Узел прессования макаронного пресса
Номер патента: 13531
Опубликовано: 30.08.2010
Авторы: Флексер Рита Владимировна, Бренч Андрей Александрович, Груданов Владимир Яковлевич

Текст
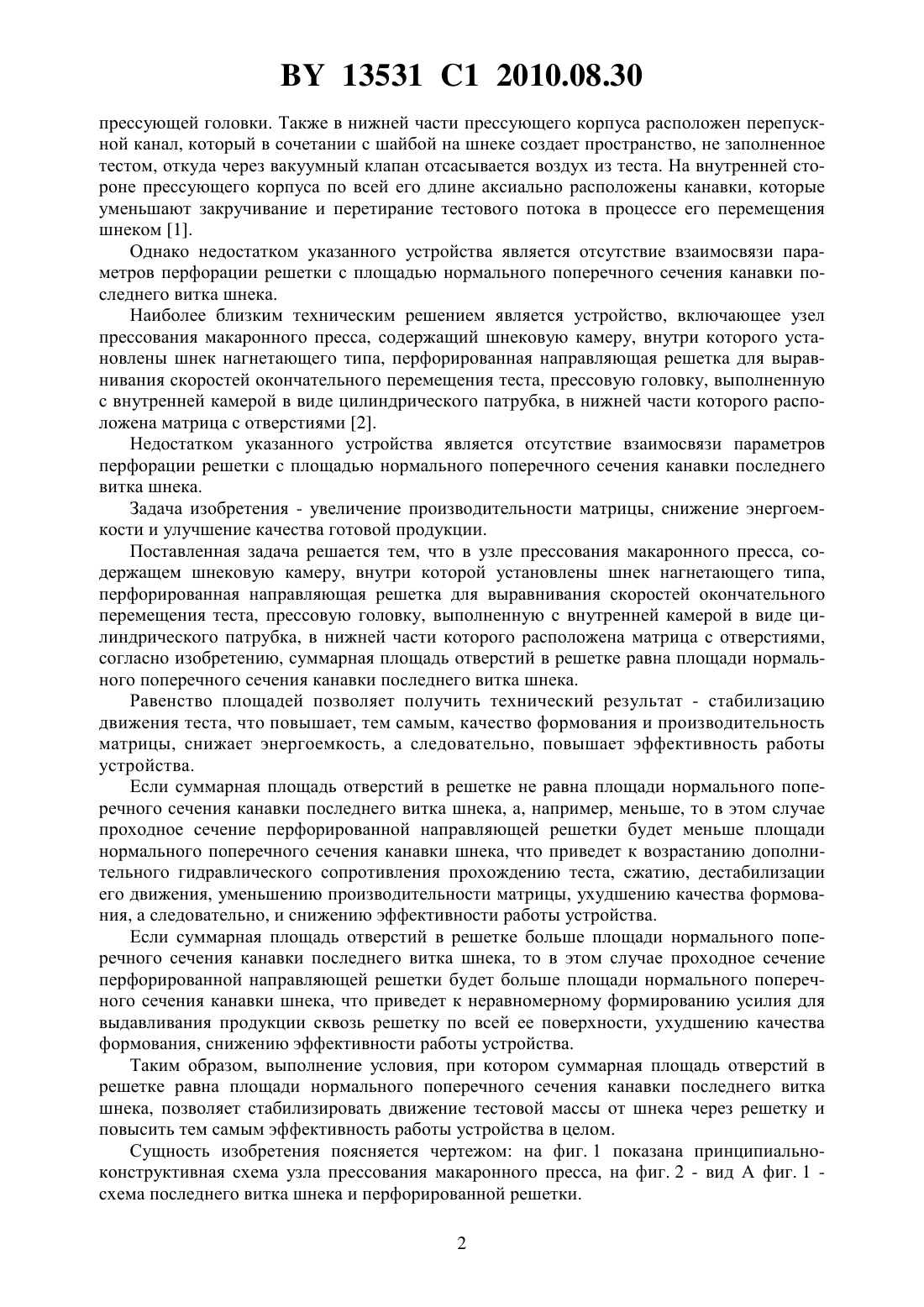
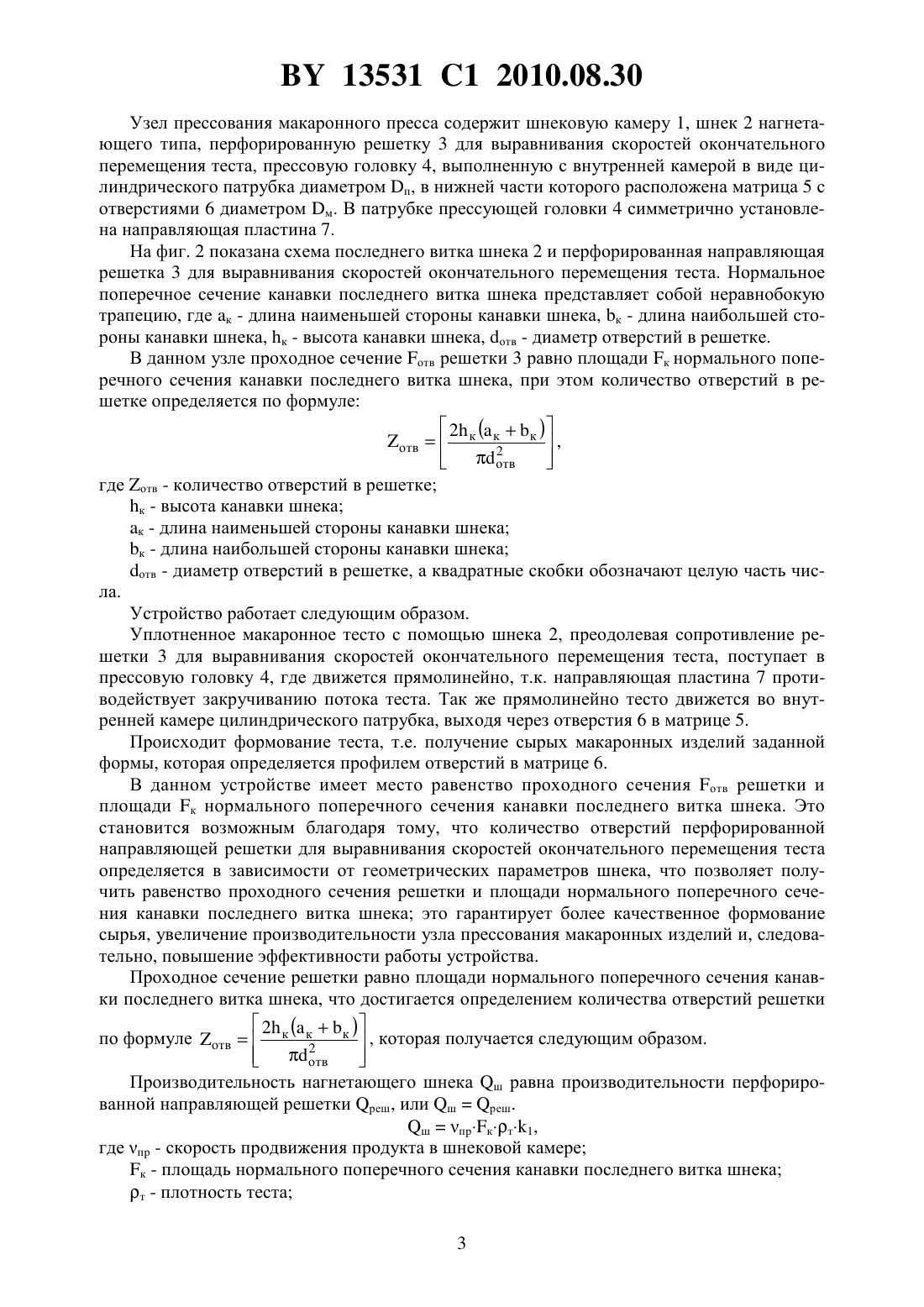
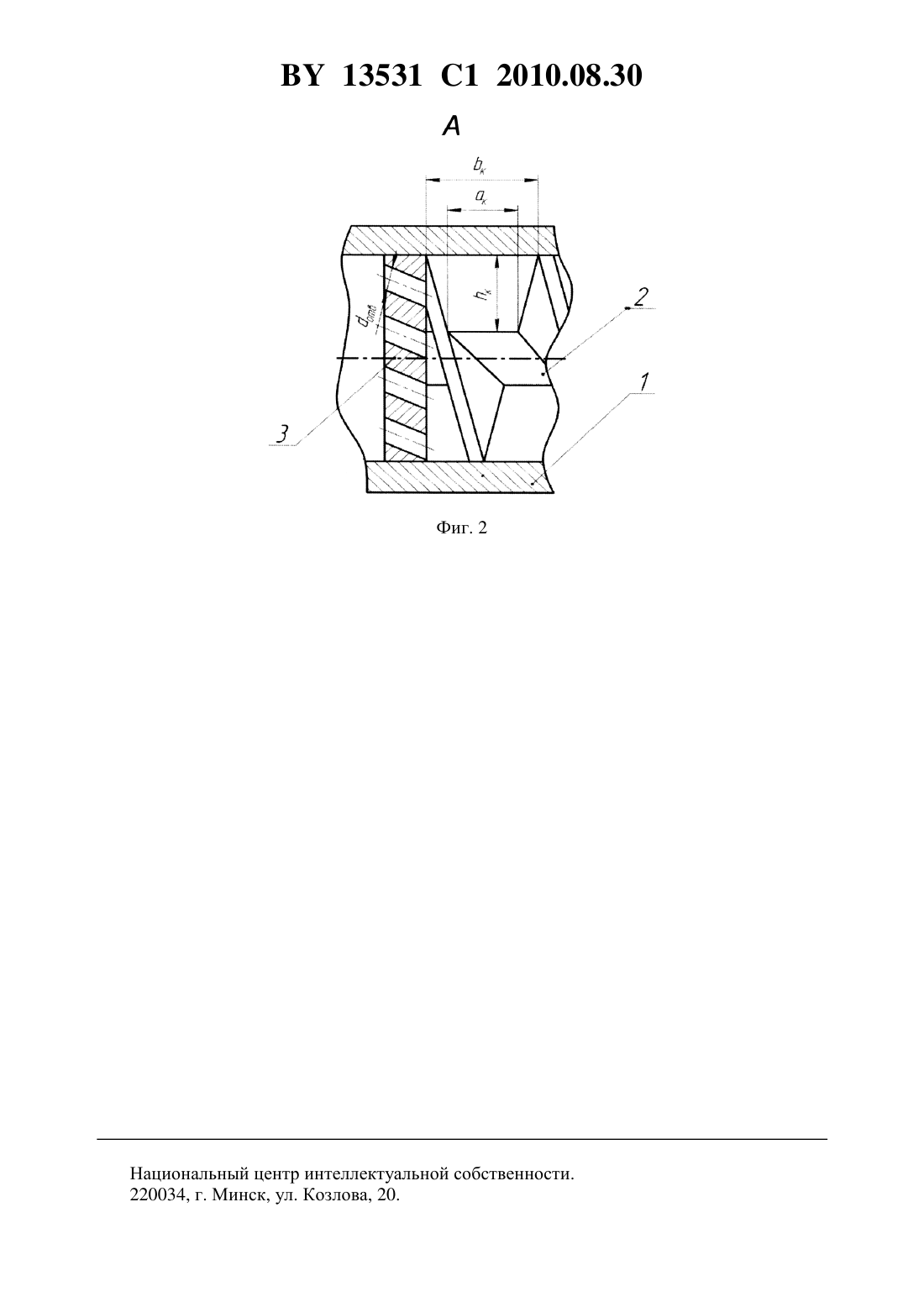
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УЗЕЛ ПРЕССОВАНИЯ МАКАРОННОГО ПРЕССА(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Груданов Владимир Яковлевич Бренч Андрей Александрович Флексер Рита Владимировна(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(56)2118492 1, 1998. КАЛАЧЕВ М.В. Оборудование отрасли. Учебно-практическое пособие по Технологическому оборудованию хлебопекарных и макаронных предприятий. - М., 2004. - С. 54-59.2039940 1, 1995.7153120 2, 2006.94/09632 1.(57) Узел прессования макаронного пресса, содержащий шнековую камеру, внутри которой установлены шнек нагнетающего типа, перфорированная направляющая решетка для выравнивания скоростей окончательного перемещения теста, прессовую головку, выполненную с внутренней камерой в виде цилиндрического патрубка, в нижней части которого расположена матрица с отверстиями, отличающийся тем, что суммарная площадь отверстий в решетке равна площади нормального поперечного сечения канавки последнего витка шнека. Фиг. 1 Изобретение относится к области пищевого машиностроения и может быть использовано в машинах для приготовления макарон. Известны макаронные прессы, узел прессования которых состоит из прессующего корпуса, представляющего собой цилиндрическую трубу с двумя фланцами на концах, и 13531 1 2010.08.30 прессующей головки. Также в нижней части прессующего корпуса расположен перепускной канал, который в сочетании с шайбой на шнеке создает пространство, не заполненное тестом, откуда через вакуумный клапан отсасывается воздух из теста. На внутренней стороне прессующего корпуса по всей его длине аксиально расположены канавки, которые уменьшают закручивание и перетирание тестового потока в процессе его перемещения шнеком 1. Однако недостатком указанного устройства является отсутствие взаимосвязи параметров перфорации решетки с площадью нормального