Способ обработки поверхности изделий в вакууме в тлеющем разряде
Номер патента: 17960
Опубликовано: 28.02.2014
Авторы: Логвин Владимир Александрович, Чернов Анатолий Сергеевич, Логвина Екатерина Владимировна
Текст
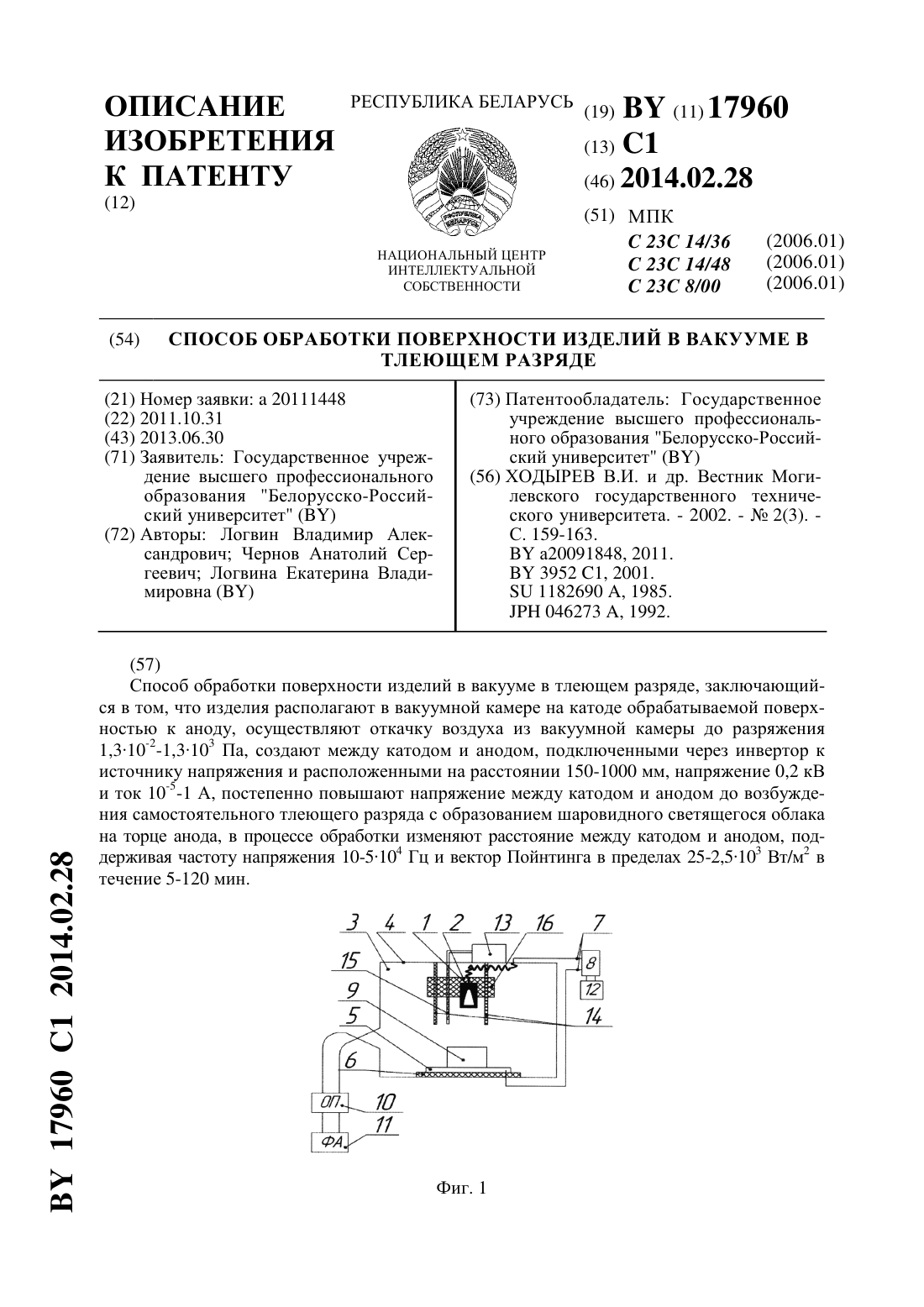
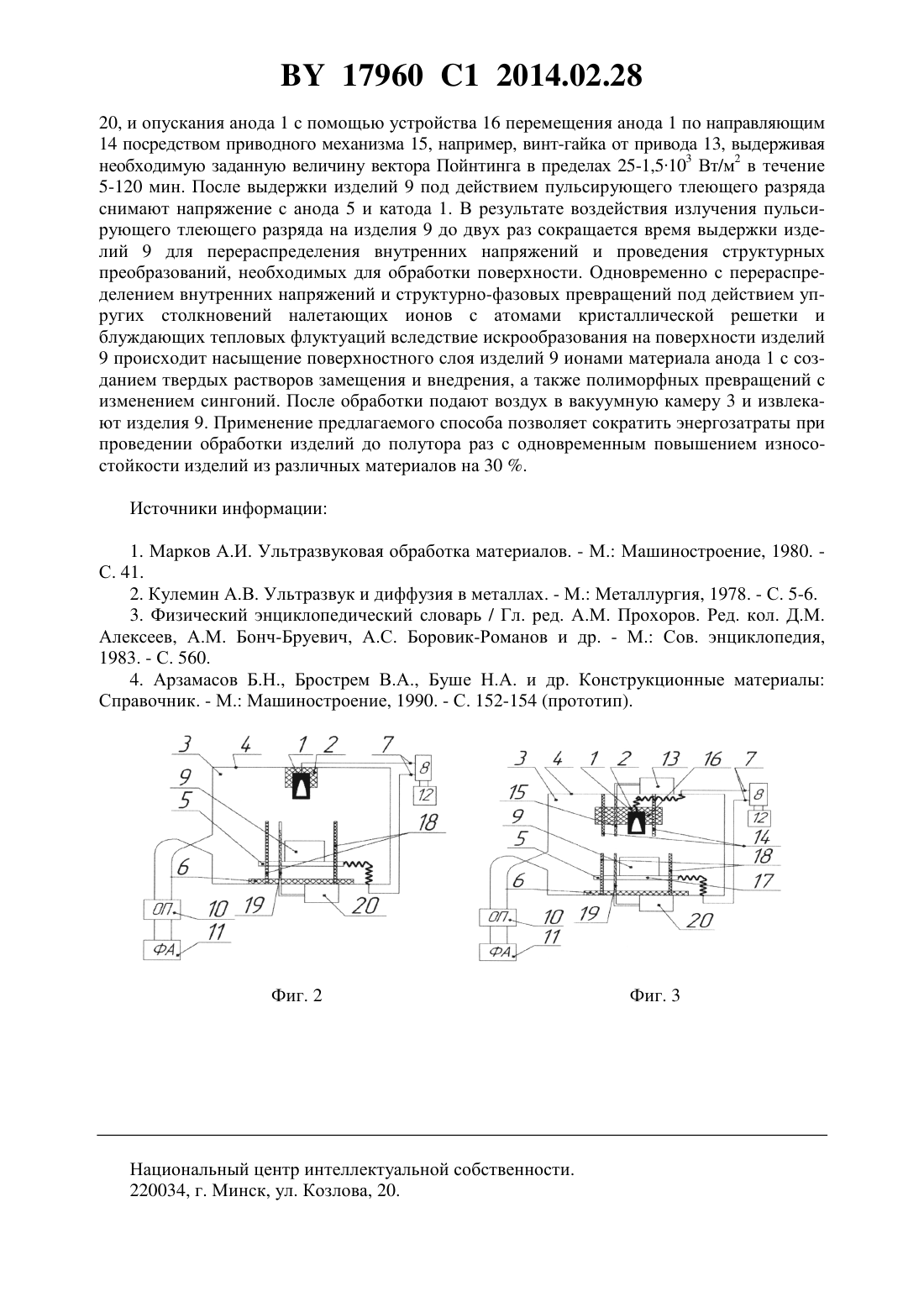
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ В ВАКУУМЕ В ТЛЕЮЩЕМ РАЗРЯДЕ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Логвин Владимир Александрович Чернов Анатолий Сергеевич Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2(3). С. 159-163.а 20091848, 2011.3952 1, 2001.1182690 , 1985.046273 , 1992.(57) Способ обработки поверхности изделий в вакууме в тлеющем разряде, заключающийся в том, что изделия располагают в вакуумной камере на катоде обрабатываемой поверхностью к аноду, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,310-2-1,3103 Па, создают между катодом и анодом, подключенными через инвертор к источнику напряжения и расположенными на расстоянии 150-1000 мм, напряжение 0,2 кВ и ток 10-5-1 А, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки изменяют расстояние между катодом и анодом, поддерживая частоту напряжения 10-5104 Гц и вектор Пойнтинга в пределах 25-2,5103 Вт/м 2 в течение 5-120 мин. 17960 1 2014.02.28 Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, машиностроительной промышленности. Известны способы обработки поверхности, заключающиеся в том, что под воздействием высокочастотной энергии происходит возрастание энергетического уровня материала упрочняемого изделия 1, 2, 3. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении так, как необходимо подвергать высокочастотной обработке изделие. Наиболее близким по технической сущности и достигаемым результатам является способ, включающий изменение свойств поверхностного слоя вследствие торможения в нем бомбардирующих ионов в вакууме в тлеющем разряде 4. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала между катодом и анодом, нагрева изделий до высоких температур и большего времени выдержки изделий под действием потенциала и не позволяет осуществлять управление процессом. Задачей данного изобретения является изменение электронного и ионного потоков в межэлектродном пространстве при возбуждении и обработке в тлеющем разряде для снижения энергозатрат и сокращения времени обработки поверхности при одновременном повышении износостойкости изделий в процессе эксплуатации. Указанная задача решается благодаря тому, что способ обработки поверхности изделий в вакууме в тлеющем разряде, согласно изобретению, изделия располагают в вакуумной камере на катоде обрабатываемой поверхностью к