Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович, Ивашко Виктор Сергеевич
Текст
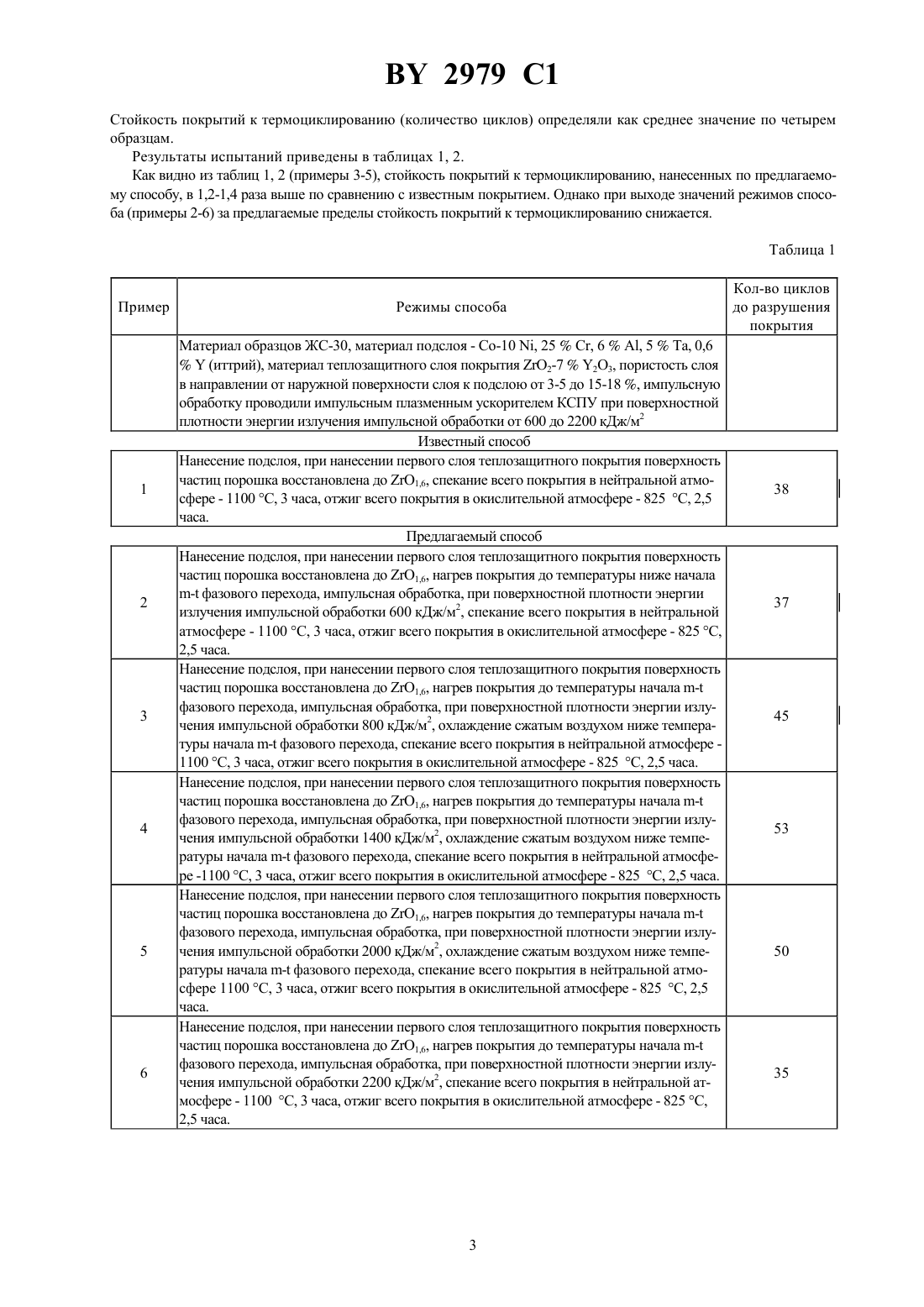
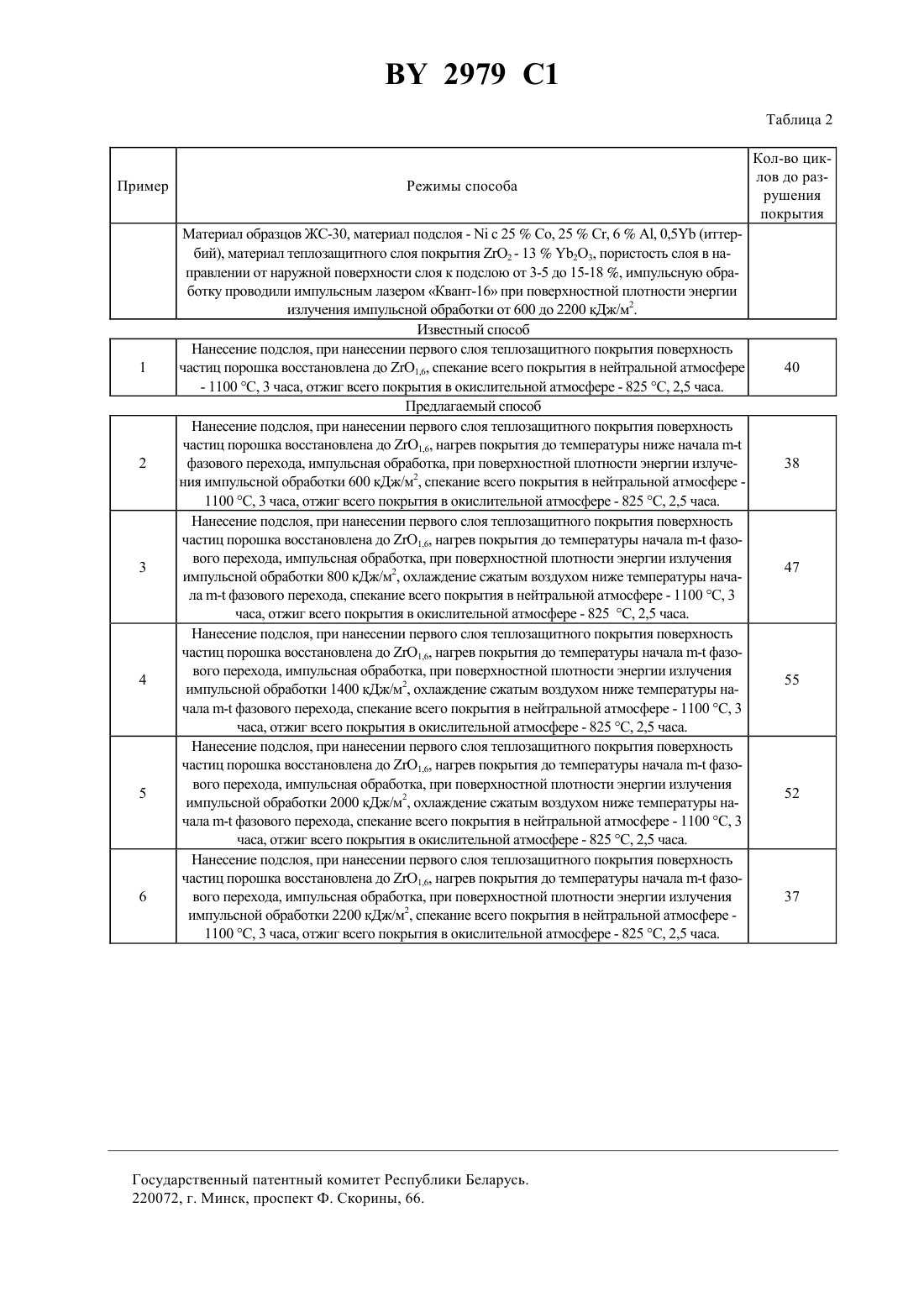
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ(71) Заявитель Научно-исследовательский институт порошковой металлургии опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(57) Способ получения теплозащитного покрытия, включающий плазменное нанесение подслоя из сплава кобальт-никель, содержащего хром, алюминий и один из редкоземельных металлов, нанесение основного слоя частично стабилизированного диоксида циркония, с заданным порораспределением по толщине слоя, спекание всего покрытия в нейтральной атмосфере и окислительный отжиг, отличающийся тем, что перед спеканием производят нагрев покрытия до температуры начала - фазового перехода, плазменную или лазерную импульсную обработку с поверхностной плотностью энергии излучения от 800 до 2000 кДж/м 2 и последующее охлаждение ниже температуры начала - фазового перехода. Изобретение относится к области газотермического нанесения покрытий, в частности к способам плазменного напыления теплозащитных покрытий. Известны способ нанесения теплозащитных покрытий, включающий плазменное напыление на основу пластичного жаростойкого подслоя системы (где- никель, хром, железо или их сплавы, Х редкоземельный металл), и последующее напыление керамического слоя из частично стабилизированного диоксида циркония 1, способ плазменного напыления металлического подслоя, с напылением перед нанесением основного керамического слоя тонкого слоя керамики, толщиной менее 10 мкм при температуре основы 20-80 С 2. Недостатками этих покрытий является недостаточная стойкость к термоциклированию керамического слоя покрытия. В качестве прототипа выбран способ получения теплозащитных покрытий 3, включающий нанесение подслоя из сплава кобальт-никель, содержащего хром, алюминий и иттрий и трехслойного покрытия из частично стабилизированного диоксида циркония при изменении объема пор в направлении от наружного слоя к внутреннему от 3-5 до 15-18 , напыление слоя покрытия с наибольшим объемом пор порошком частично стабилизированного диоксида циркония, восстановленного с поверхности до , где 1,0 х 2,0, а после напыления покрытия проводят спекание в нейтральной атмосфере при 1000-1200 С в течение 2-4 часов с последующим окислительным отжигом при 750-900 С в течение 1-4 часов. Способ позволяет увеличить стойкость к термоциклированию посредством ступенчатого изменения пористости покрытия. Недостатком способа является необходимость использования для нанесения слоев покрытия порошков с разным химическим составом, что усложняет процесс нанесения покрытий. Кроме того, пористость и шероховатая поверхность верхнего слоя покрытия снижают стойкость покрытий к термоциклированию. