Матрица для прессования вермишели
Номер патента: 13178
Опубликовано: 30.04.2010
Авторы: Груданов Владимир Яковлевич, Бренч Андрей Александрович, Пасеко Евгений Павлович, Флексер Рита Владимировна
Текст
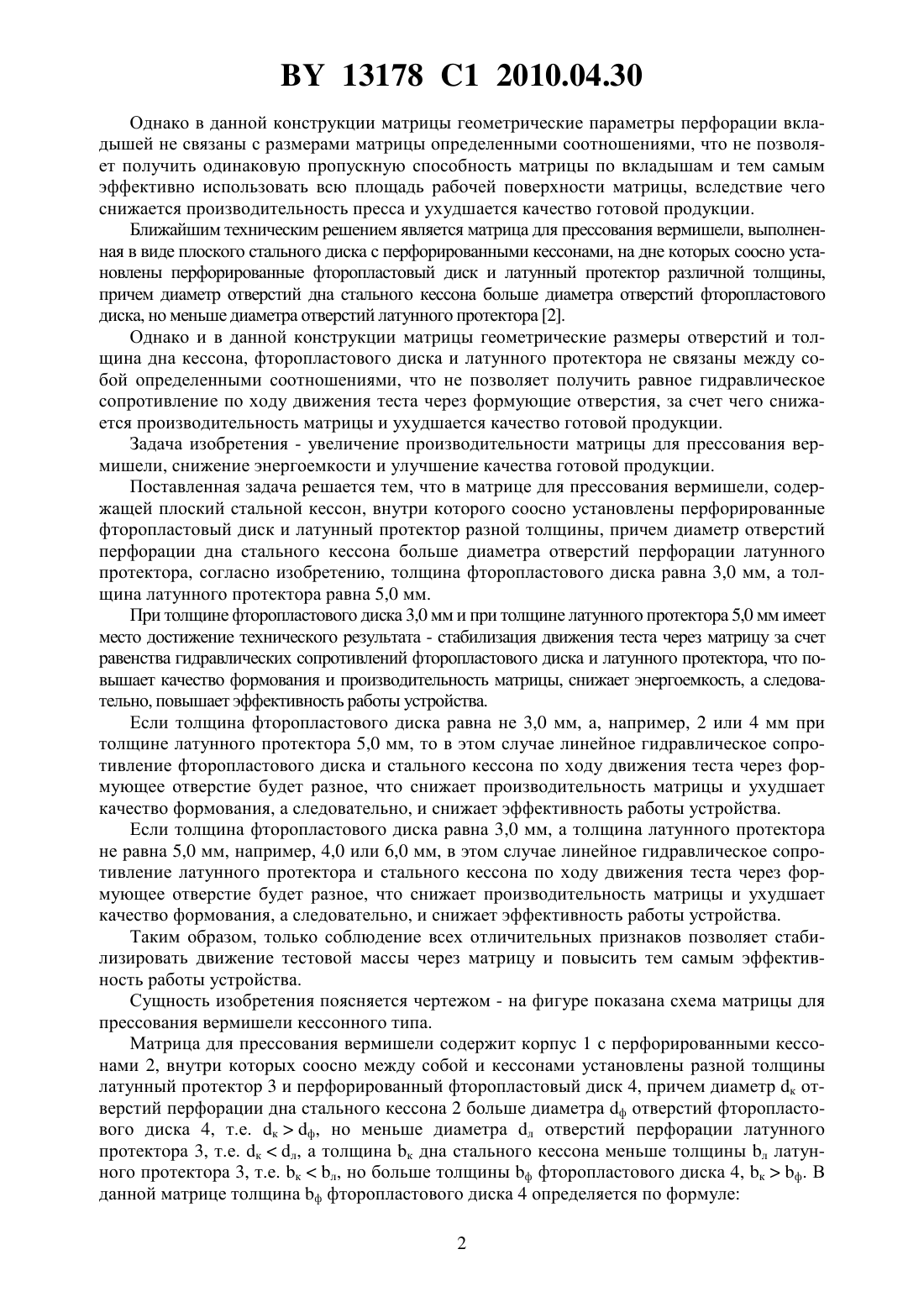
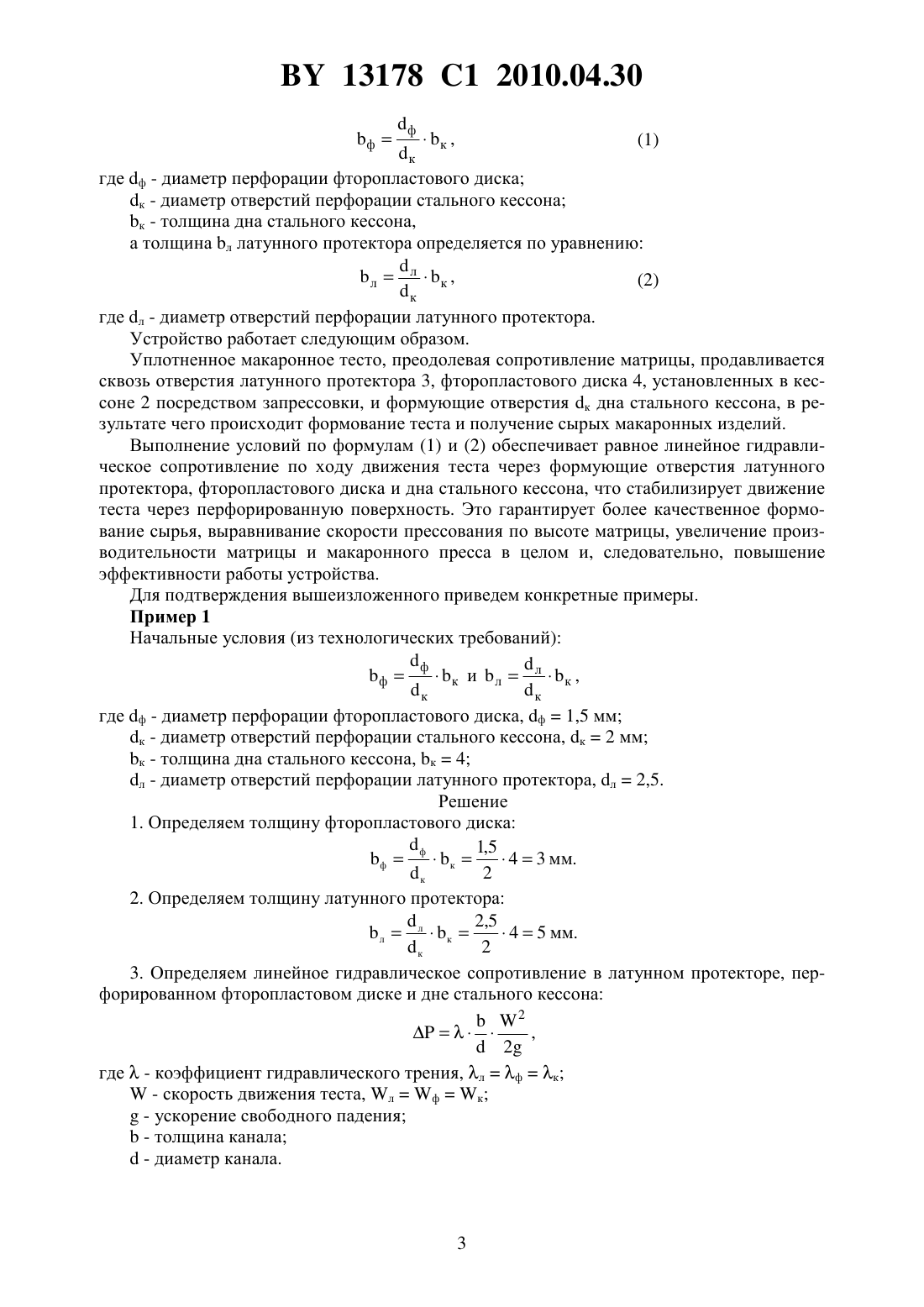
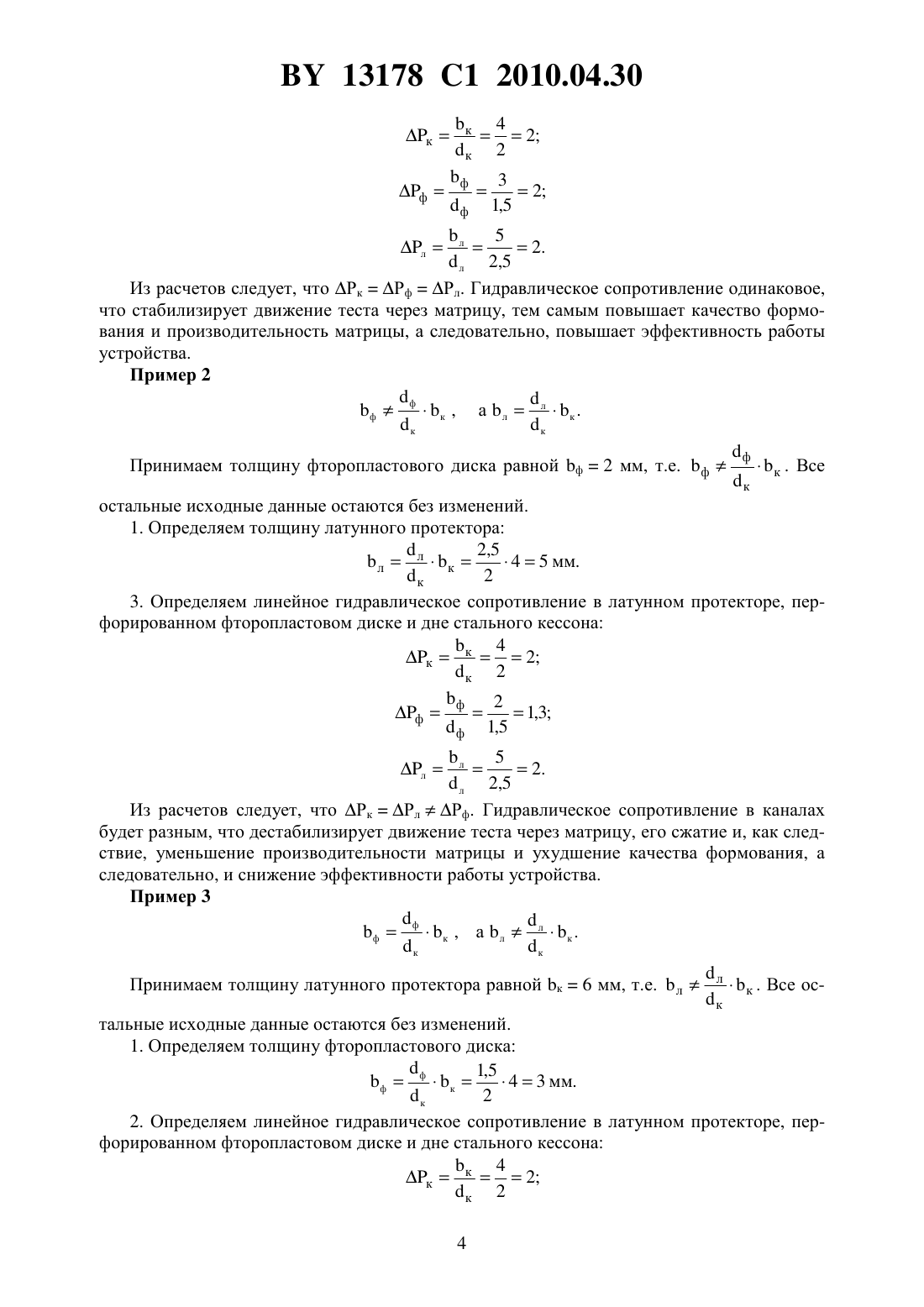
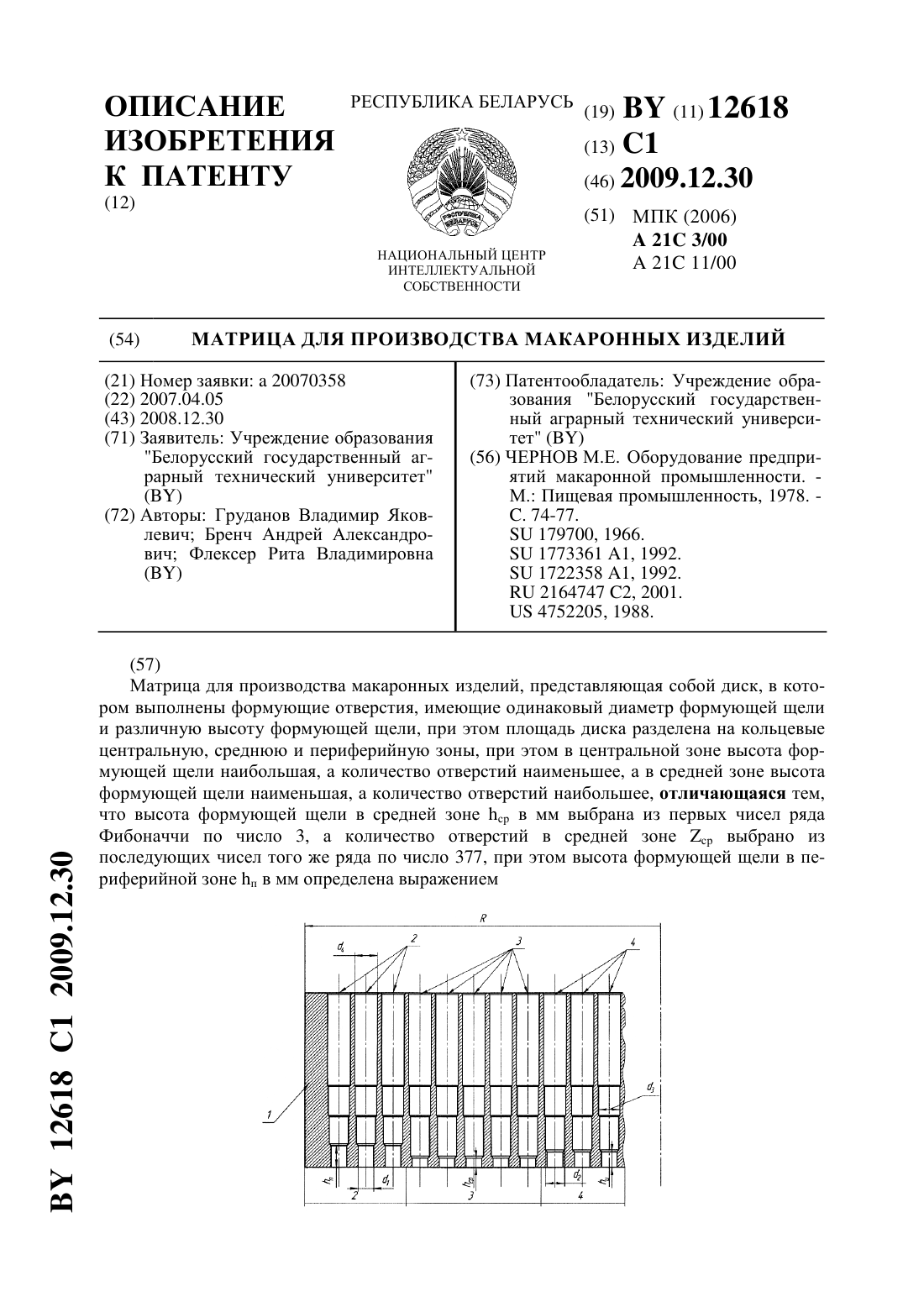
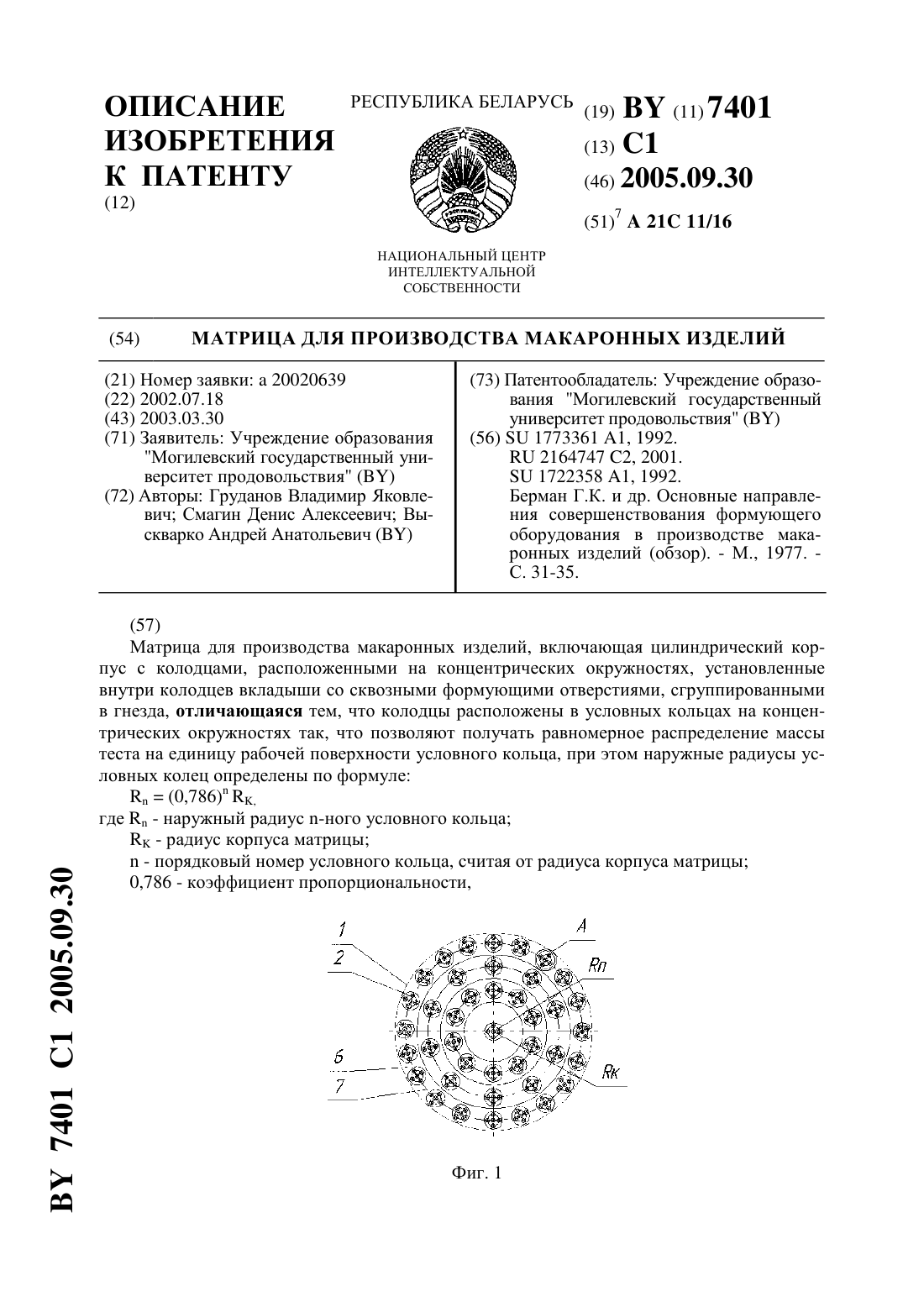
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ВЕРМИШЕЛИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Пасеко Евгений Павлович Флексер Рита Владимировна Бренч Андрей Александрович Груданов Владимир Яковлевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(56) ЧЕРНОВ М.Е. Оборудование предприятий макаронной промышленности. Москва Пищевая промышленность,1978. - С. 73.2219773 2, 2003.2164747 2, 2001.1773361 А 1, 1992.(57) Матрица для прессования вермишели, содержащая плоский стальной кессон, внутри которого соосно установлены перфорированные фторопластовый диск и латунный протектор разной толщины, причем диаметр отверстий перфорации дна стального кессона больше диаметра отверстий перфорации фторопластового диска, но меньше диаметра отверстий перфорации латунного протектора, отличающаяся тем, что толщина фторопластового диска равна 3,0 мм, а толщина латунного протектора равна 5,0 мм. Изобретение относится к конструктивным элементам устройств для формования макаронных изделий и может быть применено в пищевой и других отраслях промышленности. Известна матрица для производства макаронных изделий, включающая цилиндрический корпус с колодцами, расположенными на концентрических окружностях, внутри колодцев установлены вкладыши со сквозными формующими отверстиями, сгруппированными в гнезда 1. 