Способ получения абразивного покрытия
Номер патента: 7694
Опубликовано: 28.02.2006
Авторы: Попов Александр Николаевич, Палий Олег Иванович, Казаченко Виктор Павлович, Сидорский Сергей Сергеевич, Рогачев Александр Александрович
Текст
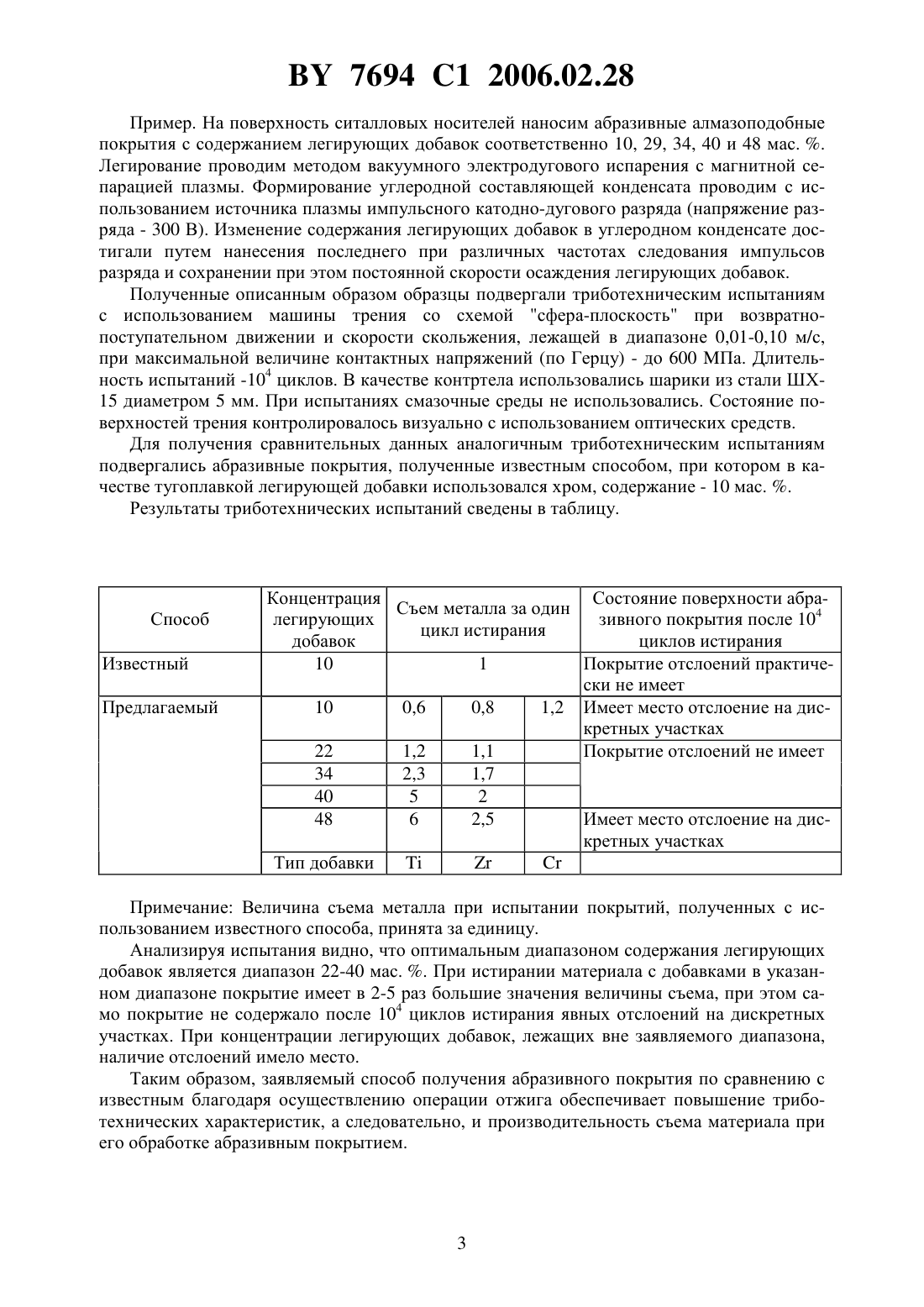
(71) Заявитель Учреждение образования Белорусский государственный университет транспорта(72) Авторы Рогачев Александр Александрович Попов Александр Николаевич Сидорский Сергей Сергеевич Палий Олег Иванович Казаченко Виктор Павлович(73) Патентообладатель Учреждение образования Белорусский государственный университет транспорта(57) Способ получения абразивного покрытия, преимущественно на инструменте для прецизионной обработки поверхности, включающий формирование на поверхности носителя высокотвердого вакуумного конденсата путем одновременного осаждения углеродного алмазоподобного вещества и легирующих добавок, отличающийся тем, что в качестве легирующих добавок используют карбидообразующие металлы в количестве 2240 мас. , выбранные из группы, включающей титан, цирконий и хром, а высокотвердый вакуумный конденсат подвергают отжигу при температуре 850900 оС в течение 2060 мин в защитной атмосфере или вакууме. Изобретение относится к области создания абразивного инструмента для нужд машиностроения и смежных ему отраслей, а более конкретно - к способам получения абразивных покрытий на инструменте для прецизионной обработки поверхностей изделий. Известен способ получения абразивного покрытия инструмента, заключающийся в том, что на поверхность гибкого носителя, например, безшовного лавсанового тканевого,наносится слой алмазных абразивных зерен, которые закрепляются с помощью клеевой или резиновой связки 1. Перед формированием абразивного слоя поверхность гибкого носителя аппретируется для придания ему необходимых эксплуатационных свойств. В качестве клеевой связки, как правило, используют мездровый клей в сочетании с фенолформальдегидными смолами, который отверждают температурным воздействием. Недостатком известного способа является невозможность обеспечить требуемый уровень эксплуатационных свойств инструмента при обработке им деталей сложной формы,изготовленных из жаропрочных сталей и сплавов. Возникновение высоких температур при обработке обусловливает необходимость применения смазочно-охлаждающих жидкостей (СОЖ), снижающих активность и температуру в зоне резания. Следует также отметить, что при достаточно высокой производительности съема материала детали инструментом, изготовленным известным способом, не обеспечивается требуемая шерохова 7694 1 2006.02.28 тость обрабатываемой поверхности, что обусловлено широким фракционным составом алмазных зерен и большой дисперсностью последних. Известен способ получения абразивного материала для прецизионной обработки поверхности, преимущественно на гибком носителе 2. Данный способ является наиболее близким к заявляемому по технической сущности и достигаемому результату. Он основан на осаждении на поверхность носителя высокотвердого вакуумного конденсата на основе углерода из ускоренных потоков электроэрозионной плазмы, генерируемых с помощью вакуумных электродуговых разрядов. При этом вышеупомянутый вакуумный конденсат не