Способ объемного упрочнения стальных заготовок
Номер патента: 8408
Опубликовано: 30.08.2006
Текст
СПОСОБ ОБЪЕМНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ЗАГОТОВОК(71) Заявитель Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством(72) Авторы Ушеренко Сергей Миронович Дыбов Олег Антонович(73) Патентообладатель Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством(57) Способ объемного упрочнения стальных заготовок путем обработки их высокоскоростной струей легирующего вещества, отличающийся тем, что перед обработкой стальную заготовку или комплект заготовок с диаметром торцевой поверхности, не превышающим диаметра струи легирующего вещества, помещают в обойму и устанавливают в грунте на металлический цилиндр, причем отношение общей массы цилиндра и заготовки или комплекта заготовок к массе легирующего вещества струи составляет 10-36. Изобретение относится к области динамической обработки материалов и предназначено для повышения технологических параметров материалов. Данное изобретение применяется для повышения эксплутационных характеристик (износостойкости) инструментальной стали. Известен способ объемного упрочнения стальных заготовок, включающий подготовку стальной заготовки механической обработкой, термическое упрочнение и механическую доводку (Геллер Ю.А. Инструментальные стали. - М. Металлургия, 1975. - С. 442-443). Данный способ позволяет повысить износостойкость инструментальной стали только изменением ее химического состава, что экономически не эффективно и имеет свои ограничения. Наиболее близким к предложенному изобретению является способ изготовления инструмента включающий дополнительную операцию упрочнения заготовок стали по объему высокоскоростной струей легирующего вещества и механическую обработку до удаления микрокрократеров соударения частиц (А.с. СССР 703585, МПК С 21 9/22, 1979 // Бюл.46). Однако выполнение такой последовательности операций обеспечивает эффективное упрочнение (повышение износостойкости по глубине не более чем в 1,4 раза) на глубину заготовок, не превышающую 40 мм. Под давлением струи, имеющей по ее диаметру высокий градиент плотности и скорости, заготовки при обработке проваливаются в грунт на различные глубины, т.е. расстояние между кумулятивной линзой и заготовкой увели 8408 1 2006.08.30 чивается. Это снижает давление струи на заготовки, а так как давление, создаваемое струей, определяет проникание частиц в сталь (ее упрочнение), следовательно, уменьшается глубина обработки (упрочнения). В процессе осевого смещения относительно друг друга находящиеся под давлением струи заготовки из-за высокого поперечного градиента давления, вызываемого боковой разгрузкой, искривляются. Все это снижает эффективность использования порошкового состава и взрывчатого вещества, высок процент заготовок,требующих дополнительной механической обработки (выпрямления) заготовок. В конечном итоге, это приводит к удорожанию всего процесса. Задачей данного изобретения является повышение глубины эффективного упрочнения стальных заготовок и удешевление процесса получения инструментального композиционного материала. Технический результат достигается тем, что в способе объемного упрочнения стальных заготовок путем обработки их высокоскоростной струей легирующего вещества, перед обработкой стальную заготовку или комплект заготовок с диаметром торцевой поверхности, не превышающим диаметра струи легирующего вещества, помещают в обойму и устанавливают в