Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Жучков С. М., Дышлевич В. Ф., Асанов В. Н., Бондаренко А. Н.
Текст
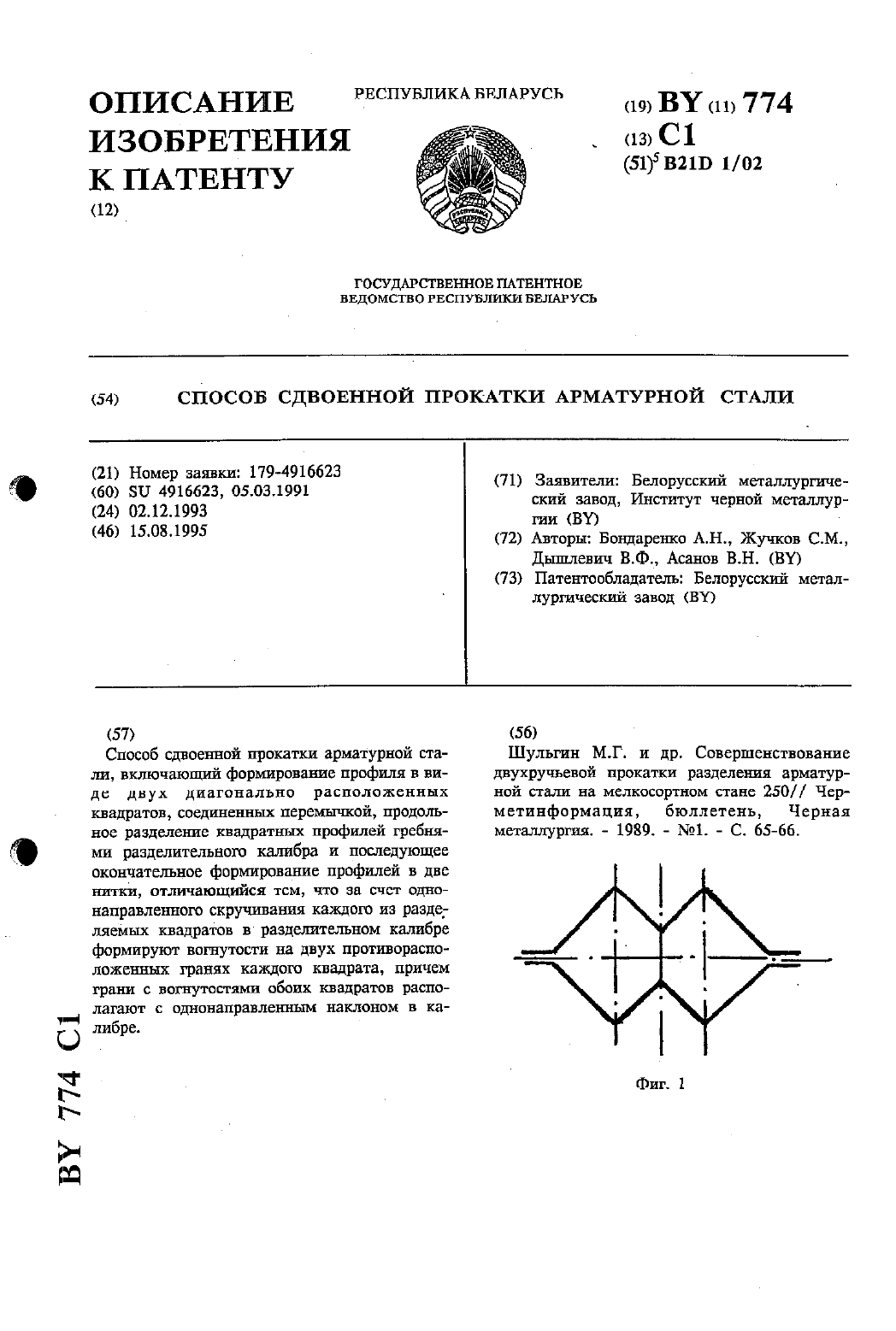
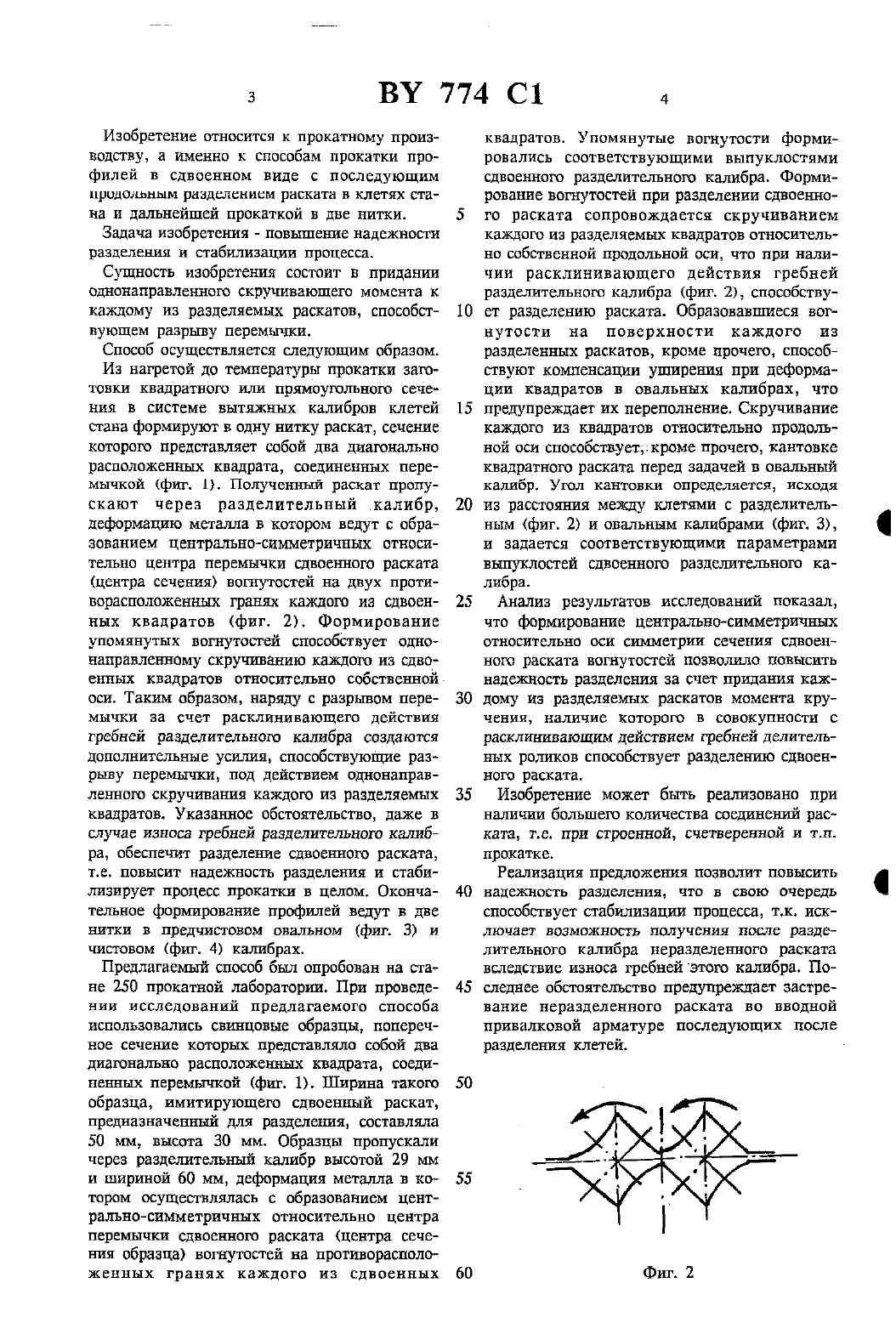
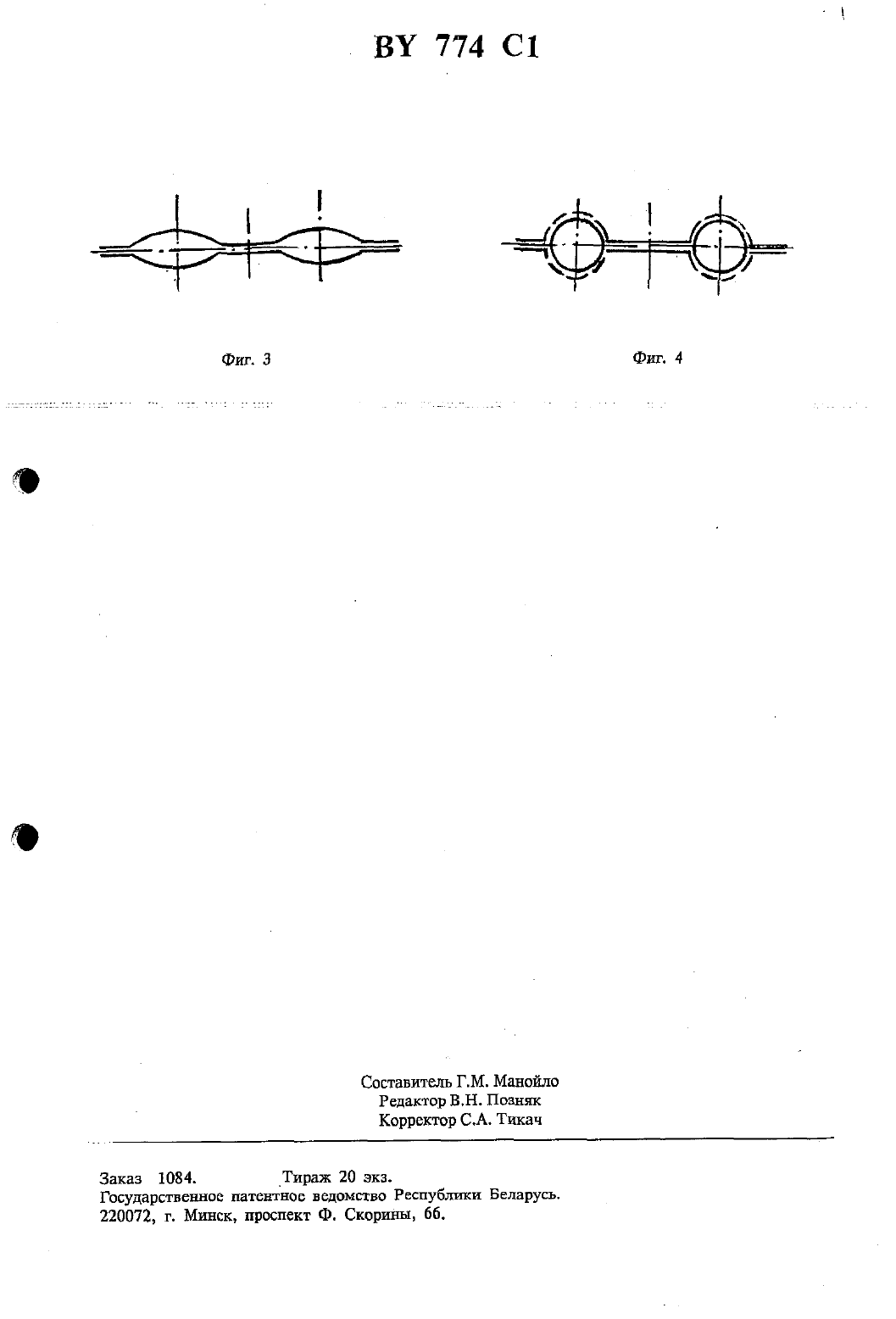
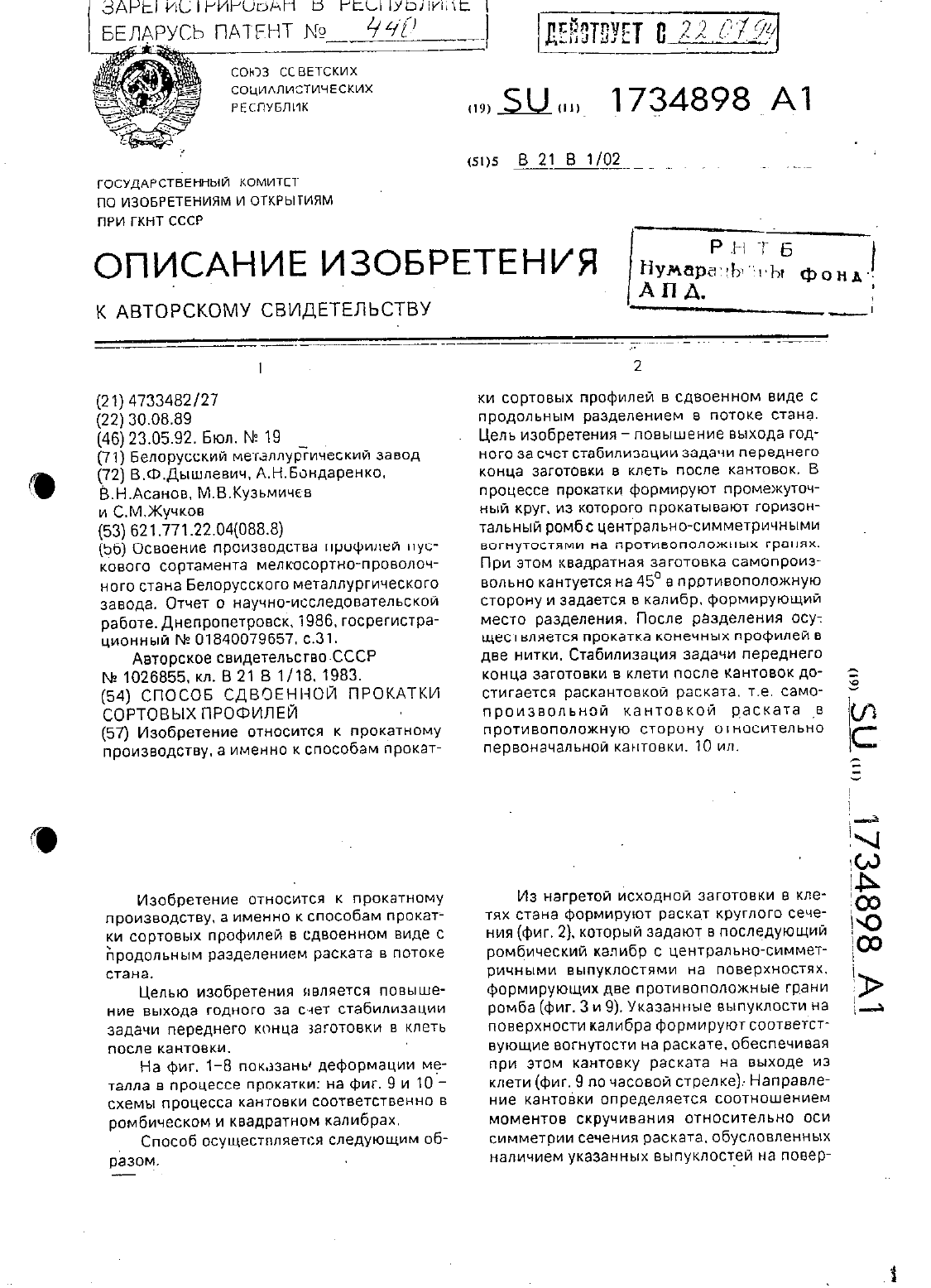
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ведомство гвспувлики ввлагусь(54) СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИСпособ сдвоенной прокатки арматурной стали, включающий формирование профиля в виде двух диагонально расположенных КВНДРЗТОВ, СОЕДИНЕННЫХ перемычкой, ПРОДОЛЬное разделение квадратных профилей гребнями разделительного калибра и последующее окончательное формтгрование профилей в две нитки, отличающийся тсм, что за счет однонаправлеиного скручивания каждою из разде ляемых квадратов в разделительном калибре формируют вогнутости на двух противорасположенных гранях каждого квадрата, причем грани С ВОГНУТОСТЯЬЩ ОБОИХ квадратов 1320110 латают С ОДНОПЗПРВВЛВННЫМ НЗКГЕОНОМ В калибре.(71) Заявители Белорусский металлургический завод, Институт черной металлур гни (ВЧ)(73) Патентообладатель Белорусский металлургический аавод (ВТ)Шульгин М.