Матрица для прессования вермишели
Номер патента: 13323
Опубликовано: 30.06.2010
Авторы: Груданов Владимир Яковлевич, Флексер Рита Владимировна, Бренч Андрей Александрович
Текст
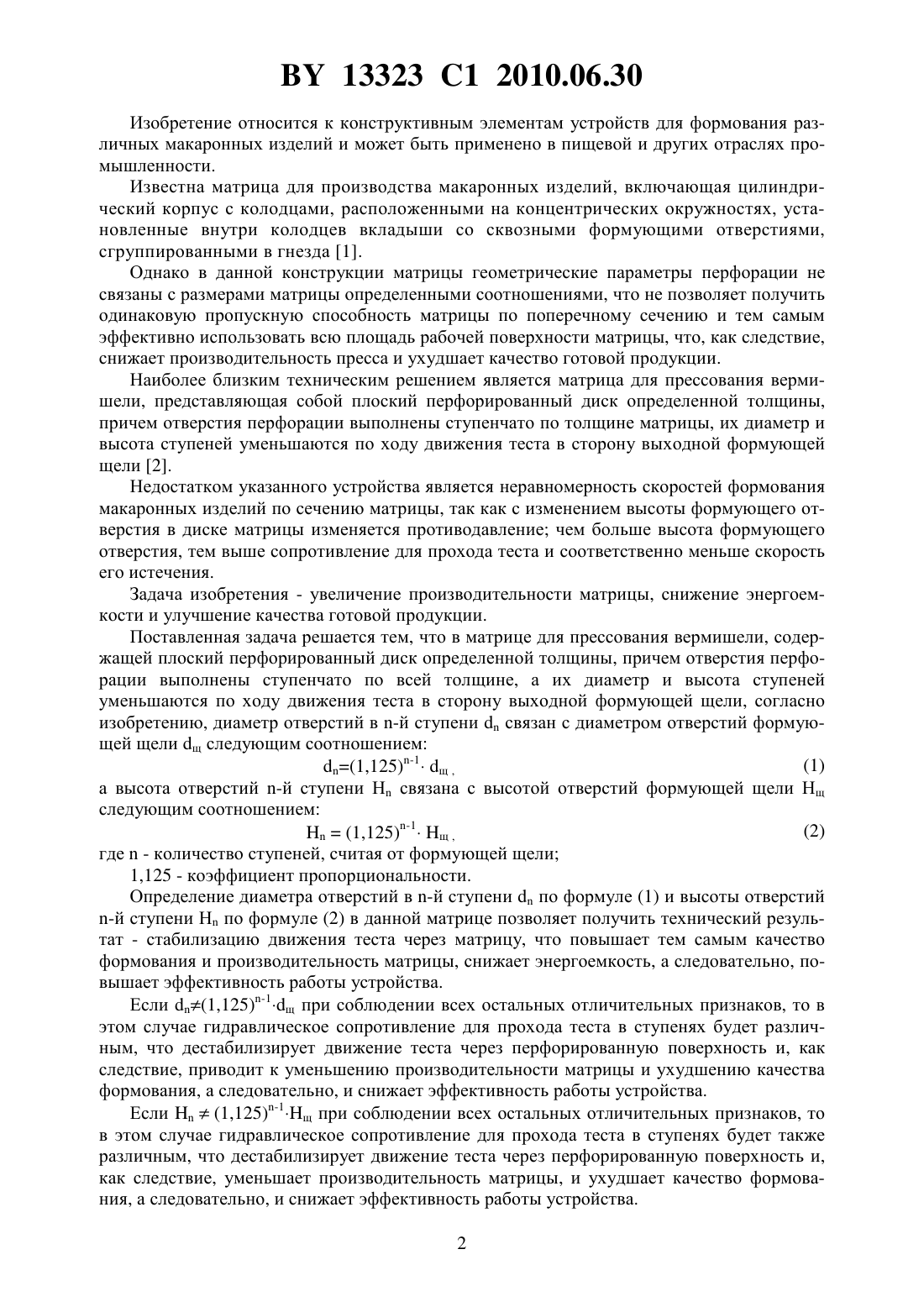
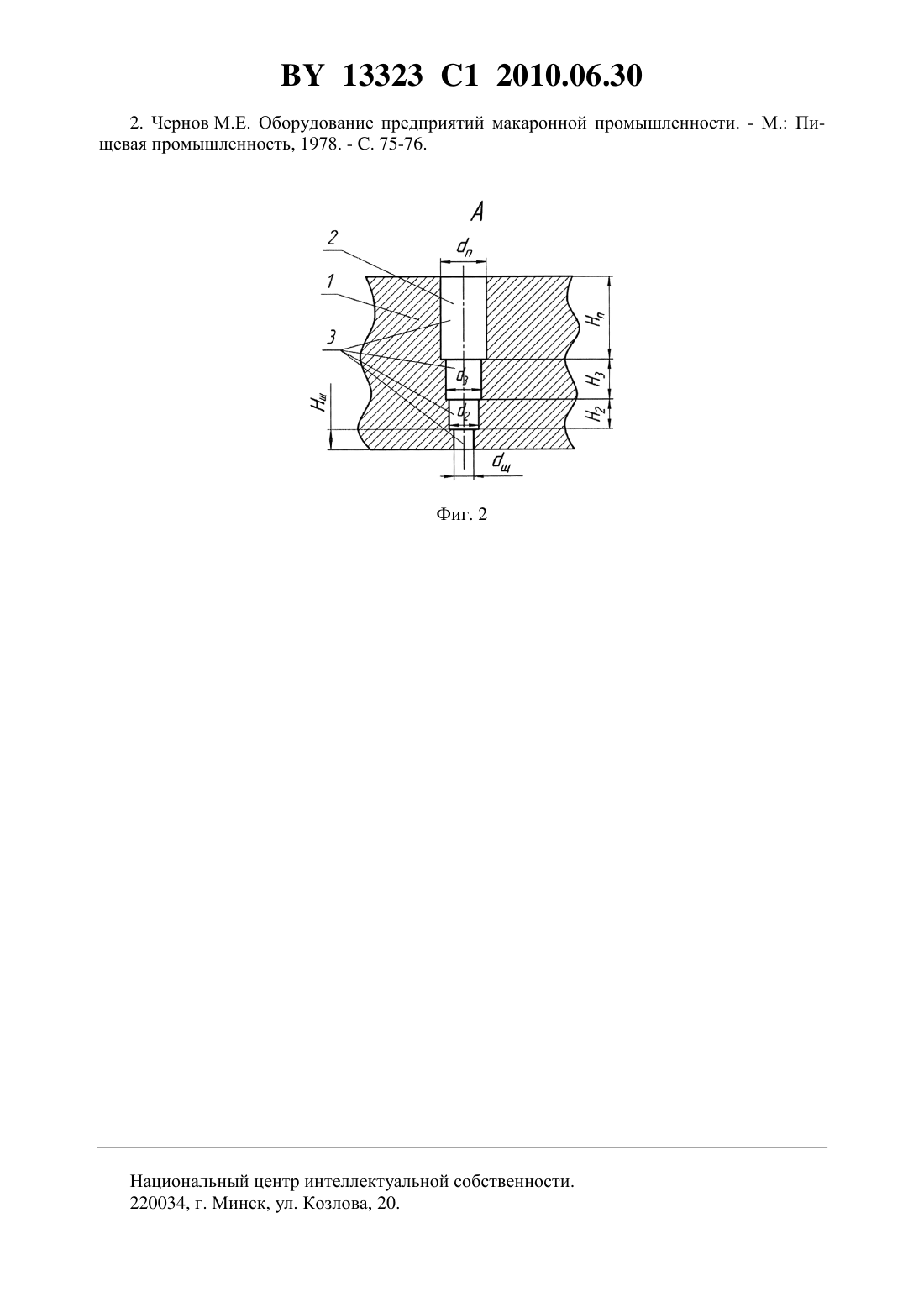
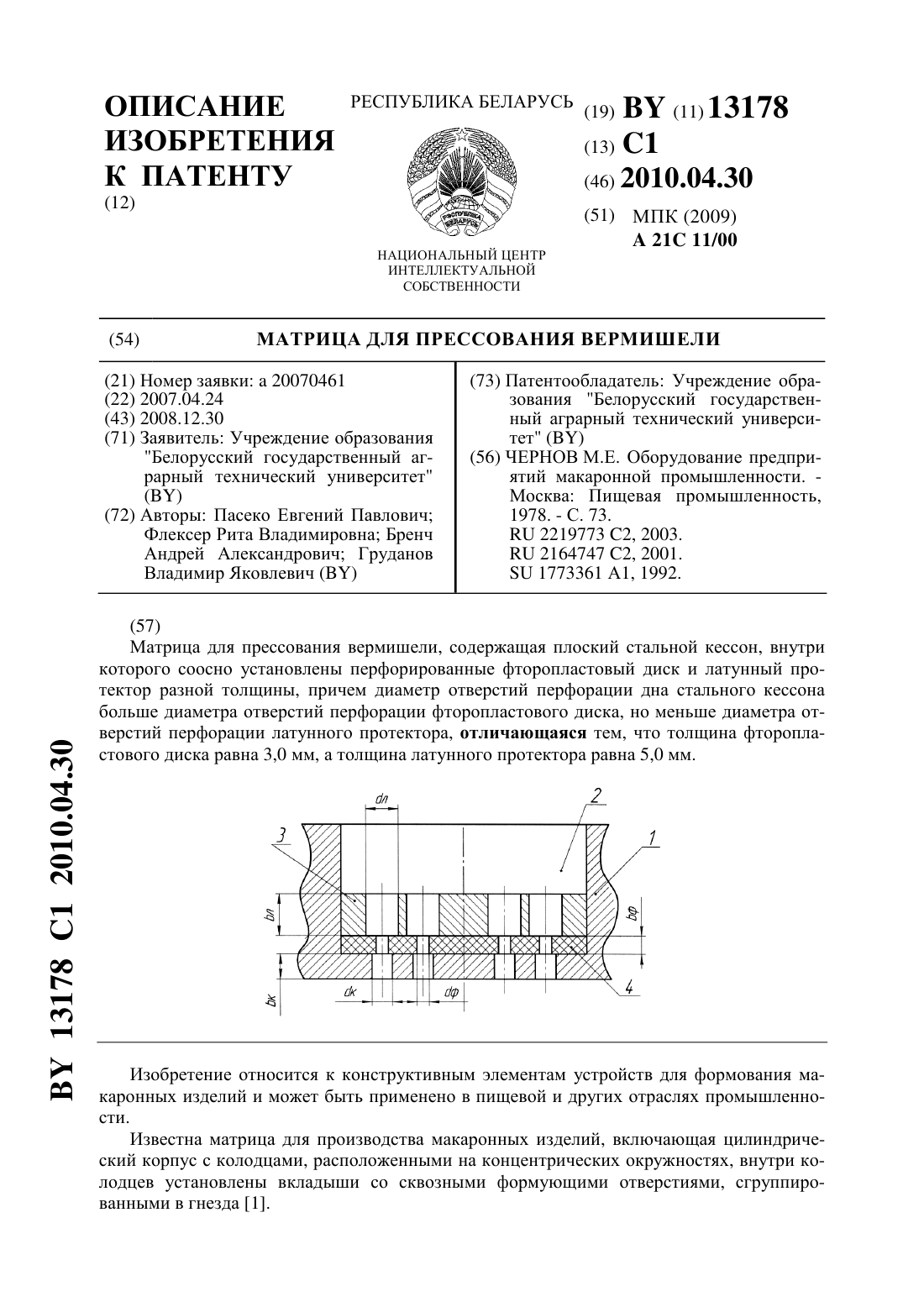
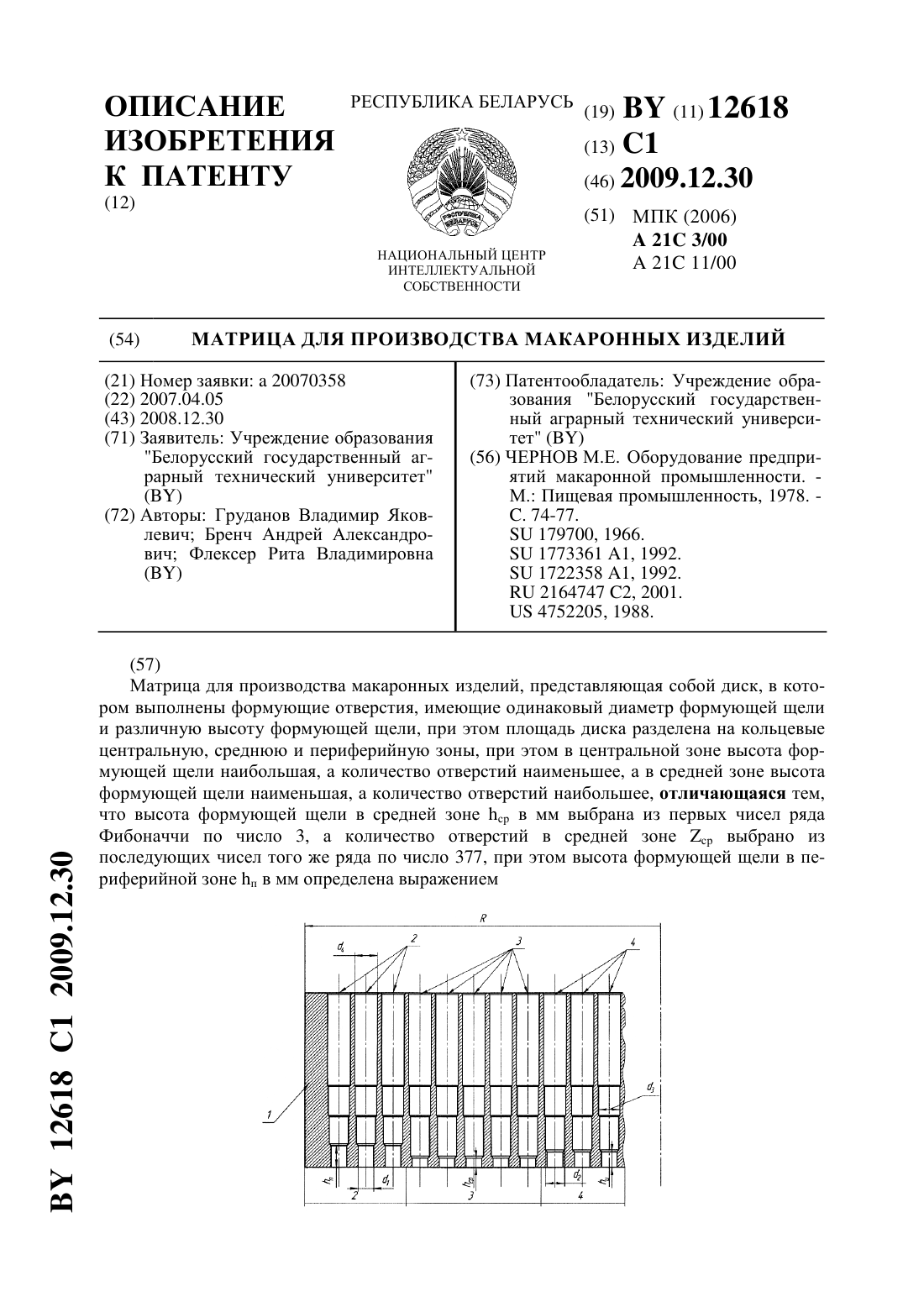
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ВЕРМИШЕЛИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Груданов Владимир Яковлевич Бренч Андрей Александрович Флексер Рита Владимировна(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(56) ЧЕРНОВ М.Е. Оборудование предприятий макаронной промышленности. М. Пищевая промышленность, 1978. . 75-76.2164747 2, 2001.80849, 1950.2003131919 А, 2005.2004/080692 1.(57) Матрица для прессования вермишели, содержащая плоский перфорированный диск определенной толщины, причем отверстия перфорации выполнены ступенчато по всей толщине, а их диаметр и высота ступеней уменьшаются по ходу движения теста в сторону выходной формующей щели, отличающаяся тем, что диаметр отверстий в -ой ступенисвязан с диаметром отверстий формующей щели щ следующим соотношением(1,125)-1 щ,а высота отверстий в -ой ступенисвязана с высотой отверстий формующей щели Нщ следующим соотношением(1,125)-1 Нщ,где- количество ступеней, считая от формующей щели 1,125 - коэффициент пропорциональности. 13323 1 2010.06.30 Изобретение относится к конструктивным элементам устройств для формования различных макаронных изделий и может быть применено в пищевой и других отраслях промышленности. Известна матрица для производства макаронных изделий, включающая цилиндрический корпус с колодцами, расположенными на концентрических окружностях, установленные внутри колодцев вкладыши со сквозными формующими отверстиями,сгруппированными в гнезда 1. Однако в данной конструкции матрицы геометрические параметры перфорации не связаны с размерами матрицы определенными соотношениями, что не позволяет получить одинаковую пропускную способность матрицы по поперечному сечению и тем самым эффективно использовать всю площадь рабочей поверхности матрицы, что, как следствие,снижает производительность