Способ упрочнения деталей тормозной системы в тлеющем разряде (варианты)
Номер патента: 16414
Опубликовано: 30.10.2012
Авторы: Сазонов Игорь Сергеевич, Жолобов Александр Алексеевич, Логвина Екатерина Владимировна, Логвин Владимир Александрович
Текст
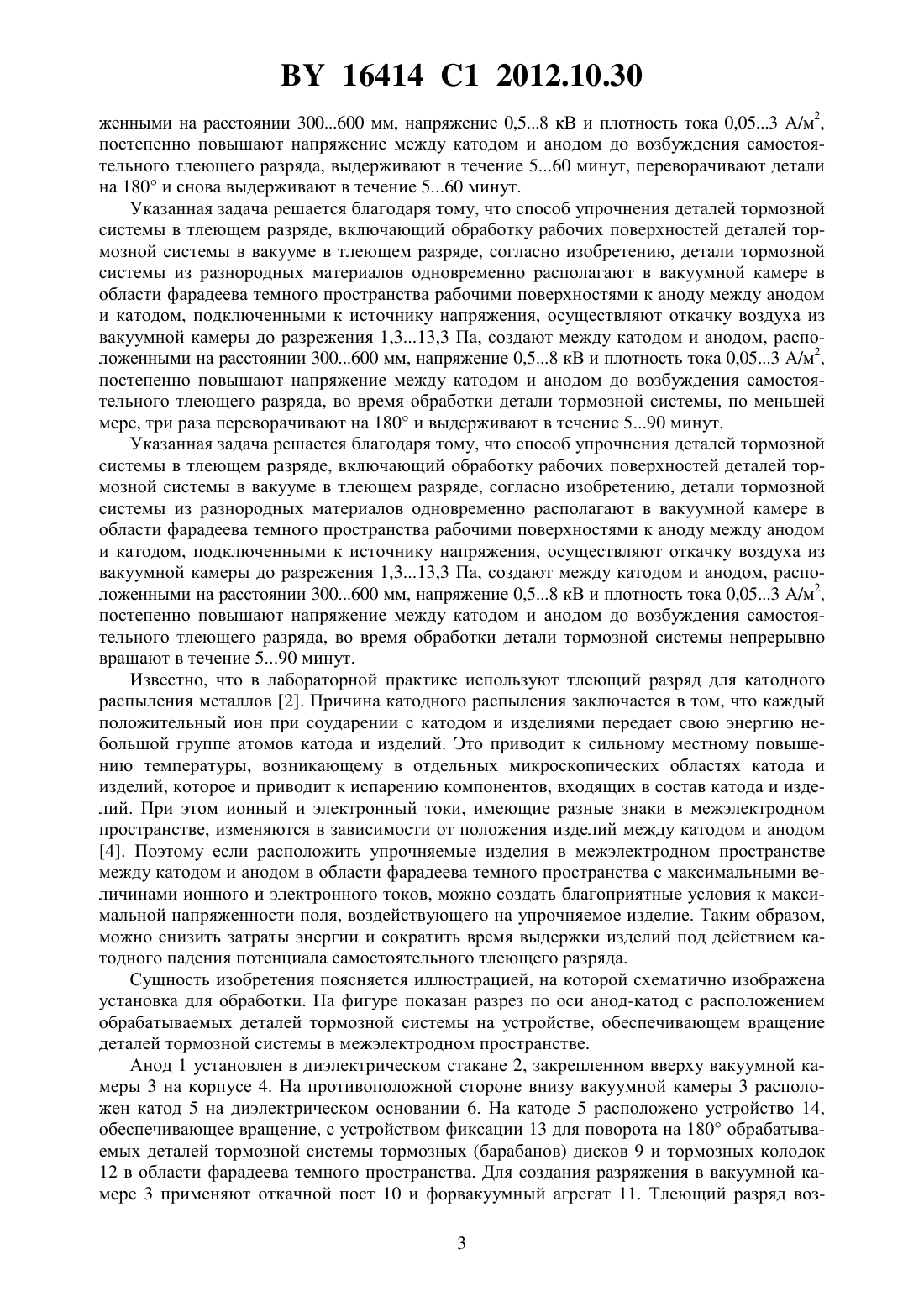
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ТОРМОЗНОЙ СИСТЕМЫ В ТЛЕЮЩЕМ РАЗРЯДЕ (ВАРИАНТЫ)(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Сазонов Игорь Сергеевич Жолобов Александр Алексеевич Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2(3). С. 159-163.2207384 2, 2003.2368471 1, 2009.2073902 1, 1997.1054314 , 1983.1039438 , 1983.2001/073112 .(57) 1. Способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, отличающийся тем, что детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па,создают между анодом и катодом, расположенными на расстоянии 300-600 мм, напряжение 0,5-8 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, выдерживают в течение 5-60 мин, переворачивают детали на 180 и снова выдерживают в течение 5-60 мин. 16414 1 2012.10.30 2. Способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, отличающийся тем, что детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па,создают между анодом и катодом, расположенными на расстоянии 300-600 мм, напряжение 0,5-8 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, во время обработки детали тормозной системы по меньшей мере три раза переворачивают на 180 и выдерживают в течение 5-90 мин. 3. Способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, отличающийся тем, что детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па,создают между анодом и катодом, расположенными на расстоянии 300-600 мм, напряжение 0,5-8 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, во время обработки детали тормозной системы непрерывно вращают в течение 5-90 мин. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, автомобильной и машиностроительной промышленности. Известные способы упрочнения заключаются в том, что под воздействием ионных пучков происходит возрастание энергетического уровня материала упрочняемого изделия,а также испарение металлов в микроскопических областях катода 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо изделия из разнородных материалов выдерживать в камере раздельно длительное время под действием ионных пучков для упрочнения рабочих поверхностей. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что упрочнение осуществляется посредством изменения свойств поверхностного слоя вследствие торможения в нем бомбардирующих ионов тлеющего разряда 3. