Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Беляев Геннадий Яковлевич, Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Девойно Олег Георгиевич, Кардаполова Маргарита Анатольевна
Текст
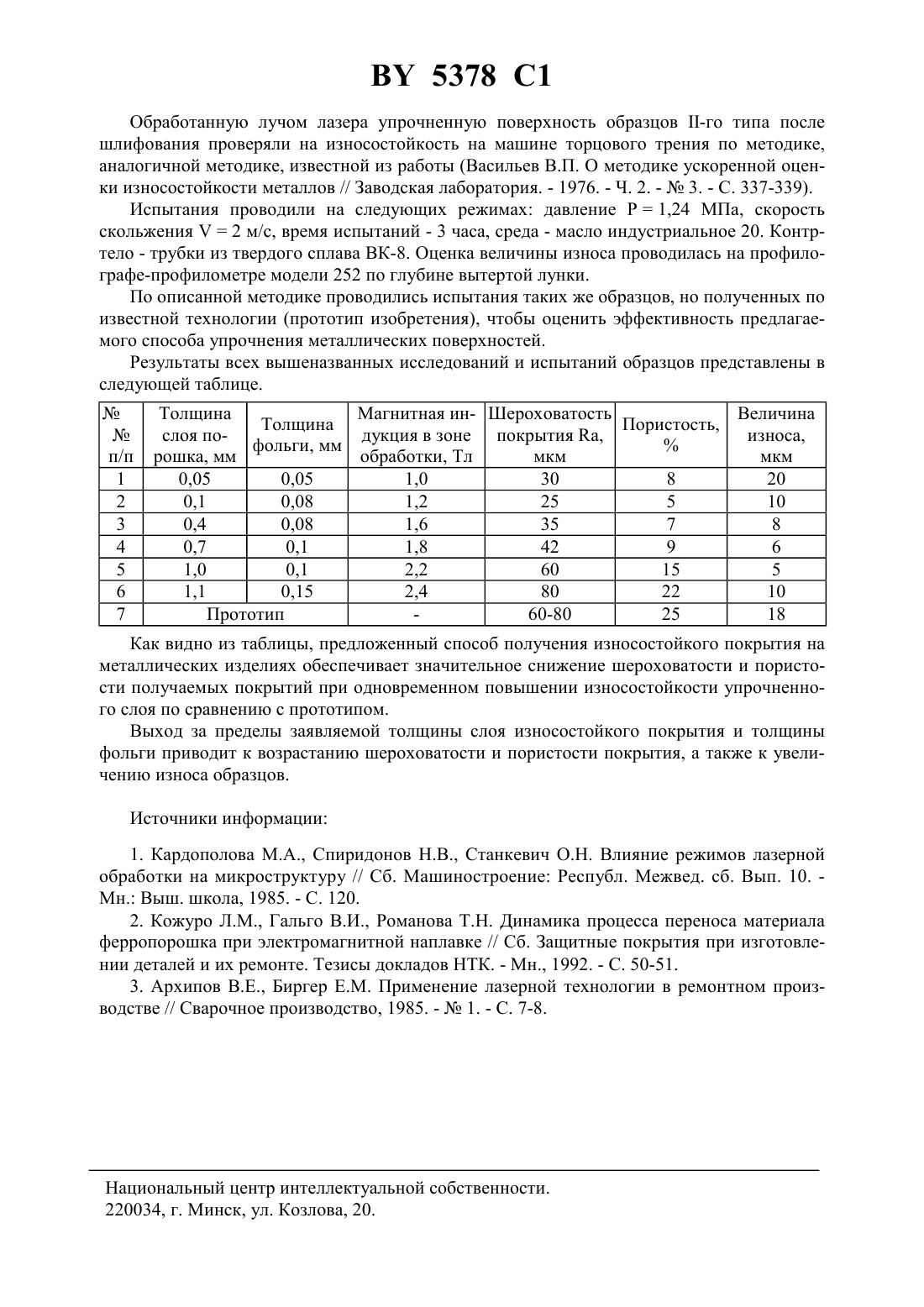
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ(71) Заявитель Белорусский национальный технический университет(72) Авторы Девойно Олег Георгиевич Федорцев Валерий Александрович Беляев Геннадий Яковлевич Федорцев Ростислав Валерьевич Кардаполова Маргарита Анатольевна(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ получения износостойкого покрытия на металлических изделиях, заключающийся в том, что наносят на поверхность изделия слой порошка карбида бора В 4 С толщиной 0,1-1,0 мм, на который укладывают фольгу из электротехнической стали толщиной 0,08 - 0,1 мм, а затем осуществляют лазерное оплавление формируемого покрытия при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. 2. Способ по п. 1, отличающийся тем, что в качестве электротехнической стали используют сталь марки 3421.(56) 1. Архипов В.Е. и др. Сварочное производство. - 1985. -1. - С. 7-8. 2. Кожуро Л.М. и др. Защитные покрытия при изготовлении деталей машин и их ремонте. Тезисы докладов НТК. - Мн., 1992. - С. 50-51. 3.61164063 , 1986. Изобретение относится к области металлургии, в частности к получению износостойких покрытий на деталях машин и технологической оснастки, изготовленных из сталей и железоуглеродистых сплавов. Известен способ получения покрытий из самофлюсующихся твердых сплавов системы-С-В- газопламенным напылением 1. После газопламенного напыления покрытия указанного состава подвергают оплавлению для получения монолитного сцепления покрытия с основой. С целью избежания объемного разогрева деталей в процессе оплавления в качестве источника нагрева используют луч лазера. Высокие скорости нагрева и охлаждения покрытия, имеющие место при лазерной обработке, кроме того способствуют формированию специфической мелкодисперсной структуры с повышенным комплексом физико-механических и эксплуатационных свойств. 5378 1 Недостатком способа является то, что его реализация путем газотермического напыления покрытия с последующим лазерным оплавлением полученного слоя невозможна или ограничена при использовании порошковых износостойких материалов, не выдерживающих термического воздействия (например, карбидов, нитридов, боридов и других). Это существенно ограничивает область применения данного способа и номенклатуру порошковых износостойких материалов, которые могут быть использованы для поверхностного упрочнения деталей машин и технологической оснастки. Кроме того, в процессе газотермического напыления имеет место объемный разогрев детали, что может привести к короблению изделий особенно нежестких (тонкостенных, в виде листов, полос и т.д.). При этом повышаются энергозатраты на сам процесс напыления покрытия и возникают экологические вредности, присущие этому технологическому методу в целом. Известен способ получения покрытий на деталях электромагнитной наплавкой с использованием ферромагнитных порошков - и - за счет химических реакций и механического перемешивания расплава поверхности детали и материала ферропорошка,находящихся в магнитном поле 2. Недостатком данного способа является то, что он может быть использован только для номенклатуры защитных покрытий из ферромагнитных порошков - и -, которые образовывают переходной слой с низкими физическими свойствами, а это соответственно приводит к ухудшению качества формируемых покрытий. Наиболее