Г. и др. Совершенствование двухручьевой прокатки разделения арматурной стали на мелкосортном стане 250// Черметинформация, бюллетень, Черная металлургия. - 1989. - МЫ. - С. 65-66.Изобретение относится к прокатному производству, а именно к способам прокатки профилей в сдвоенном виде с последующим продольным разделением раската в хлетях стана и дальнейшей прокаткой в две нитки.Задача изобретения - повышение надежности разделения и стабилизации процесса.Сущность изобретения состоит в придании ОДНОННПРЗВЛЕЬННОГО СКРУЧИБНЮЩЕШ МОМЕНТЕ К каждому из разделяемых раскатов, способствующем разрыву перемычки.Способ осуществляется следующим образом.Из нагретой до тевшературы прокатки заготонки квадратного или прямоугольного сечения в системе вытяжных калибров клетей стана формируют в одну нитку раскат, сечение которою представляет собой два диагонально расположенных квадрата, соединенных перемычкой (фиг. 1). Полученный раскат пропускают через разделительный калибр,деформацию металла в котором ведут с образованием центрально-симметричных относительно центра перемычки сдвоенного раската(центра сечения) вогнутостей на двух противорасположенных гранях каждою из сдвоенных квадратов (фиг. 2). Формирование упомянутых вогнутостей способствует однонаправленному скручиванию каждого из сдво енных квадратов относительно собственной оси. Таким образом, наряду с разрывом перемычки за счет расклинивающего действия гребней разделительного калибра создаются дополнительные усилия, способствующие разрыву перемычки, под действием однонаправленного скручивания каждою из разделяемых квадратов. Указанное обстоятельство, даже в случае износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное сечение которых представляло собой два диагонально расположенных квадрата, соедипенных перемычкой (фиг. 1). Ширина таково образца, имитирующего сдвоенный раскат,предназначенный для разделения, составляла 50 мм, высота 30 мм. Образцы пропускали через разделительный калибр высотой 29 мм и шириной 60 мм, деформация металла в котором осуществлялась с образованием центрально-симметричных относительно центра перемычки сдвоенного раската (центра сечения образца) вогнутостей на противорасполо ЖЕННЫХ ГРЗНЯХ КВЖЦОГО ИЗ СДВОСННЫХквадратов. Упомянутые вогнутости формировались соответствующими выпуклостями сдвоенного