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала и плотности тока между катодом и анодом, а также изделия подвергают нагреву до высоких температур. Задачей данного изобретения является снижение энергозатрат и сокращение времени обработки при одновременном повышении износостойкости рабочих поверхностей в процессе эксплуатации. Указанная задача решается благодаря тому, что способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, согласно изобретению, детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3 13,3 Па, создают между катодом и анодом, располо 2 16414 1 2012.10.30 женными на расстоянии 300600 мм, напряжение 0,58 кВ и плотность тока 0,053 А/м 2,постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, выдерживают в течение 560 минут, переворачивают детали на 180 и снова выдерживают в течение 560 минут. Указанная задача решается благодаря тому, что способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, согласно изобретению, детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,313,3 Па, создают между катодом и анодом, расположенными на расстоянии 300600 мм, напряжение 0,58 кВ и плотность тока 0,053 А/м 2,постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, во время обработки детали тормозной системы, по меньшей мере, три раза переворачивают на 180 и выдерживают в течение 590 минут. Указанная задача решается благодаря тому, что способ упрочнения деталей тормозной системы в тлеющем разряде, включающий обработку рабочих поверхностей деталей тормозной системы в вакууме в тлеющем разряде, согласно изобретению, детали тормозной системы из разнородных материалов одновременно располагают в вакуумной камере в области фарадеева темного пространства рабочими поверхностями к аноду между анодом и катодом, подключенными к источнику напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,313,3 Па, создают между катодом и анодом, расположенными на расстоянии 300600 мм, напряжение 0,58 кВ и плотность тока 0,053 А/м 2,постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, во время обработки детали тормозной системы непрерывно вращают в течение 590 минут. Известно, что в лабораторной практике используют тлеющий разряд для катодного распыления металлов 2. Причина катодного распыления заключается в том, что каждый положительный ион при соударении с катодом и изделиями передает свою энергию небольшой группе атомов катода и изделий. Это приводит к сильному местному повышению температуры, возникающему в отдельных микроскопических областях катода и изделий, которое и приводит к испарению компонентов, входящих в состав катода и изделий. При этом ионный и электронный токи, имеющие разные знаки в межэлектродном