аноду, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,310-2-1,3103 Па, создают между катодом и анодом, подключенными через инвертор к источнику напряжения и расположенными на расстоянии 150-1000 мм, напряжение 0,2 кВ и ток 10-5-1,0 А, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки изменяют расстояние между катодом и анодом, поддерживая частоту напряжения 10-5104 Гц и вектор Пойнтинга в пределах 25-2,5 103 Вт/м 2 в течение 5-120 мин. Известно, что при высокочастотном изменении подаваемого постоянного тока происходит возрастание энергетического уровня материала. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода(электрода-излучателя) и образующиеся в результате ионизации газов межкатодного пространства, имеют энергию, достаточную для осуществления структурных изменений поверхности материала упрочняемого изделия. К тому же для ионизации межкатодного пространства в вакуумной камере при значительном расстоянии между катодом и анодом требуется большое значение падения потенциала и время выдержки для розжига разряда. Поэтому, перемещая анод или катод, особенно для скорейшего розжига разряда, можно сократить энергопотребление при обработке поверхности. При использовании высокочастотного постоянного тока в процессе обработки можно значительно повысить начальную энергию заряженных частиц, исходящих из анода и катода, тем самым усилить действие эффекта Франка-Рида по выходу ионов из анода и образованию взрывной эмиссии для лавинообразного выхода электронов из катода и изделий, расположенных на нем. Далее под действием катодного падения потенциала энергия ионов и электронов увеличивается. Поэтому, изменяя во время обработки расстояние между анодом и катодом, можно сглаживать или усиливать изменения ионного и электронного токов, повышая производительность, снижая энергозатраты и время на обработку. Сущность изобретения поясняется фигурами. На фиг. 1 представлена схема установки для осуществления способа с перемещением анода, на фиг. 2 - с перемещением катода, на фиг. 3 - с перемещением катода и анода одновременно. 17960 1 2014.02.28 Электрод анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4 с возможностью перемещения с помощью устройства 16 перемещения анода 1 по направляющим 14 посредством приводного механизма 15,например винт-гайка от привода 13. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрической прокладке 6 с возможностью перемещения с помощью устройства 17 перемещения катода 5 по направляющим 18 посредством приводного механизма 19, например винт-гайка от привода 20. На катоде 5 выкладываются изделия 9, на которых необходимо произвести обработку поверхности. Высоковольтные провода 7 от катода 5 и анода 1 подключены к инвертору 8, который, в свою очередь, подключен к источнику напряжения 12, выполнен в виде источника инверторного высокочастотного постоянного тока. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха из вакуумной камеры 3. Обработку по предлагаемому способу осуществляют следующим образом. Изделия 9 помещают в вакуумную камеру 3 и располагают на катоде 5, установленном на диэлектрическом основании 6 таким образом, чтобы поверхность, на которой необходимо выполнить обработку поверхности, была обращена к аноду 1. Закрывают вакуумную камеру 3. Включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разряжения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разряжения 1,310-2-1,3103 Па, создают между катодом 5 и анодом 1, расположенными на расстоянии 150-1000 мм, напряжение 0,2 кВ и доводят ток до 10-5-1,0 А,постепенно повышая напряжение между катодом 5 и анодом 1, или сводят анод 1 с катодом 5 за счет поднятия катода 5 с помощью устройства 17 перемещения катода 5 по направляющим 18 посредством приводного механизма 19, например винт-гайка от привода 20, или опускания анода 1 с помощью устройства 16 перемещения анода 1 по направляющим 14 посредством приводного механизма 15, например винт-гайка от привода 13, или одновременного поднятия катода 5 и опускания анода 1 для уменьшения межкатодного расстояния для скорейшего возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода 1, тем самым зажигают тлеющий разряд. Благодаря вышеописанным действиям обеспечивается возникновение и устойчивое горение тлеющего разряда с формированием характерных для него структур при меньшем разряжении в вакуумной камере 3 и меньшем катодном падении потенциала,что, в свою очередь, снижает энергопотребление при работе установки. В процессе обработки поддерживают частоту подаваемого от источника напряжения 12 через инвертор 8 высокочастотного постоянного тока в пределах 10-5104 Гц, выдерживая вектор Пойнтинга в пределах 25-1,5103 Вт/м 2 в течение 5-120 мин. Усиление действия эффекта ФранкаРида по ионизации плазмы у анода 1 и образованию взрывной эмиссии для лавинообразного выхода электронов из катода 5 и изделий 9, подлежащих обработке поверхности вследствие тепловых флуктуаций за счет испарения микроскопических объемов материала с искрообразованием на поверхности изделий 9, проводят, изменяя расстояние между анодом 1 и катодом 5 с помощью устройства 17 перемещения катода 5 по направляющим 18 посредством приводного механизма 19, например винт-гайка от привода 20, и/или с помощью устройства 16 перемещения анода 1 по направляющим 14 посредством приводного механизма 15, например винт-гайка от привода 13. Например, при скачкообразном повышении ионного тока в процессе обработки анод 1 с катодом 5 и изделиями 9 разводят, а при скачкообразном снижении сближают и наоборот. Если необходимо повысить пульсацию ионного и электронного токов во время обработки, расстояние между анодом 1 и катодом 5 можно менять по необходимому закону, т.