Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7733
Опубликовано: 28.02.2006
Авторы: Безмен Олег Вадимович, Никончук Андрей Николаевич, Никончук Иван Николаевич
Текст
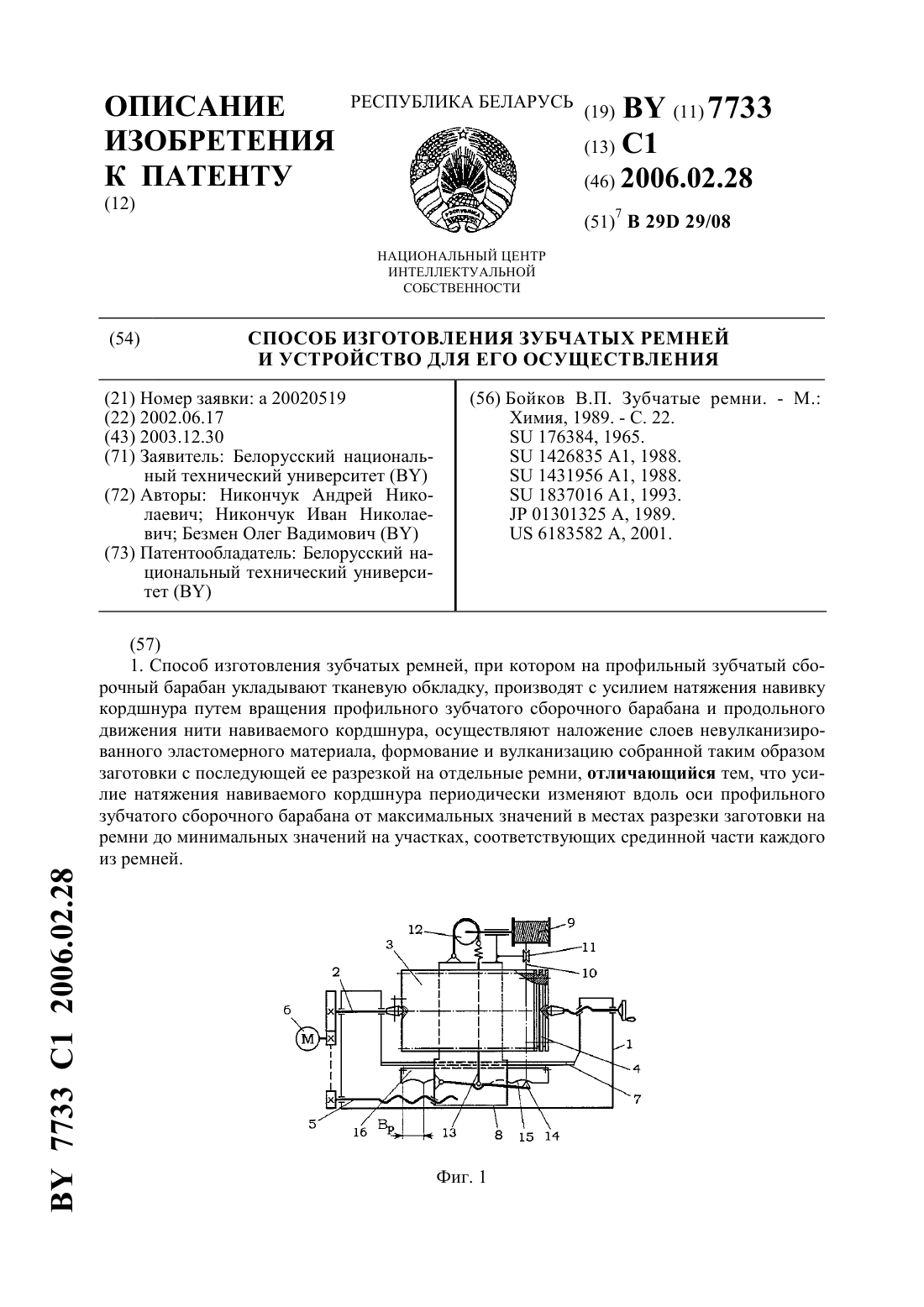
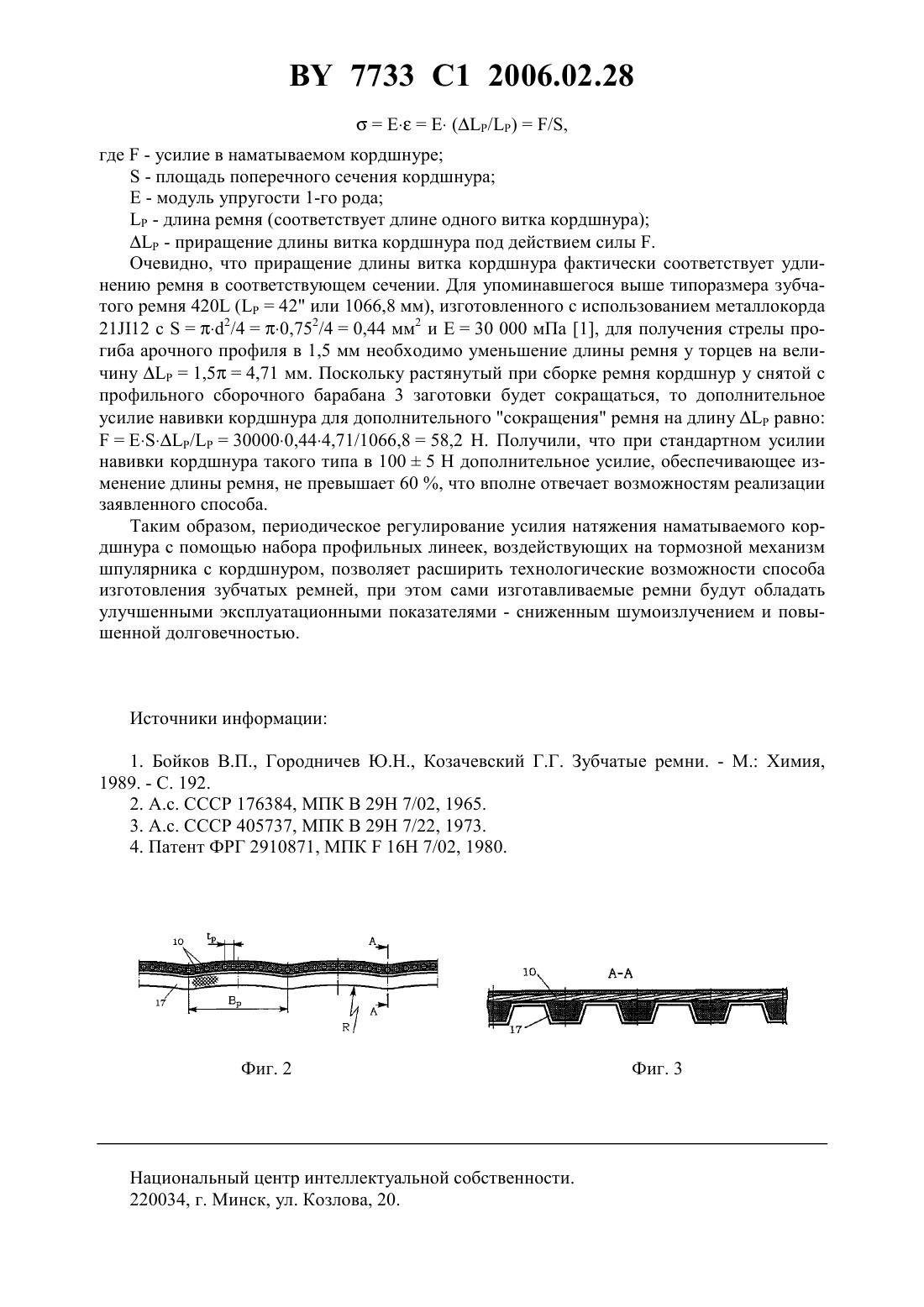
(51)29 29/08 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет(72) Авторы Никончук Андрей Николаевич Никончук Иван Николаевич Безмен Олег Вадимович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ изготовления зубчатых ремней, при котором на профильный зубчатый сборочный барабан укладывают тканевую обкладку, производят с усилием натяжения навивку кордшнура путем вращения профильного зубчатого сборочного барабана и продольного движения нити навиваемого кордшнура, осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки с последующей ее разрезкой на отдельные ремни, отличающийся тем, что усилие натяжения навиваемого кордшнура периодически изменяют вдоль оси профильного зубчатого сборочного барабана от максимальных значений в местах разрезки заготовки на ремни до минимальных значений на участках, соответствующих срединной части каждого из ремней. 7733 1 2006.02.28 2. Устройство для изготовления зубчатых ремней, содержащее основание со шпинделем, установленный на шпинделе профильный зубчатый сборочный барабан, кинематически связанный со шпинделем и приводом вращательного движения ходовой винт,взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси вращения профильного зубчатого сборочного барабана, а также установленные на суппорте нитеводитель и шпулярник с кордшнуром и механизмом торможения,отличающееся тем, что на основании параллельно оси вращения профильного зубчатого сборочного барабана вдоль всей его образующей установлена линейка, рабочий профиль которой соответствует изменению усилия натяжения навиваемого кордшнура вдоль оси вращения профильного зубчатого сборочного барабана от максимальных значений в местах разрезки заготовки на ремни до минимальных значений на участках, соответствующих срединной части каждого из ремней, при этом суппорт снабжен копиром, взаимодействующим с рабочим профилем линейки, и кинематически связан с механизмом торможения шпулярника. Изобретение относится к области производства резинотехнических изделий и предназначено для изготовления зубчатых приводных ремней с тканевой обкладкой групповым методом. Известен способ изготовления зубчатых ремней литьем под давлением (1, с. 17), заключающийся в навивке кордшнура на сердечник пресс-формы, имеющий винтовую канавку для размещения витков кордшнура, продавливании вдоль зубьев сердечника размягченной эластомерной смеси с последующей ее вулканизацией под действием тепла и давления. Для осуществления этого способа используется пресс-форма с сердечником, имеющим винтовую канавку для размещения витков кордшнура, установленным в формообразующей полости монолитной кольцевой матрицы, в верхней части которой размещается литьевая камера с пуансоном (1, с. 17-18, рис. 2.2). Навивка кордшнура производится на одной из модификаций сборочного