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении стойкости покрытий к термоциклированию и реализуется путем уменьшения пористости и шероховатости поверхности керамического слоя покрытия. 2979 1 Поставленная техническая задача решается следующим образом. В способе получения теплозащитного покрытия, включающем плазменное нанесение подслоя из сплава кобальт-никель, содержащего хром, алюминий и один из редкоземельных металлов, нанесение основного слоя из частично стабилизированного диоксида циркония с заданным порораспределением по толщине слоя, спекание всего покрытия в нейтральной атмосфере и окислительный отжиг, перед спеканием производят нагрев покрытия до температуры начала - фазового перехода, плазменную или лазерную импульсную обработку с поверхностной плотностью энергии излучения от 800 до 2000 кДж/м 2 и последующее охлаждение ниже температуры начала - фазового перехода. Изобретение дает возможность повысить стойкость покрытий к термоциклированию, так как плотная и гладкая глазурированная поверхность уменьшает площадь, через которую в покрытие поступает тепловой поток и обеспечивает срыв теплового потока с изделия (например, лопатки газотурбинного двигателя в реальных условиях эксплуатации). Нагрев покрытия перед импульсной обработкой до температуры не ниже начала фазового - (моноклиннаятетрогональная) перехода проводили для обеспечения фиксации в поверхностном слое покрытия метастабильной тетрагональной фазы 2, которая значительно увеличивает вязкость разрушения покрытия и для предотвращения растрескивания покрытия, вызываемого различными уровнями напряжений в глубине слоя и на поверхности, в процессе импульсной обработки. Кроме того, увеличивается также теплостойкость оплавленных импульсной обработкой теплозащитных покрытий, что обусловлено увеличением вязкости разрушения быстрозакаленной керамики и появлением напряжений сжатия во внешнем слое керамического покрытия. При нагреве покрытия до температуры ниже начала фазового - (моноклинная-тетрогональная) перехода в верхнем слое покрытия может фиксироваться моноклинная фаза, снижающая вязкость разрушения керамики, а перегрев выше начала фазового- (моноклинная-тетрогональная) перехода