Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Кузьмичев М. В., Асанов В. Н., Дышлевич В. Ф., Бондаренко А. Н., Жучков С. М.
Текст
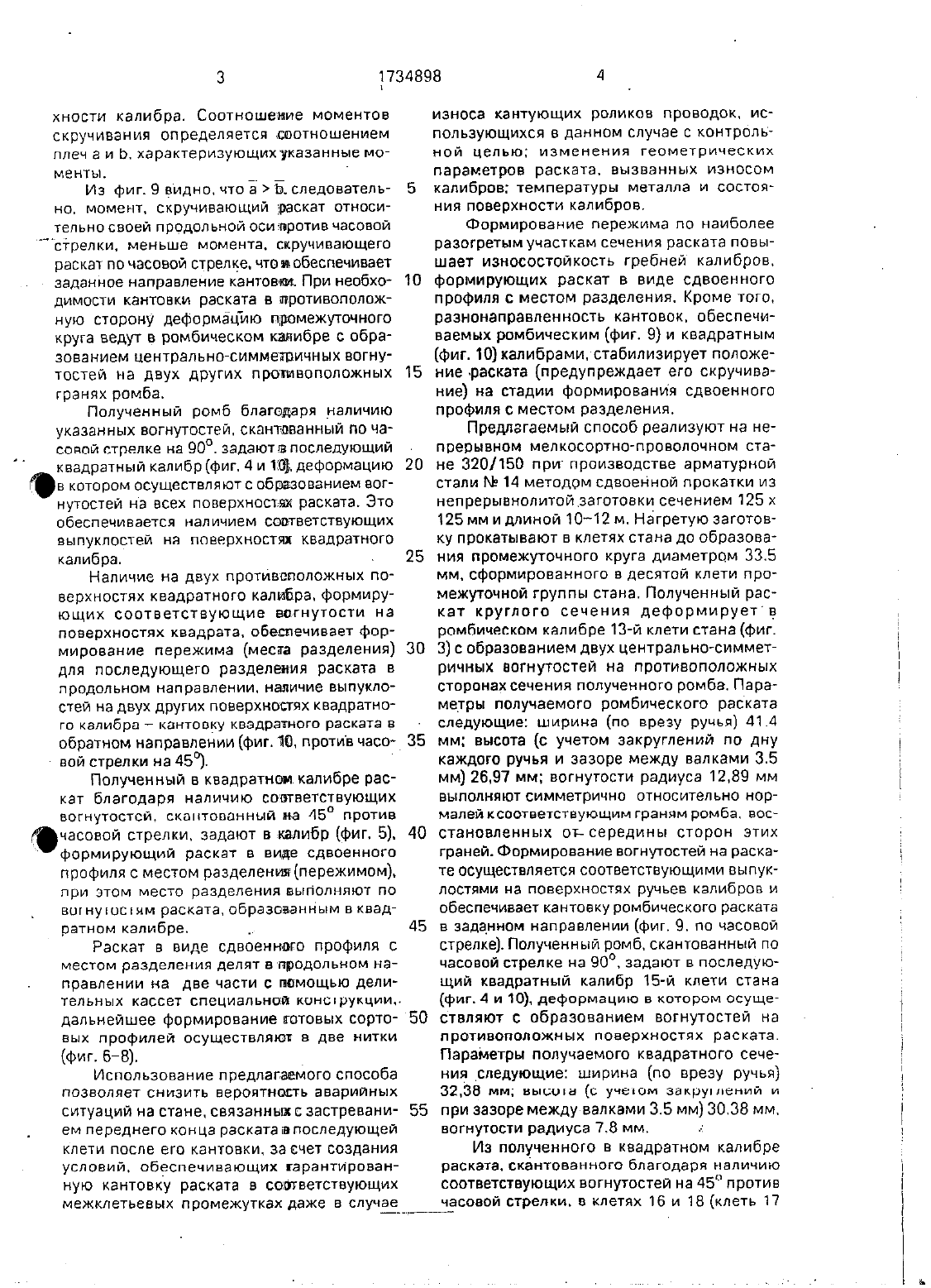
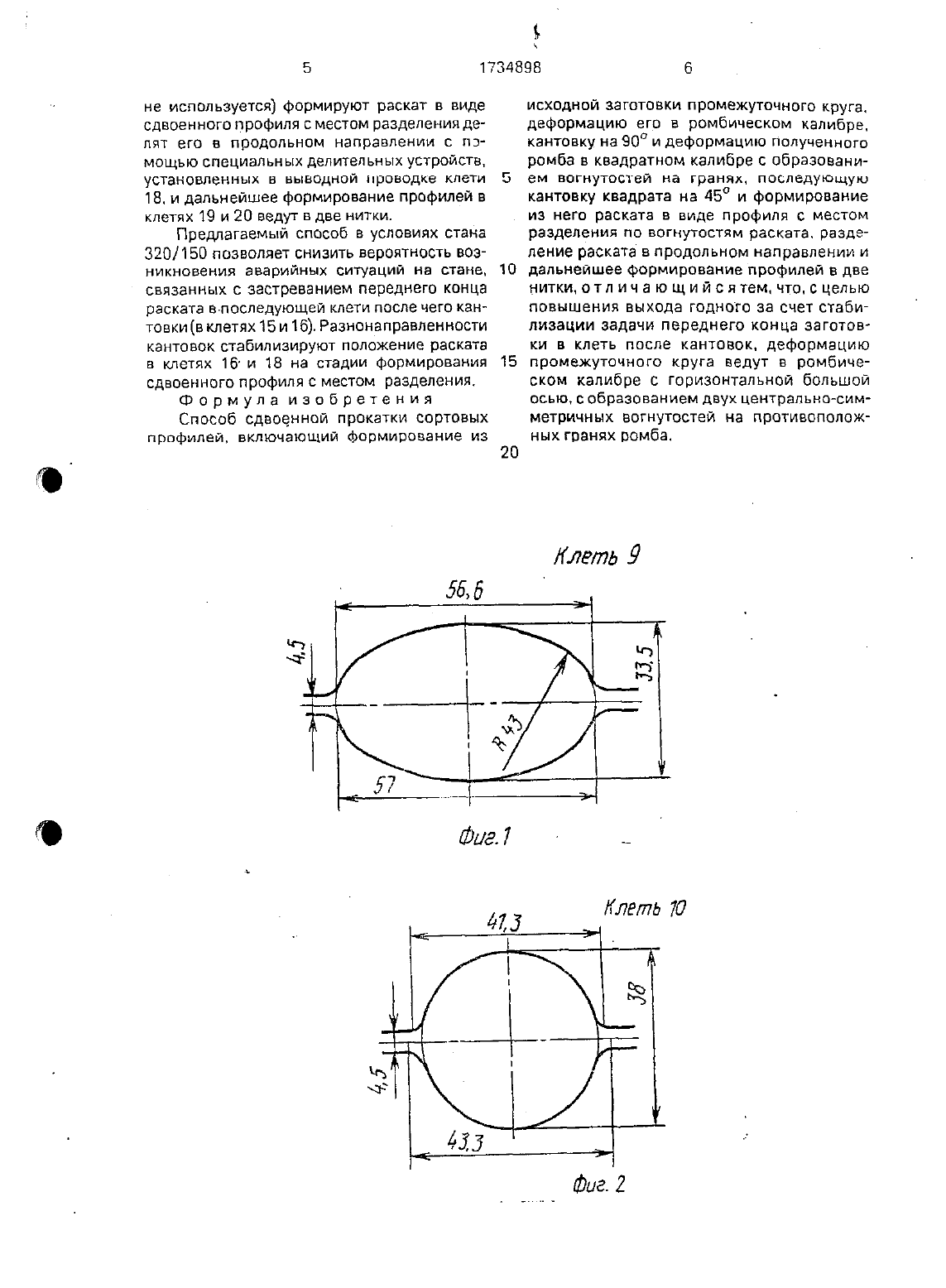
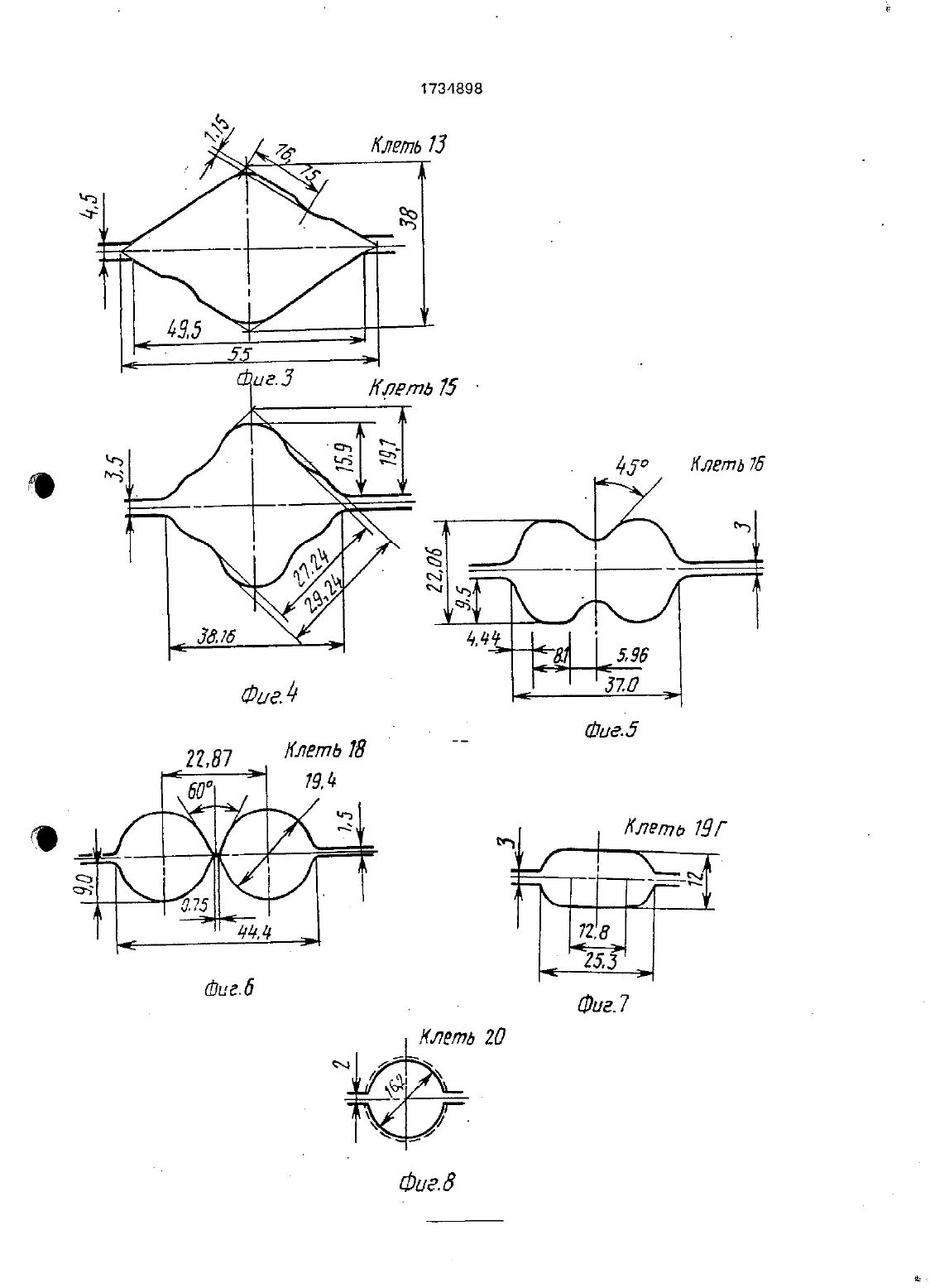
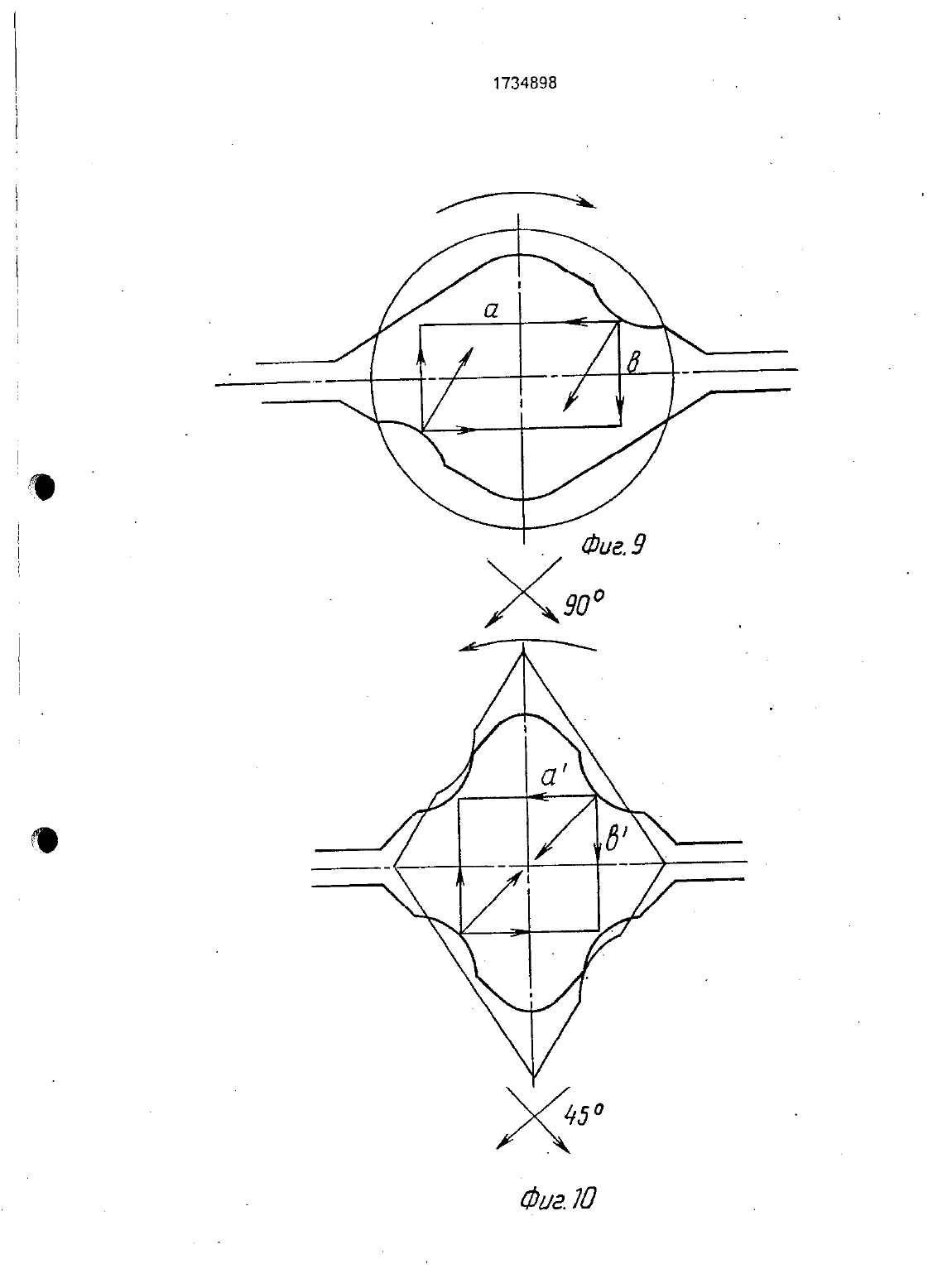
ЗАРЫ иь п нит-ионы о ныл туш ним 1/42СОЮЗ СС ВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ Р Е СПУБЛИКгосудлественньтй комитет по ИЗОБРЕТЕНИЯМ и оТкРытиям при гкнт СССР(56) Освоение производства профилей пускового сортамента мелкосортно-проволочного стана Белорусского металлургического завода. Отчет о научно-исследовательской(54) СПОСОБ СДВОЕННОЙ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ т(57) Изобретение относится к прокатному производству. а именно к способам прокат Изобретение относится к прокатному производству, а именно к способам прокатки сортовых профилей в сдвоенном виде с продольным разделением раската в потоке СТЭНЭ.Целью изобретения является повышеНИЕ БЫХОДЭ ГОДНОГО ЗЭ СЧЕТ СТЭбИПИЗЭЦИИ задачи переднего конца заготовки в клеть после кантоаки.На фиг. 1-8 показаны деформации металла в процессе прокатклл на Фиг. 9 И 10 схемы процесса кантовки соответственно в ромбическом и квадратном калибрах.у Способ осуществляется следующим образом.