Способ обработки изделия в вакууме
Номер патента: 16593
Опубликовано: 30.12.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
Текст
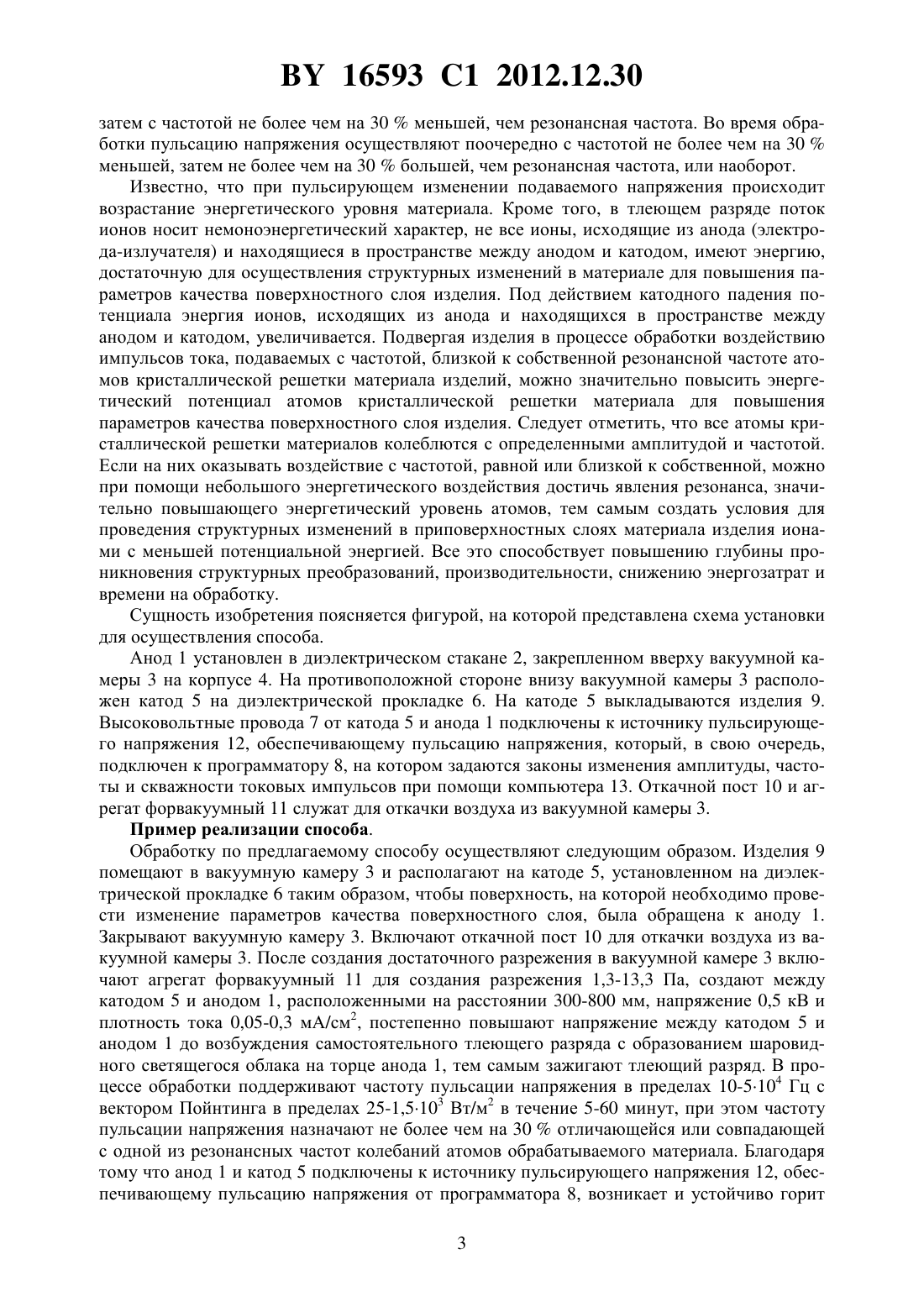
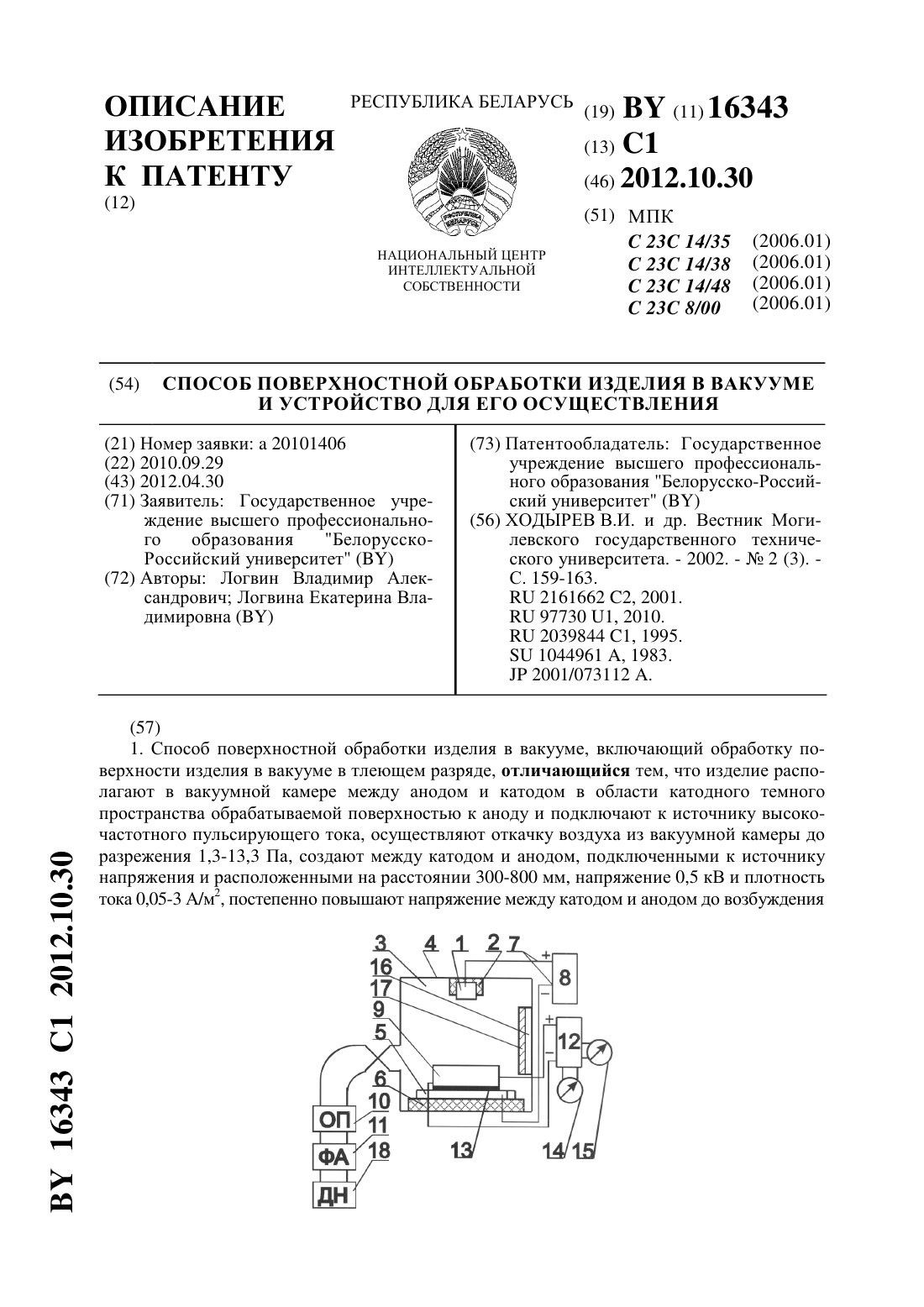
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ В ВАКУУМЕ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2 (3). С. 159-163.10597 1, 2008.3757 1, 1997.1671730 1, 1991.1023675 , 1983.1198132 , 1985.51910 , 2002.19782 , 2006.2001/073112 .(57) 1. Способ обработки изделия в вакууме, заключающийся в том, что изделие располагают в вакуумной камере в области катодного темного пространства обрабатываемой поверхностью к аноду между анодом и катодом, подключенными к источнику пульсирующего напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,313,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм,напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение 16593 1 2012.12.30 между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки поддерживают частоту пульсации напряжения в пределах 10-5104 Гц с вектором Пойнтинга в пределах 25-1,5103 Вт/м 2 в течение 5-60 минут, причем обеспечивают частоту пульсации напряжения, совпадающую с резонансной частотой колебаний атомов материала изделия или отличающуюся от нее не более чем на 30 . 2. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют сначала с частотой не более чем на 30 меньшей, а затем с частотой не более чем на 30 большей, чем резонансная частота. 3. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют сначала с частотой не более чем на 30 большей, а затем с частотой не более чем на 30 меньшей, чем резонансная частота. 4. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют поочередно с частотой не более чем на 30 меньшей, затем не более чем на 30 большей, чем резонансная частота, или наоборот. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, машиностроительной промышленности. Известны способы обработки, заключающиеся в том, что под воздействием высокочастотной ультразвуковой энергии происходит возрастание энергетического уровня материала упрочняемого изделия 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо подвергать высокочастотной ультразвуковой обработке изделие. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что повышение параметров качества поверхностного слоя осуществляется посредством изменения свойств поверхностного слоя вследствие разгона и торможения в нем бомбардирующих ионов в вакууме, в тлеющем разряде 3. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала между катодом и анодом, нагрева изделий до высоких температур и большего времени выдержки изделий под действием потенциала. Задачей данного изобретения является снижение энергозатрат и сокращение времени обработки при одновременном повышении параметров качества поверхностного слоя изделий в процессе эксплуатации. Указанная задача достигается тем, что в способе обработки изделия в вакууме, согласно изобретению, изделие располагают в вакуумной камере в области катодного темного пространства между анодом и катодом, подключенными к источнику пульсирующего напряжения, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода, в процессе обработки поддерживают частоту пульсации напряжения в пределах 10-5104 Гц с вектором Пойнтинга в пределах 25-1,5103 Вт/м 2 в течение 5-60 минут, причем обеспечивают частоту пульсации напряжения, совпадающую с резонансной частотой колебаний атомов материала изделия или отличающуюся от нее не более чем на 30 . Во время обработки пульсацию напряжения осуществляют сначала с частотой не более чем на 30 меньшей, а затем с частотой не более чем на 30 большей, чем резонансная частота. Во время обработки пульсацию напряжения осуществляют сначала с частотой не более чем на 30 большей, а 2 16593 1 2012.12.30 затем с частотой не более чем на 30 меньшей, чем резонансная частота. Во время обработки пульсацию напряжения осуществляют поочередно с частотой не более чем на 30 меньшей, затем не более чем на 30 большей, чем резонансная частота, или наоборот. Известно, что при пульсирующем изменении подаваемого напряжения происходит возрастание энергетического уровня материала. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода (электрода-излучателя) и находящиеся в пространстве между анодом и катодом, имеют энергию,достаточную для осуществления структурных изменений в материале для повышения параметров качества поверхностного слоя изделия. Под действием катодного падения потенциала энергия ионов, исходящих из анода и находящихся в пространстве между анодом и катодом, увеличивается. Подвергая изделия в процессе обработки воздействию импульсов тока, подаваемых с частотой, близкой к собственной резонансной частоте атомов кристаллической решетки материала изделий, можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения параметров качества поверхностного слоя изделия. Следует отметить, что все атомы кристаллической решетки материалов колеблются с определенными амплитудой и частотой. Если на них оказывать воздействие с частотой, равной или близкой к собственной, можно при помощи небольшого энергетического воздействия достичь явления резонанса, значительно