станка, осуществляющего по аналогии с токарновинторезным станком вращение шпинделя с закрепленным на нем сердечником в сочетании с поступательным движением суппорта с нитеводителем, что позволяет, в конечном счете, получить винтовое расположение кордшнура в канавках сердечника с заданным шагом навивки. Подобный способ изготовления зубчатых ремней позволяет получать изделия с точными размерами и высоким качеством поверхностей. Однако ему присущ и ряд недостатков. В частности, к ним относится низкая производительность, обусловленная невозможностью продавливания невулканизированного эластомера вдоль сравнительно длинных сердечников низкая долговечность сердечников, особенно при работе с металлокордом, из-за быстрого истирания перемычек между канавками (гребешков). Принципиальным же недостатком является низкое качество изготавливаемых ремней, у которых ввиду осевого движения прессуемого эластомера невозможно получить износостойкое тканевое покрытие на зубьях. Ремень, изготовленный из резины и не имеющий износостойкого тканевого покрытия зубьев, не обладает достаточным уровнем долговечности. Выход из ситуации производители литьевых ремней видят в применении вместо обычных резин уретановых каучуков, что удорожает ремни в 10-12 раз. Наиболее близким по технической сущности к заявленному изобретению является способ изготовления зубчатых ремней методом сборки (1, с. 21), при котором на профильный сборочный барабан вначале укладывают тканевую обкладку, производят с заданным усилием натяжения навивку кордшнура путем реализации комбинации вращения профильного сборочного барабана с продольным движением нити навиваемого кордшнура,осуществляют наложение слоев невулканизированного эластомерного материала, формо 2 7733 1 2006.02.28 вание и вулканизацию собранной таким образом заготовки с последующей ее разрезкой на отдельные ремни. Для реализации вышеописанного способа используется устройство, представляющее собой сборочный станок 2 и содержащее основание со шпинделем, кинематически связанный со шпинделем и приводом вращательного движения ходовой винт, взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси шпинделя и оснащенным механизмом навивки, состоящим из шпулярника с кордшнуром, нитеводителя и тормозного механизма. На шпинделе устанавливается профильный сборочный барабан цилиндрической формы со съемной крышкой 3, стягивающей свулканизированный викель с зубчатой части профильного сборочного барабана. Такой способ позволяет получать зубчатые ремни с износостойким покрытием зубьев,обладающие в силу этой конструктивной особенности повышенным ресурсом в эксплуатации. Однако этот способ позволяет получать викеля только цилиндрической формы. Полученные из них ремни в поперечном сечении имеют прямоугольную форму, т.