пресса и ухудшает качество готовой продукции. Наиболее близким техническим решением является матрица для прессования вермишели, представляющая собой плоский перфорированный диск определенной толщины,причем отверстия перфорации выполнены ступенчато по толщине матрицы, их диаметр и высота ступеней уменьшаются по ходу движения теста в сторону выходной формующей щели 2. Недостатком указанного устройства является неравномерность скоростей формования макаронных изделий по сечению матрицы, так как с изменением высоты формующего отверстия в диске матрицы изменяется противодавление чем больше высота формующего отверстия, тем выше сопротивление для прохода теста и соответственно меньше скорость его истечения. Задача изобретения - увеличение производительности матрицы, снижение энергоемкости и улучшение качества готовой продукции. Поставленная задача решается тем, что в матрице для прессования вермишели, содержащей плоский перфорированный диск определенной толщины, причем отверстия перфорации выполнены ступенчато по всей толщине, а их диаметр и высота ступеней уменьшаются по ходу движения теста в сторону выходной формующей щели, согласно изобретению, диаметр отверстий в -й ступенисвязан с диаметром отверстий формующей щели щ следующим соотношением(1,125)-1 щ ,а высота отверстий -й ступени Н связана с высотой отверстий формующей щели Нщ следующим соотношением(2)(1,125)-1 щ ,где- количество ступеней, считая от формующей щели 1,125 - коэффициент пропорциональности. Определение диаметра отверстий в -й ступенипо формуле (1) и высоты отверстий-й ступени Н по формуле (2) в данной матрице позволяет получить технический результат - стабилизацию движения теста через матрицу, что повышает тем самым качество формования и производительность матрицы, снижает энергоемкость, а следовательно, повышает эффективность работы устройства. Если (1,125)-1 щ при соблюдении всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление для прохода теста в ступенях будет различным, что дестабилизирует движение теста через перфорированную поверхность и, как следствие, приводит к уменьшению производительности матрицы и ухудшению качества формования, а