Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Парусов В. В., Стеблов А. Б., Дышлевич В. Ф., Луценко В. А., Фетисов В. П., Олейник В. А., Жук О. А.
Текст
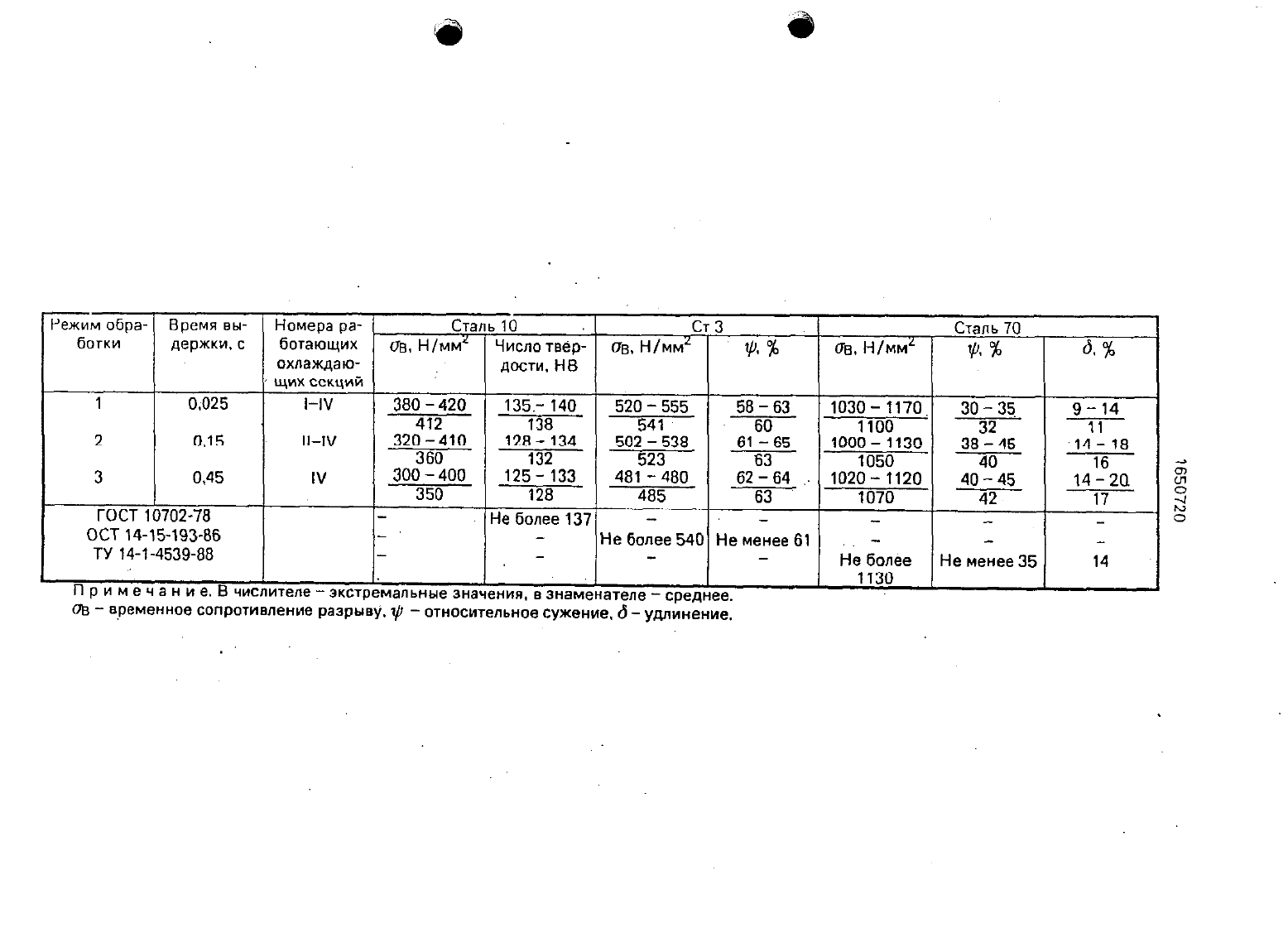
по изовветвнивм И открытиям пви гкнт СССР ( Р Н Т Б нУмдрдГдьдтчЬл фонд(71) Институт черной металлургии (72) В.В. Парусов. В.А. Луценко. В.А. Олейник, В.П. Фетисов. В.Ф. Дышлевич,АБ. Стеблов и ОА. Жук(56) Джалиль А.А Замедленное охлаждение способом стелмор. Опыт эксплуатации и результаты. Черная металлургия. Экспрессинформация. Сер. 7. Прокатное производство, 1982. вып, 20.(57) Изобретение относится к черной металлургии. Цель изобретения - снижение эф фекта деформационного упрочнения в ППОКЭТЗ И ПОВЫШЕНИЕ его ПЛЭСТИЧНОСТИ.Способ включает горячую прокатку при 9 О 011 О 0 С. выдержку. определяемую из выражения т (О 51.5)опр. охлаждение водой до 80011 О 0 С и последующее охлаждение на воздухе. 1 табл.катанки для перетяжки и бунтового подката. Целью изобретения является снижение деформационного упрочнения и повышениеПри начале охлаждения проката водой в течение времени, меньшего 0.5 С 12 пр. не происходит в достаточной мере устранение состояния горячего наклепа и рост зерен. Зерна как деформированные. так и рекристаллизованные отличаются повышенной плотностью дефектов кристаллического строения. Прокат. имеющий такую структуру. характеризуется повышенной прочностыо и пониженной пластичностью.Выдержка в течение времени более 1.5 0211, нецелесообразна ввиду того. что структура и комплекс свойств практически не меняются. а производственные площади существенно увеличиваются.Таким образом. предлагаемый способ изготовления проката способствует сниже нию деформационного упрочнения и повышению пластичности проката. При этом указанные параметры выдержки обеспечивают наиболее эффективное повышение комплекса механических свойств, обеспечивающего требуемую технологическую пластичность при холодном переделе.П р и м е р . В потоке мелкосортно-проводочного стана 320/150 изготавливают партии катанки из ст. 10 (О.13 С). ст. 3(0.18 С) и ст. 70 (0.71 И, С) диаметром (одр) 5.5 мм при скорости прокаткип-ЗО м/с.Одну часть партий изготавливают по известному способу горячая прокатка при 100 ОС. охлаждение водой до 85 ОС непосредственно после выхода из чистового блока прокатного стана и последующее регулируемое охлаждение на воздухе разложенных на транспортере витков (режим 1).Другую часть партии изготавливают в соответствии с предлагаемым способом по режимам горячая прокатка при 1 О 0 ОС выдержка после выхода проката из чистового блока в течение 0.15 и 0,45 с (соответственно О.