Способ прокатки
Текст
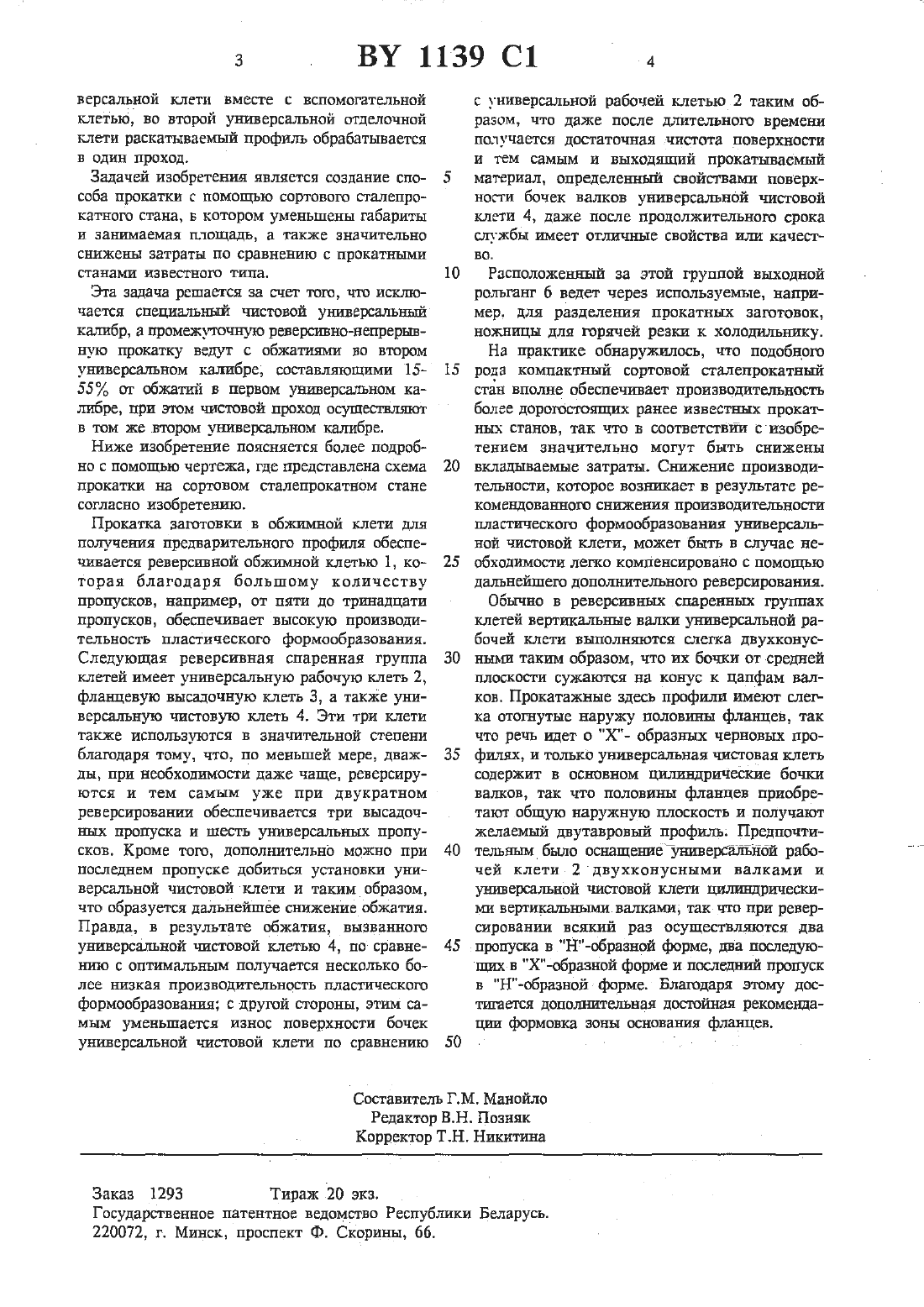
.12 . . ГОУДАРСТВЕННО 1 ЗПАТЕНТНОЕ - ВЕДОМСТВО РЕСПУБЛИКИ БЕЦАРУСЬ 4 д Ду сбпосоцв прокитки бСпособ прокатки, преимущественно балочных профилей, вкшочагощий-реверсивную черновую прокатку в двухвалковом калибре, промежуточнуюреверсивно-непрерывнуюпрокатку в группе калибров а первом универсальшном, лвухнашсововигйсвтором универсальном,и чистовой проход в универсальном калибре,отличающийся тем, что-промежуточную реверсивно-непрерьшную прокатку ведут с обжатиями. во- второмг универсальном калибре, составляющими 1555 от обжатий в первом универсалвном- тсалибре, а чистовой проход осуществлнют в томже втором универсальном калибре. -Изобретение касается способа прокатки. преч имущественно балочных профилей. Известен способ прокатки балочных профи лей на сортовом сталепрокатном стане с ре-версивной обжимной клетью дуо, реверсивнойрабочей клети и двухвапковой клети для контроля ширины полок, а также чистовой универсальной клети 1.На этой установке сортовой прокатшимеет пять проходов в обжимной клети, в последующей клети трио осуществляется один гпроход семь следующих проходо проводятся в ревер сивной группе тандем, а именно в первойуни з . ВУ 1139 С 1 у 4версальиой клети вместе с вспомогательной клетью, во второй универсальной отделочной клети раскатываеьсый профиль обрабатывается в один проход.Задачей изобретения является создание способа прокатки с помощью сортового сталепрокатного стана, в котором уменьшены габариты И занимаемая ГЪЧОЩВДЬ, а также ЗНЗЧИТСЛЬНО снижены затраты по сравнению с прокатиыми СТЗНЗМИ ИЗВВСТНОГО ТЕЕПа.Эта задача решается за счет того, что исключается специальный чистовой универсальный калибр, а промежуточную реверсивно-неггрерывную прокатку ведут с обжапгям-и во втором универсальном калибре, составляющими 155534, от обжатий в первом универсальном калибре, при этом чистовой проход осуществляют в том же втором универсальном калибре.Ниже изобретение поясняется более подробно с помощью чертежа, где представлена схема прокатки на сортовом сталепрокатном стане согласно изобретению.Прокатка заготовки в обжимной клети для получения предварительного профиля обеспечивается реверсивной обжимной клетью 1, которая благодаря большому количеству пропусков, например, от пяти до тринадцати пропусков, обеспечивает высокую производительность пластического формообразования. Следующая реверсивная спаренная группа клетей имеет универсальную рабочую клеть 2,фланцевую высадочную клеть 3, а также универсальную чистовую клеть 4. Эти три клети также используются в значительной степени благодаря тому, что, по меньшей мере, дважды, при необходимости даже