следовательно, и снижает эффективность работы устройства. Если(1,125)-1 щ при соблюдении всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление для прохода теста в ступенях будет также различным, что дестабилизирует движение теста через перфорированную поверхность и,как следствие, уменьшает производительность матрицы, и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. 2 13323 1 2010.06.30 Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать движение тестовой массы через матрицу и повышает тем самым эффективность работы устройства. Сущность изобретения поясняется чертежом на фиг. 1 показана принципиальноконструктивная схема матрицы для прессования вермишели, на фиг. 2 - вид А формующего отверстия перфорации с высотой ступеней, уменьшающейся по ходу движения теста в сторону выходной формующей щели. Матрица для прессования вермишели содержит плоский перфорированный диск 1 определенной толщины, отверстия перфорации 2 выполнены ступенчато по толщине матрицы, их диаметр и высота ступеней 3 уменьшаются по ходу движения теста в сторону выходной формующей щели. Матрица имеет четыре ступени, считая от формующей щели. м - наружный радиус диска 1 матрицы щ - диаметр формующей щели 2 - диаметр отверстия во второй ступени 3 - диаметр отверстия в третьей ступени- диаметр отверстия в -ой ступени Нщ - высота формующей щели (она же первая ступень) Н 2 - высота второй ступени Н 3 - высота третьей ступени Н - высота -ой ступени (она же четвертая ступень). В данной конструкции матрицы диаметр отверстий в ступенях определяется по формуле(1)(1,125)-1 щ ,где- диаметр отверстий в -ой ступени щ - диаметр отверстий формующей щели- количество ступеней, считая от формующей щели 1,125 - коэффициент пропорциональности,а высота отверстий в ступенях вычисляется по уравнению(2)(1,125)-1 щ ,где Н - высота отверстий в -ой ступени Нщ - высота отверстий формующей щели. Устройство работает следующим образом. Уплотненное макаронное тесто с помощью шнека (не показан), преодолевая сопротивление матрицы, продавливается сквозь формующие отверстия 2 корпуса 1 матрицы посредством запрессовки. Происходит формование теста, т.