Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Горбанев А. А., Борщев С. М., Дышлевич В. Ф., Токмаков В. А., Жучков С. М., Кармазин Ю. Я., Бондаренко А. Н.
Текст
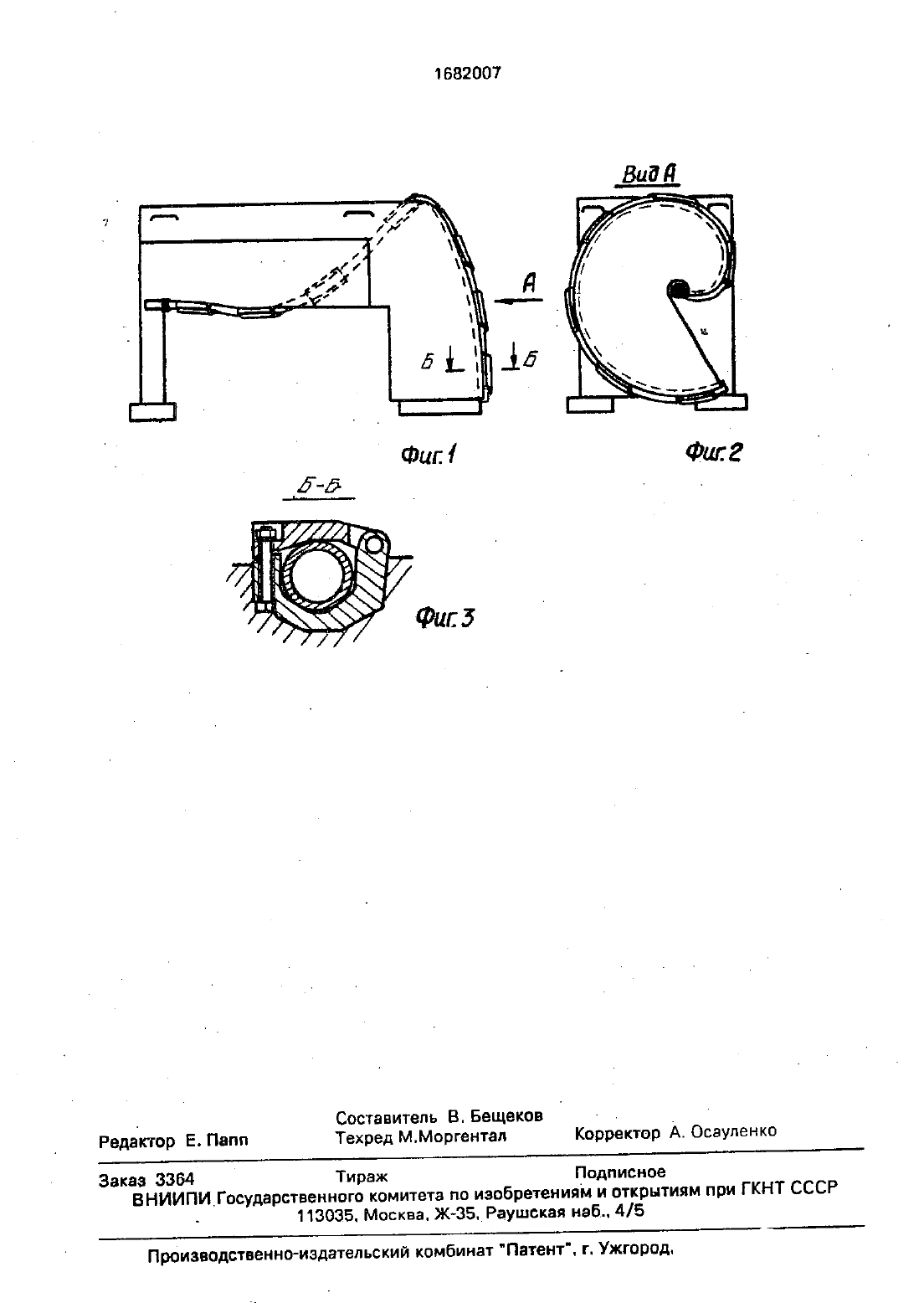
союз советских срциАлистичЕских РЕСПУБЛИКгосудлгстввнгьэи комитет по ИЗОБРЕТЕНИЯМ и открытиям ПРИ ГКНТ СССР ОПИСАНИЕ ИЗФБРЕТЕНИЯ т-5(П) Институт черной металлургии и Белорусский металлургический завод- Изобретение относится к обработке металлов давлениемж частности к технологии изготовления изогнутых трубных изделий.преимущественно стальных укладочныхтруб виткоукладчиков катанки аысокоскоростных- проволочных станов. и может бытьиспользовано при изготовлении этих труб. 7Цель изобретения т- повышение качества получаемых деталей. На фиг.1 представлен кондуктор С УСТЭновленнойтрубой на фиг.2 видА на фигна фиг.3 - разрез Б-Б на фиг.1 (вариант выполнения элемента крепления трубы). Способ осуществляется следующим об ВЗЗОМ. иисходную прямолинейную стал ьную трубную заготовку заданной длин ынагрева и ют до лемпературы гибки. составляющей960-98026. нагретую-трубную заготовку ус ТЗННВЛИВВЮТ И закрепляют В ГИбОЧНОМ УСТ(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ УКЛАДОЧНЬПХ ТРУБ ЕМТКОУКЛАДЧИКА КАТАНКИ(57) Изобретение относится к обработке металлов давлением. в частности к устройствам для гибки труб. Цельу изобретения повышение качества получаемых деталей. Осуществляют нагрев трубной заготовки до температуры гибки. изгиб по шаблону и снятие изогнутой в трех направлениях готовой трубы с рабочего органа- гибочного устройства. После горячей гибки трубу выдерживают под нагрузкой. а затем ее выдерживают на воздухе и отпускают. 1 э.п. ф-пы. 3 ил 1 табл.и виткоукладчика). на рабочем органе (бара бане). Пространственный изгиб нагретой. трубной заготовки осуществляют на однуоперацию поворотом барабана по шаблону. По. окончании операции гибки изогнутуютрубу. температура которой составляет 800 850 С выдерживают в зажимах на рабочем органе гибочного устройства