Устройство для непрерывного прессования длинномерных заготовок
Номер патента: 5974
Опубликовано: 30.03.2004
Авторы: Исаевич Леонид Александрович, Чумак Геннадий Андреевич

Текст
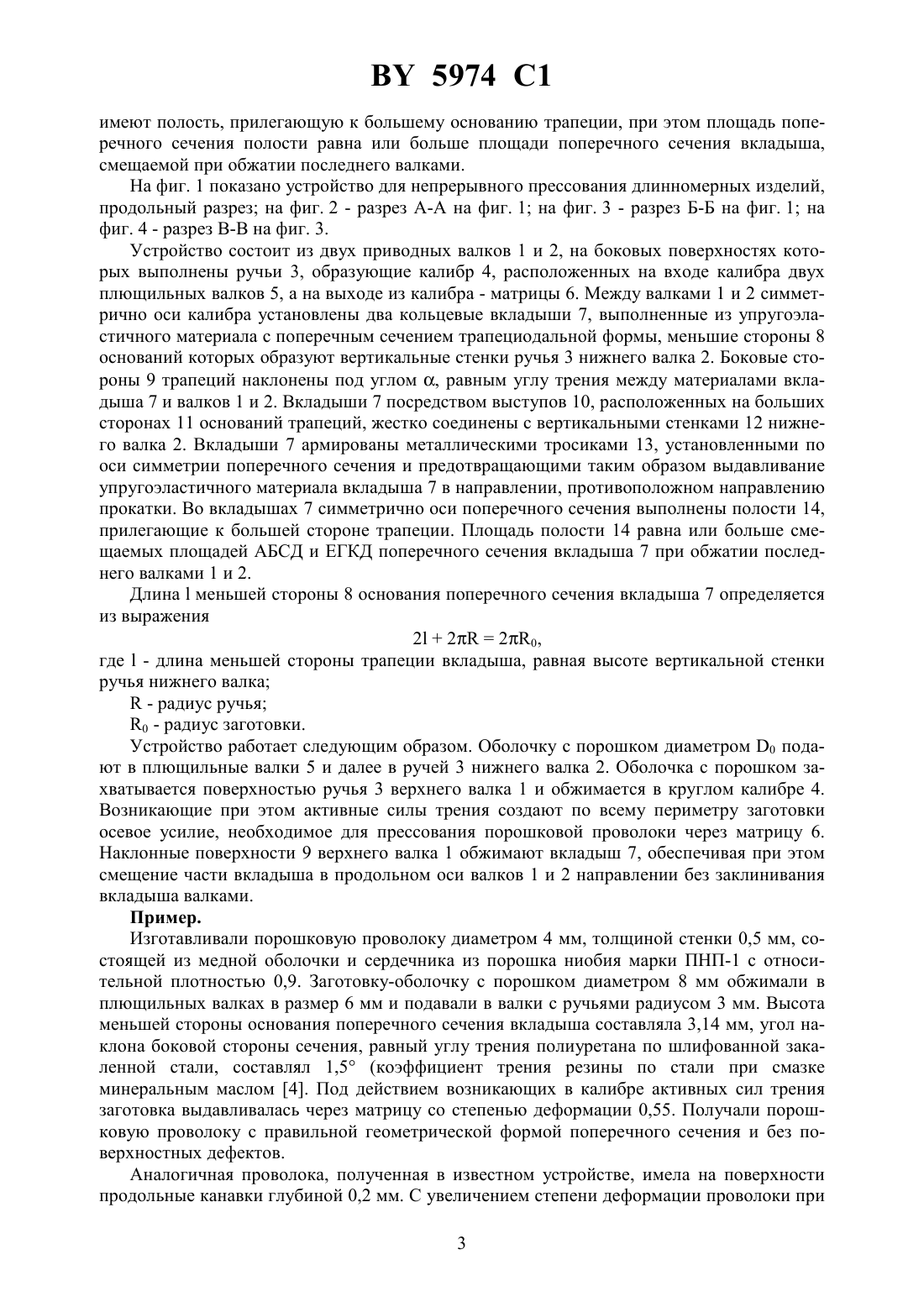
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК(71) Заявитель Белорусский национальный технический университет(72) Авторы Исаевич Леонид Александрович Чумак Геннадий Андреевич(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для непрерывного прессования длинномерных заготовок, преимущественно из порошкового материала, включающее два приводных валка с выполненными на их боковой поверхности ручьями, образующими калибр, отличающееся тем, что на выходе из калибра установлена матрица, между валками симметрично оси калибра установлены кольцевые вкладыши из упругоэластичного материала с поперечным сечением в форме трапеции, меньшие основания которой образуют вертикальные стенки ручья нижнего валка высотой, определяемой из соотношения(0-),где- высота вертикальной стенки ручья нижнего валка,0 - радиус заготовки, - радиус ручья угол наклона боковой стороны трапеции равен углу трения между материалами вкладыша и валка, вкладыши жестко соединены выступами с вертикальными стенками нижнего валка, а по оси симметрии поперечного сечения армированы металлическими тросиками и имеют полость, прилегающую к большему основанию трапеции, при этом площадь поперечного сечения полости равна или больше площади поперечного сечения вкладыша,смещаемой при обжатии последнего валками.