е. скачкообразно увеличивать, затем плавно уменьшать и наоборот плавно увеличивать, скачкообразно уменьшать, для этого сводят анод 1 с катодом 5 за счет поднятия катода 5, или опускания анода 1, или одновременного поднятия катода 5 с помощью устройства 17 перемещения катода 5 по направляющим 18 посредством приводного механизма 19, например винт-гайка от привода 3 17960 1 2014.02.28 20, и опускания анода 1 с помощью устройства 16 перемещения анода 1 по направляющим 14 посредством приводного механизма 15, например, винт-гайка от привода 13, выдерживая необходимую заданную величину вектора Пойнтинга в пределах 25-1,5103 Вт/м 2 в течение 5-120 мин. После выдержки изделий 9 под действием пульсирующего тлеющего разряда снимают напряжение с анода 5 и катода 1. В результате воздействия излучения пульсирующего тлеющего разряда на изделия 9 до двух раз сокращается время выдержки изделий 9 для перераспределения внутренних напряжений и проведения структурных преобразований, необходимых для обработки поверхности. Одновременно с перераспределением внутренних напряжений и структурно-фазовых превращений под действием упругих столкновений налетающих ионов с атомами кристаллической решетки и блуждающих тепловых флуктуаций вследствие искрообразования на поверхности изделий 9 происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1 с созданием твердых растворов замещения и внедрения, а также полиморфных превращений с изменением сингоний. После обработки подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении обработки изделий до полутора раз с одновременным повышением износостойкости изделий из различных материалов на 30 . Источники информации 1. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 2. Кулемин А.В. Ультразвук и диффузия в металлах. - М. Металлургия, 1978. - С. 5-6. 3. Физический энциклопедический словарь / Гл. ред. А.М. Прохоров. Ред. кол. Д.М. Алексеев, А.М. Бонч-Бруевич, А.С. Боровик-Романов и др. - М. Сов. энциклопедия,1983. - С. 560. 4. Арзамасов Б.Н., Брострем В.А., Буше Н.А. и др. Конструкционные материалы Справочник. - М. Машиностроение, 1990. - С. 152-154 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 8/00, C23C 14/48, C23C 14/36
Метки: поверхности, тлеющем, вакууме, изделий, обработки, способ, разряде
Код ссылки