поперечного сечения канавки последнего витка шнека. Наиболее близким техническим решением является устройство, включающее узел прессования макаронного пресса, содержащий шнековую камеру, внутри которого установлены шнек нагнетающего типа, перфорированная направляющая решетка для выравнивания скоростей окончательного перемещения теста, прессовую головку, выполненную с внутренней камерой в виде цилиндрического патрубка, в нижней части которого расположена матрица с отверстиями 2. Недостатком указанного устройства является отсутствие взаимосвязи параметров перфорации решетки с площадью нормального поперечного сечения канавки последнего витка шнека. Задача изобретения - увеличение производительности матрицы, снижение энергоемкости и улучшение качества готовой продукции. Поставленная задача решается тем, что в узле прессования макаронного пресса, содержащем шнековую камеру, внутри которой установлены шнек нагнетающего типа,перфорированная направляющая решетка для выравнивания скоростей окончательного перемещения теста, прессовую головку, выполненную с внутренней камерой в виде цилиндрического патрубка, в нижней части которого расположена матрица с отверстиями,согласно изобретению, суммарная площадь отверстий в решетке равна площади нормального поперечного сечения канавки последнего витка шнека. Равенство площадей позволяет получить технический результат - стабилизацию движения теста, что повышает, тем самым, качество формования и производительность матрицы, снижает энергоемкость, а следовательно, повышает эффективность работы устройства. Если суммарная площадь отверстий в решетке не равна площади нормального поперечного сечения канавки последнего витка шнека, а, например, меньше, то в этом случае проходное сечение перфорированной направляющей решетки будет меньше площади нормального поперечного сечения канавки шнека, что приведет к возрастанию дополнительного гидравлического сопротивления прохождению теста, сжатию, дестабилизации его движения, уменьшению производительности матрицы, ухудшению качества формования, а следовательно, и снижению эффективности работы устройства. Если суммарная площадь отверстий в решетке