13178 1 2010.04.30 Однако в данной конструкции матрицы геометрические параметры перфорации вкладышей не связаны с размерами матрицы определенными соотношениями, что не позволяет получить одинаковую пропускную способность матрицы по вкладышам и тем самым эффективно использовать всю площадь рабочей поверхности матрицы, вследствие чего снижается производительность пресса и ухудшается качество готовой продукции. Ближайшим техническим решением является матрица для прессования вермишели, выполненная в виде плоского стального диска с перфорированными кессонами, на дне которых соосно установлены перфорированные фторопластовый диск и латунный протектор различной толщины,причем диаметр отверстий дна стального кессона больше диаметра отверстий фторопластового диска, но меньше диаметра отверстий латунного протектора 2. Однако и в данной конструкции матрицы геометрические размеры отверстий и толщина дна кессона, фторопластового диска и латунного протектора не связаны между собой определенными соотношениями, что не позволяет получить равное гидравлическое сопротивление по ходу движения теста через формующие отверстия, за счет чего снижается производительность матрицы и ухудшается качество готовой продукции. Задача изобретения - увеличение производительности матрицы для прессования вермишели, снижение энергоемкости и улучшение качества готовой продукции. Поставленная задача решается тем, что в матрице для прессования вермишели, содержащей плоский стальной кессон, внутри которого соосно установлены перфорированные фторопластовый диск и латунный протектор разной толщины, причем диаметр отверстий перфорации дна стального кессона больше диаметра отверстий перфорации латунного протектора, согласно изобретению, толщина фторопластового диска равна 3,0 мм, а толщина латунного протектора равна 5,0 мм. При толщине фторопластового диска 3,0 мм и при толщине латунного протектора 5,0 мм имеет место достижение технического результата - стабилизация движения теста через матрицу за счет равенства гидравлических сопротивлений фторопластового диска и латунного протектора, что повышает качество формования и производительность матрицы, снижает энергоемкость, а следовательно, повышает эффективность работы устройства. Если толщина фторопластового диска равна не 3,0 мм, а, например, 2 или 4 мм при толщине