чаще, реверсируЮТСЯ И ТЕМ СВМЫМ УЖЕ при двукратном реверсировании обеспечивается три высадочНЫХ пропуска и шесть универсальных пропусков. Кроме того, дополнительно можно при последнем пропуске добиться установки универсальной чистовой клети и таким образом,что образуется дальнейшее снижениеобжатия. Правда в результате обжатия, вызванного универсальной чистовой клетью 4, по сравнению с оптимальным получается несколько более низкая производительность пластического формообразования с другой стороны, этим самым уменьшается износ поверхности бочек универсальной чистовой клети по сравнениюс универсальной рабочей клетью 2 таким образом, что даже после длительного времени получается достаточная чистота поверхности и тем самым и выходящий прокатываемый материал, определенный свойствами поверхности бочек валков универсальной чистовой КЛВТИ 4, даже ПОСЛЕ ПРОДОЛЖИТВЛЪНОГО срока службы имеет отличные свойства или качество.Расположенный за этой группой выходной рольганг 6 ведет через используемые, например. для разделения прокатных заготовок,ножницы для горячей резки к холодильнику.На практике обнаружилось, что подобною рода компактный сортовой сталепрокатный стан вполне обеспечивает производительность более дорогостоящих ранее известных прокатных станов, так что в соответствии с изобретением значительно могут быть снижены вкладываемые затраты. Снижение производительности, которое возникает в результате реКОМСНДОВЗННОТО СНИЖЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ пластического формообразования универсальной чистовой клети, может быть в случае необходимости легко компенсировано с помощью дальнейшего дополнительного реверсирования.Обычно в реверсных спаренных группах клетей вертикальные валки универсальной рабочей клети выполняются слегка двухконусными таким образом, что их бочки от средней плоскости сужаются на конус к цапфам валков. Прокатажные здесь профили имеют слегка отогнутые наружу половины фланцев, так что речь идет о Х образных черновых профилях, и только универсальная чистовая клеть содержит в основном Цилиндрические бочки валков, так что половины фланцев приобретают общую наружную плоскость и получают желаемый двутавровый профиль. Предпочтительнъшг было оснащеникунггверсазгьной рабоЧСЙ КЛСТИ 2 ЧХВУХКОНУСНЫМИ ВЛКНМИ И универсальной чистовой клети цилиндрическими вертикальньпъшявалкаъш, так что при реверсировании всякий раз осуществляются двапропуска в Ндобрааной форме, два последую щих в Х-образной форме и последний пропуск в Нобразной форме. Благодаря ЭТОМУ достшаегся дополнительная достойная рекомендации формовка зоны основания фланцев.Государственное патентное ведомство Респубдшки Беларусь.