Бе 2 пр - режим 2 и 15 о 2 пр с режим 3) с последующим водяным охлаждением до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на транспортер воздушного охлаждения.Охлаждающие секции (длиной-б м) расположены от чистового блока на расстоя нии, м 1 2 1211 19 П 36.При неизменной скорости прокатки время выдержки регулируют путем изменения длины участка активного охлаждения включают или отключают охлаждающие секции и входящие в их состав устройства.Результаты исследования катанки. изготовленной по известному (режим 1) и предлагаемому способам (режимы 2 и 3) приГрЭНИЧНЫХ ЗНЭЧВНИЯХ ПРЭДЛЭГЗВМЫХ ТЭХНО-уИз приведенных в таблице данных спедует. что при изготовлении проката по известному способу (режим 1) не обеспечивается выполнение требований к катанке низкоуглеродистой по ОСТ 14-15193-86, для холодной высадки по ГОСТ10702-78 и для металлокорда по ТУ 14-1- ч ФДБЗЭ-ВВ. Изготовление катанки по предлага емому способу (режимы 2 и 3) при граничных значениях предлагаемых технологических параметров обеспечивают соответствие значений- механических характеристик требованиями нормативнотехничеслсой документации.При выдержке в течение времени менее 0.15 с. например 0.025 с. (режим 1) сталь имеет наиболее мелкое и дефектное зерно,ЧТО ПРИВОДИТ К ПОВЫШЕНИЮ ПРОЧНОСТНЫХ И снижению пластических свойств.Выдержка 0.15 с и более приводит к апигиляции и стоку на границе зерен дефектов кристаллического строения и началу собирательной рекристаллизации.При выдержке. равной 0.45 с. влияние горячего наклепа практически устраняется. а собирательная рекристаллизация практически завершается.Выдержка в течение времени более 0.45 с. например 0.5 с. нецелесообразна. так как не приводит к существенному улучше НИЮ КОМПЛЕКСЕ МЕХЭНИЧЗСКИХ СВОЙСТВ И, 7кроме того. приводит к неоправданному увеличению производственных площадей(охлаждающее устройство при выдержке 0,5 с должно находиться от чистового прокатного блока на удалении 40 м). Таким образом. введение в известныйспособ операции регламентированной выдержки горячекатаного проката перед охЛВЖДЕНИЕМ ВОДОЙ ПОЗВОЛЯЕТ СНИЗИТЬ аффект деформационного упрочнения и повысить пластичность за счет получения вСпособ изготовления проката. преимущественно катанки для перетяжки и бунтоаого проката из углеродистых сталей,включающий горячую прокатку при 9001100 С. охлаждение водой 80095 ОС и последующее охлаждение на воздухе, о тл ич а ю щ и й с я тем, что. с целью снижения деформационного упрочнения и повышения пластичности. перед охлаждением водой проводят-выдержку. определяемую из выражения ГЮ.515)2 пр, где 1 время выдержки опр с диаметр проката. см.