приводит к укрупнению фиксируемой метастабильной тетрогональной фазы 2. Операцию импульсной обработки поверхности керамического покрытия проводили с целью снижения шероховатости и получения плотного, гладкого приповерхностного слоя, характеризующимся высокой мелкодисперсностью тетрогональной фазы 2. При поверхностной плотности энергии излучения импульсной обработки менее 800 кДж/м 2 происходит недостаточное проплавление верхнего слоя покрытия (менее 3 мкм), а при поверхностной плотности энергии излучения импульсной обработки более 2000 кДж/м 2 на поверхности, обработанной импульсом образуются трещины и наблюдается термическая деструкция материала. Охлаждение сжатым воздухом до температуры ниже начала фазового - (моноклинная-тетрогональная) перехода приводит к закалке и фиксации в поверхностном слое мелкодисперсной тетрогональной фазы 2. Пример. На торцевую поверхность образцов из сплава ЖС-30 диаметром 20 мм и толщиной 10 мм наносили теплозащитные покрытия. Нанесение покрытий проводили на специализированном комплекте оборудования. Перед нанесением покрытия торцевые поверхности образцов подвергали струйно-абразивной обработке карбидом кремния с последующей очисткой от остатков абразива на ультразвуковой установке в среде этилового спирта. Рабочую камеру предварительно вакуумировали до давления 10-4 Бар, потом заполняли аргоном до давления 210-2 Бар, затем проводили ионную очистку и нагрев образцов до 750-800 С. После очистки и нагрева образцов наносили подслои толщиной 0,1 мм из порошков сплава на основе Со с 10, 25, 6, 5, 0,6(иттрий) и порошка сплава на основес 25 Со, 25 С, 6 А, 0,5(иттербий), из порошков 2 - 723, 2 - 1323. Режим нанесения подслоя - ток электрической дуги - 730 А, напряжение дуги - 65 В, давление в камере 510-2 Бар, расход водорода - 10 л/мин, расход аргона - 50 л/мин, расход порошка - 2,0 кг/час, расход транспортирующего газа (аргон) - 2 л/мин, дистанция напыления - 350 мм. После нанесения подслоя проводили нанесение керамического покрытия из порошков частично стабилизированного диоксида циркония составов 2 - 723, 2 - 1323 с изменением пористости по толщине покрытия, в направлении от наружной поверхности слоя к подслою от 3-5 до 15-18. Покрытия наносили на шесть групп образцов, по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую импульсную обработку поверхности керамического слоя посредством импульсного плазменного ускорителя КСПУ и импульсного лазера Квант-16 при поверхностной плотности энергии излучения импульсной