МПК / Метки
МПК: B21B 1/08
Код ссылки
<a href="https://by.patents.su/2-1139-sposob-prokatki.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки</a>
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Бондаренко А. Н., Дышлевич В. Ф., Кузьмичев М. В., Асанов В. Н., Жучков С. М.
МПК: B21B 1/02
Метки: профилей, способ, сортовых, сдвоенной, прокатки
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Асанов В. Н., Кулаков Л. В., Закшевский В. Б., Дышлевич В. Ф., Жучков С. М., Бондаренко А. Н., Сивак Э. В., Кузьмичев М. В., Токмаков В. А.
МПК: B21B 1/00
Метки: непрерывном, прокатки, способ, мелкосортном, сдвоенной, стане
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ прокатки швеллеров
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Дышлевич Виктор Федорович, Кузьмичев Михаил Васильевич, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Жучков Сергей Михайлович
МПК: B21B 1/08
Метки: прокатки, швеллеров, способ
Текст:
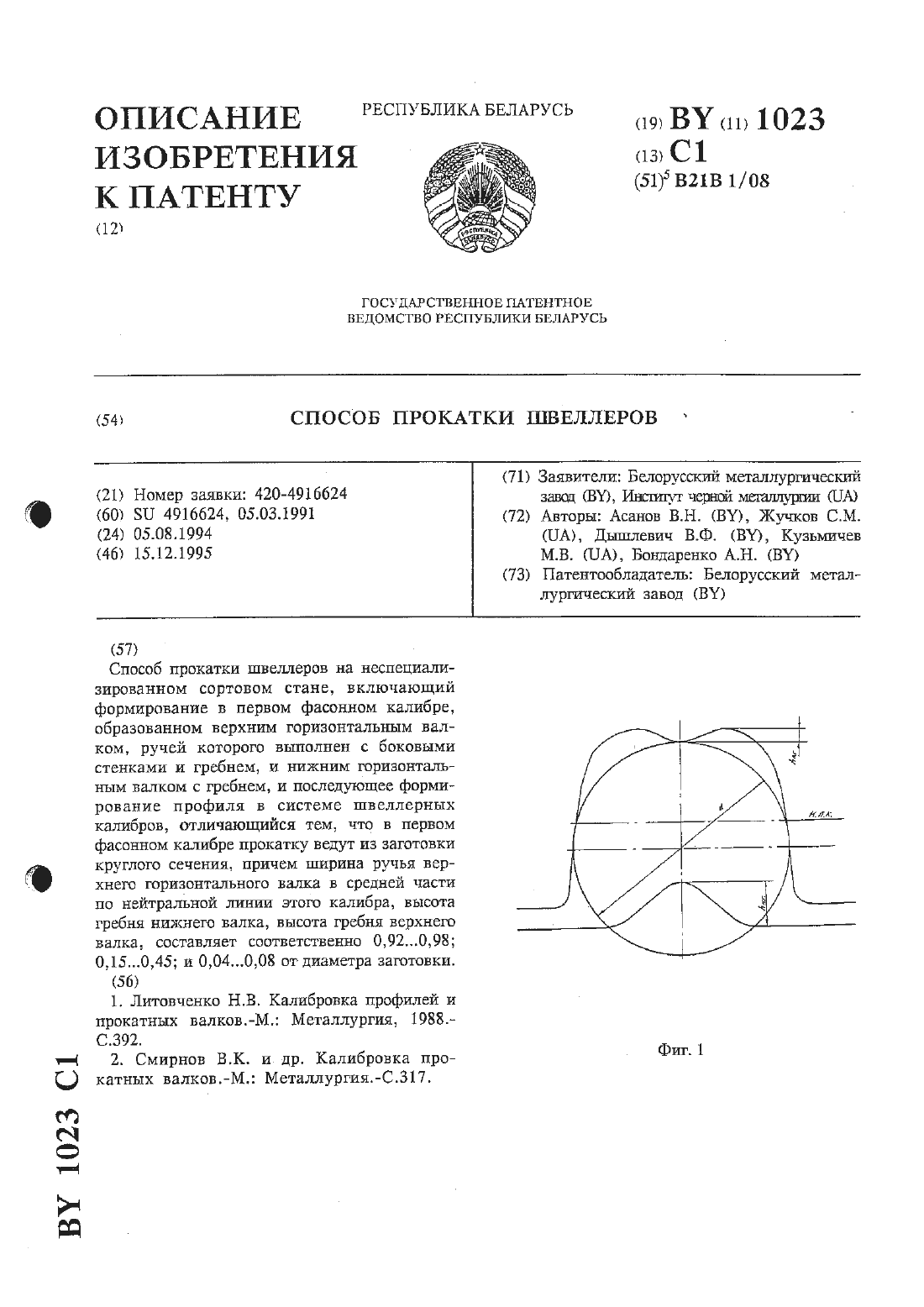
...В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован...