е. получение сырых макаронных изделий заданной формы, которая определяется профилем формующих отверстий. Использование уравнений (1) и (2) позволяет в данной конструкции матрицы получить равенство гидравлического сопротивления во всех ступенях по ходу движения теста. Это гарантирует более качественное формование сырья, снижение при этом потерь клейковины, выравнивание скорости прессования по высоте матрицы, увеличение производительности матрицы и макаронного пресса в целом и, следовательно, повышение эффективности работы устройства. Для подтверждения вышеизложенного приведем конкретные примеры. Пример 1. Принимаем щ - диаметр отверстий формующей щели, щ 5,5 мм Нщ - высота отверстий формующей щели, Нщ 7 мм. Решение. 13323 1 2010.06.30 1. Рабочую поверхность отверстия перфорации условно делим на четыре ступени, т.е.4. Определяем диаметр отверстия в каждой ступени, начиная от выходной формующей щели по формуле (1)(1,125)-1 щ . 11,1250 щ 1,12505,5 5,5 мм 21,125 щ 1,1255,5 6 мм 31,1252 щ 1,12525,5 7 мм 41,1253 щ 1,12535,5 8 мм. 2. Определяем высоту формующих отверстий в ступенях по формуле (2)(1,125)-1 щ . 11,1250 щ 1,125077 мм 21,125 щ 1,12578 мм 31,1252 щ 1,125279 мм 41,1253 щ 1,1253710 мм. 3. Определяем линейное гидравлическое сопротивление в каждой ступени по формуле 2,2 где 123 - коэффициент гидравлического трения 123 - скорость теста- ускорение свободного падения 10 441,3. 4 8 Из расчетов следует, что Р 1 Р 2 Р 3 Р 4. Гидравлическое сопротивление всех ступеней одинаковое, что стабилизирует движение теста через матрицу, тем самым повышает качество формования и производительность матрицы, а следовательно, повышает эффективность работы устройства. Пример 2. Если(,125)-щ, принимаем коэффициент пропорциональности при вычислении диаметра отверстия формующей щели, например, равным 1,5 мм. Все остальные отличительные признаки остаются без изменений. 1. Определяем диаметр отверстия формующей щели.(1,5)-1 щ мм. 11,505,55,50 мм 21,55,58,25 мм 31,525,512,37 мм 41,535,527,84 мм. 2. Определяем высоту формующих отверстий в ступенях.(1,125)-1 щ . 11,1250 щ 1,125077 мм 21,125 щ 1,12578 мм 31,1252 щ 1,125279 мм 4 13323 1 2010.06.30 41,1253 щ 1,1253710 мм. 3. Определяем линейное гидравлическое сопротивление в каждой ступени. 