повышающего энергетический уровень атомов, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионами с меньшей потенциальной энергией. Все это способствует повышению глубины проникновения структурных преобразований, производительности, снижению энергозатрат и времени на обработку. Сущность изобретения поясняется фигурой, на которой представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрической прокладке 6. На катоде 5 выкладываются изделия 9. Высоковольтные провода 7 от катода 5 и анода 1 подключены к источнику пульсирующего напряжения 12, обеспечивающему пульсацию напряжения, который, в свою очередь,подключен к программатору 8, на котором задаются законы изменения амплитуды, частоты и скважности токовых импульсов при помощи компьютера 13. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха из вакуумной камеры 3. Пример реализации способа. Обработку по предлагаемому способу осуществляют следующим образом. Изделия 9 помещают в вакуумную камеру 3 и располагают на катоде 5, установленном на диэлектрической прокладке 6 таким образом, чтобы поверхность, на которой необходимо провести изменение параметров качества поверхностного слоя, была обращена к аноду 1. Закрывают вакуумную камеру 3. Включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разрежения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разрежения 1,3-13,3 Па, создают между катодом 5 и анодом 1, расположенными на расстоянии 300-800 мм, напряжение 0,5 кВ и плотность тока 0,05-0,3 мА/см 2, постепенно повышают напряжение между катодом 5 и анодом 1 до возбуждения самостоятельного тлеющего разряда с образованием шаровидного светящегося облака на торце анода 1, тем самым зажигают тлеющий разряд. В процессе обработки поддерживают частоту пульсации напряжения в пределах 10-5104 Гц с вектором Пойнтинга в пределах 25-1,5103 Вт/м 2 в течение 5-60 минут, при этом частоту пульсации напряжения назначают не более чем на 30 отличающейся или совпадающей с одной из резонансных частот колебаний атомов обрабатываемого материала. Благодаря тому что анод 1 и катод 5 подключены к источнику пульсирующего напряжения 12, обеспечивающему пульсацию напряжения от программатора 8, возникает и устойчиво горит 3 16593 1 2012.12.30 тлеющий разряд с формированием характерных для него структур при меньшем разрежении в вакуумной камере 3 и меньшем катодном падении потенциала, что, в свою очередь,снижает энергопотребление при работе установки. Во время обработки пульсацию напряжения производят сначала с частотой не более чем на 30 меньшей, а затем с частотой не более