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Дышлевич В. Ф., Жучков С. М., Бондаренко А. Н., Асанов В. Н.
МПК: B21D 1/02
Метки: сдвоенной, стали, способ, арматурной, прокатки
Текст:
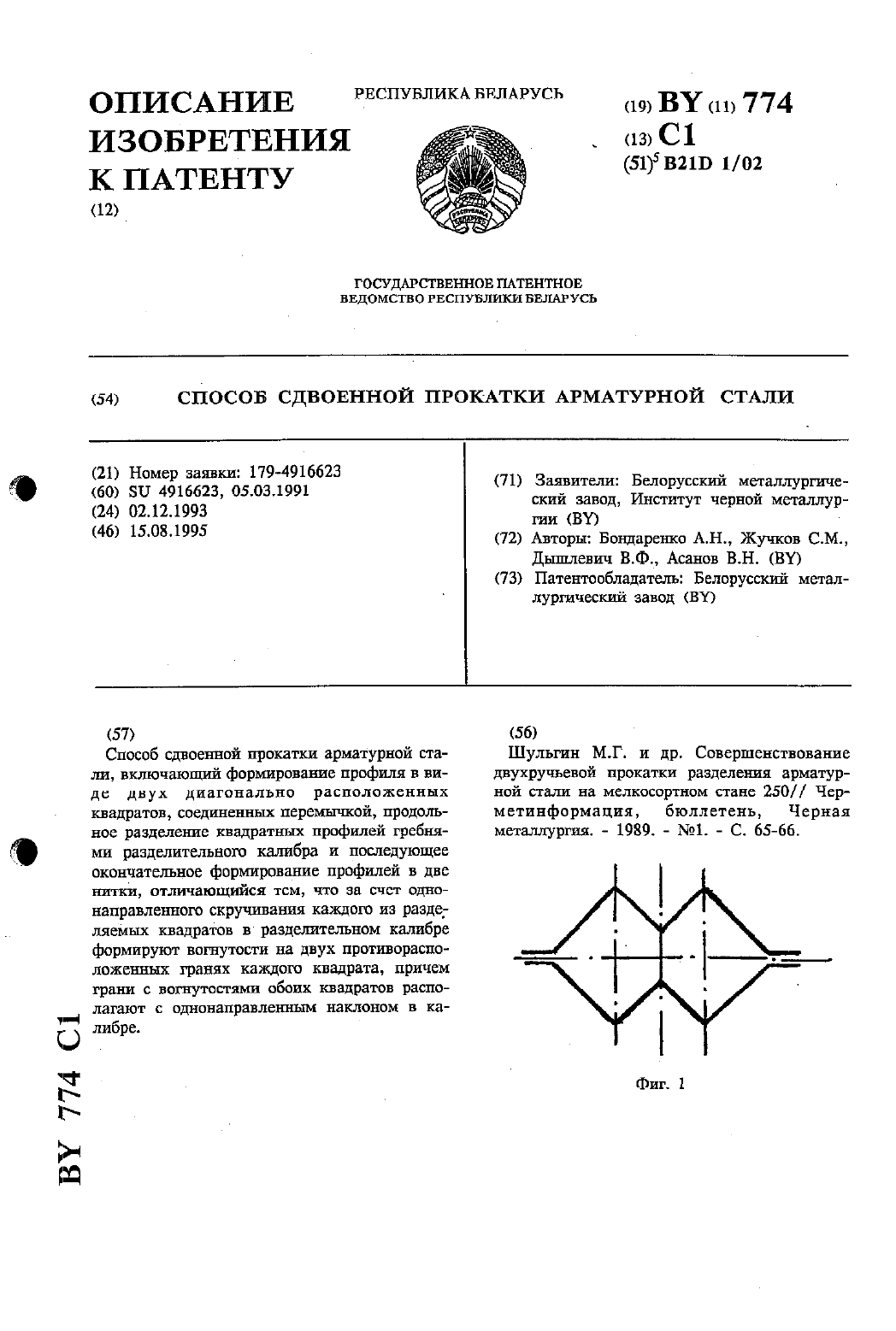