10 440,40.4 24,8 Из расчетов следует Р 123 Р 4. Гидравлическое сопротивление в ступенях будет разным, что дестабилизирует движение теста через перфорированную поверхность,и, как следствие, уменьшает производительность матрицы, и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. Пример 3. Если(1,125)-1 щ. Принимаем коэффициент пропорциональности при вычислении высоты формующей щели отверстий, например, равным 2. Все остальные отличительные признаки остаются без изменений. 1. Определяем высоту формующей щели отверстий. 120 щ 2077 мм 221 щ 2714 мм 322 щ 22728 мм 423 щ 23756 мм. 2. Определяем диаметр отверстия формующей щели.(1,125)-1 щ . 11,1250 щ 1,12505,55,5 мм 21,125 щ 1,1255,56,0 мм 31,1252 щ 1,12525,57,0 мм 41,1253 щ 1,12535,58,0 мм. 3. Определяем линейное гидравлическое сопротивление в каждой ступени. 56 447 ,0 . 4 8 Из расчетов следует Р 123 Р 4. Что и требовалось доказать. Таким образом, только строгое соблюдение всех отличительных признаков позволяет повысить эффективность работы матрицы и макаронного пресса в целом. Источники информации 1.74011, 2005. 5 13323 1 2010.06.30 2. Чернов М.Е. Оборудование предприятий макаронной промышленности. - М. Пищевая промышленность, 1978. - . 75-76. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: A21C 11/00
Метки: матрица, прессования, вермишели
Код ссылки
<a href="https://by.patents.su/6-13323-matrica-dlya-pressovaniya-vermisheli.html" rel="bookmark" title="База патентов Беларуси">Матрица для прессования вермишели</a>
Матрица для прессования вермишели
Номер патента: 13178
Опубликовано: 30.04.2010
Авторы: Бренч Андрей Александрович, Пасеко Евгений Павлович, Груданов Владимир Яковлевич, Флексер Рита Владимировна
МПК: A21C 11/00
Метки: прессования, вермишели, матрица
Текст:
...формующее отверстие будет разное, что снижает производительность матрицы и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать движение тестовой массы через матрицу и повысить тем самым эффективность работы устройства. Сущность изобретения поясняется чертежом - на фигуре показана схема матрицы для прессования...