латунного протектора 5,0 мм, то в этом случае линейное гидравлическое сопротивление фторопластового диска и стального кессона по ходу движения теста через формующее отверстие будет разное, что снижает производительность матрицы и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. Если толщина фторопластового диска равна 3,0 мм, а толщина латунного протектора не равна 5,0 мм, например, 4,0 или 6,0 мм, в этом случае линейное гидравлическое сопротивление латунного протектора и стального кессона по ходу движения теста через формующее отверстие будет разное, что снижает производительность матрицы и ухудшает качество формования, а следовательно, и снижает эффективность работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать движение тестовой массы через матрицу и повысить тем самым эффективность работы устройства. Сущность изобретения поясняется чертежом - на фигуре показана схема матрицы для прессования вермишели кессонного типа. Матрица для прессования вермишели содержит корпус 1 с перфорированными кессонами 2, внутри которых соосно между собой и кессонами установлены разной толщины латунный протектор 3 и перфорированный фторопластовый диск 4, причем диаметр к отверстий перфорации дна стального кессона 2 больше диаметра ф отверстий фторопластового диска 4, т.е. кф, но меньше диаметра л отверстий перфорации латунного протектора 3, т.е. кл, а толщина к дна стального кессона меньше толщины л латунного протектора 3, т.е. кл, но больше толщины ф фторопластового диска 4, кф. В данной матрице толщина ф фторопластового диска 4 определяется по формуле 2 к ,(1) к где ф - диаметр перфорации фторопластового диска к - диаметр отверстий перфорации стального кессона к - толщина дна стального кессона,а толщина л латунного протектора определяется по уравнению ллк ,(2) к где л - диаметр отверстий перфорации латунного протектора. Устройство работает следующим образом. Уплотненное макаронное тесто, преодолевая сопротивление матрицы, продавливается сквозь отверстия латунного протектора 3, фторопластового