обработки от 600 до 2200 кДж/м 2(от 60 до 220 Дж/см 2). Стойкость покрытий к термоциклированию определяли по количеству термоциклов, которые выдерживали образцы до разрушения слоя керамического покрытия. Термоцикл представлял нагрев образца в печи при 1100 С в течение 0,25 часа и последующее охлаждение в воде до комнатной температуры. Разрушение покрытия фиксировали визуально после каждого его цикла по проявлению признаков отслоения покрытия или его части. 2979 1 Стойкость покрытий к термоциклированию (количество циклов) определяли как среднее значение по четырем образцам. Результаты испытаний приведены в таблицах 1, 2. Как видно из таблиц 1, 2 (примеры 3-5), стойкость покрытий к термоциклированию, нанесенных по предлагаемому способу, в 1,2-1,4 раза выше по сравнению с известным покрытием. Однако при выходе значений режимов способа (примеры 2-6) за предлагаемые пределы стойкость покрытий к термоциклированию снижается. Таблица 1 Режимы способа Материал образцов ЖС-30, материал подслоя - -10 , 25, 6 А, 5 Та, 0,6(иттрий), материал теплозащитного слоя покрытия 2-723, пористость слоя в направлении от наружной поверхности слоя к подслою от 3-5 до 15-18 , импульсную обработку проводили импульсным плазменным ускорителем КСПУ при поверхностной плотности энергии излучения импульсной обработки от 600 до 2200 кДж/м 2 Известный способ Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Предлагаемый способ Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры ниже начала- фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 600 кДж/м 2, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С,2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 800 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 1400 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере -1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 2000 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 2200 кДж/м 2, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С,2,5 часа. Кол-во циклов до разрушения покрытия Режимы способа Материал образцов ЖС-30, материал подслоя -с 25 Со, 25 С, 6 А, 0,5 (иттербий), материал теплозащитного слоя покрытия 2 - 1323, пористость слоя в направлении от наружной поверхности слоя к подслою от 3-5 до 15-18 , импульсную обработку проводили импульсным лазером Квант-16 при поверхностной плотности энергии излучения импульсной обработки от 600 до 2200 кДж/м 2. Известный способ Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, спекание всего покрытия в