грунте на металлический цилиндр, причем отношение общей массы цилиндра и заготовки или комплекта заготовок к массе легирующего вещества струи составляет 10-36. Установка заготовок в грунте в обойме предотвращает поперечное смещение их в процессе соударения со струей, снижает эффект боковой разгрузки заготовок и их искривление, особенно и в первую очередь длинномерных. Грунт выполняет роль демпфирующей среды заготовок в процессе соударения их со струей. Введение сплошного металлического цилиндра определенных формы и длины предотвращает смещения заготовок относительно друг друга и ограничивает общее смещение вниз при динамическом нагружении, то есть препятствует интенсивному увеличению расстояния между заготовками и кумулятивной линзой, влияющего на эффективность обработки. Снижение указанного отношения меньше 10 оказывается малоэффективным при процессе торможения общего движения заготовок во втулке вниз. Увеличение этого значения более 36 приводит к увеличению габаритов устройства и не приводит к повышению эффективности упрочнения. Проведение упрочнения струей перед механической и термической обработкой заготовок позволяет использовать для упрочнения длинномерные заготовки, а потом изготавливать из полученного материала изделия меньшего размера. Все это приводит к значительной экономии взрывчатого вещества, легирующего порошка, расходных материалов оснастки. Снижается трудоемкость за счет проведения меньшего количества самих процессов обработки и количество процента бракованных заготовок за счет появляемых сколов, трещин и разрушений подвергнутой ударному нагружению закаленной стали. Пример Обработка заготовок струей легирующего вещества производилась порошковым составом на основе карбида кремния. Масса алюминиевой кумулятивной линзы, заполненной порошковым составом, составляла 76 г. В качестве источника энергии формирования струи использовалось взрывчатое вещество - аммонит 6 Ж весом 250 г. Обрабатывались заготовки из стали Р 6 М 5 диаметром 12 мм. Комплект заготовок имел диаметр, равный диаметру обоймы, представляющей собой толстостенный полый цилиндр. После обработки образцы протачивали до диаметра 10 мм и со стороны взаимодействия со струей поверхность обрабатывали до удаления микрократеров (0,5-2 мм). Образцы длинной более 60 мм разрезались на отрезки до 60 мм и термообрабатывались по режиму, стандартному для стали Р 6 М 5. Испытания на износостойкость производились путем трения об абразивный круг на основе карбида кремния. Параллельно испытывались такие же образцы из не упрочненной стали Р 6 М 5. Относительную износостойкость определяли отношением 2 8408 1 2006.08.30 потери массы за единицу времени испытания упрочненной стали к без упрочнения. Износостойкость стали определяли по всей длине образцов. Результаты испытания приведены в таблице. Сравнительные результаты испытаний на износостойкость стали Р 6 М 5 Отношение обДлина обраСредняя отнощей массы заго- Глубина эффек батываемых сительная изтовок и балласт- тивного упрочносостойкость п/п заготовок,ного элемента к нения, мм мм стали массе струи 1 Примечание Сталь без обработки Без металлического цилиндра С металлическим цилиндром-//-//-//-// Из приведенных данных видно, что достигаемая эффективная глубина упрочнения(относительная износостойкость выше значения 1,4) 210-240 мм, что позволяет снизить затраты взрывчатых материалов, порошковых материалов и вспомогательных при получении обработанных заготовок длинной 40 мм в 5,25-6 раз. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C21D 10/00, B21D 26/06