пространстве, изменяются в зависимости от положения изделий между катодом и анодом 4. Поэтому если расположить упрочняемые изделия в межэлектродном пространстве между катодом и анодом в области фарадеева темного пространства с максимальными величинами ионного и электронного токов, можно создать благоприятные условия к максимальной напряженности поля, воздействующего на упрочняемое изделие. Таким образом,можно снизить затраты энергии и сократить время выдержки изделий под действием катодного падения потенциала самостоятельного тлеющего разряда. Сущность изобретения поясняется иллюстрацией, на которой схематично изображена установка для обработки. На фигуре показан разрез по оси анод-катод с расположением обрабатываемых деталей тормозной системы на устройстве, обеспечивающем вращение деталей тормозной системы в межэлектродном пространстве. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрическом основании 6. На катоде 5 расположено устройство 14,обеспечивающее вращение, с устройством фиксации 13 для поворота на 180 обрабатываемых деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства. Для создания разряжения в вакуумной камере 3 применяют откачной пост 10 и форвакуумный агрегат 11. Тлеющий разряд воз 3 16414 1 2012.10.30 буждается между анодом 1 и катодом 5 посредством подачи напряжения от блока 8 питания через высоковольтные провода 7. Пример реализации способов. Перед началом процесса обработки на катод 5 устанавливается устройство 14, обеспечивающее вращение, с устройством фиксации 13 для поворота на 180 обрабатываемых деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства. Закрывают вакуумную камеру 3 и включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разряжения в вакуумной камере 3 включают агрегат форвакуумный 12 для создания необходимого разрежения в 1,313,3 Па, вакуумной камере 3 и через высоковольтные провода 7 от блока 8 питания подают напряжение 0,58 кВ на катод 5 и анод 1 и обеспечивают плотность тока 0,053 А/м 2, тем самым зажигают тлеющий разряд. Под действием катодного падения потенциала тлеющего разряда в результате ионно-электронной и фотоэлектронной эмиссий происходит формирование характерной для него структуры. Выдерживают обрабатываемые детали тормозной системы тормозные(барабаны) диски 9 и тормозные колодки 12 в области фарадеева темного пространства в течение 560 минут, затем переворачивают детали на 180 и снова выдерживают в течение 560 минут. Можно осуществлять выдержку обрабатываемых деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства, при этом, по меньшей мере, три раза переворачивать на 180 в течение 590 минут. Можно осуществлять выдержку