диска 4, установленных в кессоне 2 посредством запрессовки, и формующие отверстия к дна стального кессона, в результате чего происходит формование теста и получение сырых макаронных изделий. Выполнение условий по формулам (1) и (2) обеспечивает равное линейное гидравлическое сопротивление по ходу движения теста через формующие отверстия латунного протектора, фторопластового диска и дна стального кессона, что стабилизирует движение теста через перфорированную поверхность. Это гарантирует более качественное формование сырья, выравнивание скорости прессования по высоте матрицы, увеличение производительности матрицы и макаронного пресса в целом и, следовательно, повышение эффективности работы устройства. Для подтверждения вышеизложенного приведем конкретные примеры. Пример 1 Начальные условия (из технологических требований) ф фк иллк ,к к где ф - диаметр перфорации фторопластового диска, ф 1,5 мм к - диаметр отверстий перфорации стального кессона, к 2 мм к - толщина дна стального кессона, к 4 л - диаметр отверстий перфорации латунного протектора, л 2,5. Решение 1. Определяем толщину фторопластового диска 1,5 ффк 43 мм. к 2 2. Определяем толщину латунного протектора 2,545 мм.ллкк 2 3. Определяем линейное гидравлическое сопротивление в латунном протекторе, перфорированном фторопластовом диске и дне стального кессона 2, 2 где- коэффициент гидравлического трения, лфк- скорость движения теста, лфк- ускорение свободного падения- толщина канала- диаметр канала. 2.л 2,5 Из расчетов следует, что РкРфРл. Гидравлическое сопротивление одинаковое,что стабилизирует движение теста через матрицу, тем самым повышает качество формования и производительность матрицы, а следовательно, повышает эффективность работы устройства. Пример 2 ффк , аллк . к к ф Принимаем толщину фторопластового диска равной ф 2 мм, т.е. фк . Все к остальные исходные данные остаются без изменений. 1. Определяем толщину латунного протектора 2,545 мм.ллкк 2 3. Определяем линейное гидравлическое сопротивление в латунном протекторе, перфорированном фторопластовом диске и дне стального кессона 2.