в течение 3040 мин на воздухе В результате осуществления такого темпратурногорежима гибки в поверхностных слоях трубы (рабочая повер хность укладочных труб тонутренняя) обра- узуется бейнитная структура с участками мартенсита. После этого изогнутую укладочную трубу снимают с гибочного устройства и помещают в нагревательнуюпечь. где выдерживают ее в инертной атмосфере (с целью уменьшения окалинообразования) при температуре 710-760 С (на 5-55 С ниже точки Ат фазовых превращений) в течение 350-370 мин. При этой операции термообработки происходит высокий отпуск. при котором элементы. обладающие сродством к углероду, распределяются между ферритом и карбидами материала трубы. В присутствии карбидообразующих элементов образуются либо легированные карбиды железа. либо специальные карбиды. в результате чего суЩВСТВЕННО ПОВЫШЗВТСП горячая ИЗНОСОстойкость материала трубы.Если время Охлаждения укладочной тру- бы на воздухе после операции гибки в горя чем состоянии будет меньше 30 мин не образовывается бейнитная структура металла с участием мартенсита в поверхностных слоях трубы если больше 40 мин п произойдет перекалкг трубы, затягивающая последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости. При времени выдержки в печи менее 350 мин отмеченные выше превращения структуры металла пройдут не до конца. что снизит эксплуатационные характеристикиукладочной трубы более 370 мин необос нованно затягивается процесс термообработки. так как упомянутые превращения в структуре металла уже произойдут и дальнейшее увеличение времени выдержки укладочной трубы в печи будет ухудшать экономическую эффективность применения предлагаемого способа. В процессе проведения операции отпуска возможна потеря заданной на гибочном устройстве пространственной формы трубы. Чтобы избежать этого. изогнутую трубуперед отпуском следует установить и закре питьтна кондуктора. Линия установки трубы на кондуктора повторяет форму образующейрабочего органа гибочного устройства.