МПК / Метки
Метки: способ, проката, изготовления
Код ссылки
<a href="https://by.patents.su/3-436-sposob-izgotovleniya-prokata.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления проката</a>
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Горбанев А. А., Токмаков В. А., Борщев С. М., Жучков С. М., Дышлевич В. Ф., Бондаренко А. Н., Кармазин Ю. Я.
МПК: B21D 9/12
Метки: труб, стальных, виткоукладчика, катанки, изготовления, укладочных, способ
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 63
Опубликовано: 30.09.1994
Авторы: Гловацкий Г. Г., Янушко Е. В., Соловьева Т. В., Снопков В. Б., Хоровьева Л. И., Хмызов И. А., Максименко В. В., Верига С. В., Богуш В. Д.
МПК: B27N 3/02
Метки: способ, плит, древесностружечных, изготовления, малотоксичных
Текст:
...полученного смешиванием 16.5 г водного раствора хлористогоаммония концентрацией 20 33 г парафи новой эмульсии. 329 г карбамидоформальдегидной смолы концентрацией 65 и 21.4древесно-клеевую композицию тщательно перемешивают. Далее формируют ковер ипрессуют ДСП по режимшуказанному в примере 1Физике-механические показатели дре весностружечных плит определялись по ГОСТ 10634-78. 10635-78. содержание сво бодно формальдегида пооГОСТ-276 Т...
Способ изготовления длинных макаронных изделий
Номер патента: 505
Опубликовано: 30.03.1995
Авторы: Фридрих Эггер, Вернер Сейлер, Иосеф Мансер
МПК: A23L 1/16
Метки: длинных, способ, макаронных, изделий, изготовления
Текст:
...выделение влаги на поверхности длинны макарон нык изделий. При обработке длинным . макаронных изделий в климатическнх.зо пак получается более высокий эффект,если часть потока воздуха направлена вертикально по отношению к длинным макаронным изделиям, а часть воздуха. 50 турбосистемы вводится в каналы, рас положенные внутри и вне сушильной камеры, и выводится из них в целях управления параметрами в соответствыходящее из первой...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: изделий, преимущественно, валов, способ, изготовления, кулачковых
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B24D 3/20, B22F 1/00, B24D 18/00...
Метки: способ, алмазного, инструмента, изготовления
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Предыдущий патент: Пневматическая рессора
Следующий патент: Трехслойная стеновая панель
Случайный патент: Секция радиатора водяного отопления