обрабатываемых деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства, при этом во время обработки детали тормозной системы непрерывно вращают в течение 590 минут. Для поворота деталей тормозной системы на 180 включают устройство 14, обеспечивающее вращение, например, электромагнитное или механическое и при помощи устройства фиксации 13, например, в виде конического фиксатора или электромагнита, фиксируют каждый раз положение деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства рабочей стороной к аноду 1. Непрерывное вращение с заданной скоростью,например 1020 мин-1, меняет поочередно положение рабочих поверхностей деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 в области фарадеева темного пространства по отношению к аноду 1 в течение 590 минут, при этом устройство фиксации 13 отключено. Под действием катодного падения потенциала тлеющего разряда в результате ионно-электронной и фотоэлектронной эмиссий происходит испарение частиц из деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12, а также катода 5 и заполнение вакансий в кристаллической решетке на поверхности деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12. Одновременно с этим происходит повышение энергетического потенциала поверхностного слоя и колебание кристаллической решетки, что приводит к упорядочению ее структуры и частичному изменению структуры с упрочнением поверхностного слоя деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 вследствие торможения в нем поочередно в большей степени бомбардирующих ионов, а затем в большей степени электронов и наоборот. Это позволяет сократить время упрочнения изделий до 30 при одновременном нанесении (конденсировании) на изделиях наноструктурированного слоя, сформированного из продуктов испарения из анода 1, катода 5 и деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12,что повышает их износостойкость до 50 . После выдержки деталей тормозной системы тормозных (барабанов) дисков 9 и тормозных колодок 12 под действием тлеющего разряда снимают напряжение с анода 1 и катода 5 подают воздух в вакуумную камеру 3, а затем извлекают детали тормозной системы тормозные (барабаны) диски 9 и тормозные колодки 12. 16414 1 2012.10.30 Источники информации 1. Погребяк А.Л., Решнев Р.Е. и др. Модификация свойств металлов под действием мощных ионных пучков // Известия вузов Физика. -1. - 1987. - С. 52-65. 2. Калашников С.Г. Электричество Учебн. пособие для вузов. - М., 1970. - С. 410-414,рис. 349, 350. 3. Арзамасов Б.Н., Брострем В.А., Буше Н.А. и др. Конструкционные материалы Справочник. - М. Машиностроение, 1990. - С. 152-153 (прототип). 4. Физический энциклопедический словарь / Гл. ред. А.М. Прохоров. Ред. кол. Д.М. Алексеев, А.М. Бонч-Бруевич, А.С. Боровик-Романов и др. - М. Сов. энциклопедия,1983. - С. 761. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 8/00, C23C 14/38