(56)2888740, 1959.1498589 1, 1989.1935 1, 1997.2038219 , 1980. Изобретение относится к порошковой металлургии, в частности к устройствам для непрерывного прессования длинномерных заготовок преимущественно из порошковых материалов. Известно устройство для прокатки порошковой проволоки, содержащее два валка с выполненными на их боковой поверхности ручьями, образующими калибр, и привода вращения валков 1. Недостатками устройства являются низкая производительность, обусловленная прокаткой проволоки в круглых калибрах, невысокая точность диаметра порошковой проволоки изза упругих деформаций станины прокатного стана, ограниченные технологические возможности устройства, так как по техническим возможностям металлорежущего оборудования в настоящее время невозможно изготавливать ручьи радиусом меньше 0,5 мм 2, а также неравномерная по сечению деформация металлической оболочки и уплотнение порошкового сердечника, что приводит к неравномерным по сечению проволоки распределениям толщины оболочки и плотности порошкового сердечника. Известно устройство для непрерывного прессования длинномерных изделий, состоящее из двух приводных валков и матрицы, установленной на выходе проволоки из калибра валков 3 (прототип). В канавке нижнего валка и выступающем кольце верхнего валка выполнены полукруглые ручьи, образующие калибр. Заготовка круглого сечения непрерывно подается в канавку нижнего валка, обжимается выступающим кольцом верхнего валка и под действием возникающих