разделительного калибра. Формирование вогнутостей при разделении сдвоенного раската сопровождается скручиванием каждого из разделяемых квадратов относительно собственной продольной оси, что при наличии расклинивающего действия гребней разделительного калибра (фиг. 2), способствует разделению раската. Образовавшиеся вогнутости на поверхности каждого из разделенных раскатов, кроме прочего, способствуют компенсации уширения при деформации квадратов в овальных калибрах, что предупреждает их переполнение. Скручивание каждого из квадратов относительно продольной оси способствуетвкроме прочего, кантовке квадратного раската перед задачей в овальный калибр. Угол кантовки определяется, исходя из расстояния между клетями с разделительным (фиг. 2) и овальным калибрами (фит. 3),и задается соответствующими параметрами выпуклостей сдвоенного разделительного калибра.Анализ результатов исследований показал,что формирование центрально-симметричных относительно оси симметрии сечения сдвоенного раската вогнутостей позволило повысить надежность разделения за счет придания каждому из разделяемых раскатов момента кручения, наличие которого в совокупности с расклннивающим действием гребней делительных роликов способствует разделению сдвоенНОГО раската.Изобретение может быть реализовано при наличии большего количества соединений раската, т.е. при строенной, счетверенпой и т.п. прокатке.Реализация предложения позволит повысить надежность разделения, ЧТО В СВОЮ очередь способствует стабилизации процесса, т.к. исключает возможность получения после разделительного калибра неразделенного раската вследствие износа гребней этого калибра. Последнее обстоятельство предупреждает застреВЗНИВ НСРЗЗДВЛВННОГО раската ВО ВБОДНОЙ привалковой арматуре последующих После разделения клетей.Заказ 1084. Тираж 20 экз. Государственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: B21D 1/02
Метки: стали, прокатки, сдвоенной, способ, арматурной
Код ссылки
<a href="https://by.patents.su/3-774-sposob-sdvoennojj-prokatki-armaturnojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ сдвоенной прокатки арматурной стали</a>
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Жучков С. М., Дышлевич В. Ф., Бондаренко А. Н., Кузьмичев М. В., Асанов В. Н.
МПК: B21B 1/02
Метки: профилей, сортовых, прокатки, сдвоенной, способ
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Закшевский В. Б., Асанов В. Н., Токмаков В. А., Жучков С. М., Дышлевич В. Ф., Кузьмичев М. В., Бондаренко А. Н., Кулаков Л. В., Сивак Э. В.
МПК: B21B 1/00
Метки: непрерывном, способ, мелкосортном, прокатки, сдвоенной, стане
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Клушин В. А., Ермолович В. И., Щукин В. Я., Садко В. И.
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Способ непрерывной плавки стали
Номер патента: 713
Опубликовано: 30.06.1995
Авторы: Кристиан Якемар, Людвиг фон Богданди, Луциан Похмарски, Отто Келлер, Ханс-Юрген Лангхаммер, Герхард Миттер
МПК: C21C 5/28, C21B 13/00
Метки: непрерывной, стали, плавки, способ
Текст:
...Целесообразно вводить в расплав при выпуске его в разливочиый ковш вступающие в экзотермические реакции добавки такие, как, например,51, А 1 или Экзотермические реагирующие сплавы. Благодаря контролю щлакового режима в соответствии с настоящим изобретением и образованию шлака вышеуказанного состава становится возможным ввести процесс с образованием большого количества шлака при использовании разливочных ковшей технически разумных размеров,...