<a href="https://by.patents.su/4-17960-sposob-obrabotki-poverhnosti-izdelijj-v-vakuume-v-tleyushhem-razryade.html" rel="bookmark" title="База патентов Беларуси">Способ обработки поверхности изделий в вакууме в тлеющем разряде</a>
Способ обработки поверхности изделий в вакууме в тлеющем разряде и устройство для его осуществления

Номер патента: 17923
Опубликовано: 28.02.2014
Авторы: Логвина Екатерина Владимировна, Редько Всеволод Петрович, Чернов Анатолий Сергеевич, Терешко Ирина Васильевна, Логвин Владимир Александрович
МПК: C23C 14/38, C23C 8/00, C23C 14/48...
Метки: способ, разряде, поверхности, вакууме, изделий, тлеющем, осуществления, обработки, устройство
Текст:
...агрегат, вакуумную камеру с катодом и анодом, подключенными к источнику напряжения,согласно изобретению, содержит маски из диэлектрических материалов, установленные над изделиями и выполненные с возможностью отвода излучения от поверхностей, не требующих обработки, и концентрации на поверхностях, требующих более интенсивной обработки. Над изделиями установлены фокусаторы из диэлектрических материалов, выполненные с возможностью увеличения...
Устройство для локализованной химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 3952
Опубликовано: 30.06.2001
Авторы: Силенков Михаил Анатольевич, Шушков Сергей Васильевич
МПК: C23C 8/36, H01J 37/317
Метки: локализованной, давлении, обработки, химико-термической, тлеющем, металлических, атмосферном, разряде, изделий, устройство
Текст:
...анода упрощает эту операцию за счет автоматического разъединения электродов при протекании тока. Для пояснения работы устройства приведены схемы фиг. 1 - принципиально необходимых модулей для работы устройства, фиг. 2 - пример взаимного расположения электродов, фиг. 3 -реализация устройства с функционально более широкими возможностями для обработки, фиг. 4 - изменение твердости после обработки образца из стали 38 ХМЮА. 3952 1...
Устройство для химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 6220
Опубликовано: 30.06.2004
Автор: Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: обработки, атмосферном, устройство, химико-термической, тлеющем, разряде, металлических, давлении, изделий
Текст:
...цель достигается тем, что в предложенном устройстве, содержащем источник питания постоянного тока, анод, держатель для крепления изделия, подключенный к отрицательному полюсу источника питания, анод размещен в ванне с рабочим веществом, способным к расплавлению и обладающим электропроводностью в расплавленном состоянии, и выполнен выступающим над поверхностью рабочего вещества, а ванна снабжена нагревателем. Рабочим веществом является...
