Способ изготовления мощного полупроводникового прибора
Номер патента: 14985
Опубликовано: 30.10.2011
Авторы: Сарычев Олег Эрнстович, Глухманчук Владимир Владимирович, Выговский Станислав Вячеславович, Турцевич Аркадий Степанович, Зубович Анатолий Николаевич, Керенцев Анатолий Федорович
Текст
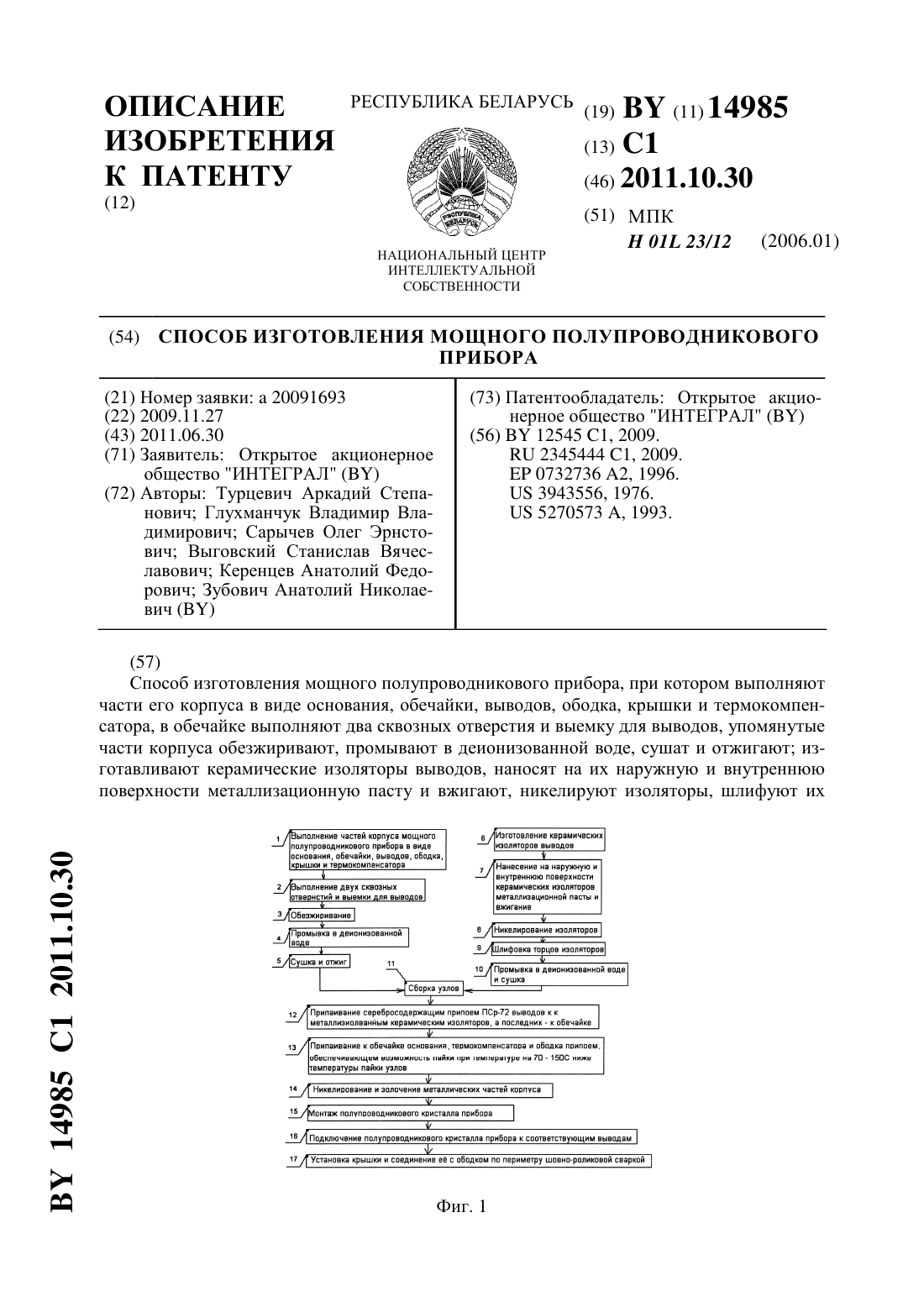
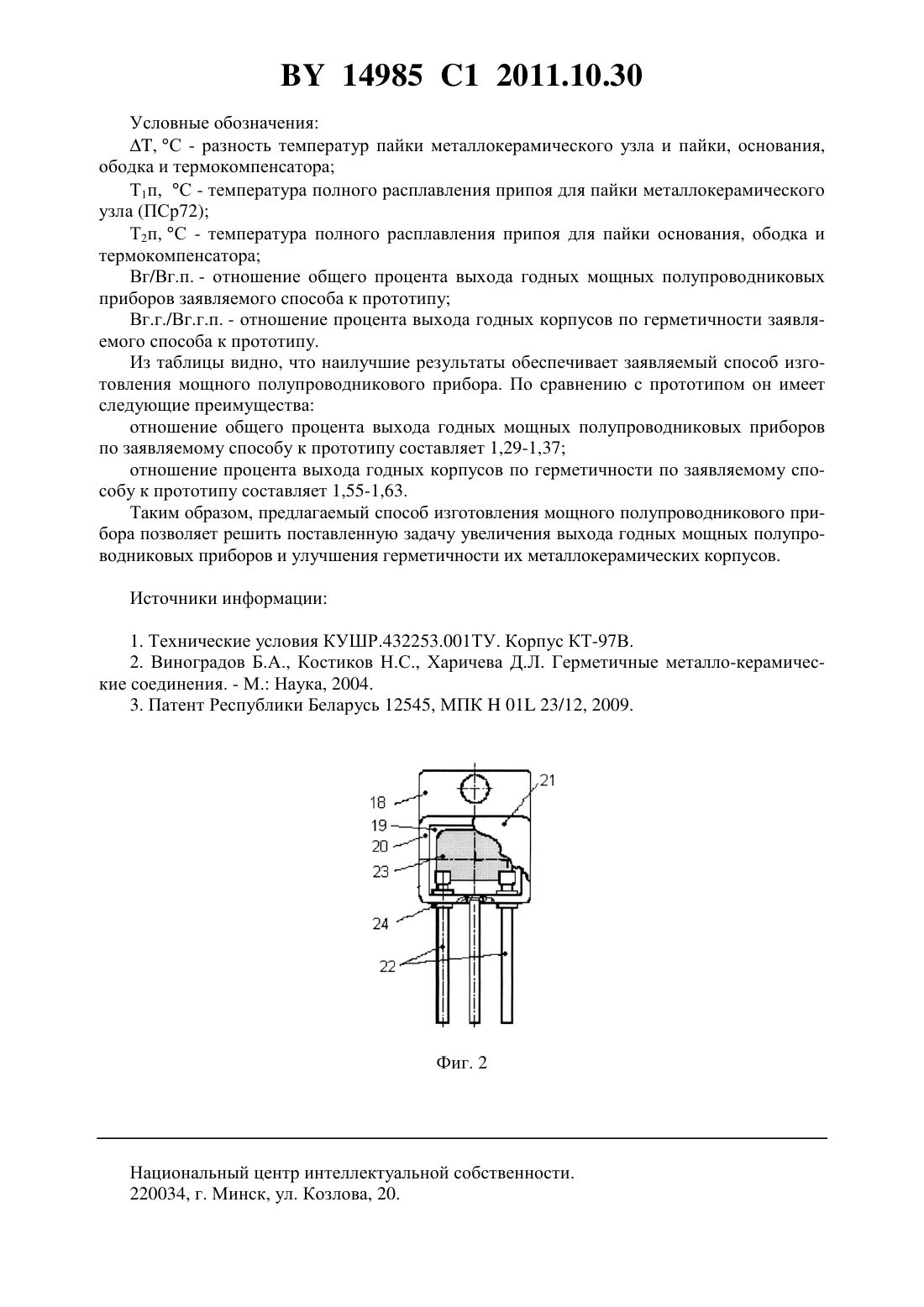
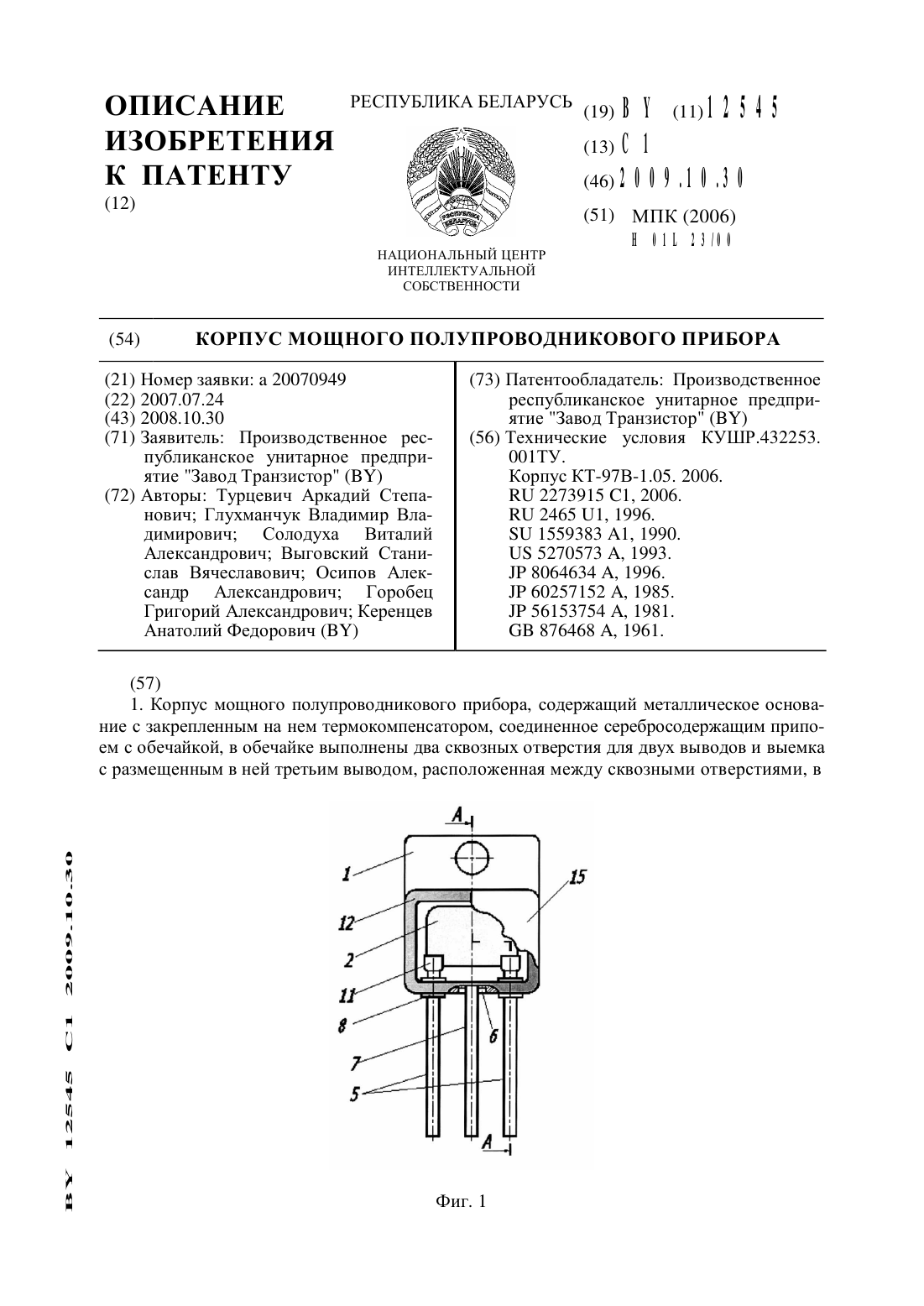
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОГО ПОЛУПРОВОДНИКОВОГО(71) Заявитель Открытое акционерное общество ИНТЕГРАЛ(72) Авторы Турцевич Аркадий Степанович Глухманчук Владимир Владимирович Сарычев Олег Эрнстович Выговский Станислав Вячеславович Керенцев Анатолий Федорович Зубович Анатолий Николаевич(73) Патентообладатель Открытое акционерное общество ИНТЕГРАЛ(57) Способ изготовления мощного полупроводникового прибора, при котором выполняют части его корпуса в виде основания, обечайки, выводов, ободка, крышки и термокомпенсатора, в обечайке выполняют два сквозных отверстия и выемку для выводов, упомянутые части корпуса обезжиривают, промывают в деионизованной воде, сушат и отжигают изготавливают керамические изоляторы выводов, наносят на их наружную и внутреннюю поверхности металлизационную пасту и вжигают, никелируют изоляторы, шлифуют их 14985 1 2011.10.30 торцы, промывают в деионизованной воде и сушат осуществляют сборку узлов и припаивают серебросодержащим припоем ПСр-72 выводы к металлизированным керамическим изоляторам, а последние - к обечайке, к которой припаивают основание, термокомпенсатор и ободок припоем, обеспечивающим возможность пайки при температуре на 70150 С ниже температуры пайки упомянутых узлов никелируют и золотят металлические части корпуса, монтируют полупроводниковый кристалл прибора, подключают его к соответствующим выводам, устанавливают крышку и соединяют ее с ободком по периметру шовно-роликовой сваркой. Изобретение относится к электронной технике, а именно к способу изготовления мощного полупроводникового прибора. Известен способ изготовления мощного полупроводникового прибора, при котором выполняют части его корпуса в виде основания, обечайки, выводов, ободка, крышки и термокомпенсатора, в обечайке выполняют два сквозных отверстия и выемку для выводов, упомянутые части корпуса обезжиривают, промывают в деионизованной воде, сушат и отжигают изготавливают стеклянные изоляторы выводов, осуществляют сборку металлостеклянных узлов, пайку узлов в печи, пайку основания к обечайке, пайку ободка к термокомпенсатору, никелируют и золотят металлические части корпуса, монтируют