ки сортовых профилей в сдвоенном виде с продольным разделением а потоке стана. Цель изобретения повышение выхода годного за счет стабилизации задачи переднего конца заготовки в клеть после кантовок. В процессе прокатки формируют промежуточный круг. из которого прокатывают горизонтальный ромбс центрально-симметричньтми ВОГНУТОСТЯМИ на ПрОТИВОПОЛОЖНЫХ ГраНЯХ. При этом квадратная заготовка самопроизвольно ка нтуется на 45 в противоположную сторону и задается в калибр. формирующий место разделения. После разделения осуществляется прокатка конечных профилей в две нитки. Стабилизация задачи переднего конца заготовки в клети после кантовок достигается раскантовкой раската. те. самопроизвольной кантовкои раската в противоположную сторону относительно первоначальной кантовки. 10 ил, Из нагретой исходной заготовки в клетях стана формируют раскат круглого сечения (фиг. 2). который задают в последующий ромбический калибр с центрально-симметричными выпуклостями на поверхностях. формирующих две противоположные грани ромба (фиг. 3 и 9). Указанные выпуклости на поверхности калибра Формируют соответствующие вогнутости на раскате. обеспечивая при этом кантовку раската на выходе из клети (фиг. 9 по часовой стрелке).- Направление кантовки определяется соотношением моментов скручивания относительно оси симметрии сечения раската, обусловленных наличием указанных выпуклостей на повер (1 п П 5- (в)хности калибра. Соотношение моментов скручивания определяется соотношением плеч а и о. характеризующихуказанные моменты.