менее чем па 80 состоит из ультрадисперспого композиционного сверхтвердого алмазоподобного вещества, преимущественно содержащего углерод, легированного редкоземельным и/или тугоплавким металлом. Конденсат может иметь текстурированную поверхность и представлять собой пластинчатые частицы одинаковой толщины с размерами,равными толщине конденсата в поперечном направлении и до пяти раз большими в продольном направлении. Структурная однородность конденсата на основе углерода позволяет повысить качество прецизионной обработки поверхности с точки зрения равномерности по шероховатости. Легирование конденсата тугоплавким металлом позволяет повысить его температурную стойкость. Тем не менее твердость и триботехнические характеристики образивного материала, полученного известным способом, недостаточны, что снижает производительность съема материала при обработке. Задачей настоящего изобретения является повышение твердости и триботехнических характеристик абразивного покрытия инструмента для прецизионной обработки, т.е. повышение абразивной способности покрытия. Поставленная задача решается тем, что в известном способе получения абразивного покрытия, включающем формирование на поверхности носителя высокотвердого вакуумного конденсата путем одновременного осаждения углеродного алмазоподобного вещества и легирующих добавок. В качестве легирующих добавок используют карбидообразующие металлы, выбранные из группы титан, цирконий и хром, а высокотвердый вакуумный конденсат подвергают отжигу при температуре 850-900 С в течение 20-60 минут в защитной атмосфере или вакууме. При этом конденсат содержит, мас.легирующие добавки 22-40 углеродное алмазоподобпое вещество - остальное. Авторами экспериментально установлено, что при формировании на поверхности носителя высокотвердого вакуумного конденсата путем одновременного осаждения углеродного алмазоподобного вещества из импульсной углеродной плазмы и легирующих добавок из ионизированных атомных потоков образуется композиционная тонкопленочная структура, как результат протекания сложных химических и диффузионных процессов. Использование в качестве легирующих добавок карбидообразующих металлов, таких как титан, цирконий и хром и их осаждение (по отдельности, совместно или в определенном сочетании) на поверхности носителя одновременно с углеродным алмазоподобным веществом позволяет после отжига обеспечить в покрытии снижение размера и плотности областей с низкой твердостью за счет протекания процессов диффузии легирующих добавок, находящихся в капельной фазе, в углеродную матрицу с образованием при этом карбидных фаз. Оптимальным температурным диапазоном отжига является диапазон от 850 до 900 . Время отжига составляет от 20 до 60 мин. Проведение отжига при запредельных значениях температурного диапазона вызывает окисление образующих вакуумный конденсат составляющих (до 850- углеродной составляющей, свыше 900- легирующих добавок). Продолжительность отжига оптимальна с точки зрения производительности получения абразивного покрытия инструмента. Предпочтительно проведение отжига вакуумного конденсата в вакуумированном объеме непосредственно после его формирования на поверхности носителя, хотя допустимо и использование защитной (инертной) атмосферы, например азотной среды. 