полупроводниковый кристалл прибора, подключают его к соответствующим выводам,устанавливают крышку и соединяют ее с ободком 1. Однако, из-за существенного различия в коэффициентах термического линейного расширения (КТЛР) металла и стекла, охлаждение металлостеклянного спая приводит к образованию в нем значительных механических напряжений. По этой причине во многих металлостеклянных спаях происходит образование микротрещин в стекле, что резко ухудшает герметичность металлостеклянных корпусов и приводит к массовому браку мощных полупроводниковых приборов. В результате процент выхода годных мощных полупроводниковых приборов существенно ухудшается. Кроме того, спай стекла и металла обладает низкой устойчивостью к механическим деформациям, которые могут возникать при монтаже мощного полупроводникового прибора, приводящим к образованию трещин в стекле, что также ухудшает герметичность корпуса. Известен способ изготовления мощного полупроводникового прибора, при котором выполняют металлические части его корпуса токарной обработкой, упомянутые части корпуса шлифуют, выполняют вакуумный отжиг, промывают их в деионизованной воде и сушат изготавливают керамические детали корпуса, приготавливают металлизационную пасту, наносят первое металлизационное покрытие (вжигание), наносят второе металлизационное покрытие (гальванизация), промывают в деионизованной воде и сушат осуществляют сборку металлокерамических узлов, пайку узлов в печи, никелируют и золотят металлические части корпуса, монтируют полупроводниковый кристалл прибора, подключают его к соответствующим выводам, устанавливают и присоединяют крышку 2. Поскольку металлокерамический спай более устойчив к воздействию термомеханических напряжений, меньшее количество корпусов уходит в брак по причине возникновения трещин в металлокерамическом спае. Однако у значительного количества корпусов ухудшается изоляция электрических выводов, приводящая к браку и уменьшению процента выхода годных мощных полупроводниковых приборов. Наиболее близким техническим решением к предлагаемому является способ изготовления мощного полупроводникового прибора, при котором выполняют части его корпуса в виде основания, обечайки, выводов, ободка, крышки и термокомпенсатора, в обечайке выполняют два сквозных отверстия и выемку для выводов, упомянутые части корпуса 2 14985 1 2011.10.30 обезжиривают, промывают в деионизованной воде, сушат и отжигают изготавливают керамические изоляторы выводов, наносят на их наружную и внутреннюю поверхности металлизационную пасту и вжигают, никелируют изоляторы, шлифуют