больше площади нормального поперечного сечения канавки последнего витка шнека, то в этом случае проходное сечение перфорированной направляющей решетки будет больше площади нормального поперечного сечения канавки шнека, что приведет к неравномерному формированию усилия для выдавливания продукции сквозь решетку по всей ее поверхности, ухудшению качества формования, снижению эффективности работы устройства. Таким образом, выполнение условия, при котором суммарная площадь отверстий в решетке равна площади нормального поперечного сечения канавки последнего витка шнека, позволяет стабилизировать движение тестовой массы от шнека через решетку и повысить тем самым эффективность работы устройства в целом. Сущность изобретения поясняется чертежом на фиг. 1 показана принципиальноконструктивная схема узла прессования макаронного пресса, на фиг. 2 - вид А фиг. 1 схема последнего витка шнека и перфорированной решетки. 2 13531 1 2010.08.30 Узел прессования макаронного пресса содержит шнековую камеру 1, шнек 2 нагнетающего типа, перфорированную решетку 3 для выравнивания скоростей окончательного перемещения теста, прессовую головку 4, выполненную с внутренней камерой в виде цилиндрического патрубка диаметром п, в нижней части которого расположена матрица 5 с отверстиями 6 диаметром м. В патрубке прессующей головки 4 симметрично установлена направляющая пластина 7. На фиг. 2 показана схема последнего витка шнека 2 и перфорированная направляющая решетка 3 для выравнивания скоростей окончательного перемещения теста. Нормальное поперечное сечение канавки последнего витка шнека представляет собой неравнобокую трапецию, где к - длина наименьшей стороны канавки шнека, к - длина наибольшей стороны канавки шнека, к - высота канавки шнека, отв - диаметр отверстий в решетке. В данном узле проходное сечение отв решетки 3 равно площади к нормального поперечного сечения канавки последнего витка шнека, при этом количество отверстий в решетке определяется по формуле 2 (к )отвк к где отв - количество отверстий в решетке к - высота канавки шнека к - длина наименьшей стороны канавки шнека к - длина наибольшей стороны канавки шнека отв - диаметр отверстий в решетке, а квадратные скобки обозначают целую часть числа. Устройство работает следующим образом. Уплотненное макаронное тесто с помощью шнека 2, преодолевая сопротивление решетки 3 для выравнивания скоростей окончательного перемещения теста, поступает в прессовую головку 4, где движется прямолинейно, т.