Матрица для производства макаронных изделий
Номер патента: 12618
Опубликовано: 30.12.2009
Авторы: Флексер Рита Владимировна, Бренч Андрей Александрович, Груданов Владимир Яковлевич
МПК: A21C 11/00, A21C 3/00
Метки: макаронных, производства, матрица, изделий
Текст:
...всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление в зонах будет разным, что дестабилизирует движение теста через перфорированную поверхность и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно, и снижение эффективности работы устройства.срЕсли ппри соблюдении всех остальных отличительных признаков, то в 1,618 этом случае гидравлическое сопротивление в...
Матрица для производства макаронных изделий
Номер патента: 7401
Опубликовано: 30.09.2005
Авторы: Смагин Денис Алексеевич, Выскварко Андрей Анатольевич, Груданов Владимир Яковлевич
МПК: A21C 11/16
Метки: изделий, матрица, макаронных, производства
Текст:
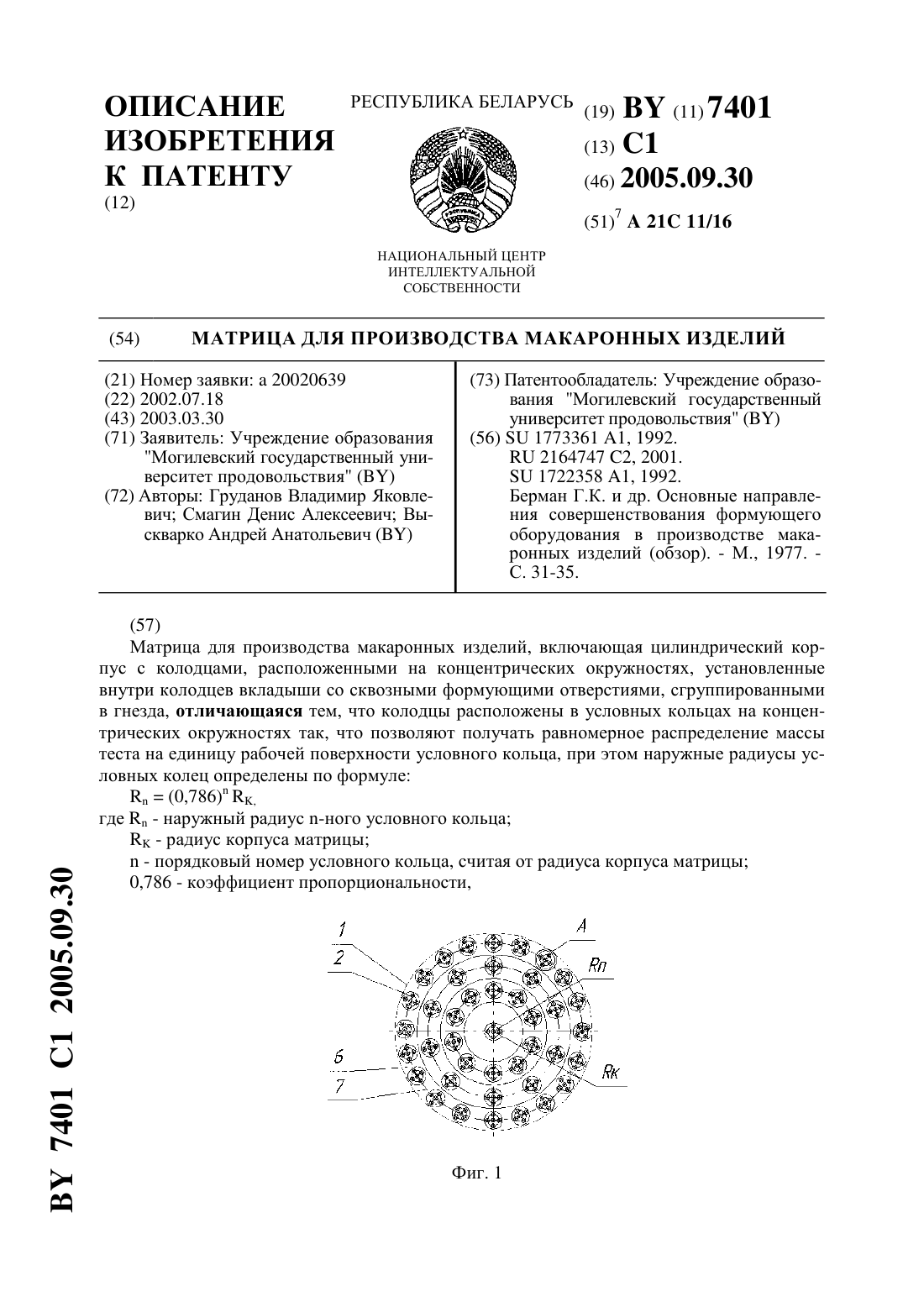
...будет разная по всей площади рабочей поверхности матрицы, что дестабилизирует движение теста через перфорированную поверхность, создает дополнительное его перемещение в радиальном направлении, сжатие и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно и снижение эффективности работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать...