нейтральной атмосфере- 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Предлагаемый способ Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры ниже начала фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 600 кДж/м 2, спекание всего покрытия в нейтральной атмосфере 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала - фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 800 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала - фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 1400 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала - фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 2000 кДж/м 2, охлаждение сжатым воздухом ниже температуры начала - фазового перехода, спекание всего покрытия в нейтральной атмосфере - 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Нанесение подслоя, при нанесении первого слоя теплозащитного покрытия поверхность частиц порошка восстановлена до 1,6, нагрев покрытия до температуры начала - фазового перехода, импульсная обработка, при поверхностной плотности энергии излучения импульсной обработки 2200 кДж/м 2, спекание всего покрытия в нейтральной атмосфере 1100 С, 3 часа, отжиг всего покрытия в окислительной атмосфере - 825 С, 2,5 часа. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. Кол-во циклов до разрушения покрытия
МПК / Метки
МПК: C23C 4/18
Метки: способ, теплозащитного, покрытия, получения
Код ссылки
<a href="https://by.patents.su/4-2979-sposob-polucheniya-teplozashhitnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения теплозащитного покрытия</a>
Способ получения теплозащитных покрытий
Номер патента: 1744
Опубликовано: 30.09.1997
Авторы: Верстак Андрей Александрович, Соболевский Сергей Борисович
МПК: C23C 4/12
Метки: теплозащитных, покрытий, способ, получения
Текст:
...нанесения покрытий на изделия из жаропрочных сплавов. Проведение спекания в окислительной атмосфере при 1 О 0012 ООС в течение 2-4 ч приводит к образованию значительного окисного слоя на границе подслой-слой диоксида циркония. что. всвою очередь. снижает стойкость покрытия к гтермоциклированию.Операцию окислительного отжига проводят для окисления низших оксидов до стабильного диоксида циркония 2 гО 2. В процессе окисления за счет...
Способ получения электропроводящего прозрачного покрытия из оксида индия
Номер патента: 960
Опубликовано: 15.12.1995
Авторы: Шершнев Евгений Борисович, Танасейчук Алексей Станиславович, Федосенко Николай Николаевич
МПК: C23C 14/28, C23C 14/08