к. направляющая пластина 7 противодействует закручиванию потока теста. Так же прямолинейно тесто движется во внутренней камере цилиндрического патрубка, выходя через отверстия 6 в матрице 5. Происходит формование теста, т.е. получение сырых макаронных изделий заданной формы, которая определяется профилем отверстий в матрице 6. В данном устройстве имеет место равенство проходного сечения отв решетки и площади к нормального поперечного сечения канавки последнего витка шнека. Это становится возможным благодаря тому, что количество отверстий перфорированной направляющей решетки для выравнивания скоростей окончательного перемещения теста определяется в зависимости от геометрических параметров шнека, что позволяет получить равенство проходного сечения решетки и площади нормального поперечного сечения канавки последнего витка шнека это гарантирует более качественное формование сырья, увеличение производительности узла прессования макаронных изделий и, следовательно, повышение эффективности работы устройства. Проходное сечение решетки равно площади нормального поперечного сечения канавки последнего витка шнека, что достигается определением количества отверстий решетки 2 (к )по формуле отвк к, которая получается следующим образом. 2 отв Производительность нагнетающего шнека ш равна производительности перфорированной направляющей решетки реш, или шреш. шпкт 1,где п - скорость продвижения продукта в шнековой камере к - площадь нормального поперечного сечения канавки последнего витка шнека т - плотность теста 3 13531 1 2010.08.30 1 - коэффициент проскальзывания. рештрешреш 2,где т - скорость продвижения теста через решетку реш - площадь поперечного сечения решетки реш - плотность теста 2 - коэффициент использования площади отверстий перфорированной решетки. Принимаем пт, треш, 12, отсюда следует креш. Нормальное