Способ получения жидкого чугуна или продуктов стали и восстановительного газа в плавильном газификаторе
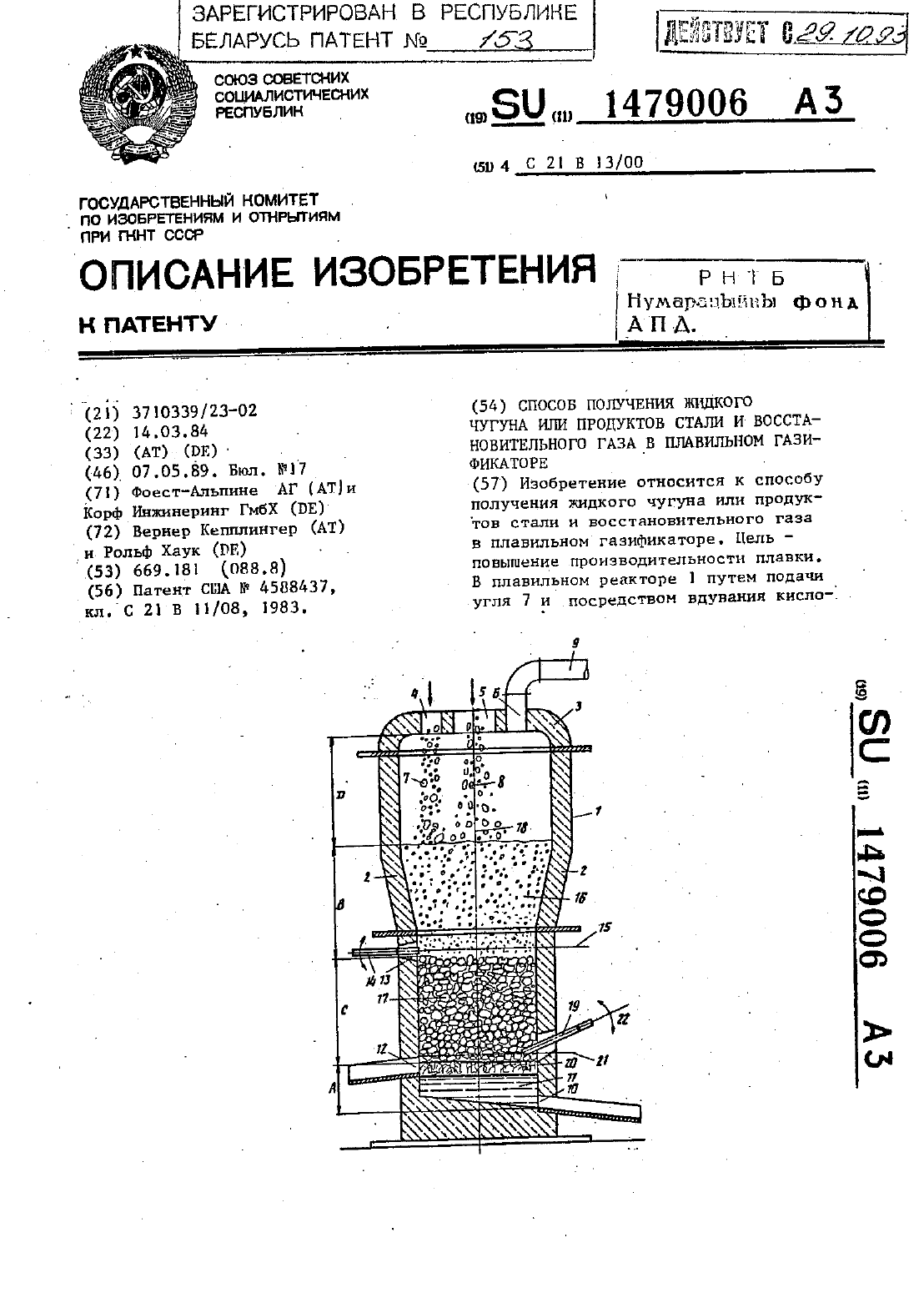
Номер патента: 153
Опубликовано: 30.09.1994
Авторы: Рольф Хаук, Вернер КЕППЛИНГЕР
МПК: C21B 13/00
Метки: плавильном, стали, получения, способ, или, чугуна, жидкого, восстановительного, продуктов, газификаторе, газа
Текст:
...крупнокусковой уголь подается сверку в плавильные реактор, который при прохождениичерез первую зону лсевдоожиженного слоя не газифицируется полностьюи в-форме более крупных частиц кокса гЕОбИРНЕТС-Ч 136 ТОрОй ЗОНЕ ДОПОПНИ телъно в качестве носителей углерода.для построения второй зоны можно также применить кокс - высокотемпературный буроугольный кокс (ВНТ кусковой кокс). Согласно предлагаемому способу к первой и второй плоскостям вдувания...
Предыдущий патент: Операторский кран
Следующий патент: Опора качения с вертикальным валом
Случайный патент: Иммуномодулирующее средство