Способ упрочнения деталей тормозной системы в тлеющем разряде (варианты)
Номер патента: 16414
Опубликовано: 30.10.2012
Авторы: Сазонов Игорь Сергеевич, Логвин Владимир Александрович, Логвина Екатерина Владимировна, Жолобов Александр Алексеевич
МПК: C23C 14/38, C23C 8/00
Метки: тлеющем, разряде, способ, варианты, упрочнения, деталей, системы, тормозной
Текст:
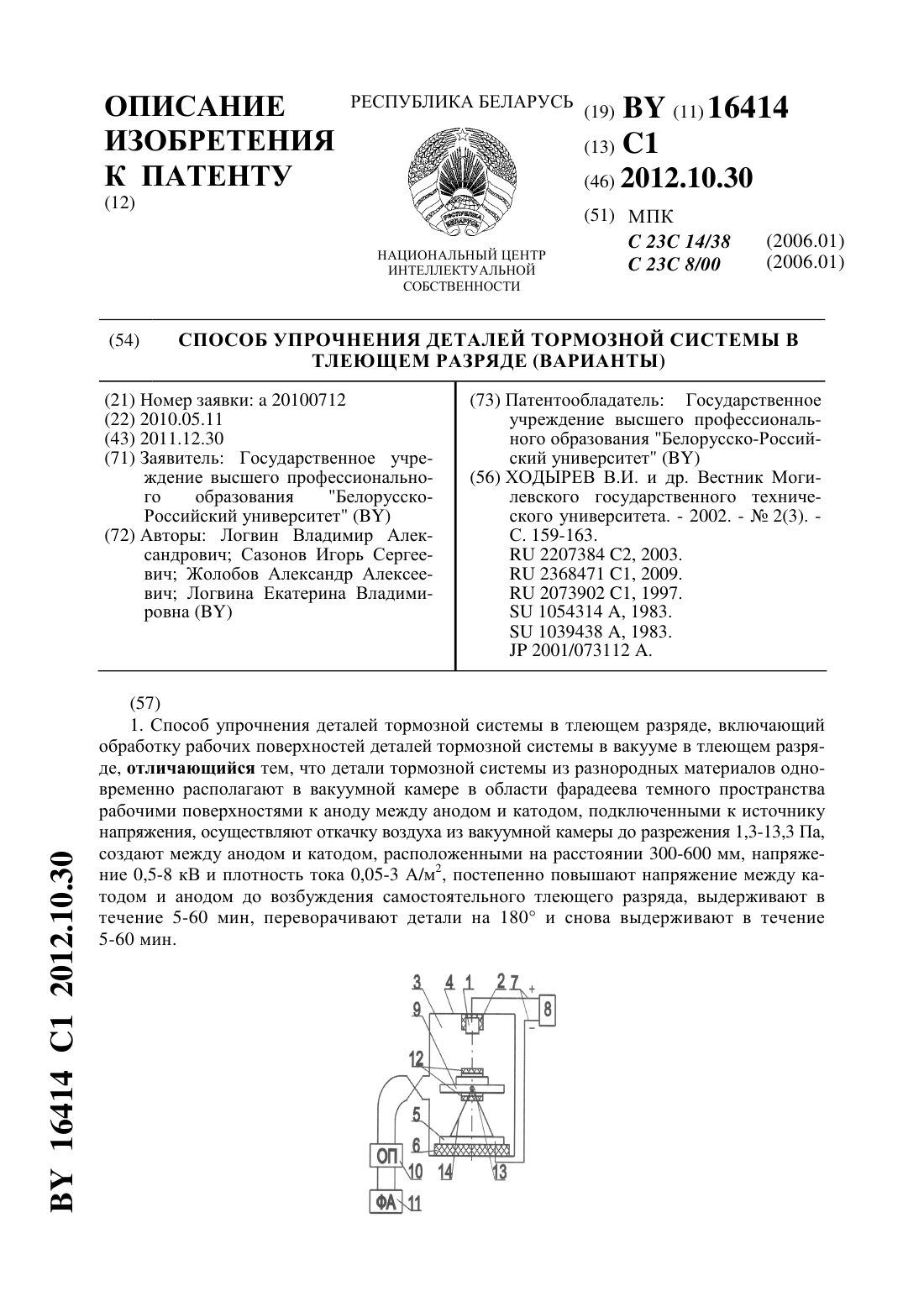
...к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,313,3 Па, создают между катодом и анодом, расположенными на расстоянии 300600 мм, напряжение 0,58 кВ и плотность тока 0,053 А/м 2,постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, во время обработки детали тормозной системы непрерывно вращают в...
Способ обработки изделия в вакууме
Номер патента: 16593
Опубликовано: 30.12.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 8/00, C23C 14/48, C23C 14/36...