их торцы,промывают в деионизованной воде и сушат осуществляют сборку узлов, припаивают серебросодержащим припоем ПСр-72 выводы к металлизированным керамическим изоляторам, а последние - к обечайке, припаивают серебросодержащим припоем ПСр-72 основание, термокомпенсатор и ободок к обечайке, никелируют и золотят металлические части корпуса, монтируют полупроводниковый кристалл прибора, подключают его к соответствующим выводам, устанавливают крышку и соединяют ее с ободком 3. Однако как для припаивания выводов к металлизированным керамическим изоляторам, а последних - к обечайке, так и для припаивания основания, термокомпенсатора и ободка к обечайке используется один и тот же припой ПСр-72. Поскольку припаивание основания, термокомпенсатора и ободка к обечайке происходит при уже сформированных паяных соединениях в металлокерамическом узле (металлизированных керамических изоляторов к выводам и металлизированных керамических изоляторов к обечайке), припаивание основания, термокомпенсатора и ободка к обечайке сопровождается нежелательным повторным расплавлением припоя. Хотя расплавленный припой в основном удерживается в узких зазорах между деталями металлокерамического узла за счет капиллярных сил смачивания, часть расплавленного припоя растекается по выводу. В результате происходит ухудшение герметичности металлокерамического корпуса и уменьшение выхода годных мощных полупроводниковых приборов. Заявляемое изобретение решает задачу увеличения выхода годных мощных полупроводниковых приборов и улучшения герметичности их металлокерамических корпусов. Поставленная задача решается тем, что в способе изготовления мощного полупроводникового прибора, при котором выполняют части его корпуса в виде основания, обечайки,выводов, ободка, крышки и термокомпенсатора, в обечайке выполняют два сквозных отверстия и выемку для выводов, упомянутые части корпуса обезжиривают, промывают в деионизованной воде, сушат и отжигают изготавливают керамические изоляторы выводов,наносят на их наружную и внутреннюю поверхности металлизационную пасту и вжигают,никелируют изоляторы, шлифуют их торцы, промывают в деионизованной воде и сушат осуществляют сборку узлов и припаивают серебросодержащим припоем ПСр-72 выводы к металлизированным керамическим изоляторам, а последние - к обечайке к обечайке припаивают основание, термокомпенсатор и ободок припоем, обеспечивающем возможность пайки при температуре на 70-150 С ниже температуры пайки упомянутых узлов. Сравнительный анализ предлагаемого изобретения с прототипом показывает, что заявляемый способ изготовления мощного полупроводникового прибора отличается от известного тем, что к обечайке припаивают основание, термокомпенсатор и ободок припоем, обеспечивающем возможность пайки при температуре на 70-150 С ниже температуры пайки упомянутых узлов. Использование идентичной или сходной совокупности отличительных признаков для решения поставленной задачи не обнаружено. При температуре пайки основания, ободка и термокомпенсатора с обечайкой ниже,чем температура пайки металлокерамических узлов, менее чем на 70 С, ухудшается герметичность металлокерамических корпусов и уменьшается процент выхода годных мощных полупроводниковых приборов. При температуре пайки основания, ободка и термокомпенсатора с обечайкой ниже,чем температура пайки металлокерамических узлов, более чем на 150 С, дальнейшего улучшения герметичности металлокерамического узла и увеличения процента выхода годных мощных полупроводниковых приборов не наблюдается. Сущность изобретения поясняется фиг. 1-2, где на фиг. 1 показана блок-схема заявляемого способа изготовления мощного полупроводникового прибора, при котором выпол 3 14985 1 2011.10.30 няют части его корпуса в виде основания, обечайки, выводов, ободка, крышки и термокомпенсатора (1), в обечайке выполняют два сквозных отверстия и выемку для выводов(2), упомянутые части корпуса обезжиривают (3), промывают в деионизованной воде (4),сушат и отжигают (5) изготавливают керамические изоляторы выводов (6), наносят на их наружную и внутреннюю поверхности металлизационную пасту и вжигают (7), никелируют изоляторы (8), шлифуют их торцы (9), промывают в деионизованной воде и сушат(10) осуществляют сборку узлов (11) и припаивают серебросодержащим припоем ПСр-72 выводы к металлизированным керамическим изоляторам, а последние - к обечайке (12), к которой припаивают основание, термокомпенсатор и ободок припоем, обеспечивающем возможность пайки при температуре на 70-150 С ниже температуры пайки упомянутых узлов(13) никелируют и золотят металлические части корпуса (14), монтируют полупроводниковый кристалл прибора (15), подключают его к соответствующим выводам (16), устанавливают крышку и соединяют ее с ободком по периметру шовно-роликовой сваркой (17). На фиг. 2 приведен мощный полупроводниковый прибор, изготовленный по заявляемому способу. Заявляемый способ изготовления мощного полупроводникового прибора поясняется следующим примером. Металлическое основание (18) изготавливают из бескислородной меди. Обечайку (19) изготавливают из профильной медной трубы. Ободок (20) и крышку(21) изготавливают из сплава