чем на 30 большей, чем одна из резонансных. Или во время обработки пульсацию тока производят сначала с частотой не более чем на 30 большей, а затем с частотой не более чем на 30 меньшей, чем одна из резонансных. Или во время обработки пульсацию напряжения производят поочередно с частотой не более чем на 30 меньшей, затем не более чем на 30 большей или наоборот, чем одна из резонансных. Наличие возможности подключения программатора 8 к компьютеру 13 позволяет задавать необходимые зависимости изменения амплитуды, частоты и скважности токовых импульсов источника пульсирующего напряжения 12 во время обработки. Это позволит в зависимости от служебного назначения изделий 9 и знака остаточных напряжений в поверхностном слое обрабатываемых изделий 9 воздействовать в большей мере импульсным током противоположного знака, что позволит упорядочить или ослабить величину имеющихся остаточных напряжений, или, наоборот, в зависимости от знака остаточных напряжений в поверхностном слое обрабатываемых изделий 9 воздействовать в большей мере импульсным током схожего знака, что позволит упорядочить или даже усилить величину имеющихся остаточных напряжений. После выдержки изделий 9 под действием тлеющего разряда снимают напряжение с анода 5 и катода 1. В результате воздействия катодного падения потенциала тлеющего разряда на изделия 9 с пульсацией тока до двух раз сокращается время выдержки изделий 9 для перераспределения внутренних напряжений. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1. После обработки подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении обработки изделий 9 до двух раз с одновременным повышением износостойкости изделий 9 из различных материалов на 40 . Источники информации 1. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 2. Физический энциклопедический словарь / Гл. ред.А.М.Прохоров Ред. кол. Д.М.Алексеев, А.М.Бонч-Бруевич, А.С.Боровик-Романов и др. - М. Сов. энциклопедия,1983. - С. 560. 3. Арзамасов Б.Н., Брострем В.А., Буше и Н.А. др. Конструкционные материалы Справочник. - М. Машиностроение, 1990. - С. 152-154 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 14/36, C23C 8/00, C23C 14/48
Метки: обработки, изделия, вакууме, способ
Код ссылки
<a href="https://by.patents.su/4-16593-sposob-obrabotki-izdeliya-v-vakuume.html" rel="bookmark" title="База патентов Беларуси">Способ обработки изделия в вакууме</a>
Способ обработки изделия в вакууме и устройство для его осуществления

Номер патента: 16341
Опубликовано: 30.10.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/48, C23C 14/36...