л 2,5 Из расчетов следует, что РкРлРф. Гидравлическое сопротивление в каналах будет разным, что дестабилизирует движение теста через матрицу, его сжатие и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно, и снижение эффективности работы устройства. Пример 3 Принимаем толщину латунного протектора равной к 6 мм, т.е.ллк . Все оск тальные исходные данные остаются без изменений. 1. Определяем толщину фторопластового диска 1,5 ффк 43 мм. к 2 2. Определяем линейное гидравлическое сопротивление в латунном протекторе, перфорированном фторопластовом диске и дне стального кессона 2,4.л 2,5 Из расчетов следует, что РкРфРл. Что и требовалось доказать. Таким образом, только при строгом соблюдении формул (1) и (2) достигается равное гидравлическое сопротивление всех трех каналов в латунном протекторе, фторопластовом диске и дне стального кессона. л Источники информации 1. Патент РБ 7401, П 7 А 21 С 11/16, 2005. 2. Чернов М.Е. Оборудование предприятий макаронной промышленности. - М. Пищевая промышленность, 1978. - С. 73. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: A21C 11/00
Метки: прессования, матрица, вермишели
Код ссылки
<a href="https://by.patents.su/5-13178-matrica-dlya-pressovaniya-vermisheli.html" rel="bookmark" title="База патентов Беларуси">Матрица для прессования вермишели</a>
Матрица для производства макаронных изделий
Номер патента: 12618
Опубликовано: 30.12.2009
Авторы: Груданов Владимир Яковлевич, Флексер Рита Владимировна, Бренч Андрей Александрович
МПК: A21C 3/00, A21C 11/00
Метки: матрица, макаронных, производства, изделий
Текст:
...всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление в зонах будет разным, что дестабилизирует движение теста через перфорированную поверхность и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно, и снижение эффективности работы устройства.срЕсли ппри соблюдении всех остальных отличительных признаков, то в 1,618 этом случае гидравлическое сопротивление в...