е. межзубая впадина и нерабочая тыльная часть параллельны прямолинейной образующей цилиндрических зубчатых шкивов передачи. В то же время опыт эксплуатации зубчатоременных передач бесспорно свидетельствует о значительных преимуществах ремней, имеющих арочное поперечное сечение 4. Конструкции передач с такими ремнями обладают повышенной плавностью работы и, как следствие, низким уровнем шума и высокой долговечностью ремней, работающих в условиях значительно сниженных динамических нагрузок. Очевидно, что если придать сборочному барабану форму, состоящую из набора бочкообразных выступов, то при этом станет невозможным съем с него викеля (заготовки). Кроме этого,даже для ремня какого-либо одного типоразмера стандарты предусматривают несколько значений ширины. Например, для ремня типа 420 (число зубьев - 112, шаг 9,525 мм,длина ремня 42) международный стандарт устанавливает 7 значений ширины 9,4 12,7 19,05 25,4 38,1 50,8 и 76,2 мм. Следовательно, для получения зубчатых ремней одного типоразмера, но с арочным профилем понадобилось бы несколько профильных сборочных барабанов, при этом бы отсутствовала возможность изготовления обычных цилиндрических заготовок. Таким образом, рассмотренный способ узкоспециализирован, т.е. не обладает широкими технологическими возможностями. Задача, решаемая изобретением, заключается в расширении технологических возможностей производства зубчатых ремней. Задача решается тем, что в способе изготовления зубчатых ремней, при котором на профильный зубчатый сборочный барабан вначале укладывают тканевую обкладку, производят с усилием натяжения навивку кордшнура путем вращения профильного зубчатого сборочного барабана и продольного движения нити навиваемого кордшнура, осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки с последующей ее разрезкой на отдельные ремни, усилие натяжения навиваемого кордшнура периодически изменяют вдоль оси профильного зубчатого сборочного барабана от максимальных значений в местах разрезки заготовки на ремни до минимальных значений на участках, соответствующих срединной части каждого из ремней. В устройстве для реализации вышеописанного способа,содержащем основание со шпинделем, установленный на шпинделе профильный зубчатый сборочный барабан, кинематически связанный со шпинделем и приводом вращательного движения ходовой винт, взаимодействующий с суппортом, установленным на основании с возможностью перемещения вдоль оси вращения профильного зубчатого сборочного барабана, а также установленные на суппорте нитеводитель и шпулярник с кордшнуром и механизмом торможения, на основании параллельно оси профильного зубчатого сборочного барабана вдоль всей его образующей установлена линейка, рабочий профиль которой соответствует изменению усилия натяжения навиваемого кордшнура вдоль оси вращения профильного зубчатого сборочного барабана от максимальных значений в местах разрез 3 7733 1 2006.02.28 ки заготовки на ремни до минимальных значений на участках, соответствующих срединной части каждого из ремней, при этом суппорт снабжен копиром, взаимодействующим с рабочим профилем линейки и кинематически связанным с механизмом торможения шпулярника. При проведении сопоставительного анализа отобранных способов изготовления зубчатых ремней и соответствующих устройств для реализации