Метки: объемного, заготовок, упрочнения, стальных, способ
Код ссылки
<a href="https://by.patents.su/3-8408-sposob-obemnogo-uprochneniya-stalnyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Способ объемного упрочнения стальных заготовок</a>
Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Комаров Олег Сидорович, Садовский Виктор Михайлович, Урбанович Наталья Ивановна, Герцик Сергей Николаевич
МПК: C22C 37/06, C21C 1/00
Метки: производства, способ, деталей, заготовок, быстроизнашиваемых, литых
Текст:
...Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при...
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Бондаренко А. Н., Токмаков В. А., Дышлевич В. Ф., Борщев С. М., Горбанев А. А., Жучков С. М., Кармазин Ю. Я.
МПК: B21D 9/12
Метки: стальных, катанки, укладочных, виткоукладчика, труб, изготовления, способ
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента
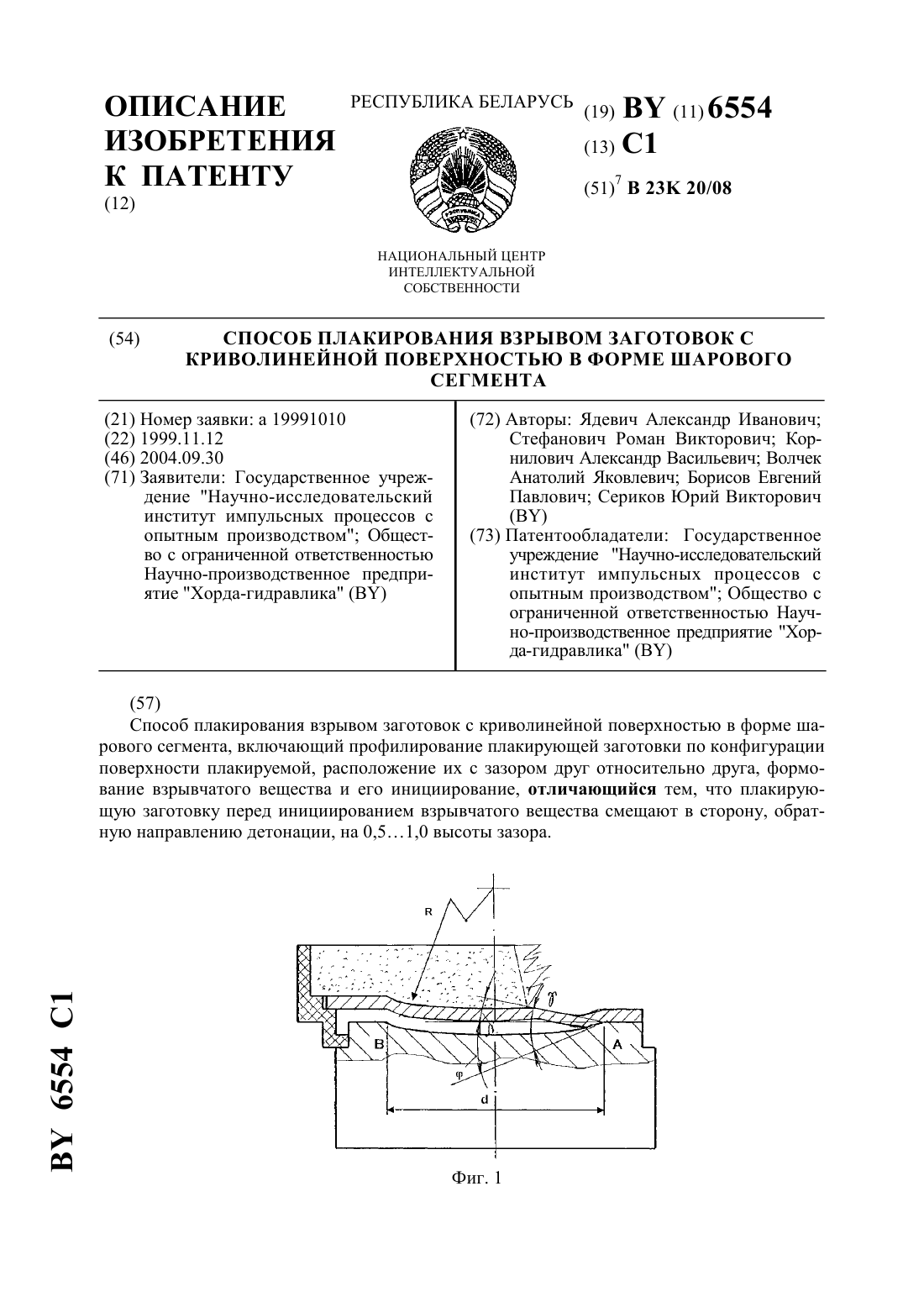
Номер патента: 6554
Опубликовано: 30.09.2004
Авторы: Сериков Юрий Викторович, Волчек Анатолий Яковлевич, Стефанович Роман Викторович, Борисов Евгений Павлович, Корнилович Александр Васильевич, Ядевич Александр Иванович
МПК: B23K 20/08
Метки: поверхностью, криволинейной, взрывом, форме, плакирования, заготовок, способ, сегмента, шарового
Текст:
...при плакировании плоских заготовок с криволинейной поверхностью в форме шарового сегмента. Поставленная задача достигается тем, что в известном способе плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента, включающем профилирование плакирующей заготовки по конфигурации поверхности плакируемой, расположение их с зазором друг относительно друга, формование взрывчатого вещества и его инициирование,...
Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения
Номер патента: 5492
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: сталей, заготовок, внутренних, способ, термоулучшения, вращения, поверхностей, обработки, нежестких
Текст:
...оптимальной величины припуска на обработку ухудшение экологии производства. Кроме того, для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, более предпочтительным является снижение шероховатости поверхности зеркала гильзы гидроцилиндра, и повышение размерной точности отверстия, обеспечиваемое абразивной доводкой, является необязательным дорогостоящим дополнением. Известно, что при шероховатости стальной поверхности...
Способ упрочнения дисковых фрез металлокерамическим твердым сплавом

Номер патента: 6368
Опубликовано: 30.09.2004
Авторы: Груздев Дмитрий Александрович, Новиков Александр Кузьмич, Клименков Степан Степанович
МПК: C25D 5/04
Метки: упрочнения, сплавом, фрез, металлокерамическим, твердым, способ, дисковых
Текст:
...м/с при одновременном осаждении из электролита металлической фазы твердого сплава при плотности тока 50 А/дм 2 и керамической фазы с размерами частиц 510 мкм. Принципиальная схема реализации способа изображена на фиг. 1. На фиг. 1 обозначены стойка 1, лопастной смеситель 2, заготовка дисковой фрезы 3,прокладка 4, цилиндрический кобальтовый анод 5, кольцо 6, цилиндрическая гальваническая ванна 7. Направление движения потока...
Предыдущий патент: Машина для мойки плодов, овощей и корнеклубнеплодов
Следующий патент: Способ выращивания кристаллов
Случайный патент: Способ формирования опорно-двигательной культи глазного протеза после энуклеации глазного яблока