П р и м е р. Способ был опробован и реализован на стане 3201150. для изготовления укладочных труб виткоукладчика катанки используются трубные заготовки из стали марок ЗОХГСА и 12 Х 1 МФ. Прямолинейную трубную заготовку заданной длинынагревали в печи. устанавливали й закрепляпи на барабане станка для гибки труб виткоукладчвдков катании. После окончания операции гибки пространственно изогнутая труба остывала в зажимах на рабочем органе в течение 30-40 мин в помещении цеха. Следует отметить. что при изменении геометрических параметров сечения трубы требуемое время охлаждения можно определять исходя из зависимости то от. - д . где аспид - коэффициент пропорциональности, равныйеб мин/ м б толщина стенку трубы. мм. После снятияизогнутой трубы с гибочного устройства тру бу помещали в печь и отпускали при темпеБ-БЬ-С. где Ат т-точка фазовых превращений для данной марки стали) в течение 350-370 мин. При изменении геометрических параметров сечения трубы время. необходимое для осуществления высокого отпуска. можно определять из зависимости год. адтп - б .Параметры температурного режима предлагаемого способа изготовления укладочной трубы были установлены экспериМВНТЭЛЬНЫМ ПУТЕМ. РЗЗУЛЬТЭТЫ ИСПЫТБНИЙ приведены в таблице.Формула изобретения 1. Способ изготовления стальных укладочных труб виткоукладчика катанки. за ключающийся в нагреве трубной заготовки удо температуры гибки. установке и закреплении ее в гибочном устройстве, изгибе по шаблону на рабочем органе гибочного устройства и снятии с рабочего органа гибочного устройства изогнутой в трех направлениях укладочной трубы виткоукладчика катанк-и. о т л и ч.а ю щ и й с я тем. что. с целью повышения качества -получаемых деталей, после окончания гибки изогнутую трубу выдерживают в зажимах в течение 3 О 40 мин на воздухе. после чего изогнутую трубу снимают с гибочного устройстеа и отпускают при температуре 71076 ОС стечение 350-370 мин в печи. 2.Способпоп.1.отличающийся тем. что перед отпуском трубу устанавливают и закрепляют на кондуктора. повторяющем рабочий орган гибочного устройства.Редктор Е. Папп Техред Мморгентал Коррктор А. Осауленко Заказ 3364 Тираж Подписное