Метки: тормозной, варианты, тлеющем, деталей, системы, упрочнения, способ, разряде
Код ссылки
<a href="https://by.patents.su/5-16414-sposob-uprochneniya-detalejj-tormoznojj-sistemy-v-tleyushhem-razryade-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения деталей тормозной системы в тлеющем разряде (варианты)</a>
Устройство для локализованной химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 3952
Опубликовано: 30.06.2001
Авторы: Силенков Михаил Анатольевич, Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: металлических, давлении, локализованной, изделий, тлеющем, разряде, атмосферном, обработки, устройство, химико-термической
Текст:
...анода упрощает эту операцию за счет автоматического разъединения электродов при протекании тока. Для пояснения работы устройства приведены схемы фиг. 1 - принципиально необходимых модулей для работы устройства, фиг. 2 - пример взаимного расположения электродов, фиг. 3 -реализация устройства с функционально более широкими возможностями для обработки, фиг. 4 - изменение твердости после обработки образца из стали 38 ХМЮА. 3952 1...
Устройство для химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 6220
Опубликовано: 30.06.2004
Автор: Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: металлических, обработки, изделий, тлеющем, атмосферном, разряде, устройство, давлении, химико-термической
Текст:
...цель достигается тем, что в предложенном устройстве, содержащем источник питания постоянного тока, анод, держатель для крепления изделия, подключенный к отрицательному полюсу источника питания, анод размещен в ванне с рабочим веществом, способным к расплавлению и обладающим электропроводностью в расплавленном состоянии, и выполнен выступающим над поверхностью рабочего вещества, а ванна снабжена нагревателем. Рабочим веществом является...
Способ упрочнения изделия
Номер патента: 15548
Опубликовано: 28.02.2012
Авторы: Жолобов Александр Алексеевич, Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 8/00
Метки: упрочнения, способ, изделия
Текст:
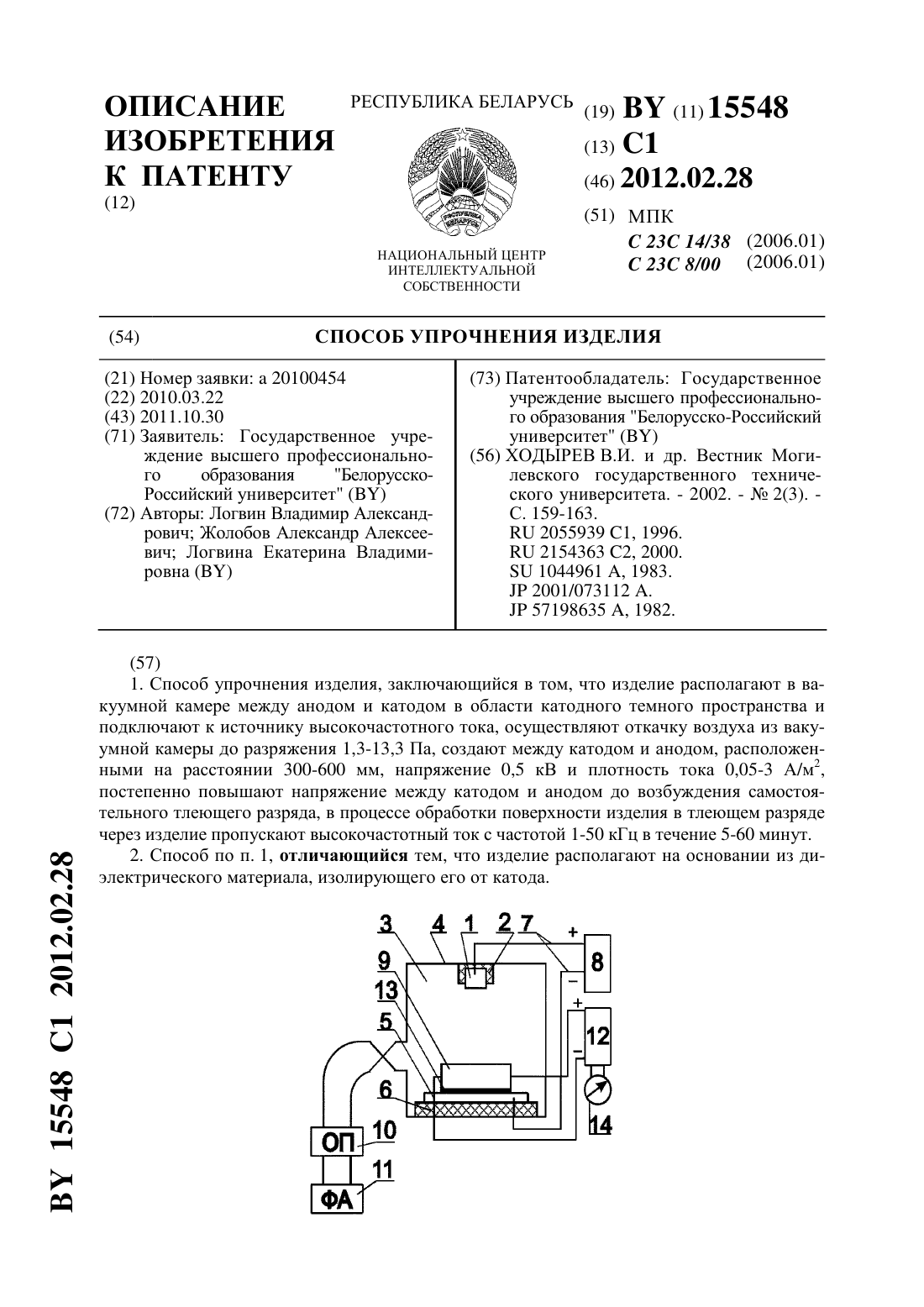
...действием катодного падения потенциала энергия ионов, исходящих из анода и образующихся в межкатодном пространстве, увеличивается. Подвергая изделие воздействию высокочастотного постоянного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала упрочняемого изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала упрочняемого...