Из фиг. 9 видно. что . следовательно. момент. скручивающий раскат относител ьно своей продольной оси против часовой стрелки. меньше момента. свручивающего раскат по часовой стрелке. чтоиобеспечивает заданное направление кантовш, При необходимости кантовки раската в противоположную сторону деформацию промежуточного круга ведут в ромбическом калибре с образованием центрально-симметричных вогнутостей на двух других противоположных гранях ромба.Полученный ромб благодаря наличию указанных вогнутостей. скантванный по часовой стрелке на 9 О. задаютгв последующий квадратный калибр (фиг. 4 и 120). деформациюЮз котором осуществляют с образованием вог нутостей на всех поверхностях раската. Это обеспечивается НЭЛИЧИЕМ ССШТВЭТСТВУЮЩИХ выпуклостей на поверхностях квадратного калибра. Наличие на двух противоположных поверхностях квадратного калибра. формирующих соответствующие вогнутости на поверхностях квадрата. обеспечивает формирование пережима (места разделения) для последующего разделения раската в ПРОДОЛЬНОМ направлении. НЭЗЕИЧИВ выпуклостей на двух других поверхностях квадратного калибра кантовку квадратного раската в обратном направлении (фиг. 10. против часо- вой стрелки на 45).Полученный в квадратном калибре раскат благодаря наличию соответствующих вогнутостей, скантованный на 45 противформирующий раскат в виде сдвоенного профиля с местом разделенизцпережимом). при этом место разделения выполняют по вогнутостям раската, образованным в квадратном капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за счет создания условий. обеспечивающих гарантированную кантовку раската в соответствующихМЕЖКЛВТЬВВЫХ промежутках даже В СЛУЧЭВизноса кантующих роликов проводок. использующихся в данном случае с контрольной целью изменения геометрических параметров раската. вызванных износом калибров температуры металла и состояния поверхности калибров.