близким к заявляемому техническому решению является способ получения покрытий, включающий нанесение на упрочняемую поверхность изделия слоя шликера из никелевого самофлюсующегося порошка ПГ-СР 4 с клеевой составляющей и последующее его расплавление лучом лазера 3. Недостатком прототипа является повышенная пористость и шероховатость покрытия,которая возникает, во-первых, из-за испарения и газообразования компонентов клеевой составляющей шликера и, во-вторых, вследствие выгорания связки на границе зоны проплавления. Для ряда деталей, например матриц и пуансонов при производстве стеклянных и пластмассовых изделий, такая пористость является неприемлемой. Отметим также, что при этом имеет место снижение прочности сцепления сформированного покрытия с основой изделия за счет не всегда качественного лазерного расплавления покрытия в местах выхода на подложку клеевой составляющей, а испарение клеевой составляющей в процессе оплавления шликера лучом лазера создает дополнительную экологическую вредность при производстве упрочняемых изделий. Задачей, решаемой изобретением, является расширение технологических возможностей способа лазерного оплавления покрытий за счет увеличения номенклатуры наносимых материалов покрытий при одновременном повышении качества формируемых поверхностных слоев. Поставленная задача достигается тем, что в способе получения износостойкого покрытия на металлических изделиях, заключающемся в том, что наносят на поверхность изделия слой порошка карбида бора В 4 С толщиной 0,1-1,0 мм, на который укладывают фольгу из электротехнической стали толщиной 0,08-0,1 мм, а затем осуществляют лазерное оплавление формируемого покрытия при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. При этом в качестве электротехнической стали используют сталь марки 3421. Реализация предлагаемого способа при указанных материалах слоев износостойкого порошка и фольги, а также при названной последовательности операций обеспечивает достижение поставленной задачи изобретения за счет следующих эффектов. Применение фольги из электротехнической стали марки 3421 (ГОСТ 2.1427.4-78) толщиной 0,08-0,1 мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной прижимающей стальной фольги, при этом совместный переплав таких материалов покрытия приводит к снижению физико-механических свойств формируемых износостойких поверхностных слоев изделия из-за влияния компонентов стальной фольги. Слой порошкового материала более 1 мм не может быть качественно (плотно) прижат к упрочняемой поверхности изделия тонкой фольгой толщиной всего 0,08-0,1 мм при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Кроме того, лазерное оплавление покрытий толщиной более 1,1-1,2 мм вообще нетехнологично в связи с особенностями лазерной обработки. Применение фольги из электротехнической стали марки 3421 (ГОСТ 2.1427.4-78) толщиной менее 0,08 мм нецелесообразно из практических соображений (ее малой прочности и жесткости), чтобы плотно (надежно) прижать частички порошков к упрочняемой поверхности изделия. Применение фольги из электротехнической стали марки 3421 толщиной более 0,1 мм может привести к снижению физико-механических свойств формируемых износостойких поверхностных слоев изделия из-за влияния компонентов стальной фольги. Использование фольги из электротехнической стали позволяет не только плотно прижать частички порошков к упрочняемой поверхности изделия при наложении на него магнитного поля, но и защитить компоненты износостойкого порошка от выгорания, так как прямого воздействия