при этом сил трения прессуется через матрицу. Все рабочие поверхности калибра валков создают активные силы трения на поверхности заготовки, что позволяет создать максимальное по величине усилие прессования. Устройство предназначено для прессования проволоки из компактного металла. При использовании данного устройства для изготовления порошковой проволоки, состоящей из металлической оболочки и порошкового сердечника, из-за низкой стойкости выступающего кольца верхнего валка, обусловленной наличием тонких стенок между поверхностью ручья и боковой поверхностью кольца, возникает некруглость поперечного сечения калибра, что приводит к поверхностным дефектам проволоки - вмятинам и складкам. Задача изобретения - повышение качества длинномерных заготовок за счет создания круглого калибра валков. Указанная задача решается с помощью того, что в устройстве, для непрерывного прессования длинномерных заготовок преимущественно из порошкового материала, включающем два приводных валка с выполненными на их боковой поверхности ручьями,образующими калибр, на выходе из калибра установлена матрица, между валками симметрично оси калибра установлены кольцевые вкладыши из упругоэластичного материала с поперечным сечением в форме трапеции, меньшие основания которой образуют вертикальные стенки ручья нижнего валка высотой, определяемой из соотношения(0-),где- высота вертикальной стенки ручья нижнего валка,0 - радиус заготовки, - радиус ручья угол наклона боковой стороны трапеции равен