Матрица для производства макаронных изделий
Номер патента: 7401
Опубликовано: 30.09.2005
Авторы: Выскварко Андрей Анатольевич, Груданов Владимир Яковлевич, Смагин Денис Алексеевич
МПК: A21C 11/16
Метки: изделий, производства, матрица, макаронных
Текст:
...будет разная по всей площади рабочей поверхности матрицы, что дестабилизирует движение теста через перфорированную поверхность, создает дополнительное его перемещение в радиальном направлении, сжатие и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно и снижение эффективности работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать...
Матрица регистров сдвига
Номер патента: 2458
Опубликовано: 30.12.1998
Авторы: Чернухо Борис Николаевич, Подрубный Олег Владимирович, Семашко Александр Николаевич, Лозицкий Юрий Андреевич
МПК: G11C 19/00, G11C 29/00
Метки: сдвига, матрица, регистров
Текст:
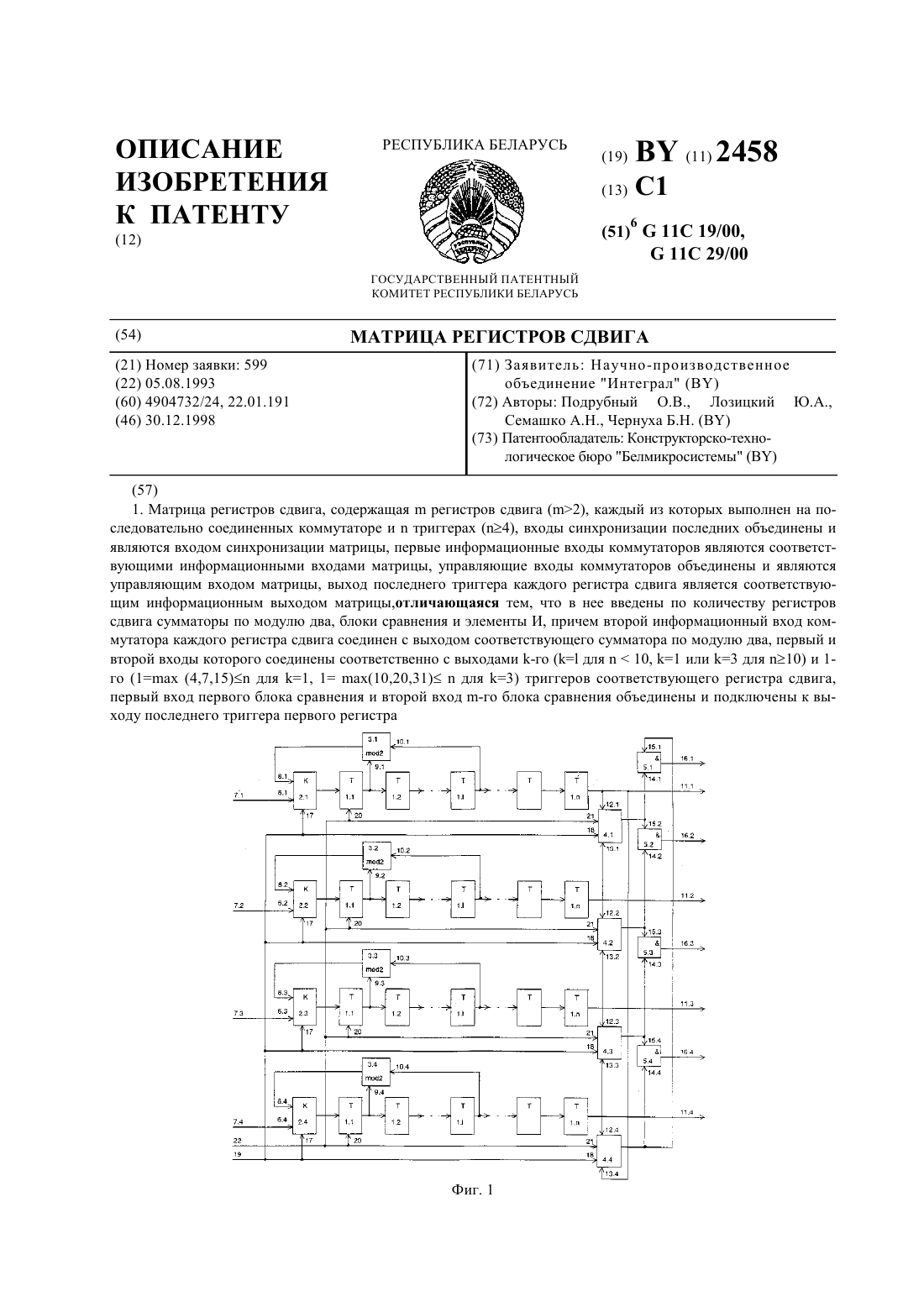
...К 2.1-2.4, сумматоры по модулю два 3.1-3.4, блоки сравнения 4.1-4.4 и элементы И 5.1-5.4. При этом в каждом -ом регистре (,2,3,4) первый вход 6. коммутатора К 2. соединен с -м входом матрицы 7., второй вход 8. коммутатора К соединен с выходом сумматора 3. по модулю два, выход коммутатора К 2. соединен с входом первого триггера Т 1.1 -го регистра, первый вход 9. сумматора 3. по модулю два соединен с выходом первого триггера Т 1.1...