Матрица регистров сдвига
Номер патента: 2458
Опубликовано: 30.12.1998
Авторы: Чернухо Борис Николаевич, Лозицкий Юрий Андреевич, Подрубный Олег Владимирович, Семашко Александр Николаевич
МПК: G11C 19/00, G11C 29/00
Метки: матрица, сдвига, регистров
Текст:
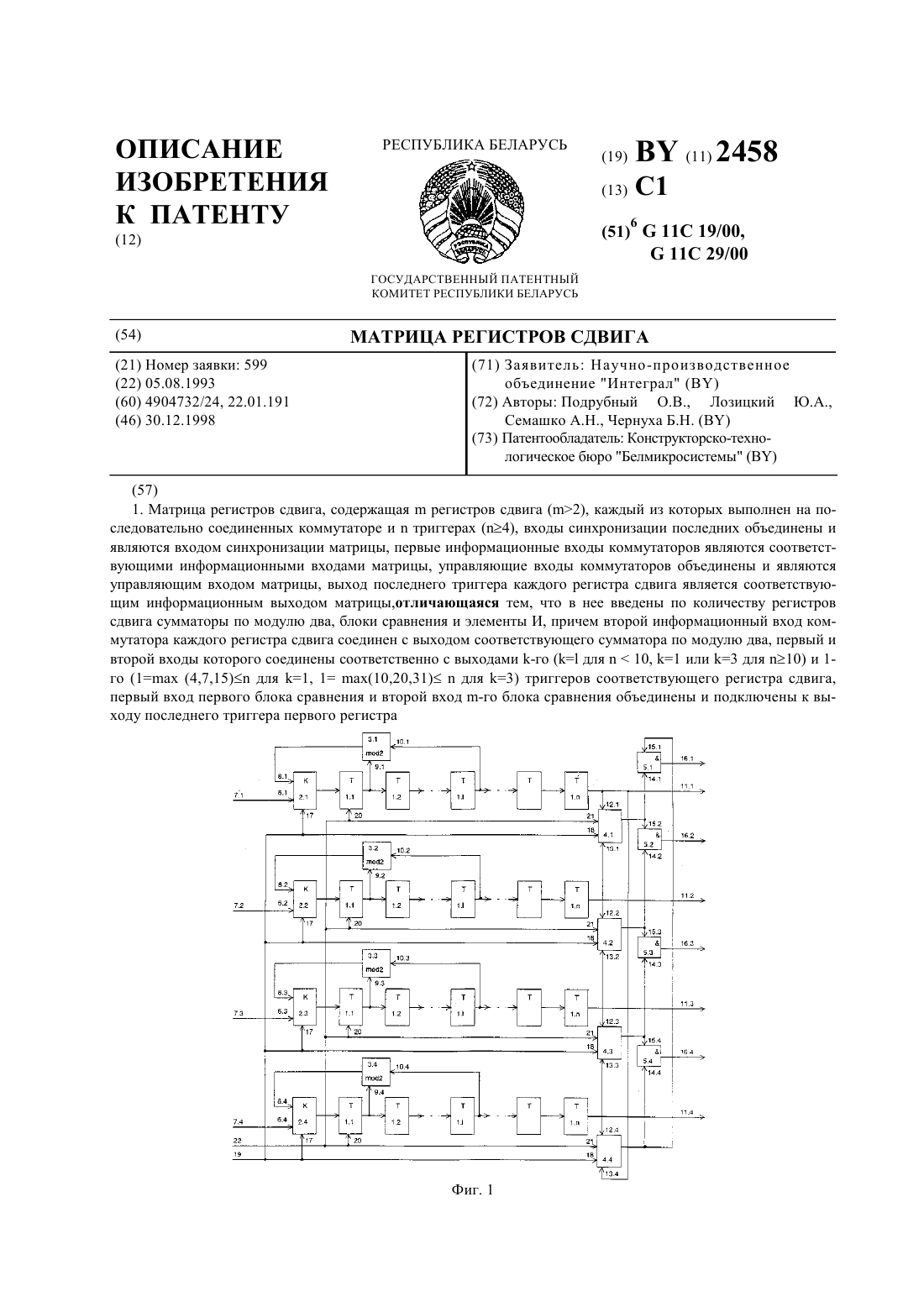
...К 2.1-2.4, сумматоры по модулю два 3.1-3.4, блоки сравнения 4.1-4.4 и элементы И 5.1-5.4. При этом в каждом -ом регистре (,2,3,4) первый вход 6. коммутатора К 2. соединен с -м входом матрицы 7., второй вход 8. коммутатора К соединен с выходом сумматора 3. по модулю два, выход коммутатора К 2. соединен с входом первого триггера Т 1.1 -го регистра, первый вход 9. сумматора 3. по модулю два соединен с выходом первого триггера Т 1.1...