углу трения между материалами вкладыша и валка, вкладыши жестко соединены выступами с вертикальными стенками нижнего валка, а по оси симметрии поперечного сечения армированы металлическими тросиками и 2 5974 1 имеют полость, прилегающую к большему основанию трапеции, при этом площадь поперечного сечения полости равна или больше площади поперечного сечения вкладыша,смещаемой при обжатии последнего валками. На фиг. 1 показано устройство для непрерывного прессования длинномерных изделий,продольный разрез на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - разрез В-В на фиг. 3. Устройство состоит из двух приводных валков 1 и 2, на боковых поверхностях которых выполнены ручьи 3, образующие калибр 4, расположенных на входе калибра двух плющильных валков 5, а на выходе из калибра - матрицы 6. Между валками 1 и 2 симметрично оси калибра установлены два кольцевые вкладыши 7, выполненные из упругоэластичного материала с поперечным сечением трапециодальной формы, меньшие стороны 8 оснований которых образуют вертикальные стенки ручья 3 нижнего валка 2. Боковые стороны 9 трапеций наклонены под углом , равным углу трения между материалами вкладыша 7 и валков 1 и 2. Вкладыши 7 посредством выступов 10, расположенных на больших сторонах 11 оснований трапеций, жестко соединены с вертикальными стенками 12 нижнего валка 2. Вкладыши 7 армированы металлическими тросиками 13, установленными по оси симметрии поперечного сечения и предотвращающими таким образом выдавливание упругоэластичного