Устройство для полунепрерывного прессования длинномерных заготовок
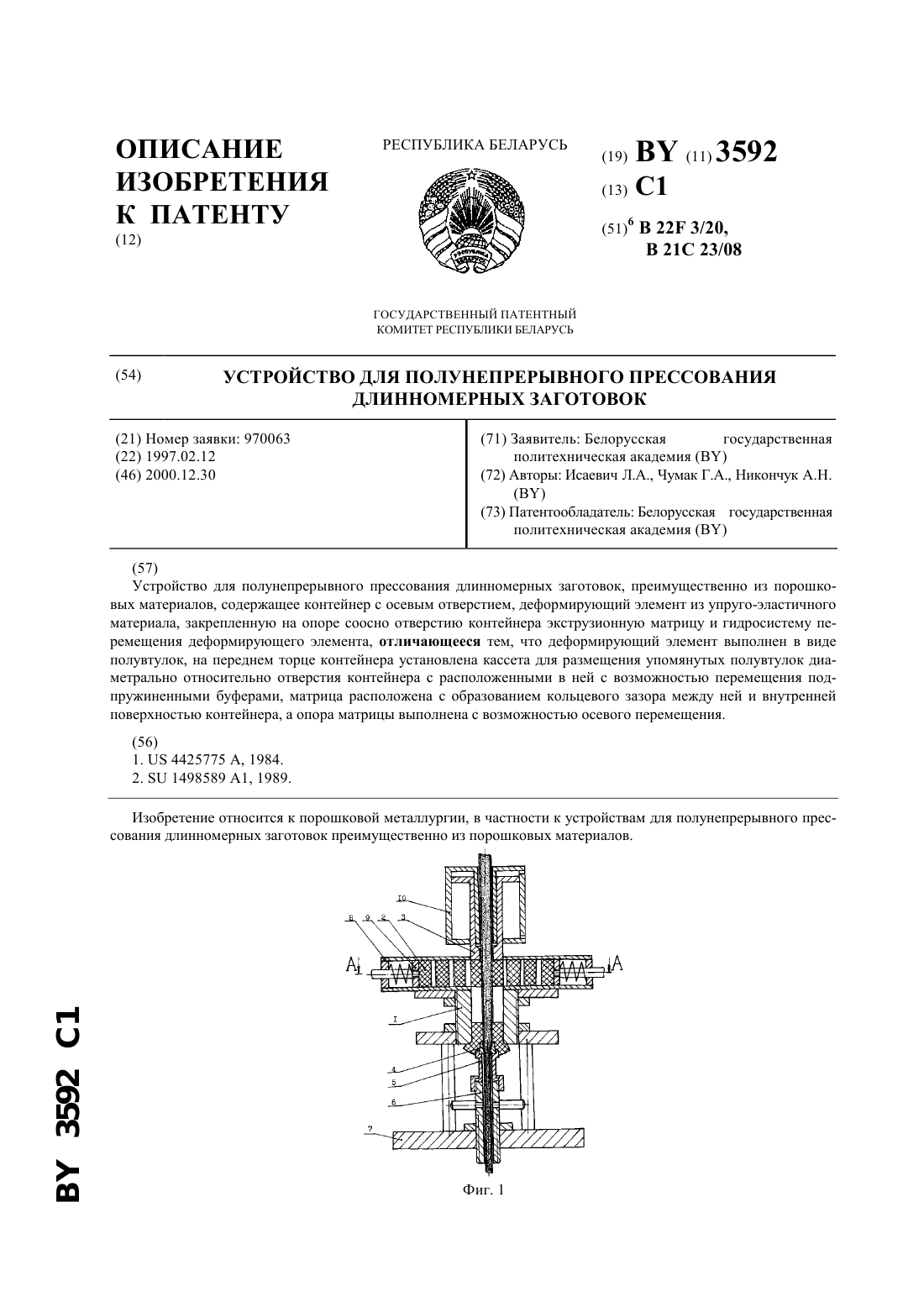
Номер патента: 3592
Опубликовано: 30.12.2000
Авторы: Исаевич Леонид Александрович, Никончук Андрей Николаевич, Чумак Геннадий Андреевич
МПК: B21C 23/08, B22F 3/20
Метки: прессования, длинномерных, заготовок, устройство, полунепрерывного
Текст:
...внутренних складок оболочки заготовки в местах расположения выступов деформирующего элемента, что приводит к браку изделия. Недостатком устройства является низкая стойкость матриц, ослабленных концентрическими пазами. Задача изобретения - повышение надежности, упрощение конструкции устройства и повышение качества порошковой проволоки и других длинномерных изделий. Поставленная задача достигается тем, что в предлагаемом устройстве,...