2 7694 1 2006.02.28 Пример. На поверхность ситалловых носителей наносим абразивные алмазоподобные покрытия с содержанием легирующих добавок соответственно 10, 29, 34, 40 и 48 мас. . Легирование проводим методом вакуумного электродугового испарения с магнитной сепарацией плазмы. Формирование углеродной составляющей конденсата проводим с использованием источника плазмы импульсного катодно-дугового разряда (напряжение разряда - 300 В). Изменение содержания легирующих добавок в углеродном конденсате достигали путем нанесения последнего при различных частотах следования импульсов разряда и сохранении при этом постоянной скорости осаждения легирующих добавок. Полученные описанным образом образцы подвергали триботехническим испытаниям с использованием машины трения со схемой сфера-плоскость при возвратнопоступательном движении и скорости скольжения, лежащей в диапазоне 0,01-0,10 м/с,при максимальной величине контактных напряжений (по Герцу) - до 600 Па. Длительность испытаний -104 циклов. В качестве контртела использовались шарики из стали ШХ 15 диаметром 5 мм. При испытаниях смазочные среды не использовались. Состояние поверхностей трения контролировалось визуально с использованием оптических средств. Для получения сравнительных данных аналогичным триботехническим испытаниям подвергались абразивные покрытия, полученные известным способом, при котором в качестве тугоплавкой легирующей добавки использовался хром, содержание - 10 мас. . Результаты триботехнических испытаний сведены в таблицу. Концентрация Состояние поверхности абраСъем металла за один легирующих зивного покрытия после 104 цикл истирания добавок циклов истирания 10 1 Покрытие отслоений практически не имеет 10 0,6 0,8 1,2 Имеет место отслоение на дискретных участках 22 1,2 1,1 Покрытие отслоений не имеет 34 2,3 1,7 40 5 2 48 6 2,5 Имеет место отслоение на дискретных участках Тип добавки Примечание Величина съема металла при испытании покрытий, полученных с использованием известного способа, принята за единицу. Анализируя испытания видно, что оптимальным диапазоном содержания легирующих добавок является диапазон 22-40 мас. . При истирании материала с добавками в указанном диапазоне покрытие имеет в 2-5 раз большие значения величины съема, при этом само покрытие не содержало после 104 циклов истирания явных отслоений на дискретных участках. При концентрации легирующих добавок, лежащих вне заявляемого диапазона,наличие отслоений имело место. Таким образом, заявляемый способ получения абразивного покрытия по сравнению с известным благодаря осуществлению операции отжига обеспечивает повышение триботехнических характеристик, а следовательно, и производительность съема материала при его обработке абразивным покрытием. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 3/34, C30B 29/04, C23C 14/32
Метки: получения, способ, покрытия, абразивного
Код ссылки
<a href="https://by.patents.su/4-7694-sposob-polucheniya-abrazivnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения абразивного покрытия</a>
Композиция покрытия, упаковка, подложка с покрытием, способ получения подложки, способ получения композиции покрытия.