материала вкладыша 7 в направлении, противоположном направлению прокатки. Во вкладышах 7 симметрично оси поперечного сечения выполнены полости 14,прилегающие к большей стороне трапеции. Площадь полости 14 равна или больше смещаемых площадей АБСД и ЕГКД поперечного сечения вкладыша 7 при обжатии последнего валками 1 и 2. Длинаменьшей стороны 8 основания поперечного сечения вкладыша 7 определяется из выражения 2220,где- длина меньшей стороны трапеции вкладыша, равная высоте вертикальной стенки ручья нижнего валка- радиус ручья 0 - радиус заготовки. Устройство работает следующим образом. Оболочку с порошком диаметром 0 подают в плющильные валки 5 и далее в ручей 3 нижнего валка 2. Оболочка с порошком захватывается поверхностью ручья 3 верхнего валка 1 и обжимается в круглом калибре 4. Возникающие при этом активные силы трения создают по всему периметру заготовки осевое усилие, необходимое для прессования порошковой проволоки через матрицу 6. Наклонные поверхности 9 верхнего валка 1 обжимают вкладыш 7, обеспечивая при этом смещение части вкладыша в продольном оси валков 1 и 2 направлении без заклинивания вкладыша валками. Пример. Изготавливали порошковую проволоку диаметром 4 мм, толщиной стенки 0,5 мм, состоящей из медной оболочки и сердечника из порошка ниобия марки ПНП-1 с относительной плотностью 0,9. Заготовку-оболочку с порошком диаметром 8 мм обжимали в плющильных валках в размер 6 мм и подавали в валки с ручьями радиусом 3 мм. Высота меньшей стороны основания поперечного сечения вкладыша составляла 3,14 мм, угол наклона боковой стороны сечения, равный углу трения полиуретана по шлифованной закаленной стали, составлял 1,5 (коэффициент трения резины по стали при смазке минеральным маслом 4. Под действием возникающих в калибре активных сил трения заготовка выдавливалась через матрицу со степенью деформации 0,55. Получали порошковую проволоку с правильной геометрической формой поперечного сечения и без поверхностных дефектов. Аналогичная проволока, полученная в известном устройстве, имела на поверхности продольные канавки глубиной 0,2 мм. С увеличением степени деформации проволоки при 3 5974 1 прессовании до 0,7 канавки переходили в запрессованные складки металла оболочки по всей длине проволоки. Источники информации 1. Патент США 2 888 740.. . Заявл., 1952, 299 041,1959. 2. Гаген-Торн К.В. Производство проволоки из цветных металлов и сплавов Обзор. Информ./Централь. научн.-исслед. ин-т эконом. и информ. цвет, металлур. -М., 1981. С.47. (Сер. Обработка цветных металлов и сплавов. - Вып. 6). - С. 20. 3... - 1975, 8. -7. - Р. 7380 (прототип). 4. Анурьев В.И. Справочник конструктора-машиностроителя. - М. Машиностроение,1979. - Т. 1. - С. 98, табл. 22. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22F 3/20
Метки: прессования, устройство, заготовок, непрерывного, длинномерных
Код ссылки
<a href="https://by.patents.su/4-5974-ustrojjstvo-dlya-nepreryvnogo-pressovaniya-dlinnomernyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Устройство для непрерывного прессования длинномерных заготовок</a>