поперечное сечение канавки последнего витка шнека представляет собой неравнобокую трапецию, площадь к которой находится по формуле(к )к ,кк 2 где к - длина наименьшей стороны канавки шнека к - длина наибольшей стороны канавки шнека к - высота канавки шнека. Площадь решетки реш, мм 22 решотвотвотвотв ,4 где отв - площадь поперечного сечения отверстия в решетке отв - диаметр отверстий в решетке отв - количество отверстий в решетке. 2(к ) котв, выразив из равенстваполуПо условию креш, или к отв,отв 2 4 чим 2 (к )отвк к Для подтверждения вышеизложенного приведем конкретные примеры. Пример 1. Начальные условия к - длина наименьшей стороны канавки шнека, к 18 мм к - длина наибольшей стороны канавки шнека, к 34 мм к - высота канавки шнека, к 65 мм отв - диаметр отверстий в решетке, отв 5 мм. Решение. 1. Определим количество отверстий в решетке 2 (к )265(1834 )6760 отвк к 2. Определяем площадь нормального поперечного сечения канавки последнего витка шнека к, мм 2(к ) к(1834 )651690. кк 2 2 3. Определяем площадь отверстий в решетке отв, мм 22 3,1452 отвотвотв 871690 2 . 4 4 Из расчетов следует, что котв. Пропускная способность решетки в этом случае равна производительности шнека, что гарантирует более качественное формование сырья,увеличение производительности узла прессования макаронных изделий и повышение эффективности работы устройства. 4 13531 1 2010.08.30 Пример 2. Принимаем отв 50, т.е. в данном случае количество отверстий определяется без учета зависимости от геометрических параметров последнего витка канавки. Все остальные исходные данные остаются без изменений. Тогда площадь нормального поперечного сечения канавки последнего шнека к, мм 2, равна(к )к(1834)651690 ,кк 2 2 а площадь отверстий в решетке отв, мм 2 3,14522 отвотвотв 50981,25 . 4 4 Сравнивая значения площадей, получим отвк, т.е. пропускная способность решетки будет меньше площади нормального поперечного сечения канавки последнего витка шнека, что приведет к возрастанию дополнительного гидравлического сопротивления прохождению теста, его сжатию, дестабилизации его движения, уменьшению производительности узла прессования, ухудшению качества формования, а следовательно, и снижение эффективности работы устройства. Пример 3. Принимаем отв 100, т.