МПК / Метки
МПК: B21D 9/12
Метки: способ, укладочных, стальных, изготовления, труб, виткоукладчика, катанки
Код ссылки
<a href="https://by.patents.su/3-137-sposob-izgotovleniya-stalnyh-ukladochnyh-trub-vitkoukladchika-katanki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления стальных укладочных труб виткоукладчика катанки</a>
Способ изготовления трубчатых полимерных изделий
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Фадеев С. В., Ступаков П. А., Рабкин В. М., Горелик А. Л., Корюков В. П., Стебунов Ю. П.
МПК: B29D 23/22, B29C 67/14
Метки: полимерных, изделий, способ, трубчатых, изготовления
Текст:
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
Способ получения жидкого чугуна или стальных полупродуктов
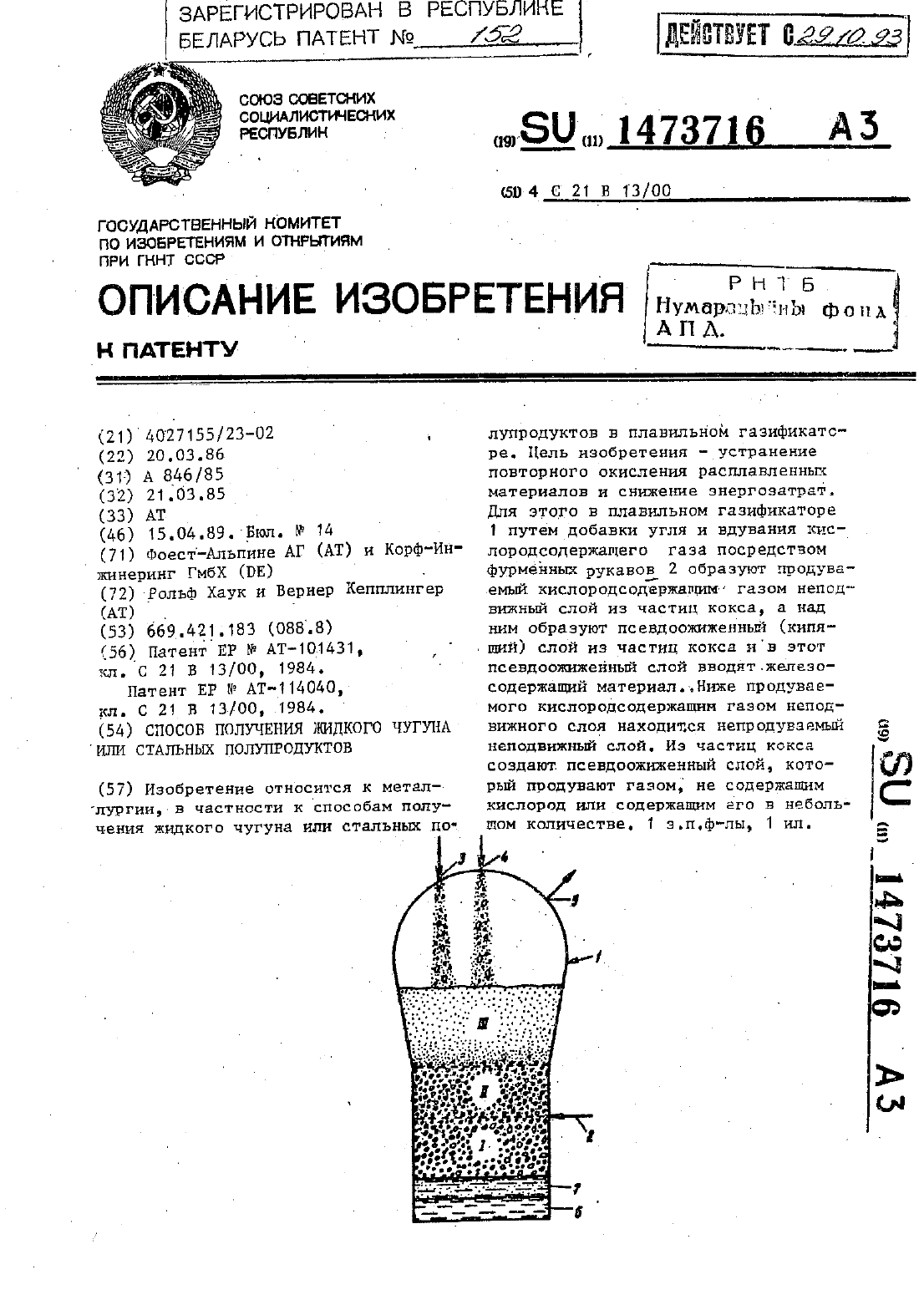
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Вернер КЕППЛИНГЕР, Рольф Хаук
МПК: C21B 13/00
Метки: или, стальных, жидкого, чугуна, полупродуктов, получения, способ
Текст:
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Шихта для изготовления сегнетокерамического конденсаторного материала
Номер патента: 20
Опубликовано: 30.05.1994
Авторы: Питушко Е. В., Балакишева Т. А., Бертош И. Г., Самойлов В. В., Мамчиц Э. И., Егоров Л. И., Дорохова М. П., Ротенберг Б. А., Алексеева Ф. К., Трояновская С. М.
МПК: C04B 35/46, H01G 4/12
Метки: шихта, конденсаторного, изготовления, сегнетокерамического, материала
Текст:
...03 0,1-0,3 глина 0,2-0,7 Полученны по-обычной керамической технологии при 1280-1 ЗбОСв течение 2 ч материал имеет следующие.характеристики 5 при 125 с 104-10 к АС/Сдол(1314) количество.потерьД по трещинам после пайки 718.смесь измельчают до удельной поверхч ностн 50007000 см/г. Полученную таким образом шихту используют для получения конденсаторного диэлектрика, из которого известным образом формуют заготовки конденсаторов и...