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Чумак Геннадий Андреевич, Бовин Валерий Павлович, Исаевич Леонид Александрович, Чумак Александр Геннадьевич, Вайцехович Алла Андреевна
МПК: B22F 3/20, B21C 33/00
Метки: непрерывного, прессования, изделий, устройство, длинномерных
Текст:
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Устройство для полунепрерывного прессования длинномерных заготовок
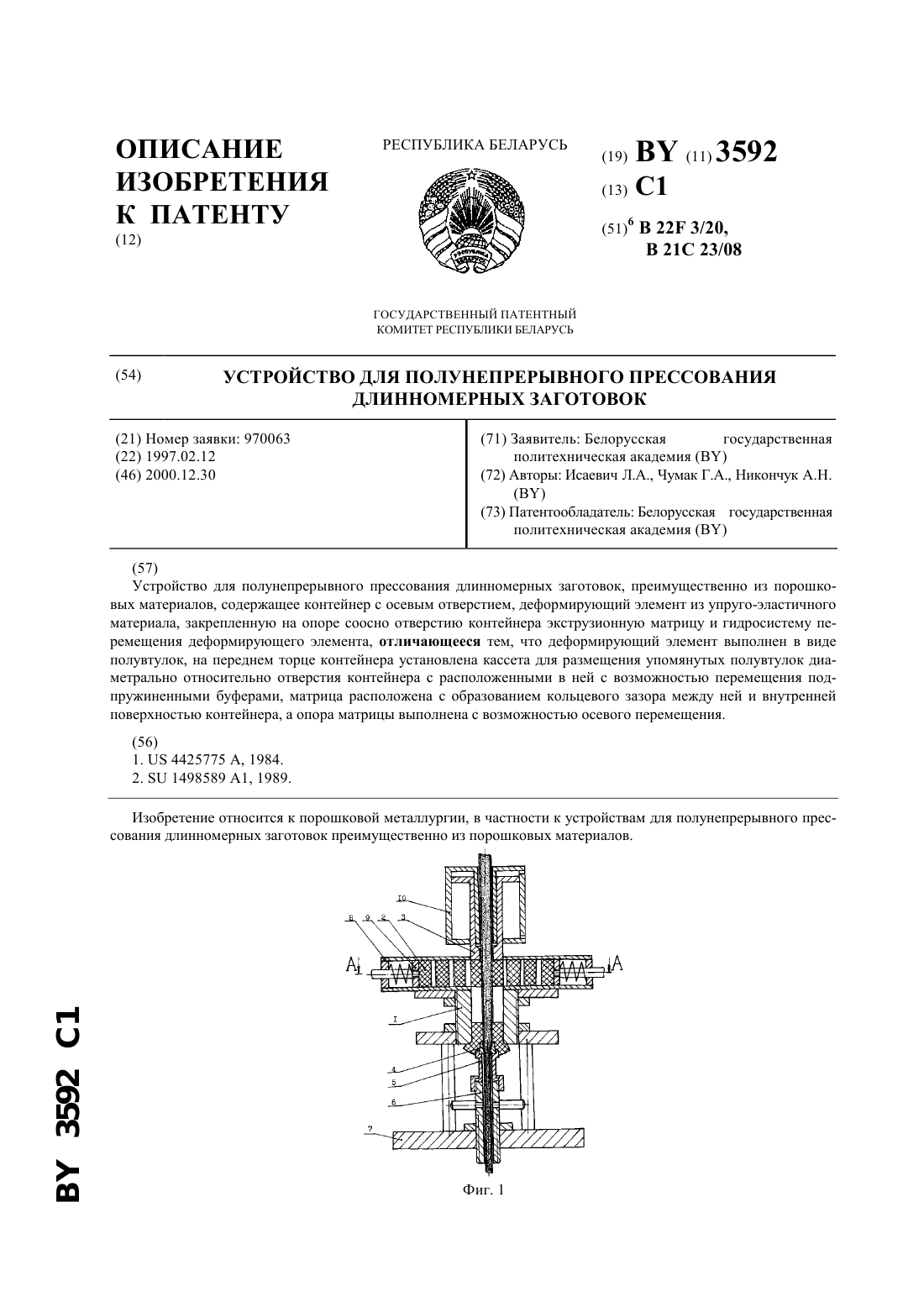
Номер патента: 3592
Опубликовано: 30.12.2000
Авторы: Чумак Геннадий Андреевич, Никончук Андрей Николаевич, Исаевич Леонид Александрович
МПК: B21C 23/08, B22F 3/20
Метки: заготовок, полунепрерывного, длинномерных, устройство, прессования
Текст:
...внутренних складок оболочки заготовки в местах расположения выступов деформирующего элемента, что приводит к браку изделия. Недостатком устройства является низкая стойкость матриц, ослабленных концентрическими пазами. Задача изобретения - повышение надежности, упрощение конструкции устройства и повышение качества порошковой проволоки и других длинномерных изделий. Поставленная задача достигается тем, что в предлагаемом устройстве,...
Усторойство для полунепрерывного гидропрессования длинномерных заготовок
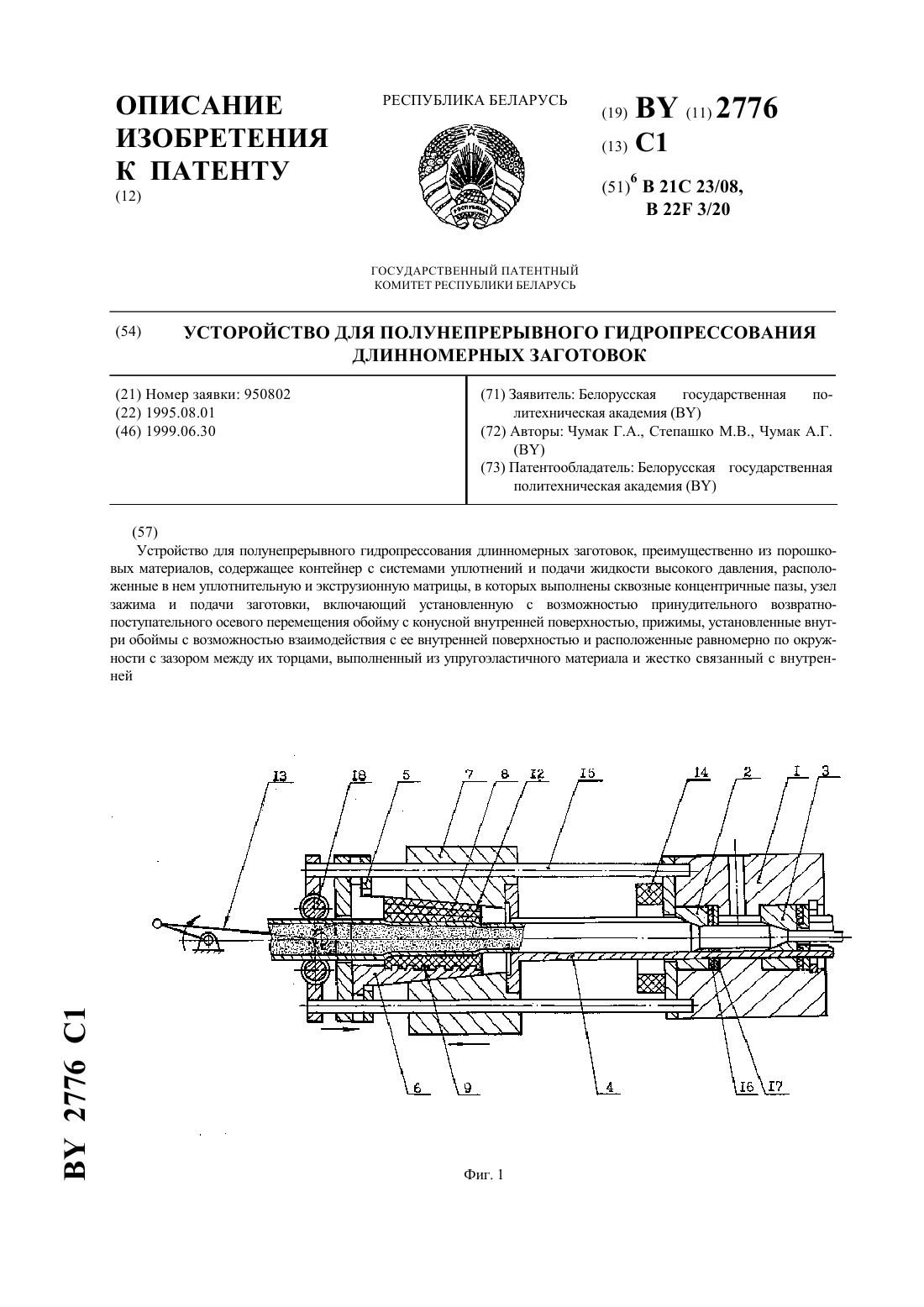
Номер патента: 2776
Опубликовано: 30.06.1999
Авторы: Чумак Геннадий Андреевич, Чумак Александр Геннадьевич, Степашко Михаил Васильевич
МПК: B21C 23/08, B22F 3/20