Метки: изделия, способ, устройство, обработки, осуществления, вакууме
Текст:
...в пространстве между анодом и катодом, увеличивается. Подвергая изделие воздействию импульсного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для повышения износостойкости изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионами с меньшей кинетической энергией, повысить производительность, снизить...
Способ поверхностной обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16343
Опубликовано: 30.10.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/35, C23C 14/48, C23C 14/38...
Метки: изделия, устройство, способ, поверхностной, вакууме, осуществления, обработки
Текст:
...согласно изобретению, содержит источник высокочастотного пульсирующего тока, подключенный к изделию и содержащий регулятор частоты и регулятор тока и протяженный магнетрон, расположенный в вакуумной камере, с мишенью, выполненной с возможностью перемещения, смены, установки комбинированной мишени. Известно, что при высокочастотном изменении подаваемого постоянного тока происходит возрастание энергетического уровня материала. Кроме того, в...
Способ обработки изделия в вакууме и устройство для его осуществления
Номер патента: 16337
Опубликовано: 30.10.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 14/48, C23C 8/00...
Метки: способ, осуществления, обработки, изделия, вакууме, устройство
Текст:
...источник высокочастотного импульсного тока,подключенный к двум расположенным в вакуумной камере электродам и содержащий регулятор частоты и регулятор тока и систему напуска технологических газов с устройством контроля объема напуска газа. Один электрод выполнен из титана, а второй - из вольфрама. Один электрод выполнен из циркония, а второй - из вольфрама. Один электрод выполнен из тантала, а второй - из вольфрама. Один электрод выполнен...
Способ упрочнения изделия
Номер патента: 15548
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Жолобов Александр Алексеевич, Логвина Екатерина Владимировна
МПК: C23C 8/00, C23C 14/38
Метки: способ, изделия, упрочнения
Текст:
...действием катодного падения потенциала энергия ионов, исходящих из анода и образующихся в межкатодном пространстве, увеличивается. Подвергая изделие воздействию высокочастотного постоянного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала упрочняемого изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала упрочняемого...
Способ обработки механически легированной шихты или изделий из неё
Номер патента: 16592
Опубликовано: 30.12.2012
Авторы: Жолобов Александр Алексеевич, Логвина Екатерина Владимировна, Котиков Петр Филиппович, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/36, C23C 14/48...
Метки: шихты, механически, легированной, или, неё, обработки, изделий, способ
Текст:
...импульсного тока в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала для активации с повышением адгезии поверхностных слоев и повышения износостойкости изделия, тем самым создать условия для проведения структурных изменений в приповерхностных сло 2 16592 1 2012.12.30 ях шихты и материала изделия ионами с меньшей потенциальной энергией, повысить производительность, снизить...
Предыдущий патент: Радиопротекторное средство
Следующий патент: Способ обработки поверхностного слоя изделий перед нанесением покрытия
Случайный патент: Способ уплотнения грунта трамбованием