Интегральная коммутационная матрица
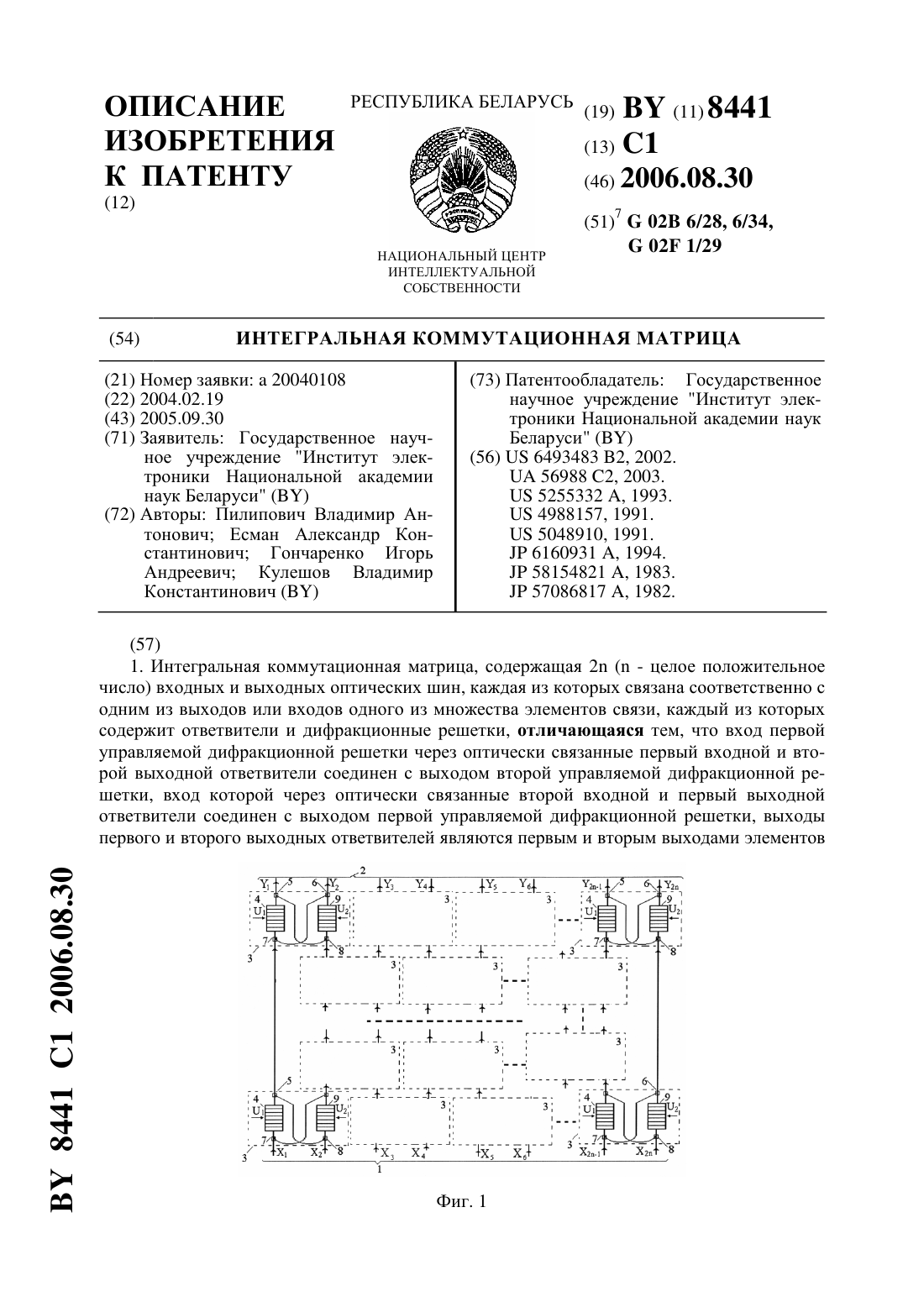
Номер патента: 8441
Опубликовано: 30.08.2006
Авторы: Гончаренко Игорь Андреевич, Пилипович Владимир Антонович, Кулешов Владимир Константинович, Есман Александр Константинович
МПК: G02B 6/28, G02B 6/34, G02F 1/29...
Метки: коммутационная, матрица, интегральная
Текст:
...шинами через 2-1 оптически последовательно связанных каскадов элементов связи, а первая и последняя 2-ая входные оптические шины соединены соответственно с первым входом первого и вторым входом последнего эле 2 8441 1 2006.08.30 мента связи первого каскада, соответствующие выходы которых непосредственно соединены с первым входом первого и вторым входом последнего элемента связи в последнем 2-1 каскаде, выходы которых соединены с...
Предыдущий патент: Загортач сеялки
Следующий патент: Устройство для формирования слоя стеблей лубяных культур
Случайный патент: Приспособление для демонтажа колес автомобиля