Метки: изделия, вакууме, обработки, способ
Текст:
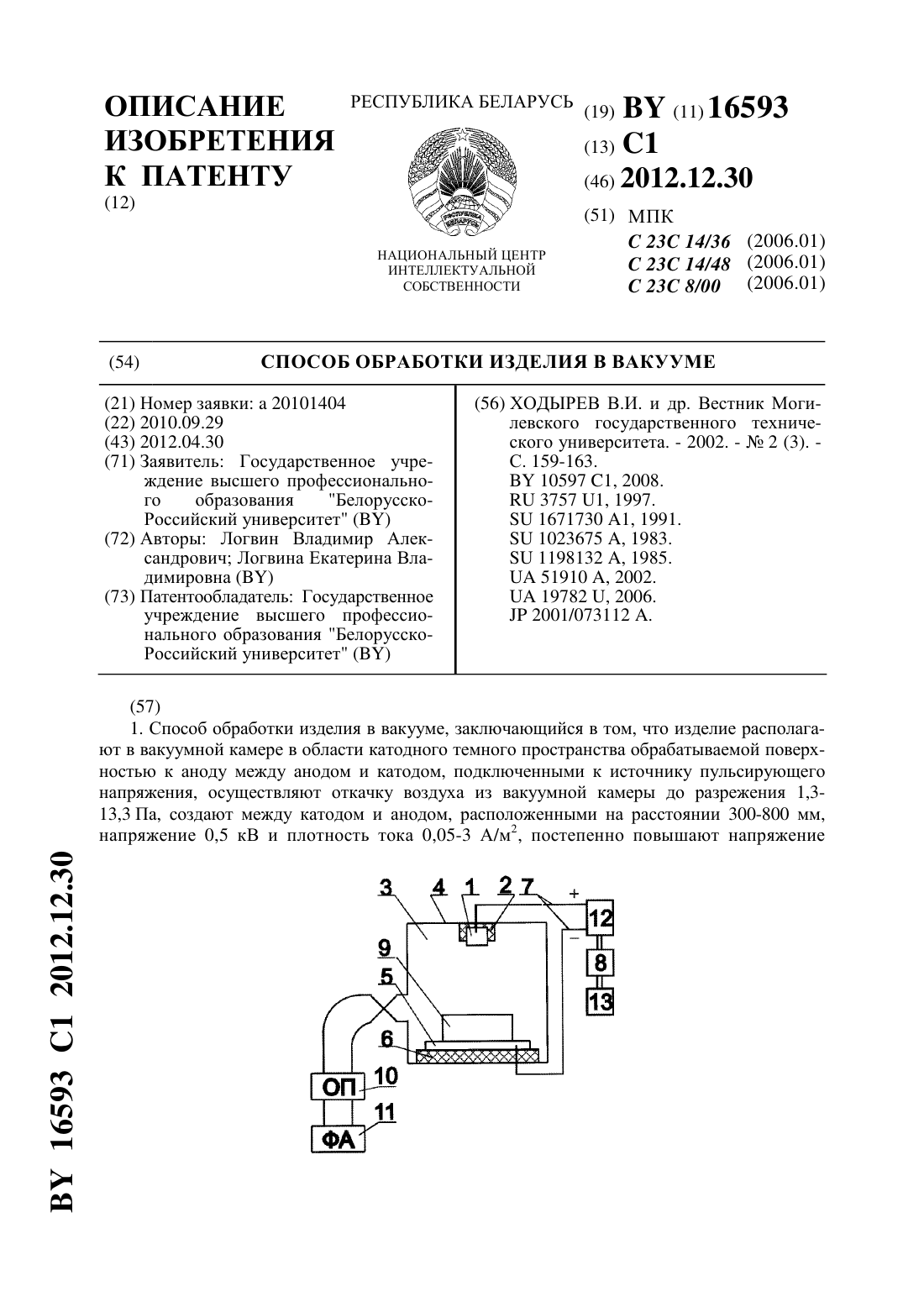
...потенциала энергия ионов, исходящих из анода и находящихся в пространстве между анодом и катодом, увеличивается. Подвергая изделия в процессе обработки воздействию импульсов тока, подаваемых с частотой, близкой к собственной резонансной частоте атомов кристаллической решетки материала изделий, можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения параметров качества поверхностного слоя...
Предыдущий патент: Способ получения гранулированного наполнителя для моющих средств
Следующий патент: Устройство для вычисления модулярных симметрических булевых функций n переменных
Случайный патент: Конвейер ленточный панельный