этих способов признаков,сходных с заявленными, не обнаружено. Следовательно, предложенное техническое решение - способ изготовления зубчатых ремней и устройство для его осуществления - обладает существенными отличиями. Сущность предложенного технического решения поясняется чертежами, где фиг. 1 - принципиальная кинематическая схема устройства для изготовления зубчатых ремней фиг. 2 - продольный разрез участка собранной и свулканизированной заготовки ремней фиг. 3 - разрез А-А на фиг. 2. Устройство для изготовления зубчатых ремней содержит основание 1 со шпинделем 2,установленный на шпинделе 2 профильный зубчатый сборочный барабан 3 со съемной крышкой 4. Шпиндель 2 устройства кинематически связан с ходовым винтом 5 и приводом вращательного движения 6. На основании 1 выполнены направляющие 7, на которых с возможностью перемещения параллельно оси вращения профильного зубчатого сборочного барабана 3 установлен суппорт 8, взаимодействующий с ходовым винтом 5. На суппорте 8 размещены шпулярник 9 с кордшнуром 10, пропущенным через ролик 11 нитеводителя. Шпулярник 9 установлен на валу ленточного тормоза 12, кинематически связанного тягой 13 с установленным на суппорте 8 поворотным копиром 14, рабочая часть которого взаимодействует с рабочим профилем 15 закрепленной на основании 1 линейки 16, при этом длина рабочего профиля 15 линейки 16 равна длине зубчатой части профильного зубчатого сборочного барабана 3. Способ осуществляется следующим образом. После наложения на зубчатую часть профильного зубчатого сборочного барабана 3 слоя обкладочной ткани 17 производится операция навивки кордшнура 10. Для этого его свободный конец закрепляется на одном из торцев профильного зубчатого сборочного барабана 3 и при включении привода вращательного движения 6 за счет согласованного вращения шпинделя 2 и продольного перемещения суппорта 8 производится навивка кордшнура 10 по винтовой линии с шагом . При этом кордшнур 10 сматывается с подторможенного шпулярника 9, а копир 14 перемещается по рабочей части 15 линейки 16. За счет наличия волнистого профиля рабочей части 5 линейки 16 копир 14 периодически поворачивается вокруг своей оси и с помощью присоединенной к нему тяги 13 периодически изменяет усилие натяжения сматываемого со шпулярника 9 кордшнура 10 за счет изменения сил трения на тормозе 12. Так как периодичность волнистого профиля рабочей части 15 линейки 16 равна ширине ремней ВР,то трубчатая заготовка, будучи свулканизированной и снятой с профильного зубчатого сборочного барабана 3, будет иметь волнистую образующую с периодом ВР. После ее разрезки по сечениям А-А (фиг. 2) конфигурация полученных зубчатых ремней в поперечном сечении будет иметь арочный профиль. Для изготовления зубчатых ремней того же типоразмера, т.