Формирование пережима по наиболее разогретым участкам сечения раската повышает износостойкость гребней калибров,формирующих раскат в виде сдвоенного профиля с местом разделения. Кроме того. разнонаправленность кантовок. обеспечиваемых ромбическим фиг. 9) и квадратным(фиг. 10) конторами-стабилизирует положение -раската (предупреждает его скручивание) на стадии формирования сдвоенного профиля с местом разделения.Предлагаемый способ реализуют на непрерывном мелкосортно-проволочном стане 3201150 при производстве арматурной стали Мг 14 методом сдвоенной прокатки из непрерывнолитойзаготовки сечением 125 х 125 мм и длиной 10-42 м. нагретую заготовку прокатывают в клетях стана до образования промежуточного круга диаметром 33.5 мм. сформированного в десятой клети промежуточной группы стана. Полученный раскат круглого сечения деформирует в ромбическом калибре 13-й клети стана (фиг. 3) с образованием двух централ ьно-симметричных вогнутостей на противоположных сторонах сечения полученного ромба. Параметры получаемого ромбического раската следующие ширина (по врезу ручья) 41.4 мм высота (с учетом закруглений по дну каждого ручья и зазоре между валками 3.5 мм) 26.97 мм вогнутости радиуса 12.89 мм выполняют симметрично относительно нормелей кспотаетствующим граням ромба, восстановленных от- серединьп сторон этих граней. Формирование вогнутостей