Ковар. Выводы (22) изготавливают из проволоки, имеющей медный сердечник и оболочку из сплава Ковар. Термокомпенсатор (23) изготавливают из материала МД 40. Затем в обечайке высверливаются два сквозных отверстия и выемка для выводов и изготавливается разгрузочная канавка. Все перечисленные металлические детали обезжириваются, промываются в деионизованной воде, сушатся и отжигаются в водороде. Далее изготавливают керамические изоляторы (24) с фаской, наносят металлизационную пасту на наружную и внутреннюю поверхности изоляторов, вжигают металлизационную пасту, шлифуют торцы керамических изоляторов, никелируют керамические изоляторы, промывают их в деионизованной воде и сушат. Потом производят сборку металлокерамических узлов и их пайку эвтектическим сплавом ПСр-72 в печи. После этого к обечайке припаивают металлическое основание, термокомпенсатор и ободок припоем в печи в едином технологическом цикле в специальной кассете. Далее проводят никелирование и золочение металлических частей корпуса. Затем выполняют монтаж полупроводникового кристалла в корпус, соединение полупроводникового кристалла с выводами алюминиевыми проволочками, соединение крышки (21) с ободком (20) по периметру шовно-роликовой сваркой. В таблице приведены сравнительные данные по общему проценту выхода годных мощных полупроводниковых приборов и проценту выхода годных корпусов по герметичности после циклического воздействия смены температур в пределах от минус 196 С до плюс 200 С. Сопоставление достигнутого уровня процента выхода годных мощных полупроводниковых приборов и их корпусов по герметичности по заявляемому изобретению и прототипу, С - разность температур пайки металлокерамического узла и пайки, основания,ободка и термокомпенсатора Т 1 п, С - температура полного расплавления припоя для пайки металлокерамического узла (ПСр 72) Т 2 п, С - температура полного расплавления припоя для пайки основания, ободка и термокомпенсатора Вг/Вг.п. - отношение общего процента выхода годных мощных полупроводниковых приборов заявляемого способа к прототипу Вг.г./Вг.г.п. - отношение процента выхода годных корпусов по герметичности заявляемого способа к прототипу. Из таблицы видно, что наилучшие результаты обеспечивает заявляемый способ изготовления мощного полупроводникового прибора. По сравнению с прототипом он имеет следующие преимущества отношение общего процента выхода годных мощных полупроводниковых приборов по заявляемому способу к прототипу составляет 1,29-1,37 отношение процента выхода годных корпусов по герметичности по заявляемому способу к прототипу составляет 1,55-1,63. Таким образом, предлагаемый способ изготовления мощного полупроводникового прибора позволяет решить поставленную задачу увеличения выхода годных мощных полупроводниковых приборов и улучшения герметичности их металлокерамических корпусов. Источники информации 1. Технические условия КУШР.432253.001 ТУ. Корпус КТ-97 В. 2. Виноградов Б.