луча лазера на эти частицы нет, что и способствует равномерному переплаву всех наносимых материалов, формирующих упрочняемое покрытие. Пример. Проводили получение износостойких покрытий заявляемым способом на плоских образцах из стали 20 диаметром 55 мм, толщиной 7 мм и 12 мм, предварительно очищенных дробеструйной обработкой от загрязнений и окисных пленок. Для получения износостойкого покрытия использовали порошок карбида бора В 4 С,который не может быть непосредственно нанесен на упрочняемую поверхность известными способами газотермического напыления с последующим лазерным оплавлением(из-за выгорания компонентов) или электромагнитной наплавкой (из-за отсутствия магнитных свойств данного соединения). На порошковый слой В 4 С толщиной 0,05-1,1 мм укладывали фольгу из электротехнической стали марки 3421 толщиной 0,05-1,1 мм, а затем на изделие было наложено постоянное магнитное поле с магнитной индукцией 1,0-2,4 Тл в зоне обработки. Наложение магнитного поля на плоские образцы осуществляли с помощью специального устройства, имеющего плоский магнитный полюсный наконечник и используемого для магнитно-абразивного полирования, которое в целом позволяло создавать магнитное поле с магнитной индукцией не менее 1,0-2,4 Тл в зоне обработки. Сформированное таким образом покрытие подвергалось лазерному оплавлению с использованием лазерной установки ЛГП-702 мощностью 800 Вт. Режимы обработки скорость перемещения лазерного луча - 200 мм/мин диаметр лазерного луча - 2,5 мм и коэффициент перекрытия дорожек лазерной обработки - 0,8 в целом обеспечивали оплавление поверхностного слоя. Обработанную лучом лазера упрочненную поверхность образцов -го типа оценивали по параметру шероховатостина профилографе-профилометре модели 252, а затем шлифовали и полировали, чтобы оценить пористость покрытия с помощью микроскопа МИМ-8 М в поляризованном свете. 3 5378 1 Обработанную лучом лазера упрочненную поверхность образцов -го типа после шлифования проверяли на износостойкость на машине торцового трения по методике,аналогичной методике, известной из работы (Васильев В.П. О методике ускоренной оценки износостойкости металлов // Заводская лаборатория. - 1976. - Ч. 2. -3. - С. 337-339). Испытания проводили на следующих режимах давление Р 1,24 МПа, скорость скольжения 2 м/с, время испытаний - 3 часа, среда - масло индустриальное 20. Контртело - трубки из твердого сплава ВК-8. Оценка величины износа проводилась на профилографе-профилометре модели 252 по глубине вытертой лунки. По описанной методике проводились испытания таких же образцов, но полученных по известной технологии (прототип изобретения), чтобы оценить эффективность предлагаемого способа упрочнения металлических поверхностей. Результаты всех вышеназванных исследований и испытаний образцов представлены в следующей таблице. Толщина Магнитная ин- Шероховатость Величина Толщина Пористость,слоя подукция в зоне покрытия ,износа,фольги, мм рошка, мм обработки, Тл мкм мкм 0,05 0,05 1,0 30 8 20 0,1 0,08 1,2 25 5 10 0,4 0,08 1,6 35 7 8 0,7 0,1 1,8 42 9 6 1,0 0,1 2,2 60 15 5 1,1 0,15 2,4 80 22 10 Прототип 60-80 25 18 Как видно из таблицы, предложенный способ получения износостойкого покрытия на металлических изделиях обеспечивает значительное снижение шероховатости и пористости получаемых покрытий при одновременном повышении износостойкости упрочненного слоя по сравнению с прототипом. Выход за пределы заявляемой толщины слоя износостойкого покрытия и толщины фольги приводит к возрастанию шероховатости и пористости покрытия, а также к увеличению износа образцов. Источники информации 1. Кардополова М.