е. с тем же количеством зубьев, но с другим значением ВР или с другой величиной арочной выпуклости, достаточно заменить линейку 16. Профильный зубчатый сборочный барабан 3 остается тем же. На этом же профильном зубчатом сборочном барабане 3 и на этом же устройстве, но с отсоединенным копиром 14 могут изготавливаться и зубчатые ремни стандартного исполнения с плоским поперечным сечением. Практика показывает, что дополнительное усилие навивки кордшнура 10, уменьшающее длину ремня у его торцев и придающее его сечению арочный вид, сравнительно невелико. Рассмотрим конкретный пример. Закон Гука для деформируемых тел, в том числе и для кордшнура, записывается в виде 4 7733 1 2006.02.28(/)/,где- усилие в наматываемом кордшнуре- площадь поперечного сечения кордшнура Е - модуль упругости 1-го рода- длина ремня (соответствует длине одного витка кордшнура)- приращение длины витка кордшнура под действием силы . Очевидно, что приращение длины витка кордшнура фактически соответствует удлинению ремня в соответствующем сечении. Для упоминавшегося выше типоразмера зубчатого ремня 420 (42 или 1066,8 мм), изготовленного с использованием металлокорда 2112 с 2/40,752/40,44 мм 2 и Е 30 000 мПа 1, для получения стрелы прогиба арочного профиля в 1,5 мм необходимо уменьшение длины ремня у торцев на величину 1,54,71 мм. Поскольку растянутый при сборке ремня кордшнур у снятой с профильного сборочного барабана 3 заготовки будет сокращаться, то дополнительное усилие навивки кордшнура для дополнительного сокращения ремня на длинуравно/300000,444,71/1066,858,2 Н. Получили, что при стандартном усилии навивки кордшнура такого типа в 1005 Н дополнительное усилие, обеспечивающее изменение длины ремня, не превышает 60 , что вполне отвечает возможностям реализации заявленного способа. Таким образом, периодическое регулирование усилия натяжения наматываемого кордшнура с помощью набора профильных линеек, воздействующих на тормозной механизм шпулярника с кордшнуром, позволяет расширить технологические возможности способа изготовления зубчатых ремней, при этом сами изготавливаемые ремни будут обладать улучшенными эксплуатационными показателями - сниженным шумоизлучением и повышенной долговечностью. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29D 29/08
Метки: зубчатых, осуществления, способ, изготовления, устройство, ремней
Код ссылки
<a href="https://by.patents.su/5-7733-sposob-izgotovleniya-zubchatyh-remnejj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления зубчатых ремней и устройство для его осуществления</a>
Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7667
Опубликовано: 28.02.2006
Авторы: Никончук Андрей Николаевич, Никончук Иван Николаевич, Безмен Олег Вадимович
МПК: B29D 29/08
Метки: способ, осуществления, ремней, изготовления, зубчатых, устройство
Текст:
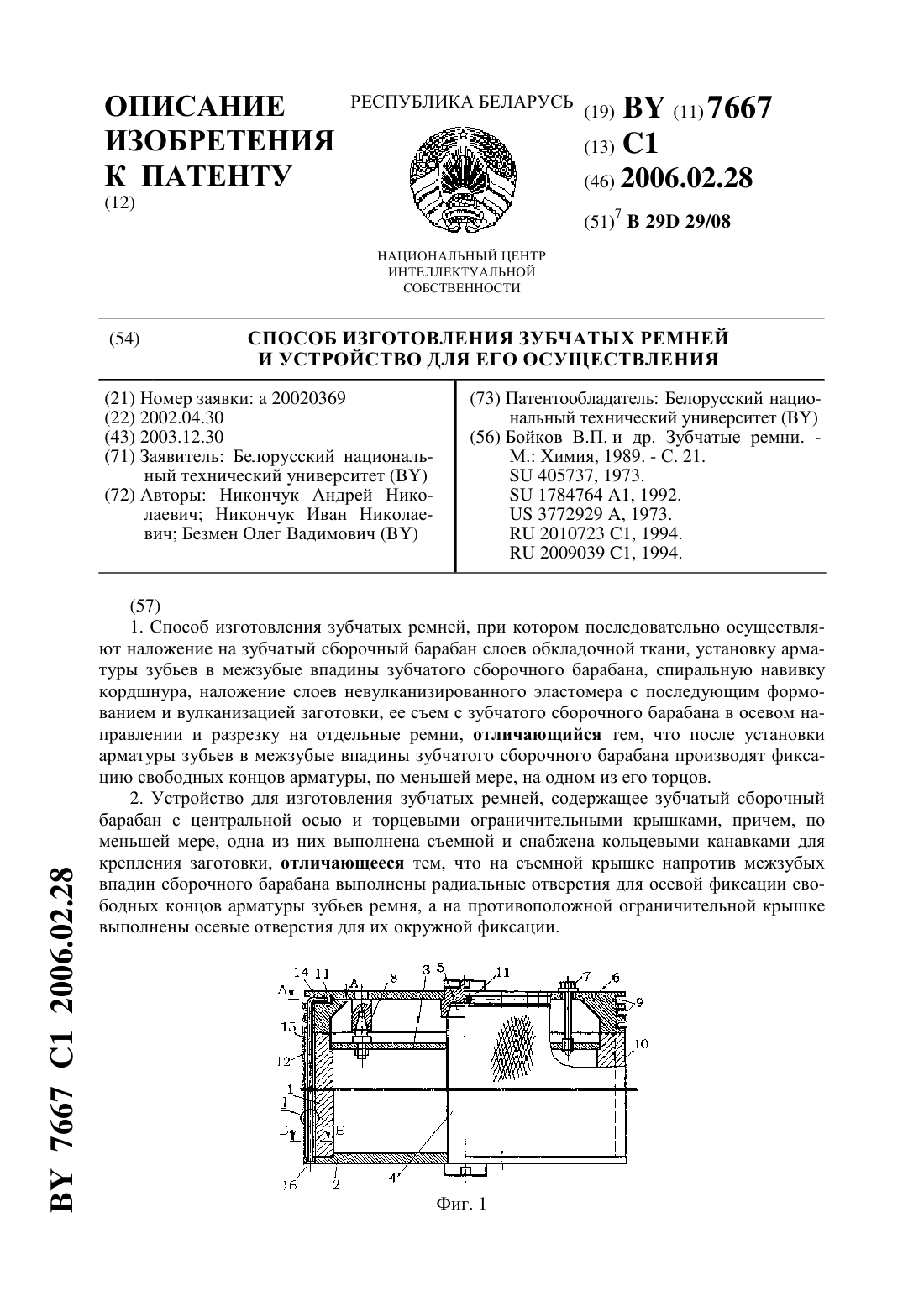
...спиральную навивку кордшнура, наложение слоев невулканизированного эластомера с последующим формованием и вулканизацией заготовки, ее съем с зубчатого сборочного барабана в осевом направлении и разрезку на отдельные ремни, после установки арматуры зубьев в межзубые впадины зубчатого сборочного барабана производят фиксацию свободных концов арматуры, по меньшей мере, на одном из его торцов. В устройстве для осуществления этого способа,...
Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7561
Опубликовано: 30.12.2005
Авторы: Никончук Андрей Николаевич, Басинюк Владимир Леонидович, Никончук Иван Николаевич, Мардосевич Елена Ивановна
МПК: B29D 29/08
Метки: способ, изготовления, устройство, осуществления, ремней, зубчатых
Текст:
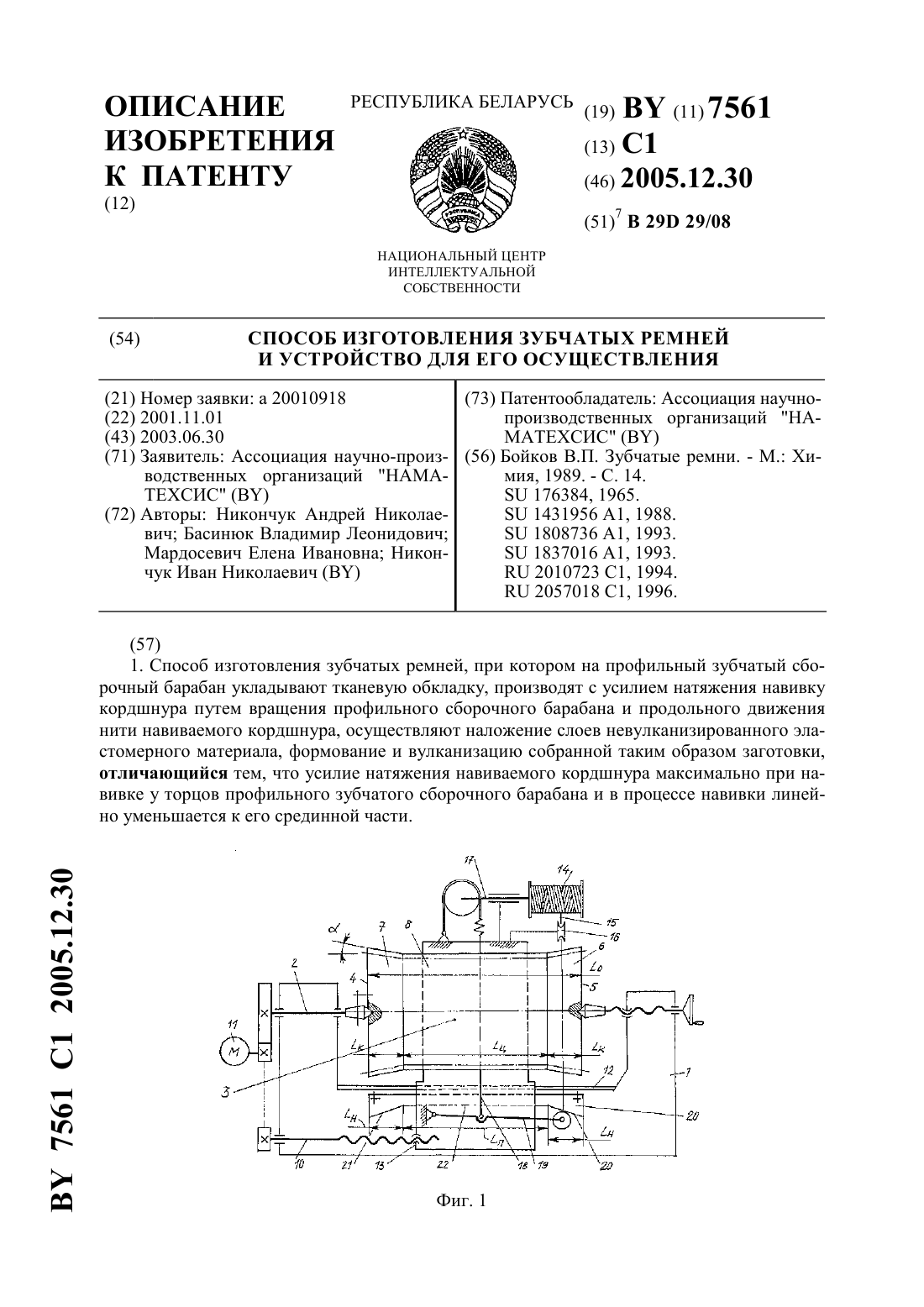
...путем вращения профильного сборочного барабана и продольного движения нити навиваемого кордшнура, осуществляют наложение слоев невулканизированного эластомерного материала, формование и вулканизацию собранной таким образом заготовки, выполняется таким образом, что усилие натяжения навиваемого кордшнура максимально при навивке у торцов профильного зубчатого сборочного барабана и в процессе навивки линейно уменьшается к его срединной...