е. в данном случае количество отверстий определяется без учета зависимости от геометрических параметров последнего витка канавки. Все остальные исходные данные остаются без изменений. Тогда площадь нормального поперечного сечения канавки последнего шнека к, мм 2, равна(к )к(1834)651690 ,кк 2 2 2 а суммарная площадь отверстий в решетке отв, мм 3,14522 отвотвотв 1001962,5 . 4 4 Сравнивая значения площадей, получим отвк, т.е. пропускная способность решетки больше площади нормального поперечного сечения канавки последнего витка шнека,что приведет к снижению скорости течения теста, падению усилия для выдавливания теста сквозь решетку по всей ее поверхности, ухудшению качества формования, снижению эффективности работы устройства. Таким образом, только строгое соблюдение равенства позволяет повысить эффективность работы узла и макаронного пресса в целом. Источники информации 1. Чернов М.Е. Оборудование предприятий макаронной промышленности. - М. Пищевая промышленность, 1978. - С. 56. 2. Патент РФ 2118492, МПК 21 11/16, 11/20, 1998. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: A21C 11/00
Метки: узел, прессования, макаронного, пресса
Код ссылки
<a href="https://by.patents.su/6-13531-uzel-pressovaniya-makaronnogo-pressa.html" rel="bookmark" title="База патентов Беларуси">Узел прессования макаронного пресса</a>
Устройство для измельчения продуктов
Номер патента: 5964
Опубликовано: 30.03.2004
Авторы: Ходакова Светлана Николаевна, Груданов Владимир Яковлевич, Бренч Андрей Александрович
МПК: B02C 18/30
Метки: продуктов, измельчения, устройство
Текст:
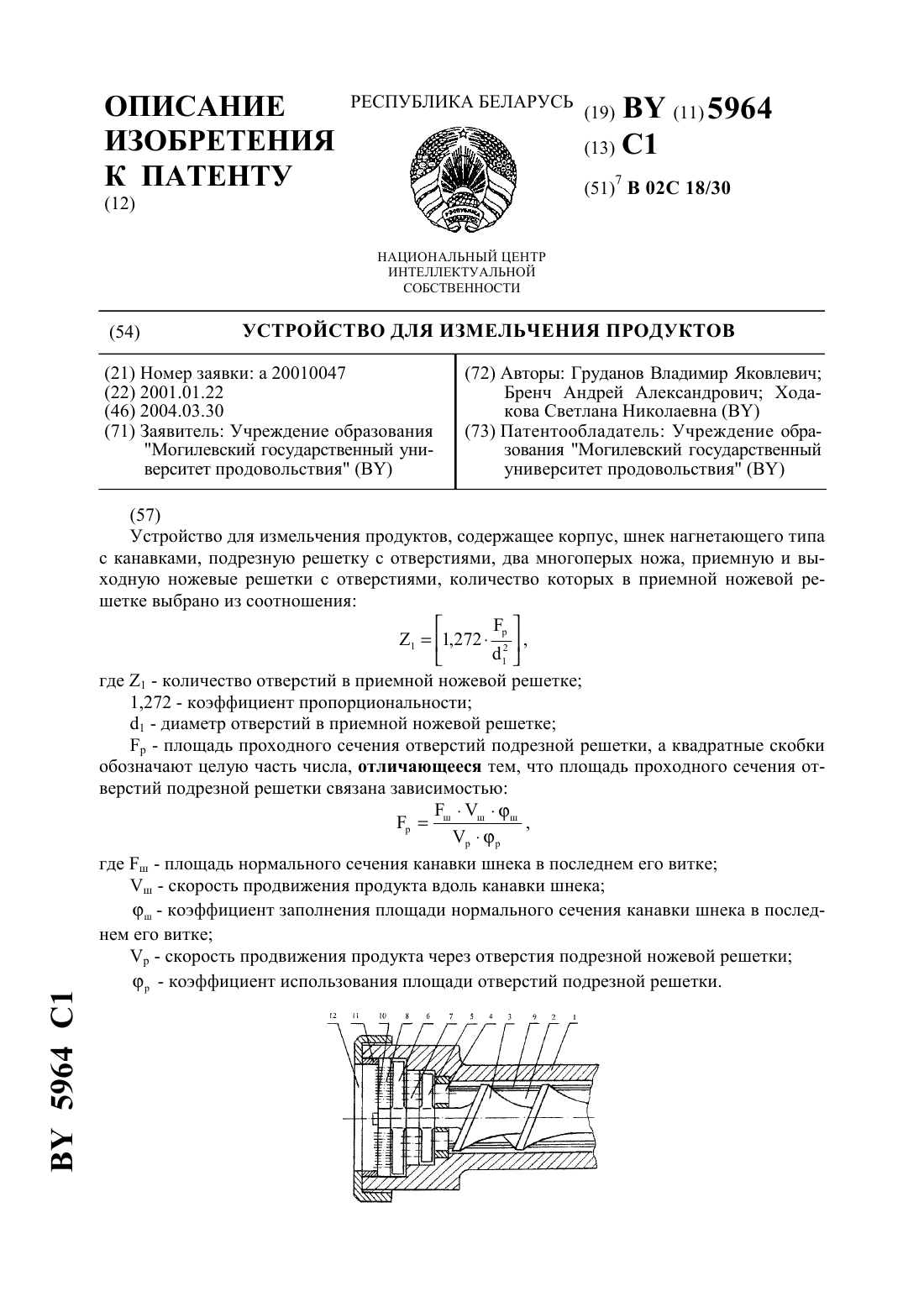
...содержит корпус 1, рабочую камеру 2, вращающийся шнек 3 с канавками и с переменным по длине и уменьшающимся шагом и набор режущих инструментов, состоящий из неподвижной подрезной ножевой решетки с отверстиями 4, вращающихся ножей 5 и 6 и неподвижных приемной 7 и выходной 8 ножевых решеток с отверстиями. На внутренней стенке рабочей камеры 2 выполнены продольные ребра 9. Ножи 5 и 6 выполнены в виде крестовины, имеющей четыре пера(лезвия)....