А., Костиков Н.С., Харичева Д.Л. Герметичные металло-керамические соединения. - М. Наука, 2004. 3. Патент Республики Беларусь 12545, МПК 01 23/12, 2009. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: H01L 23/12
Метки: прибора, полупроводникового, мощного, способ, изготовления
Код ссылки
<a href="https://by.patents.su/5-14985-sposob-izgotovleniya-moshhnogo-poluprovodnikovogo-pribora.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления мощного полупроводникового прибора</a>
Корпус мощного полупроводникового прибора
Номер патента: 12545
Опубликовано: 30.10.2009
Авторы: Турцевич Аркадий Степанович, Керенцев Анатолий Федорович, Горобец Григорий Александрович, Осипов Александр Александрович, Глухманчук Владимир Владимирович, Солодуха Виталий Александрович, Выговский Станислав Вячеславович
МПК: H01L 23/00
Метки: мощного, корпус, прибора, полупроводникового
Текст:
...стекла С-76-4 с обечайкой из стали, которые имеют существенное различие в коэффициентах термического линейного расширения (КТЛР), что способствует возникновению в стеклоспае механических напряжений, приводящих к образованию сквозных и несквозных микротрещин в стекле и снижению герметичности по ВУ 12545 С 12009.10.30сле термоциклирования. Так как стеклоспай обладает низкой устойчивостью К механическим деформациям выводов при эксплуатации,...
Способ присоединения кремниевого кристалла к кристаллодержателю полупроводникового прибора
Номер патента: 8759
Опубликовано: 30.12.2006
Авторы: Соловьев Ярослав Александрович, Ануфриев Леонид Петрович, Турцевич Аркадий Степанович, Глухманчук Владимир Владимирович, Портнов Лев Яковлевич
МПК: H01L 21/60, H01L 21/58
Метки: кристалла, кристаллодержателю, присоединения, способ, кремниевого, полупроводникового, прибора
Текст:
...требований технологического процесса сборки. С другой стороны, для получения качественного присоединения кристалла к кристаллодержателю полупроводникового при ВУ 8759 С 12006.12.30бора И достижения высокого выхода годных приборов необходимо обеспечить полное и равномерное растекание припоя по паяемой поверхности кремниевого кристалла и кристаллодержателя во время присоединения, а также согласовать их термические коэффициенть 1 линейного...