Устройство для прессования сложных изделий из порошков
Номер патента: 6367
Опубликовано: 30.09.2004
Авторы: Матвеев Константин Сергеевич, Голубев Алексей Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: изделий, устройство, прессования, порошков, сложных
Текст:
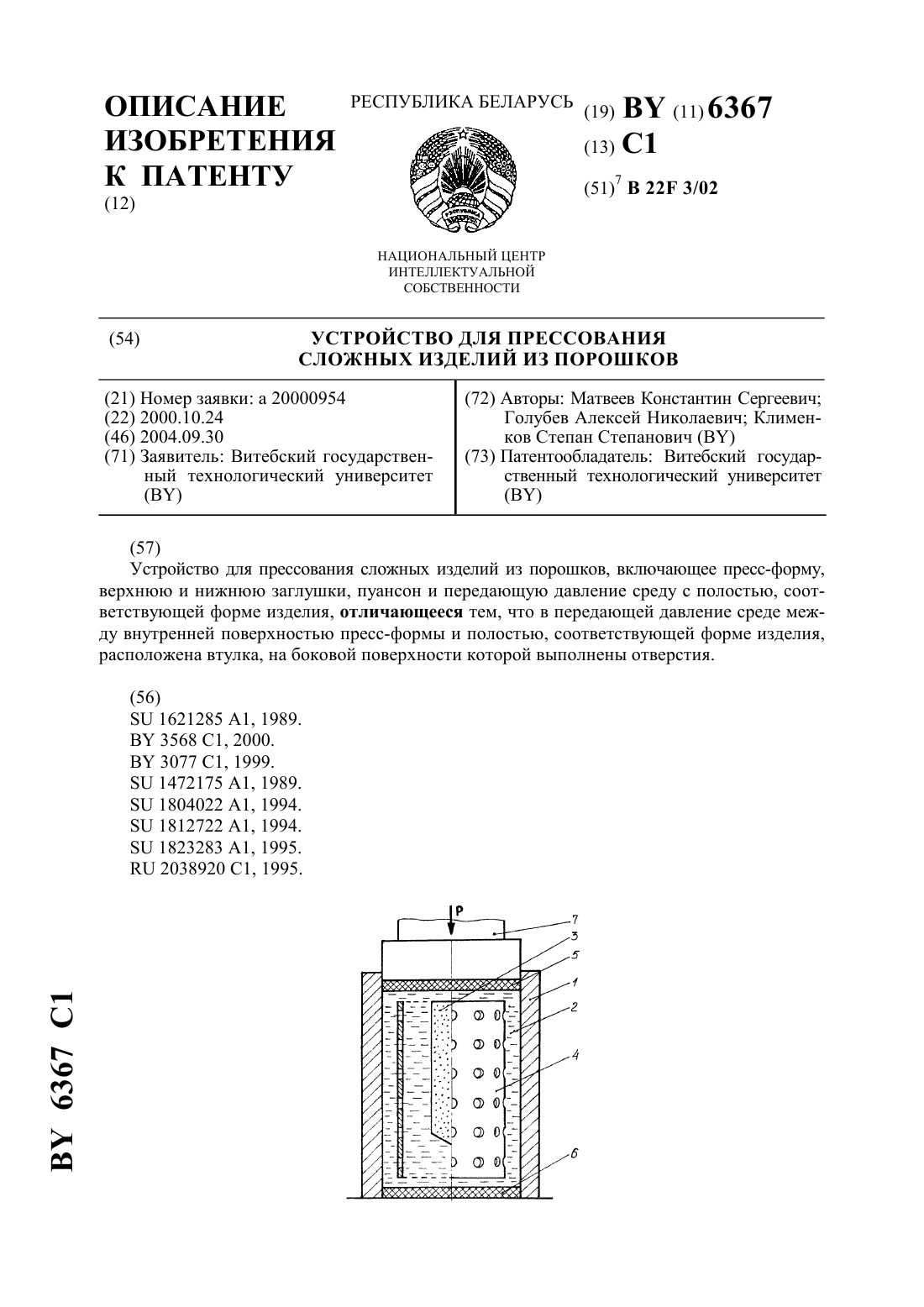
...соответствующей форме изделия, в передающей давление среде между внутренней поверхностью пресс-формы и полостью, соответствующей форме изделия, расположена втулка, на боковой поверхности которой выполнены отверстия. На фигуре показан чертеж устройства. Устройство включает пресс-форму 1, заполненную средой, передающей давление 2, в которой выполнена полость 3, соответствующая форме получаемого изделия. Между указанной полостью и стенками...
Предыдущий патент: Ветрогелиоэнергетическая установка
Следующий патент: Способ производства стержневых изделий с глубокими глухими полостями
Случайный патент: Способ моделирования флеботромбоза в эксперименте