Матрица для прессования вермишели
Номер патента: 13326
Опубликовано: 30.06.2010
Авторы: Груданов Владимир Яковлевич, Бренч Андрей Александрович, Торган Анна Борисовна, Ткачева Людмила Тимофеевна
МПК: A21C 11/00
Метки: вермишели, прессования, матрица
Текст:
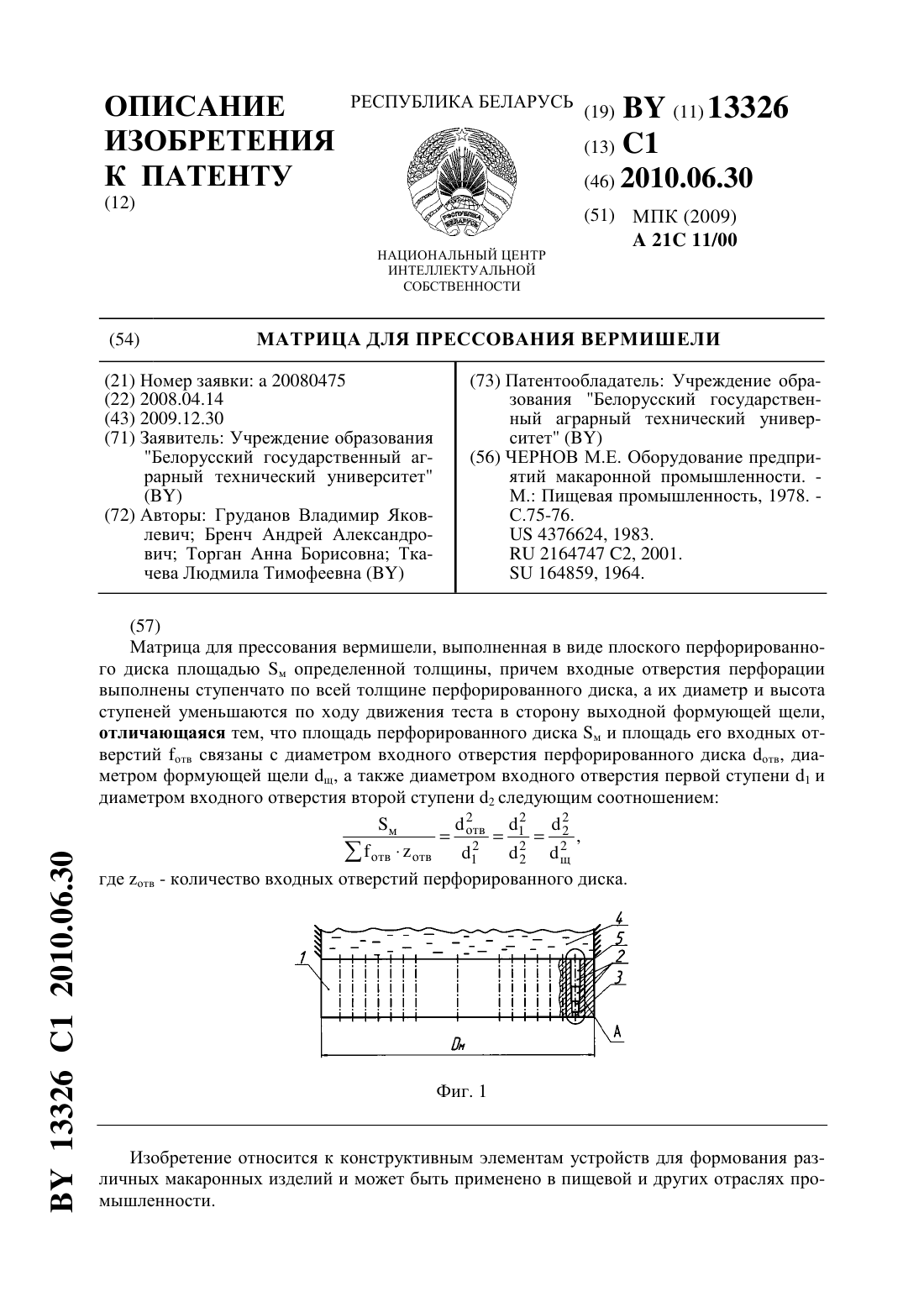
...входного отверстия 5 в отверстие 6 диаметром 1, третья зона ( зона) образована отверстием 6 и отверстием 7 диаметром 2. Четвертая зона ( зона) образуется переходом отверстия 7 в формующую щель 3 диаметром щ. отв - входные отверстия перфорации 2 матрицы. Стрелками показано направление движения теста. Рабочее положение матрицы горизонтальное. В данном устройстве геометрические параметры матрицы и входных отверстий связаны между собой...
Устройство для непрерывного прессования длинномерных заготовок

Номер патента: 5974
Опубликовано: 30.03.2004
Авторы: Исаевич Леонид Александрович, Чумак Геннадий Андреевич
МПК: B22F 3/20
Метки: непрерывного, прессования, заготовок, длинномерных, устройство
Текст:
...которой образуют вертикальные стенки ручья нижнего валка высотой, определяемой из соотношения(0-),где- высота вертикальной стенки ручья нижнего валка,0 - радиус заготовки, - радиус ручья угол наклона боковой стороны трапеции равен углу трения между материалами вкладыша и валка, вкладыши жестко соединены выступами с вертикальными стенками нижнего валка, а по оси симметрии поперечного сечения армированы металлическими тросиками и 2 5974...