на раскате осуществляется соответствующими выпуклостями на поверхностях ручьев калибров и обеспечивает кантовку ромбического раската в заданном направлении (фиг. 9. по часовой стрелке). Полученный ромб. скантованный по часовой стрелке на 90), задают в последующий квадратный калибр 15-й клети стана(фиг. 4 и 10). деформацию в котором осуществляют с образованием вогнутостей на противоположных поверхностях раската. Параметры получаемого квадратного сечения следующие ширина (по врезу ручья) 32,38 мм высота (с учетом закруглений и при зазоре между вал ками 3.5 мм) 30.38 мм. вогнутости радиуса 7.8 мм.Из полученного в квадратном калибре раската. скантованного благодаря наличию соответствующих вогнутостей на 45 против часовой стрелки, в клетях 16 и 18 (клеть 17не используется) формируют раскат в виде сдвоенного профиля с местом разделения делят его в продольном Направлении с пэмощью специальных делительных устройств,установленных в выводной проводке клети 18. и дальнейшее формирование профилей в клетях 19 и 20 ведут в две нитки. Предлагаемый способ в условиях стана 320/150 позволяет снизить вероятность возникновения аварийных ситуаций на стане. связанных с застреванием переднего конца раската газ-последующей клети после чего кантовки (в клетях 15 и 16). Разнонаправленности кантовок стабилизируют положение раската в клетях 16- и 18 на стадии формирования сдвоенного профиля с местом разделения. Формула изобретения Способ сдвоенной прокатки сортовых профилей. включающий формирование