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Стеблов Анвер Борисович
МПК: B21H 1/02
Метки: многоручьевой, устройство, заготовок, сортовых, прокатки
Текст:
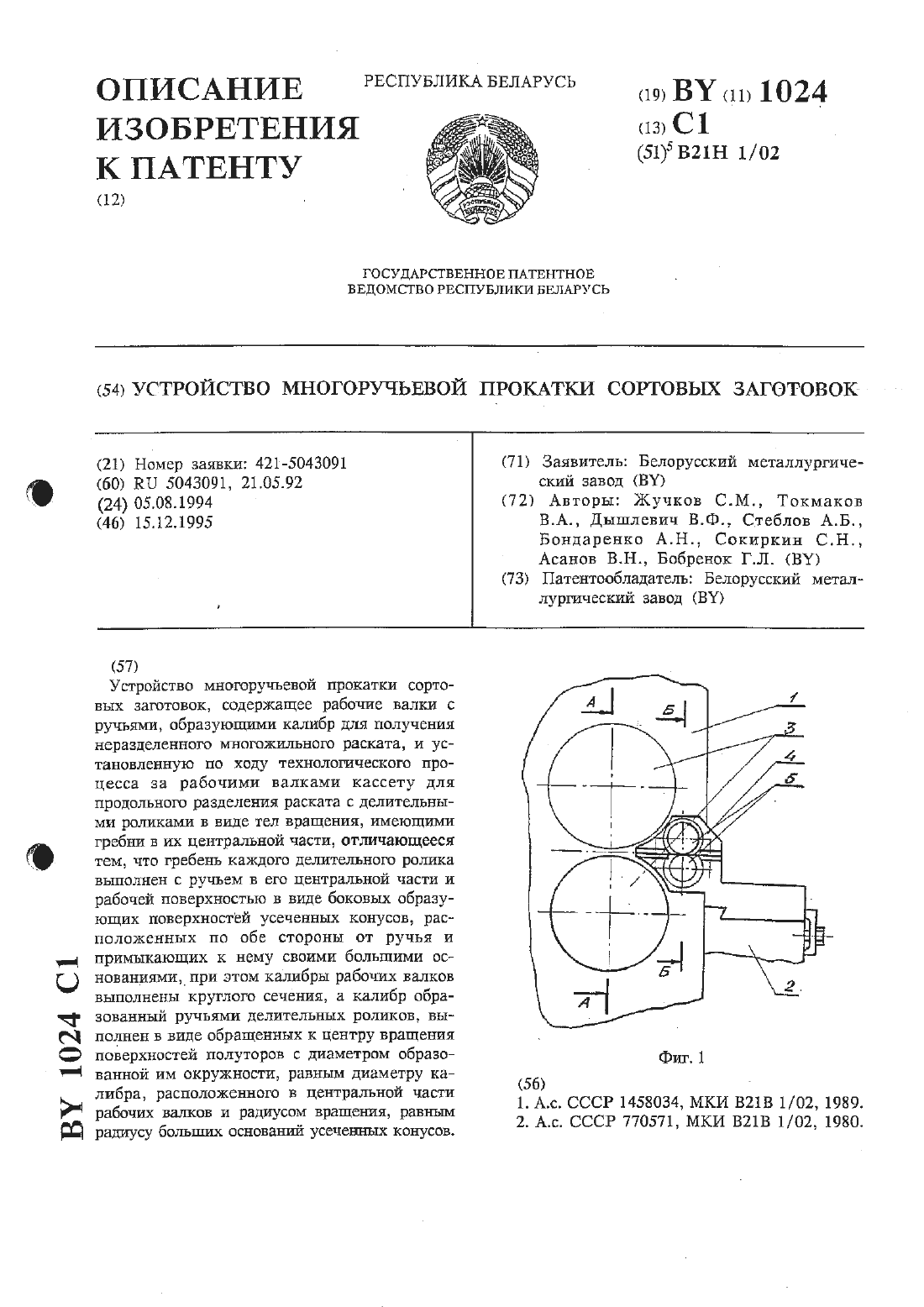
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...