Метки: усторойство, полунепрерывного, длинномерных, заготовок, гидропрессования
Текст:
...плоскости симметрии под углом, равным углу трения, и размещены между торцами прижимов, и установленную в пазах указанных матриц и жестко связанную с обоймой направляющую, при этом прижимы установлены на дополнительных направляющих с возможностью принудительного возвратнопоступательного осевого перемещения и жестко связаны с введенным в устройство механизмом их перемещения, обойма выполнена с углом конуса внутренней поверхности, равным углу...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
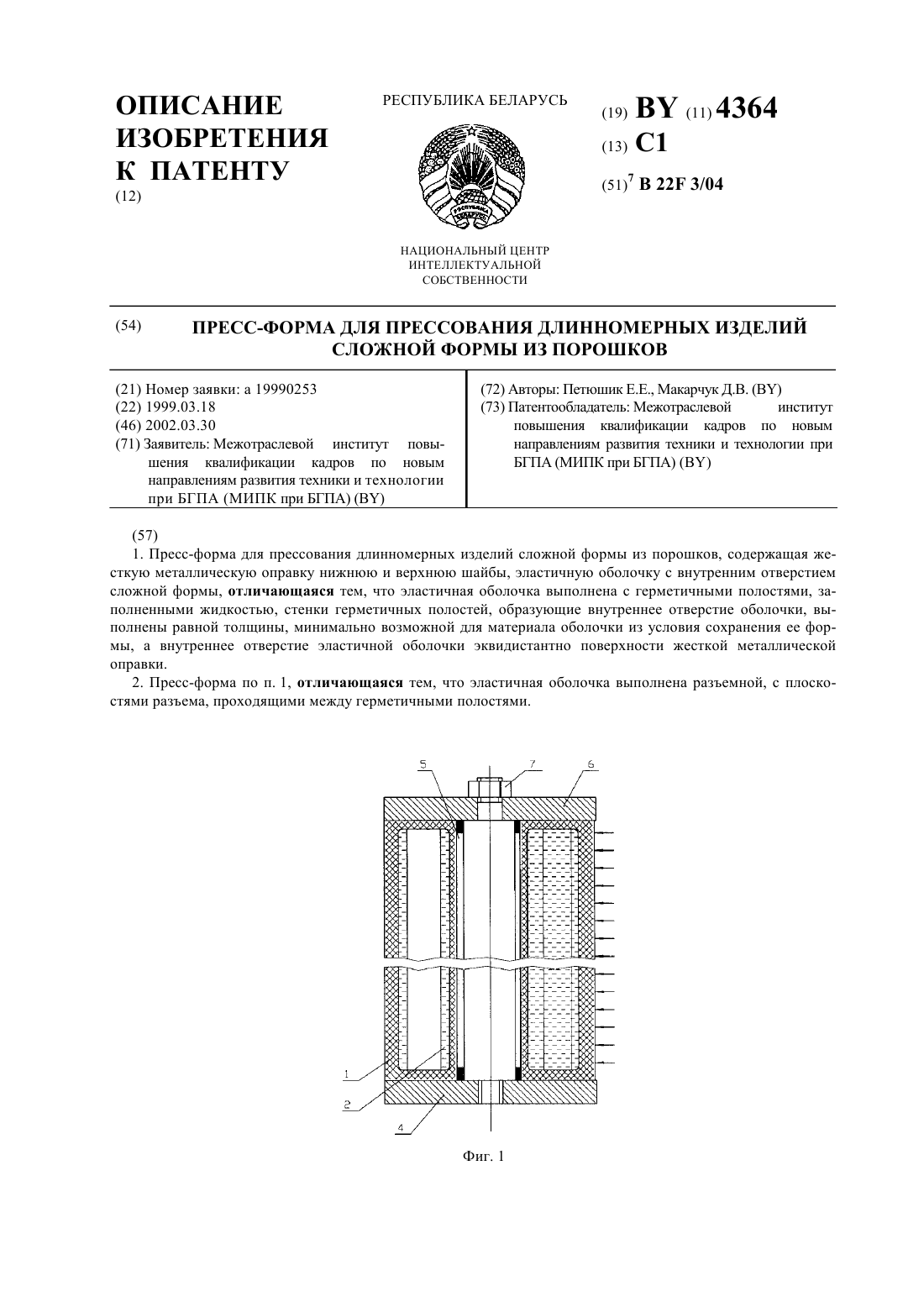
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04
Метки: сложной, изделий, прессования, формы, пресс-форма, длинномерных, порошков
Текст:
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
Правильное устройство машины непрерывного литья заготовок
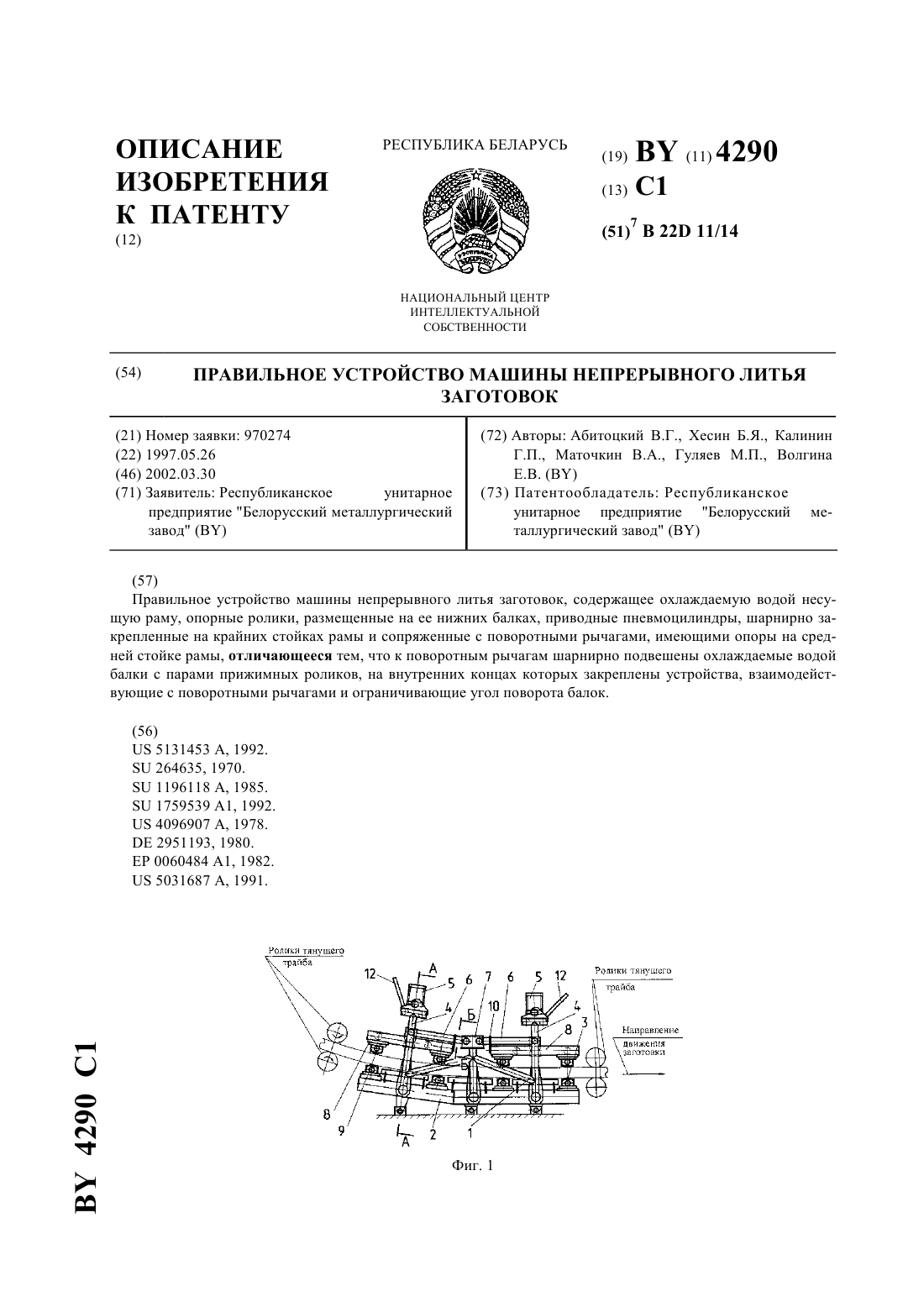
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Калинин Геннадий Петрович, Абитоцкий Владимир Григорьевич, Волгина Евгения Васильевна, Хесин Борис Яковлевич, Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович
МПК: B22D 11/14
Метки: заготовок, устройство, правильное, машины, непрерывного, литья
Текст:
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Предыдущий патент: Способ противоточного получения продуктов окисления циклогексана
Следующий патент: Способ пластики субтотального дефекта кожи верхнего века
Случайный патент: Колье