изисходной заготовки промежуточного круга деформацию его в ромбическом калибре. кантовку на 90 и деформацию полученного ромба в квадратном калибре с образованием вогнутостей на гранях. последующую кантовку квадрата на 45 и формирование из него раската в виде профиля с местом разделения по вогнутостям раската. разделение раската в продольном направлении и дальнейшее формирование профилей в две ниткщотл ича ю щийслтем. что.сцелью повышения выхода годного за счет стабилизации задачи переднего конца заготовки в клеть после кантовок. деформацию промежуточного круга ведут в ромбическом калибре с горизонтальной большой ОСЬЮ. С образованием ДВУХ ЦВНТрЗПЬНСГСИМметричных вогнутостей на противоположных гранях ромба.
МПК / Метки
МПК: B21B 1/02
Метки: способ, прокатки, профилей, сдвоенной, сортовых
Код ссылки
<a href="https://by.patents.su/5-440-sposob-sdvoennojj-prokatki-sortovyh-profilejj.html" rel="bookmark" title="База патентов Беларуси">Способ сдвоенной прокатки сортовых профилей</a>
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Сивак Э. В., Жучков С. М., Кузьмичев М. В., Дышлевич В. Ф., Кулаков Л. В., Асанов В. Н., Токмаков В. А., Бондаренко А. Н., Закшевский В. Б.
МПК: B21B 1/00
Метки: непрерывном, сдвоенной, прокатки, способ, стане, мелкосортном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Садко В. И., Клушин В. А., Щукин В. Я., Ермолович В. И.
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Силантьев М. А., Мачулин В. М., Зиберт В. П., Дышлевич В. Ф., Рассадин В. М.