Способ поверхностного упрочнения изделий
Номер патента: 15546
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/38
Метки: изделий, поверхностного, упрочнения, способ
Текст:
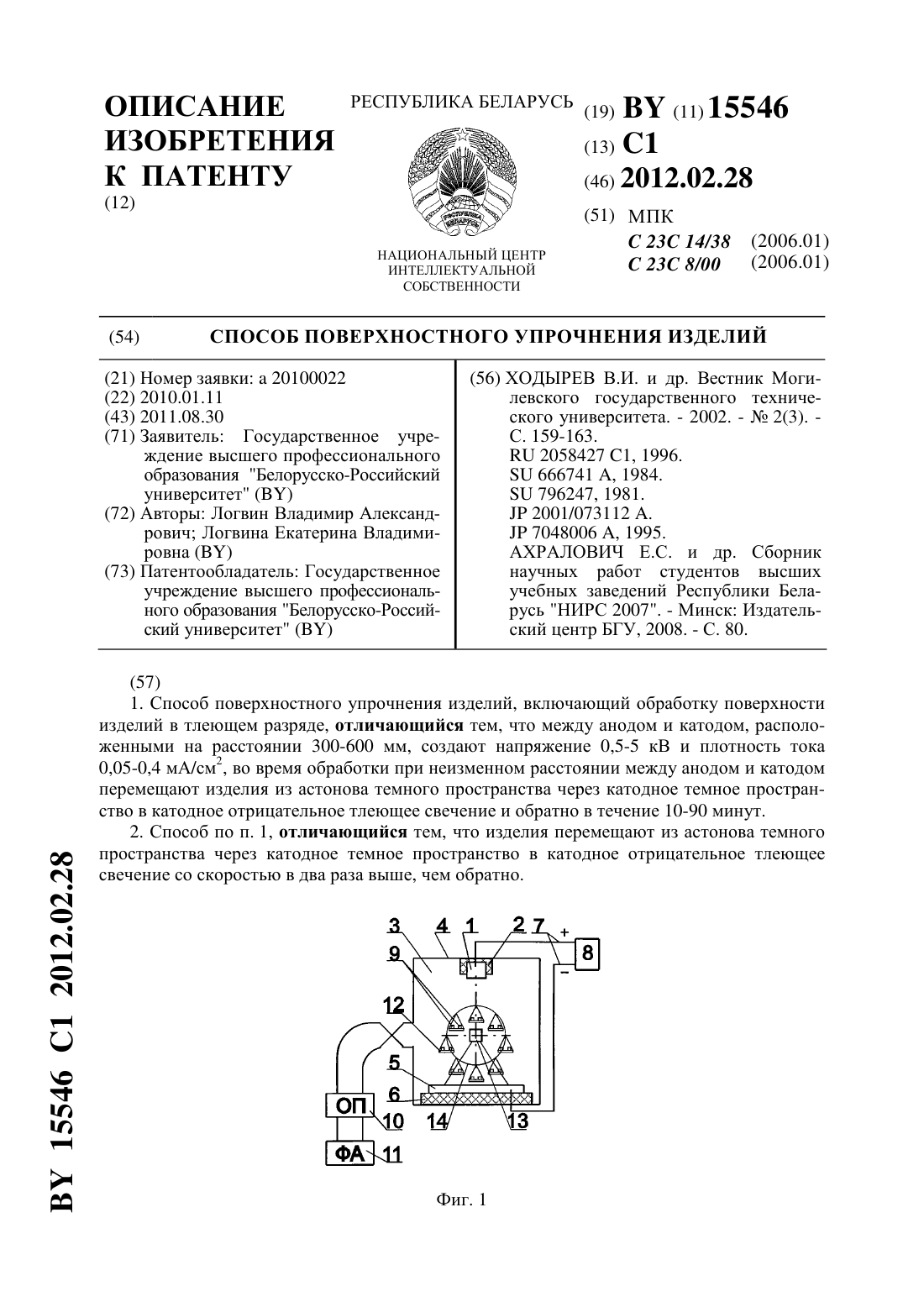
...в лабораторной практике используют тлеющий разряд для катодного распыления материалов 2. Причина катодного распыления заключается в том, что каждый положительный ион при соударении с катодом и изделиями передает свою энергию небольшой группе атомов катода и изделий. Это приводит к сильному местному повышению температуры, возникающему в отдельных микроскопических областях катода и изделий, которое и приводит к испарению компонентов, входящих в...
Способ ультразвукового упрочнения изделий
Номер патента: 15544
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, B06B 3/00, C23C 8/00...