Способ присоединения кремниевого кристалла к кристаллодержателю полупроводникового прибора
Номер патента: 8885
Опубликовано: 28.02.2007
Авторы: Зубович Анатолий Николаевич, Ануфриев Леонид Петрович, Тарасиков Михаил Васильевич, Турцевич Аркадий Степанович, Соловьев Ярослав Александрович
МПК: H01L 21/58, H01L 21/60
Метки: кристалла, присоединения, прибора, способ, кристаллодержателю, кремниевого, полупроводникового
Текст:
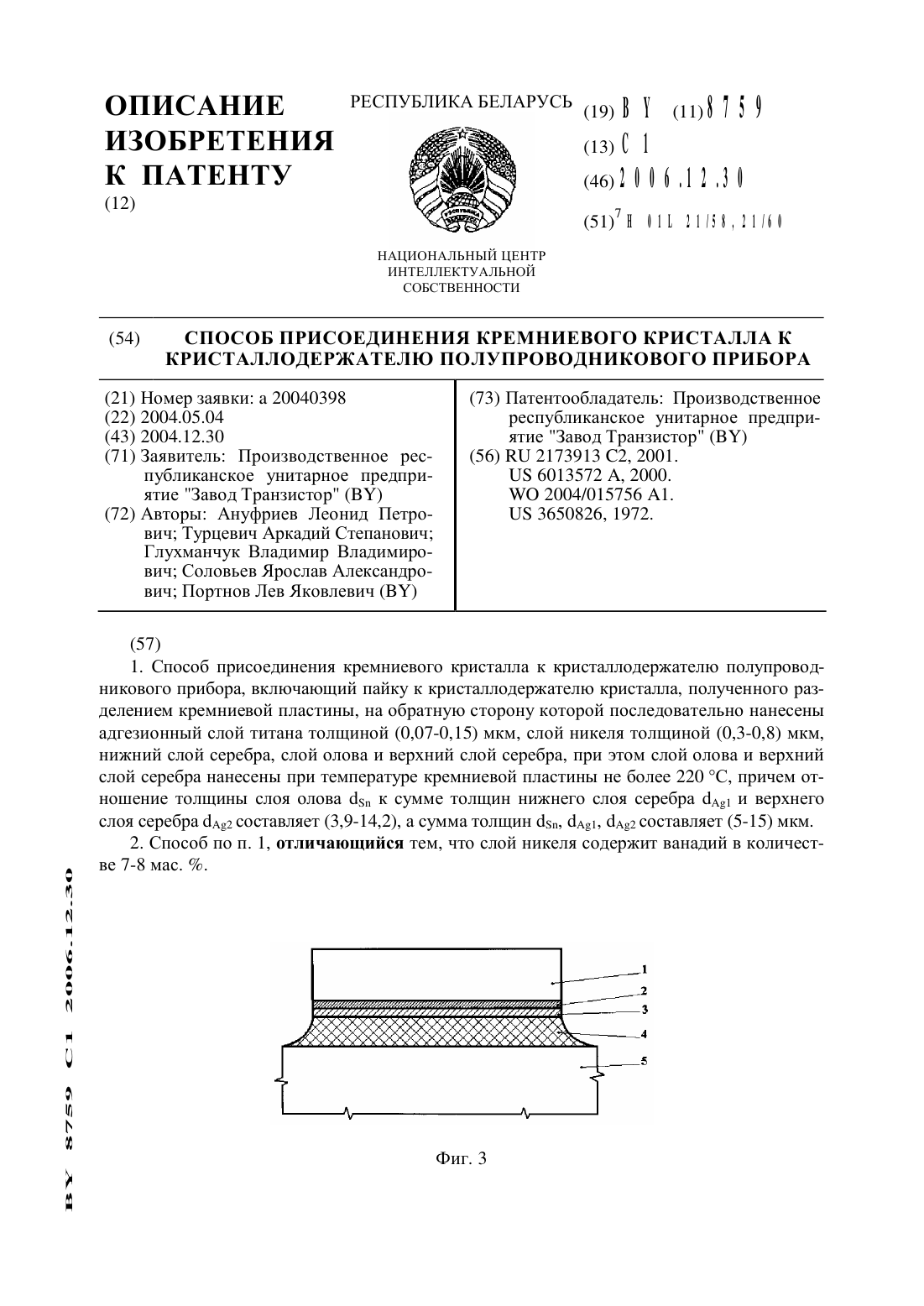
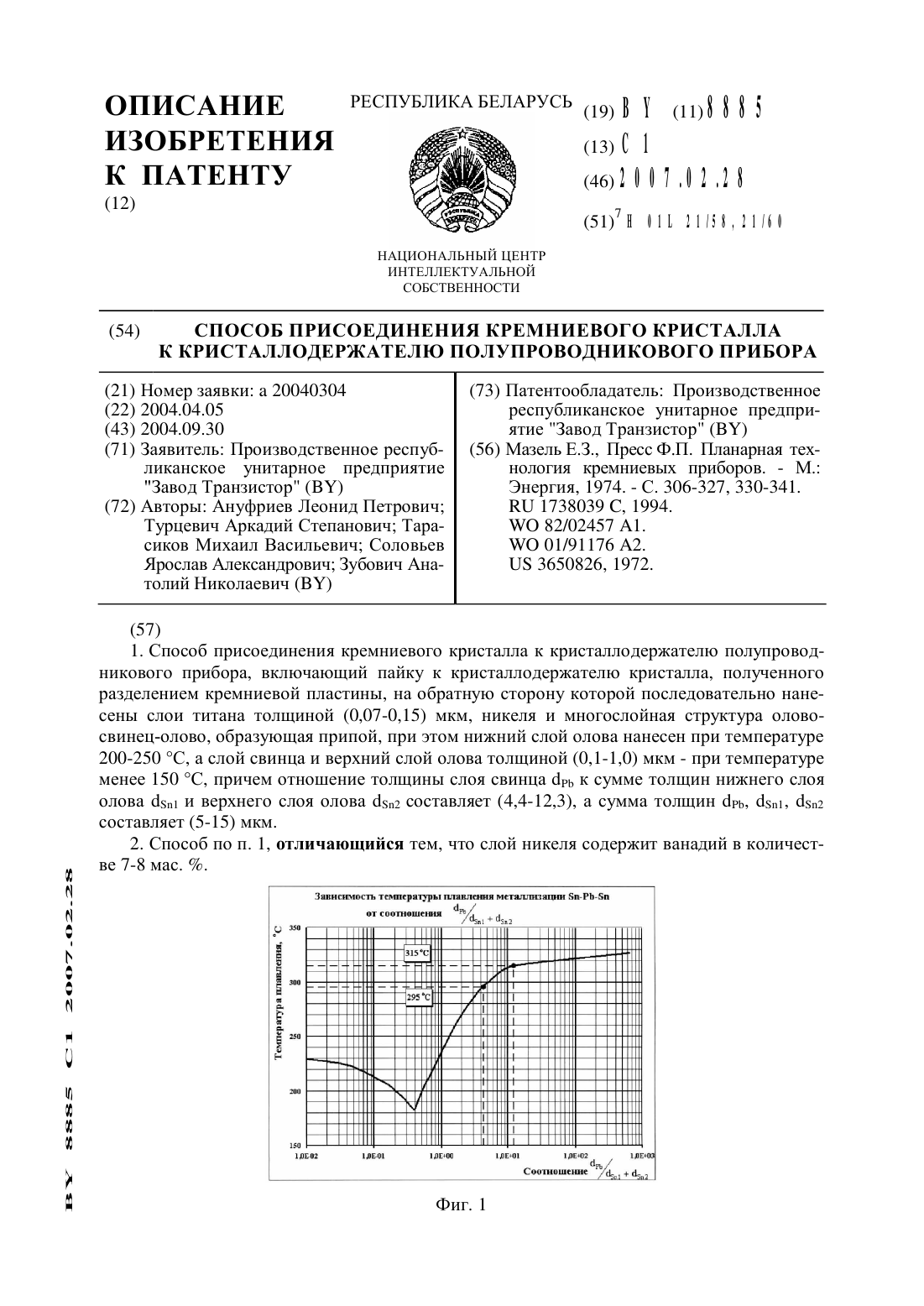
...свинца в многослойной структуре необходим для формирования оловянносвинцового припоя во время присоединения кремниевого кристалла к кристаллодержателю полупроводникового прибора, т.к. олово в чистом виде непригодно к использованию в качестве припоя.Верхний слой олова в многослойной структуре толщиной (0,1-1,0) мкм обеспечивает защиту нижележащего слоя свинца от окисления на воздухе во время межоперационногохранения пластин, а также...
Способ присоединения кремниевого кристалла к кристаллодержателю полупроводникового прибора
Номер патента: 12022
Опубликовано: 30.06.2009
Авторы: Глухманчук Владимир Владимирович, Турцевич Аркадий Степанович, Соловьев Ярослав Александрович, Солодуха Виталий Александрович, Керенцев Анатолий Федорович
МПК: H01L 21/02
Метки: прибора, полупроводникового, присоединения, кристалла, кристаллодержателю, кремниевого, способ