МПК: B21B 37/06, B21B 37/00
Метки: раската, прокатного, непрерывного, клетей, натяжения, регулирования, стана, группе, система, черновой
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
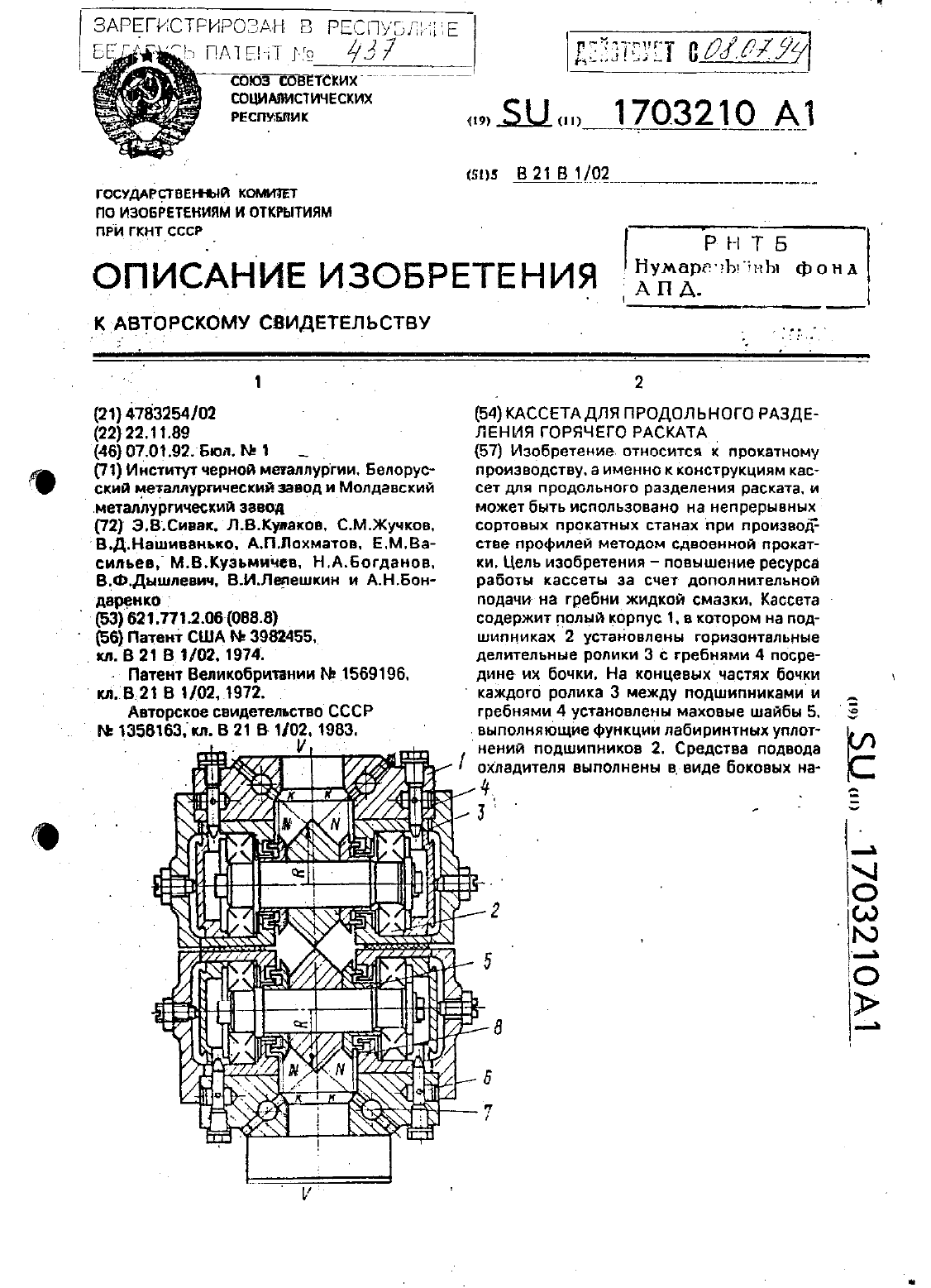
Кассета для продольного разделения горячего раската
Номер патента: 437
Опубликовано: 30.03.1995
Авторы: Кузьмичев М. В., Жучков С. М., Сивак Э. В., Лепешкин В. И., Богданов Н. А., Лохматов А. П., Бондаренко А. Н., Дышлевич В. Ф., Васильев Е. М., Кулаков Л. В., Нашиванько В. Д.
МПК: B21B 1/02
Метки: горячего, продольного, разделения, раската, кассета
Текст:
...поверхности которых обращены к подшипникам 2 Центры выходных отверстий каналов 7. расположенных по одну сторону от гребней 4. лежат в общей вертикальной плоскости. Торцовые отбойные поверхности реборд 8 маховых шайб 5 лежат в той же ПЛОСКОСТИ.Кассета работает следующим образом.При производстве профилей. например. арматурной стали сдвоенный прокатесдвоенного профиля. соединенного пере мычкой тол шиной порядка 0.75 мм. поступает в кассету....
Предыдущий патент: Топливный поршневой насос
Следующий патент: Способ получения 2-циклогексилциклогексанона
Случайный патент: Способ оценки хронотропной функции сердца