Метки: изделий, способ, ультразвукового, упрочнения
Текст:
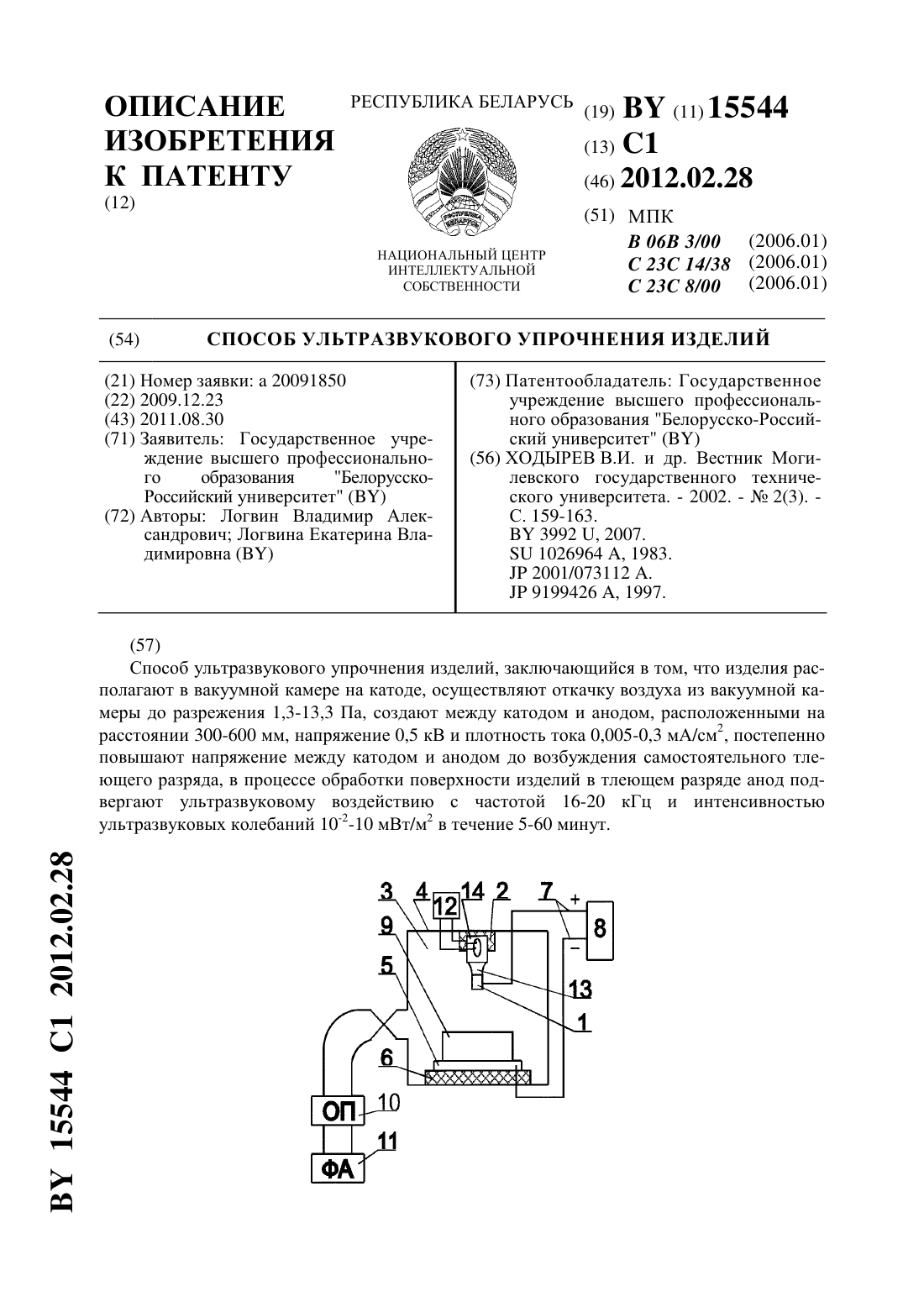
...металлов. Причина катодного распыления заключается в том,что каждый положительный ион при соударении с катодом и изделиями, контактирующими с катодом, передает свою энергию небольшой группе атомов катода и изделий, контактирующих с катодом. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода (электрода-излучателя) и расположенные в межкатодном пространстве, имеют энергию, достаточную...
Предыдущий патент: Способ упрочнения изделий
Следующий патент: Устройство для очистки от коррозии плоской стальной поверхности
Случайный патент: Способ получения поликристаллов кубического нитрида бора