Текст:
...кремниевого кристалла к кристаллодержателю ПП, повышает выход годных ИСМЭ, а также упрощает технологию изготовления кристалла полупроводникового прибора, так как не требуется наносить многослойную припоеобразующую композицию на обратную сторону кристалла. Выбор отношения массы дозы припоя к произведению площади кристалла и плотности припоя из диапазона (1,0-1,96), где- необходимая толщина паяного соединения,объясняется следующим образом....
Способ изготовления полупроводникового прибора
Номер патента: 13237
Опубликовано: 30.06.2010
Авторы: Шведов Сергей Васильевич, Сенько Сергей Федорович
МПК: H01L 21/02
Метки: полупроводникового, изготовления, способ, прибора
Текст:
...нитрида кремния в водороде химическая связь между атомами кремния и азота разрывается, а на оборванные связи присоединяется водород. Связь кремния с водородом при контакте с воздухом окисляется, а связь азота с водородом, представляющая собой не что иное как модифицирующие аминогруппы, остается стабильной вплоть до нанесения пленки полиамидокислоты. Поскольку нитрид кремния содержит очень много азота, количество образовавшихся...
Предыдущий патент: Кремниевая эпитаксиальная структура ориентации (111)
Следующий патент: Способ изготовления кремниевых эпитаксиальных структур
Случайный патент: Глушитель шума выпуска двигателя внутреннего сгорания