швеллеров может ухудшить качестве реза из-за отклонении направлении скола на третьей стадии процесса резания от плоскости реза в ту или другую сторониВыполнение нижнего ноне с отношением а/ 2 0,06 (углы9/ 50, а 514 8503 целесообразно при порезке мелких горячекатаднх профилеи, а с отношением щО 4/ Е, 0,20, т.е. с угламисМН 15, е ф 75 - при порезке крупных термически упрочненных фасонных профилей корытообразного сечения мелкосортнои части сортамента этих профилей. НЭксперименты показали, что оптимум отношении углов 91/см при порезне горячекетанного швеллера и 6,5 составляет 0,097, т.е.Танин образом, реализация предполагаемого технического решения за счет выполнения нижнего ножа с отношением углов-я 71/дн, 0,06 - 0,20 позволяет повысить качество реза, обеспечивая плос кую-поверхностъ торца проката фасонного профиля корнтообразного сечении за счет компенсации ряда факторов, вызывавших образование наплывов на торцах фланцев при разрезке.Реализация предложения в условиях стана 320/150 БМЗ позволит уменьшить количество вторых сортов и брака при производстве швеллеров на 5-8. зближе к 0.06 при порезке более крупных профилей,
МПК / Метки
МПК: B23D 35/00, B23D 23/00
Метки: параллельных, ножниц, инструмент
Код ссылки
<a href="https://by.patents.su/6-819-instrument-parallelnyh-nozhnic.html" rel="bookmark" title="База патентов Беларуси">Инструмент параллельных ножниц</a>
Способ газолазерной резки
Номер патента: 720
Опубликовано: 30.06.1995
Авторы: Лубочкин В. А., Карпенко А. Д., Трунин Е. Е., Науменко Н. Ф.
МПК: B23K 26/00
Метки: способ, резки, газолазерной
Текст:
...состояла в том, чтобы разработать эффективный способ газолазерной резки, обесначинающий улучшение качества реза при раскрое органосодержащих материалов.Поставленная задача решена Следующим образом. В способе газолазерной резки, включающем подачу в зону реза струи кислородсодержащего рабочего газа и дополнительного газа, согласно изобретению, в качестве дополнитедшиого газа используют аэрозоль жидкого топлива, которую вводят в струю...
Ножевая головка куттера
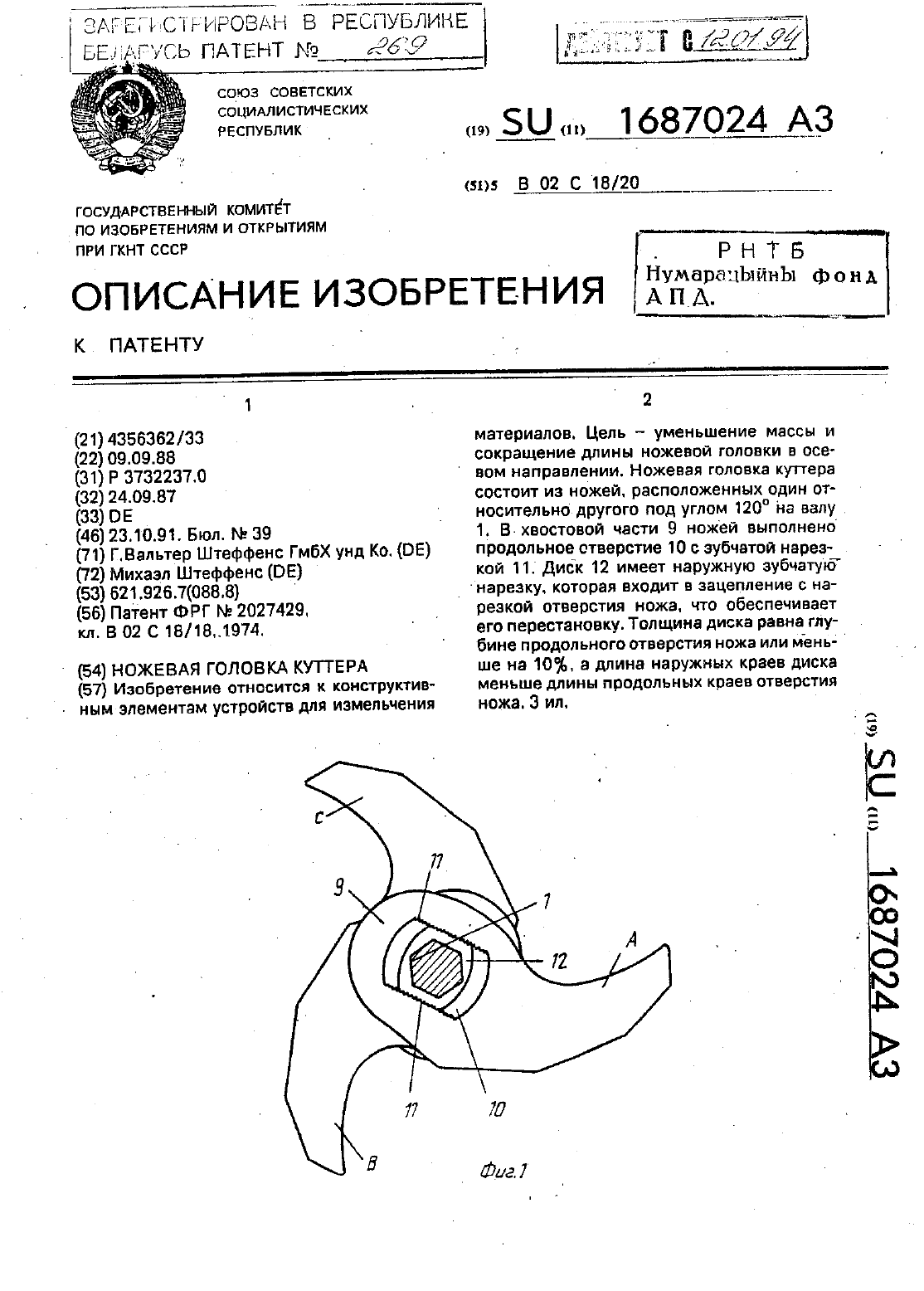
Номер патента: 269
Опубликовано: 30.12.1994
Автор: Михаэл Штеффенс
МПК: B02C 18/20
Метки: ножевая, головка, куттера
Текст:
...13 дляразмещения в нем соответствующего шестигранного ведущего вала 1 имеет на противоположных параллельных наружных продольных краях наружную зубчатую нарезку 14. которая входит в зацепление с внутренней зубчатой нарезкой 11 на продольных краях продольного отверстия 10. благодаря чему нож 4 можно переставлять в радиальном направпении ОТНОСИТЕЛЬНО центрального ОТВЕР стия диска 12 и тем самым относительнодлина диска 12 для приема вала...
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Бондаренко А. Н., Асанов В. Н., Жучков С. М., Кузьмичев М. В., Дышлевич В. Ф.
МПК: B21B 1/02
Метки: прокатки, сдвоенной, способ, сортовых, профилей
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Кулаков Л. В., Сивак Э. В., Токмаков В. А., Кузьмичев М. В., Дышлевич В. Ф., Бондаренко А. Н., Асанов В. Н., Жучков С. М., Закшевский В. Б.
МПК: B21B 1/00
Метки: способ, непрерывном, прокатки, сдвоенной, мелкосортном, стане
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Предыдущий патент: Шихта для изготовления электронагревателей
Следующий патент: Способ получения кормовой смеси
Случайный патент: Фильтрующая панель