Ножницы
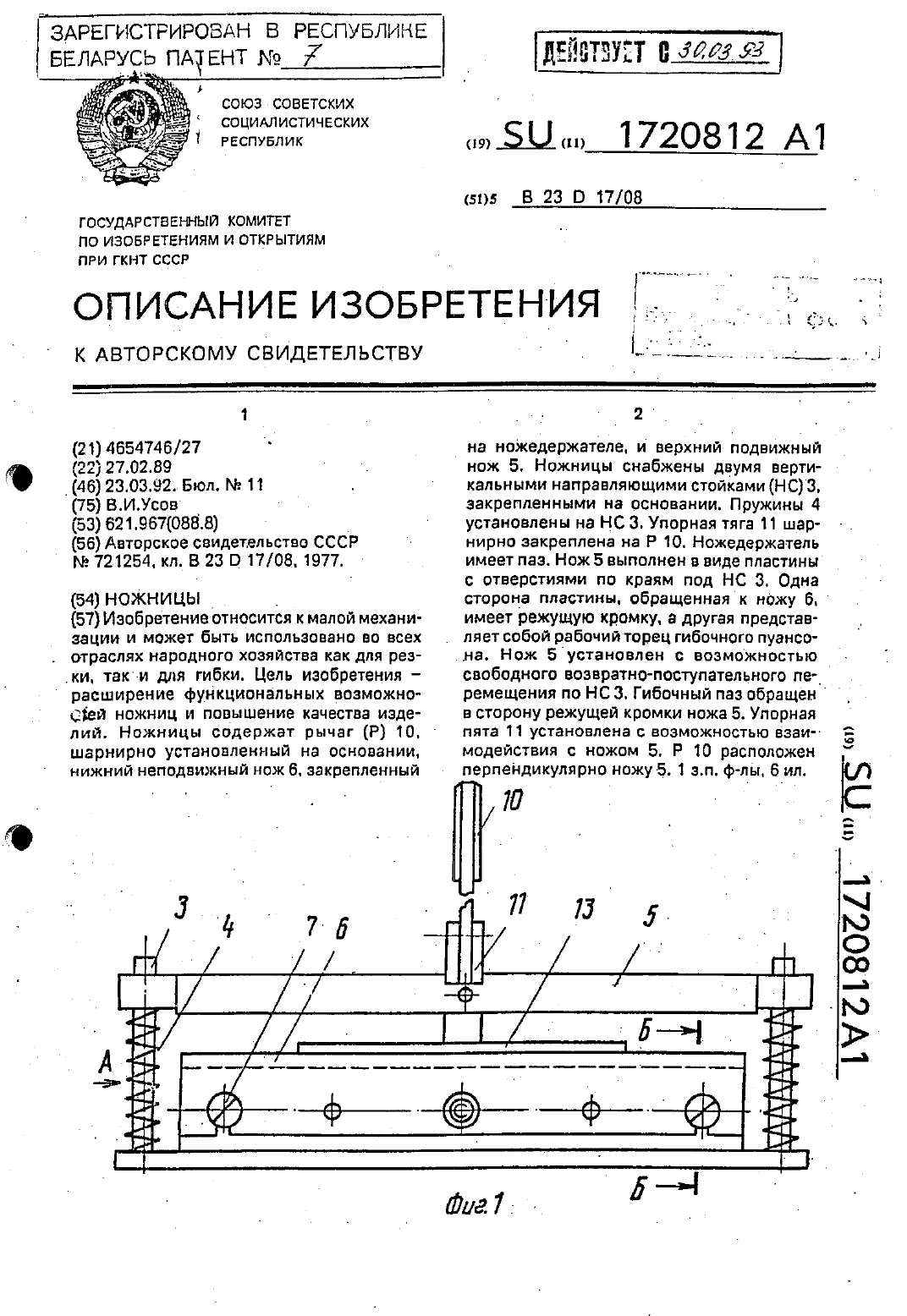
Номер патента: 7
Опубликовано: 30.05.1994
Автор: Усов Владлен Иванович
МПК: B23D 17/08
Метки: ножницы
Текст:
...время переналаживания ножниц с одной технологической операции на другую за счет отсутствия прикрепления рычага к верхнему подвижному ножу и за счет свободного воздействия упорной пятой на верхний подвижный нож.Способствует сокращению времени перенапаживания ножниц с одной операции на другую и выполнение другой стороны пластины верхнего подвижного ножа в виде рабочего торца гибочного пуансона и свободно одетого на направляющие стоек. за...