Пресс-форма для изготовления двухсторонних зубчатых ремней
Номер патента: 4789
Опубликовано: 30.12.2002
Авторы: Скойбеда Анатолий Тихонович, Косырев Игорь Арнольдович, Никончук Иван Николаевич, Баханович Александр Геннадьевич, Никончук Андрей Николаевич
МПК: B29C 33/02, B29C 35/02, B29D 29/08...
Метки: двухсторонних, ремней, пресс-форма, зубчатых, изготовления
Текст:
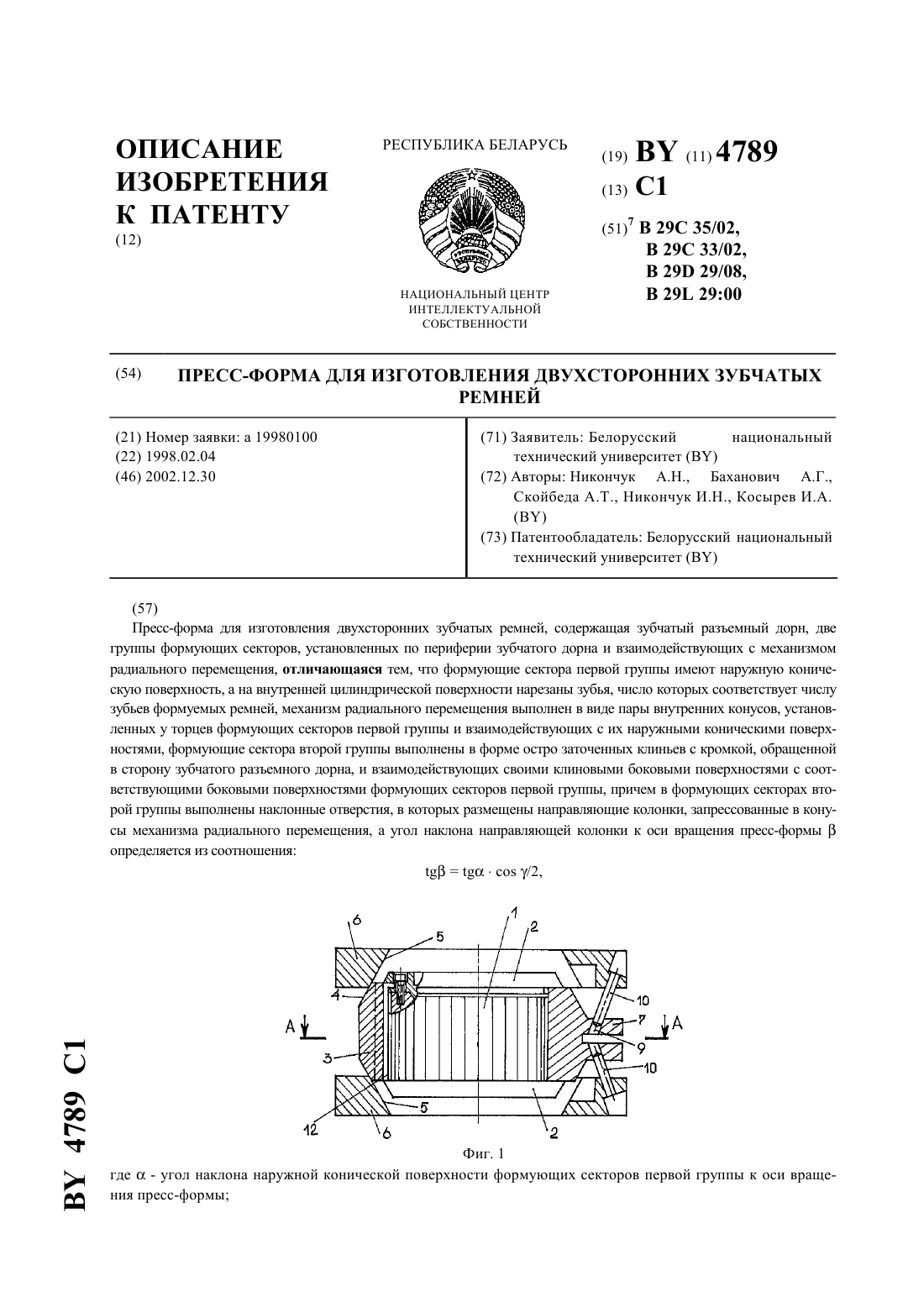
...зубчатых ремней, содержащей зубчатый разъемный дорн, две группы формующих секторов, установленных по периферии зубчатого дорна и взаимодействующих с механизмом радиального перемещения, формующие сектора первой группы имеют наружную коническую поверхность, а на внутренней цилиндрической поверхности нарезаны зубья, число которых соответствует числу зубьев формуемых ремней, механизм радиального перемещения выполнен в виде пары...