А., Спиридонов Н.В., Станкевич О.Н. Влияние режимов лазерной обработки на микроструктуру // Сб. Машиностроение Республ. Межвед. сб. Вып. 10. Мн. Выш. школа, 1985. - С. 120. 2. Кожуро Л.М., Гальго В.И., Романова Т.Н. Динамика процесса переноса материала ферропорошка при электромагнитной наплавке // Сб. Защитные покрытия при изготовлении деталей и их ремонте. Тезисы докладов НТК. - Мн., 1992. - С. 50-51. 3. Архипов В.Е., Биргер Е.М. Применение лазерной технологии в ремонтном производстве // Сварочное производство, 1985. -1. - С. 7-8. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 8/00
Метки: покрытия, получения, износостойкого, изделиях, способ, металлических
Код ссылки
<a href="https://by.patents.su/4-5378-sposob-polucheniya-iznosostojjkogo-pokrytiya-na-metallicheskih-izdeliyah.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого покрытия на металлических изделиях</a>
Способ получения износостойких покрытий на металлических изделиях
Номер патента: 4078
Опубликовано: 30.09.2001
Авторы: Девойно Олег Георгиевич, Федорцев Валерий Александрович, Кардаполова Маргарита Анатольевна, Беляев Геннадий Яковлевич, Федорцев Ростислав Валерьевич
МПК: C23C 8/00, C23C 26/00
Метки: покрытий, металлических, способ, износостойких, получения, изделиях
Текст:
...- остальное. При этом в качестве ферромагнитного сплава используют ферромагнитный сплав железо-ванадий, а в качестве никелевого самофлюсующегося сплава - никелевый самофлюсующийся сплав ПГ-СР 4. Реализация предлагаемого способа с указанным составом смеси порошков и последовательностью операций обеспечивает достижение поставленной задачи изобретения за счет следующих эффектов. Использование смеси при содержании ферромагнитного сплава...
Способ получения покрытий из самофлюсующихся сплавов на чугунных изделиях
Номер патента: 2560
Опубликовано: 30.12.1998
Авторы: Присевок Альберт Фомич, Девойно Олег Георгиевич, Кардаполова Маргарита Анатольевна, Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич, Беляев Геннадий Яковлевич, Тимофеев Анатолий Васильевич
МПК: C23C 4/08
Метки: чугунных, изделиях, самофлюсующихся, способ, покрытий, сплавов, получения
Текст:
...Лазерное оплавление (переплав) тонкого обкатанного поверхностного слоя обеспечивает полное растворение остатков свободного углерода в материале основы и формирование в условиях сверхбыстрого нагрева и охлаждения так называемого отбеленного чугуна. Дробеструйная обработка поверхности изделия после лазерной обработки обеспечивает очистку поверхности от шлаковых выделений и окисных пленок. Нанесение подслоя из термореагирующего...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: изделиях, нитрида, керамики, стекла, способ, получения, вакууме, титана, металла, защитно-декоративных, покрытий
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Ивашко Виктор Сергеевич, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович, Ильющенко Александр Федорович
МПК: C23C 4/18
Метки: способ, получения, теплозащитного, покрытия
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Плескачевский Юрий Михайлович, Ковтун Вадим Анатольевич, Шувалов Владимир Борисович
МПК: B22F 7/04
Метки: материалов, металлических, непрерывных, способ, получения, покрытий, порошковых
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
Предыдущий патент: Способ получения метанола
Следующий патент: Устройство для ультразвукового контроля материалов или изделий
Случайный патент: Электрический кабель