Номер патента: 6329
Опубликовано: 30.06.2004
Авторы: ГУДЕ, Дональд Дж., ГЕРМАНО, Виктор В., О`БРАЙЕН, Дебора А., ДОРСЕТТ, Терри Е., ГУНН, Вальтер Х.
МПК: B05D 7/14, C09D 163/10, C09D 5/02...
Метки: способ, покрытия, покрытием, получения, композиция, подложка, подложки, композиции, упаковка
Текст:
...может присутствовать или отсутствовать, может содержать такие ингредиенты в следующих весовых процентах, все из расчета на основе 100 полного веса упаковки от 0 до около 15 загустителя, от около 15 до около 60 силана, от 0 до около 10(как правило, от около 2 до около 6 ) компонента борной кислоты, от 0 до около 5 ингибитора коррозии, от около 10 до около 30 смачивающего агента и остальное, например, от около 20 до около 30 , -...
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Соболевский Сергей Борисович, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Ивашко Виктор Сергеевич
МПК: C23C 4/18
Метки: получения, способ, теплозащитного, покрытия
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения паяемого покрытия на тонких пленках алюминия
Номер патента: 4492
Опубликовано: 30.06.2002
Авторы: Сокол Виталий Александрович, Гринис Лариса Михайловна
МПК: H01L 21/288
Метки: покрытия, пленках, тонких, паяемого, способ, получения, алюминия
Текст:
...осаждения никеля вводят фторид натрия или калия и создают слабокислую среду с рН 3,5-5 введением аминоуксусной кислоты. Аминоуксусная кислота является также комплексообразующим агентом, связывающим ионы никеля в растворимые комплексы и регулирующим скорость контактного обмена алюминия на никель. Контактное осаждение никеля проводят в водном растворе, содержащем соль никеля в количестве 20-60 г/л, натрий фтористый или калий фтористый в...
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Девойно Олег Георгиевич, Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Кардаполова Маргарита Анатольевна, Беляев Геннадий Яковлевич
МПК: C23C 8/00
Метки: изделиях, металлических, износостойкого, покрытия, получения, способ
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Способ получения пленочного покрытия лекарственных препаратов
Номер патента: 1877
Опубликовано: 30.12.1997
Авторы: Двоскин Борис Ефимович, Царенков Валерий Минович, Ильянок Галина Алексеевна
Метки: способ, лекарственных, получения, покрытия, пленочного, препаратов
Текст:
...интенсивного перемешивания препарата,увеличивает возможность его истирания о поверхность барабана и таким образом затрудняет подбор и поддержание оптимальных технологических параметров процесса покрытия. 2. Высокая теплопроводность металлического корпуса барабана приводит к дополнительным тепловым потерям и не позволяет обеспечить равномерный тепловой режим в слое лекарственного препарата. Заявляемый способ получения пленочного покрытия...
Предыдущий патент: Способ вызывания эрекции полового члена у самца животного, способ лечения эректильной дисфункции у самца животного и фармацевтическая композиция.
Следующий патент: Способ изготовления зубчатых ремней и устройство для его осуществления
Случайный патент: Пневмаэластическое устройство для обтурации наружных кишечных свищей