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: осуществления, способ, цилиндрических, нарезания, колёс, станок, зубчатых
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Способ долбления зубчатых колес и станок для его осуществления
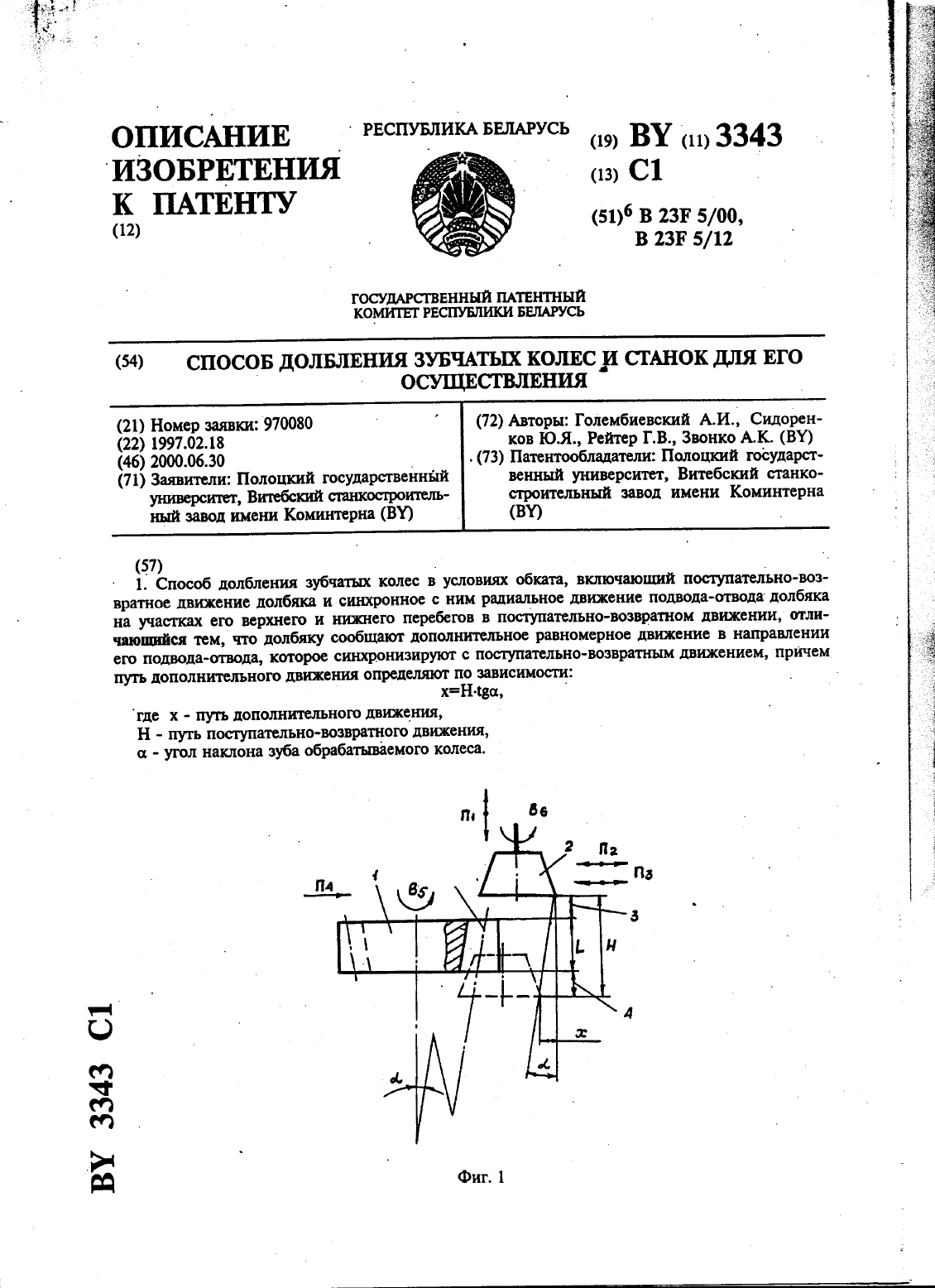
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Рейтер Генрих Витольдович, Голембиевский Анатолий Иосифович, Сидоренков Юрий Яковлевич, Звонко Александр Константинович
Метки: осуществления, зубчатых, колес, станок, способ, долбления
Текст:
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
Предыдущий патент: Способ получения абразивного покрытия
Следующий патент: Ингибитор размножения вируса гриппа
Случайный патент: Легкий складной массажный стол