Матрица для прессования вермишели
Номер патента: 13323
Опубликовано: 30.06.2010
Авторы: Груданов Владимир Яковлевич, Флексер Рита Владимировна, Бренч Андрей Александрович
МПК: A21C 11/00
Метки: прессования, матрица, вермишели
Текст:
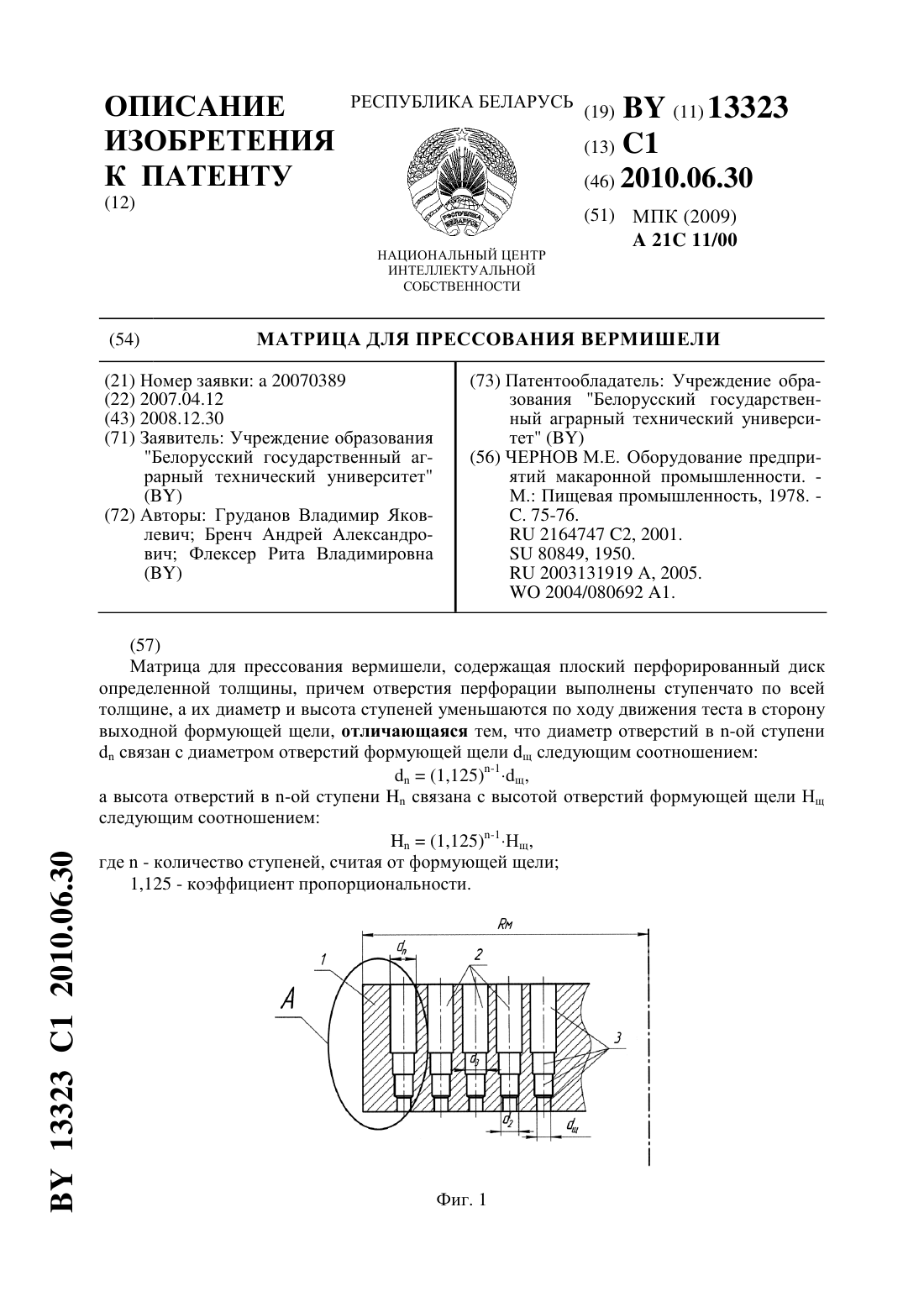
...работы устройства. Сущность изобретения поясняется чертежом на фиг. 1 показана принципиальноконструктивная схема матрицы для прессования вермишели, на фиг. 2 - вид А формующего отверстия перфорации с высотой ступеней, уменьшающейся по ходу движения теста в сторону выходной формующей щели. Матрица для прессования вермишели содержит плоский перфорированный диск 1 определенной толщины, отверстия перфорации 2 выполнены ступенчато по...
Матрица для прессования вермишели
Номер патента: 13178
Опубликовано: 30.04.2010
Авторы: Груданов Владимир Яковлевич, Флексер Рита Владимировна, Пасеко Евгений Павлович, Бренч Андрей Александрович
МПК: A21C 11/00
Метки: матрица, вермишели, прессования
Текст:
...формующее отверстие будет разное, что снижает производительность матрицы и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать движение тестовой массы через матрицу и повысить тем самым эффективность работы устройства. Сущность изобретения поясняется чертежом - на фигуре показана схема матрицы для прессования...
Предыдущий патент: Способ терапии тремора
Следующий патент: Способ висбрекинга и устройство для его осуществления
Случайный патент: Способ диагностики заболевания желудка у новорожденного или ребенка раннего возраста