Метки: оксида, способ, индия, электропроводящего, получения, прозрачного, покрытия
Текст:
...и значительно снижают величину удельного сопротивления.При оптимальных технологических режимах напыления величина светопропускания превышает 93.Ионизация кислорода и азота необходима при осуществлении предлагаемого способа. Она позволяет использовать привзаимодействии атомарный кислород и азот, что химически более оправдано, чем использование молекулярных компонентов газовой смеси. Плазма разряда эффективно стимулирует...
Способ получения пленочного покрытия лекарственных препаратов
Номер патента: 1877
Опубликовано: 30.12.1997
Авторы: Ильянок Галина Алексеевна, Царенков Валерий Минович, Двоскин Борис Ефимович
Метки: пленочного, лекарственных, покрытия, препаратов, получения, способ
Текст:
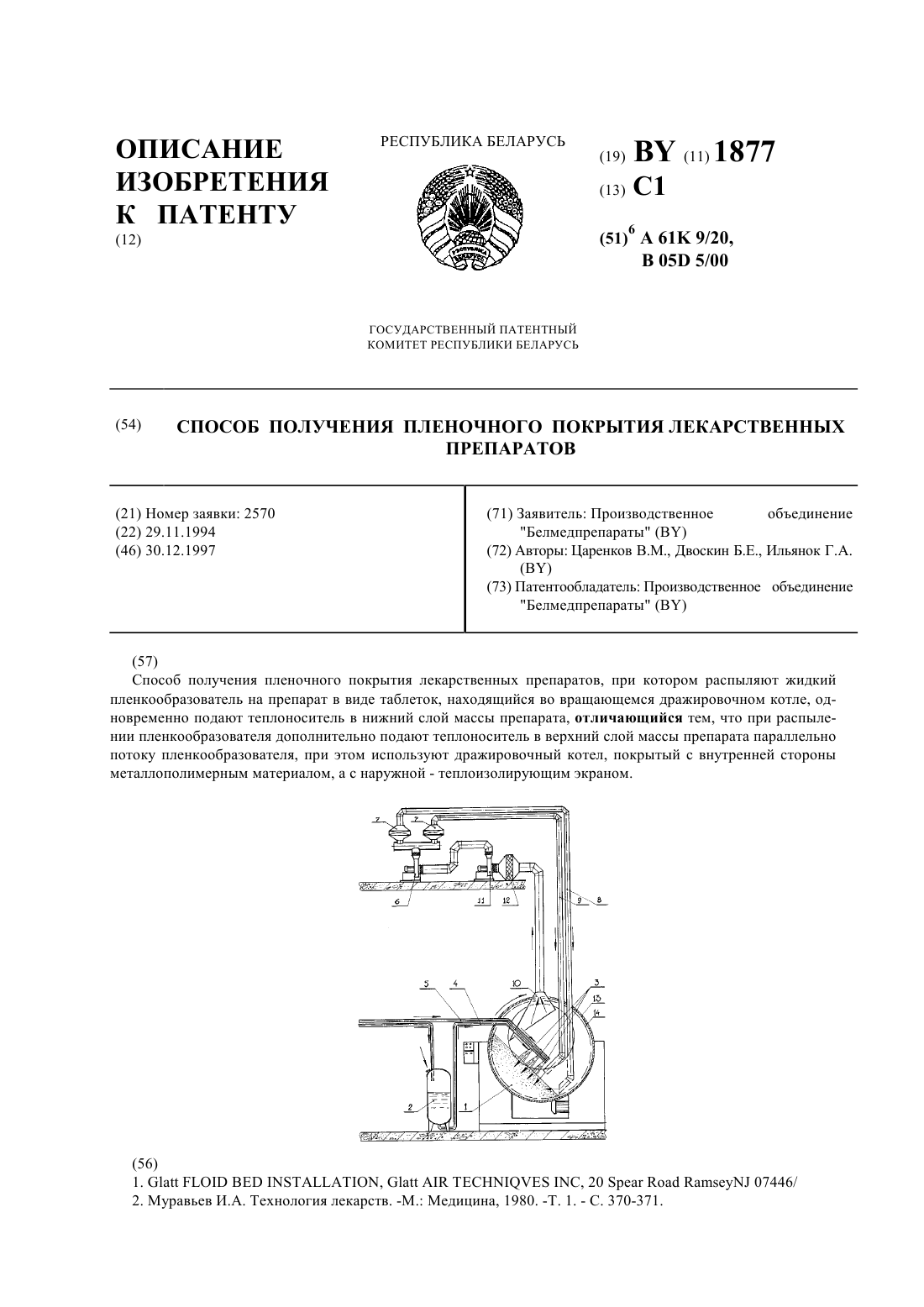
...интенсивного перемешивания препарата,увеличивает возможность его истирания о поверхность барабана и таким образом затрудняет подбор и поддержание оптимальных технологических параметров процесса покрытия. 2. Высокая теплопроводность металлического корпуса барабана приводит к дополнительным тепловым потерям и не позволяет обеспечить равномерный тепловой режим в слое лекарственного препарата. Заявляемый способ получения пленочного покрытия...
Способ ремонта асфальтобетонного покрытия
Номер патента: 659
Опубликовано: 30.06.1995
Авторы: Людчик П. А., Штабинский В. В., Яромко В. Н.
МПК: E01C 23/06
Метки: покрытия, способ, ремонта, асфальтобетонного
Текст:
...слоя асфальтобетона с прикаткой, на армирующую прослойку одновременно с ее раскладкой наносят тонкий защитный слой из асфальтобетонной смеси,прикатывают его и устраивают Новый слой из той же смеси, причем защитный слой наносят толщиной, не превышающей максимальный размер фракции крупного заполнителя асфальтобетона.Ремонт асфальтобетонного покрытия осуществляют следующим образом.Очищают ремонтируемую поверхность от ПЫЛИ И ГРЯЗИ И...
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Ковальчук Людмила Никифоровна, Юркевич Олег Романович, Стухляк Петр Данилович, Якубеня Николай Александрович, Скороход Александр Зосимович, Страх Николай Федорович
МПК: C23C 4/00
Метки: антикоррозионного, покрытия, нанесения, способ
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Предыдущий патент: Сумматор унитарных кодов по модулю пять
Следующий патент: Способ сжигания жидкого горючего и устройство для его осуществления
Случайный патент: Способ и устройство для покрытия кольцевой опоры протеза сердечного клапана