Штамп для изготовления фасонных изделий
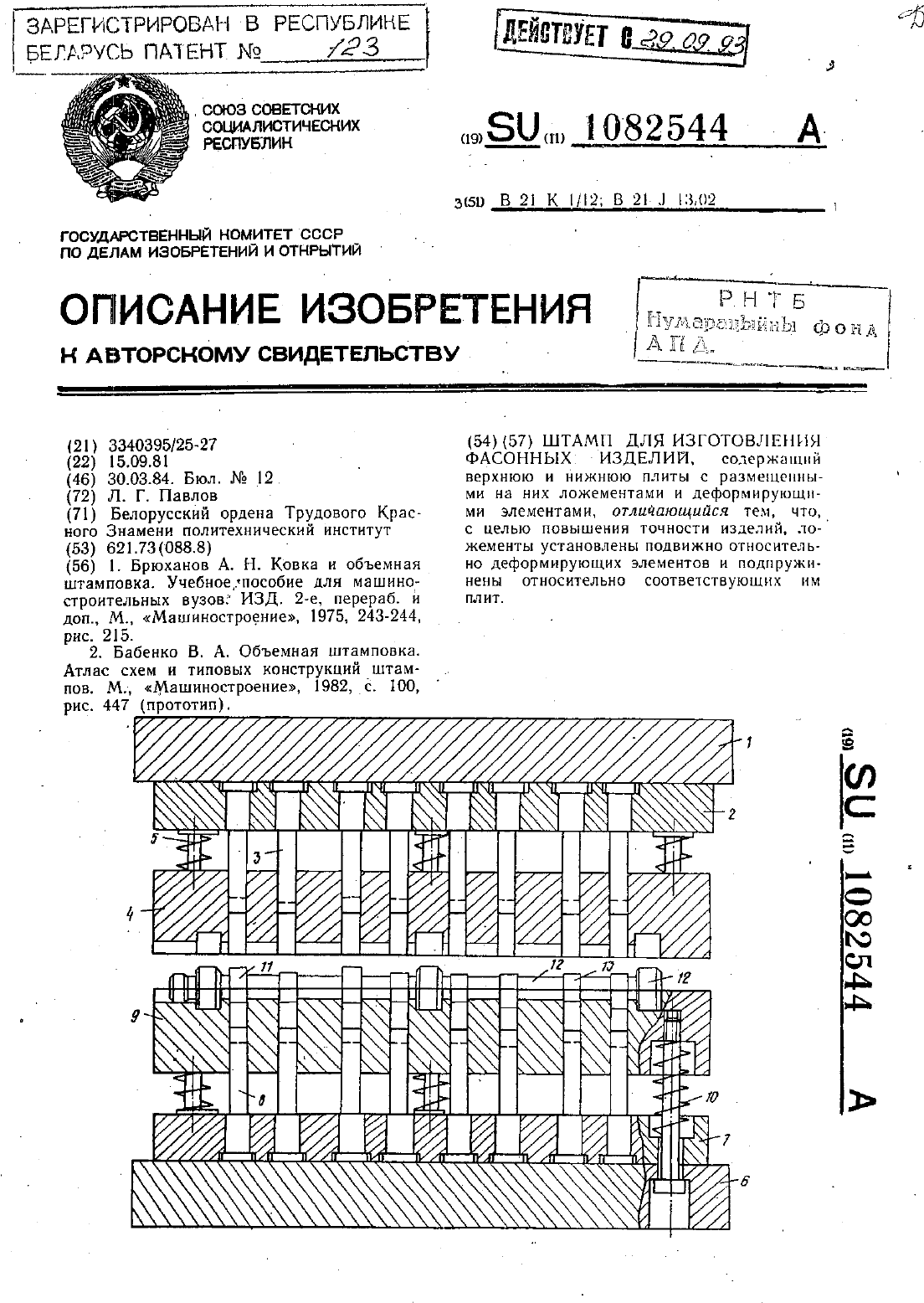
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: изготовления, фасонных, изделий, штамп
Текст:
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Предыдущий патент: Устройство регулировки яркости и баланса белого электронно-лучевой трубки
Следующий патент: Способ регулирования силы нажатия тормоза железнодорожного транспортного средства
Случайный патент: Загуститель для красочных систем